矿石装车楼流量闸板液压系统改造
装车楼装车作业满载率优化

装车楼装车作业满载率优化发布时间:2022-11-16T09:54:06.497Z 来源:《工程建设标准化》2022年第7月13期作者:张雷波刘福乾杨廷帅薛宁王钦斌邱兆凯[导读] 阐述了为提高装车楼作业中的配料质量,结合本人在长期的装车楼操作实践张雷波刘福乾杨廷帅薛宁王钦斌邱兆凯(青岛港国际股份有限公司前港分公司山东青岛 266599)摘要:阐述了为提高装车楼作业中的配料质量,结合本人在长期的装车楼操作实践,针对不同的货种,调整不同配料门槛值,在实际操作过程中努力提高装车满载率,实现了“禁超少亏”的目的。
关键词:装车楼、计量方法、门槛值、满载率引言装车楼系统是目前国内外普遍采用的大宗散货的火车装车系统,具有计量精准、装车均衡、速度快、效率高等优点。
由于采用了静态称重方式,其理论称重误差可以控制在千分之一左右,大大超过了以往使用的铁路轨道衡等动态计量方式。
一、装车楼工作过程由中控室启动作业流程,堆取料机根据货种的实际情况,按照合适的流量取料作业。
皮带将上游输送机输送来的物料暂时存放在最上部的缓冲仓中,通过缓冲仓下方的1、2、3、4号闸板将物料下放到定量仓中,定量仓根据车辆扫描系统提供的车型及额定载重量确定每一节车配多少料,依靠在定量仓四个支撑点下方的承重传感器,计量下放的物料重量,达到装车应有的重量后,关闭缓冲仓闸板。
但受货物性质的限制,配料人员需手动打开缓冲仓闸板加料,加到接近于车皮的额定装载量。
下一步,装车员牵引火车车皮,当按下“循环称重”之后定量仓闸板自动打开向车厢放料,将计量过的物料装入火车车厢,完成装车作业。
同时,将称重的物料重量存储于系统的数据库中,以便生成最终的装车数据报表。
装车员通过控制溜槽弧形闸板的开度,来控制下料流量,确保装车平整度。
当定量仓余料在门槛值以下时定量仓闸板会自动关闭,准备计量下一节火车的货物,如此往复循环直至整列火车装完。
装车楼的整个作业过程中最重要的环节就是称重,由于作业现场情况复杂,以及各种货物的性质不同,铁路部门以及货主方面都对货物的计量有很严格的要求,所以需要有一种科学、高效、精确的计量方法。
寺河矿副斜井提升机电控及液压系统的改造设计

收稿日期2019-05-15作者简介 王凯(1978-),男,汉族,山西省长治市屯留县人,2014年毕业于武汉理工大学电气工程专业,助理工程师,从事矿山机电工作,研究方向:矿用提升机安全运行。
寺河矿副斜井提升机电控及液压系统的改造设计王 凯(山西省晋煤集团寺河煤矿,山西 晋城 048205)摘 要寺河煤矿应用的提升机因使用时间久,设备比较落后,电气控制系统无法适应煤矿机械化、智能化的发展需要。
寺河矿对副斜井提升机电控系统进行了改造。
实践应用表明,改造后的系统操控更加方便,节能效果明显,提高了矿井提升运输的安全可靠性。
关键词提升机 电控系统 改造中图分类号 TD63+3 文献标识码B doi:10.3969/j.issn.1005-2801.2019.11.045Revamping Design of Hoist Electric Control and Hydraulic System for the Auxiliary Inclined Shaft in Sihe Coal MineWang Kai(Sihe Coal Mine, Shanxi Jincheng Anthracite Coal Mining Group, Shanxi Jincheng 048205)Abstract : Because the hoist used in Sihe Coal Mine has been used for a long time and the equipment is relatively backward, the electrical control system can not meet the development needs of mechanization and intelligence of coal mine. The electric control system of the auxiliary inclined shaft hoist is reformed in Sihe Mine. The practical application shows that the reformed system is more convenient to operate, has obvious energy-saving effect, and improves the safety and reliability of the mine hoisting transportation.Key words : hoist electric control system revamp·机械电气与自动化·1 工程概况寺河煤矿副斜井井口安装1台2KJ-2.5/20A 型双滚筒单绳缠绕式提升机,承担着全矿井下的矸石、设备、人员以及辅助材料的运输工作。
工程机械液压系统设计及改进

1 背景描述我国非常重视重工业发展,在液压系统运行过程中,最重要的环节就是借助液压系统维持系统正常运行的工作压力。
这好比是大卡车上坡时引力与摩擦牵引其往上移动,但为了这种动力可以维持使卡车不至于滑坡,必须考虑保持控制刹车和油路压力的稳定。
液压系统的一定工作压力是保证工程机械正常进行的保证。
例如,液压硫化机需要在整个硫化周期内确保压力稳定,以保护子午线轮胎硫化的质量,使轮胎不出现气泡、缺胶或者边缘过厚等问题。
一般,液压系统设计指的是运用液压泵卸载回路系统和多相液压泵系统来达到工程机械运行压力的正常。
然而,在液压系统日常运行中,液压系统回路保压成效的高低和保压器件的挑选存在一定联系。
因此,依据多年的液压系统维护和设计经验,总结归纳单向阀、液控单向阀,、蓄能器3类保压器件的维持压力成效,并针对存在的问题提出对应的解决对策。
2 液压系统回路的改善措施2.1 装煤器具回路的改善液压系统自带的装煤器具回路主要由I型电磁波控制元件的搓盖运行组成。
搓盖油缸的两腔通过该回路利用电磁换向控制阀门中的I型控制元件封闭。
然而,受变向控制阀门结构的调整,液压系统存在较大的运行误差,控制阀门之间存在较大缝隙,致使液压系统运行效果不太理想[1-2]。
所以,这一类比较简单的液压系统回路设计方案不合理,通常运用在短时间封闭或封闭要求不严格的情形。
经过论证可知,双向液控单向阀的锁紧回路加Y型机能电磁换向阀回路较好。
搓盖油缸液压的改进如图1所示。
作为密封面为锥面结构的双向液控单向阀的阀芯,具有良好的密封性,同时锁闭效果较好[3]。
因此,在工程机械、起重运输机械等有较高锁紧要求的场合,这种锁紧回路得到了广泛应用[4]。
2.2 推焦车提门回路的改进由液压系统回路设计图可知,在液压系统1次运行结束后,应该借助电磁铁Y3b进行充电。
然而,在电磁铁Y3b 接通电源后,借助单向压力调节阀、Y型号电磁波变向控制阀门进入机油回路系统,进而实现液压系统回路效率的提升,避免提门液压泵压力过大。
锦丘煤矿主、副井液压站故障原因分析及改造

锦丘煤矿主、副井液压站故障原因分析及改造摘要:本文以滕州郭庄矿业有限公司锦丘煤矿主、副井液压站改造为例,分析了造成液压站油温过高的原因;通过加装电位器和风冷式散热器,从而达到降低液压站油温高的目的。
关键词:液压站电位器风冷式散热器分析改造1、引言液压站是提升机液压系统的关键设备,在矿山的安全生产中起着至关重要的作用,如何保证液压站连续运行,确保矿井提升机正常运转,成为矿山安全生产中期待解决的问题,夏季高温季节,液压站温度过高,温升过快,导致液压站需通过电气控制柜及出口球阀切换到另一套液压站进行工作,频繁切换;盘型闸密封件老化,盘型闸漏油;甚至造成烧坏比例放大器和比例溢流阀线圈现象,严重影响了矿井的正常生产。
因此,研制防止因电压高而烧坏比例放大器和降低液压站油温的方法对该液压站进行改造,符合实际安全生产需要的要求。
2、矿井提升机液压系统故障原因目前,E149A液压站由油箱、电机泵装置、控制阀组等部件组成。
电机泵装置、控制阀组均安放在油箱上,占地面积较小。
油箱容积:400L;最高工作压力:14Mpa;最高工作流量:14.4L/min;液压泵采用日本YUKEN A10-FR07变量柱塞泵,控制阀为意大利ATOS ACMZO-A-10-210/6比例溢流阀。
该液压站可为提升机提供不同的油压值。
造成矿井提升机液压站故障的原因主要有以下方面:2.1 提升机电控系统与液压电控系统的衔接不好E149A液压站采用意大利ATOS比例溢流阀实现压力的连续变化,油压的变化由比例溢流阀进行调节,比例溢流阀是锥阀式结构的先导式压力阀,该阀主要有带比例电磁铁的先导阀,主阀及比例放大器组成,比例放大器采用意大利ATOS 原厂配套产品(见下图),E-MI-AC-01外形图(如图1)接线调整M 监视信号(驱动电流)P1 斜坡升1 正极电流P2 非对称斜坡降2 接地24VDC P3 增益3 输出+5VDC(10MA)P4 偏流4 正信号P5 颤振5 负信号L1 信号指示灯直接安装在先导阀电气插座上,比例电磁铁的输出力均与放大器输入电压成正比,该力作用在阀芯上改变阀座孔的节流孔,从而控制压力阀进口的压力。
YQ32-63型液压机液压系统改造及原理分析

YQ32-63型液压机液压系统改造及原理分析摘要:简述YQ32-63型液压机液压系统改造的设计思路及具体方案,并就改造后的液压系统的特性予以分析。
关键词:液压机液压系统原理分析1概述我学院实训室有一台YQ32-63型液压机,操纵方式为手动操纵,采用的柱塞泵由于使用年限较长而磨损老化严重,故障率高,已满足不了正常教学使用。
在保持其机床主体结构基本不变的基础上,对液压机的液压系统进行改造,采用现代泵阀技术,使之重新达到正常使用的标准。
2改造前液压机液压系统情况分析液压机为立式结构,由机身、两柱塞缸、滑块压头和液压动力和控制部分组成。
主油缸和提升油缸都是柱塞缸,为一体式结构,压头和两主油缸为柱塞杆连接,提升缸起导向和同步作用。
压机上部设有充液池,贮存两个主油缸经充液阀排出的大量油液,机身两旁设有两台悬臂吊供吊装之用,实物如图1所示。
图图1 YQ32-63型液压机实物图上图液压机原液压系统中采用了手动随动结构的径向柱塞泵,油泵的排油量和出口方向通过手柄由随动机构来调整,操纵部分由齿轮泵供油,在两个主油缸油路上各连接有充液阀,控制两个柱塞缸与充液阀的连通和断开。
考虑到该液压压机整体结构比较好,油泵站和压机本体可以分离,充液阀结构合理,经过修理还能继续使用,管路布局良好,油缸密封件经过调换后,油缸使用性能良好,所以采用最新泵阀技术和控制技术。
3改造液压系统分析1.系统主元件功能分析二通插装阀具有液阻小,通流能力大,动作快、泄漏少等一系列优点,因此发展较快,目前已在机械、冶金、汽车、船舶等行业得到广泛地运用。
由于二通插装阀可以配置不同的先导控制级,就能实现方向、压力和流量的多种控制,集成度很高;二通插装阀采用锥阀结构,内阻小、响应快、泄漏少,适用于高压大流量。
同滑阀相比,它采用微型结构的先导控制,并可不受限制地接受各种形式的开关、模拟和数字信号的控制并进行包括机械、液压参量的反馈和比较,在同一主级上复合压力、流量和方向诸多功能并和比例数字控制兼容,有极佳的“可控性”。
副井提升操车液压系统技术改造

副井提升操车液压系统技术改造摘要:本文旨在探究副井提升操车液压系统技术改造,包括系统配置、系统改进及潜在问题及解决办法。
该改造目标在于提高液压系统效果并确保安全性,从而改善现有产量、能源效率及确保安全操作。
经过研究,发现液压系统可以通过合理的配置、正确的使用及精心的维护来提高效率及延长使用寿命。
另外,建议进行定期的维护和检查以确保其功能达到预期。
关键词:副井提升操车液压系统;技术改造;配置;维护正文:本文旨在探究副井提升操车液压系统技术改造。
具体来说,首先要分析当前液压系统,弄清其配置、安装及使用情况,以了解改造的前提下有哪些可行的系统改进方案。
接着,要分析可能存在的潜在问题,如气孔损坏、温度过高等,并提出对应解决办法。
随后,要详细描述改造后的系统配置图,包括必要的管路、阀门及控制装置等。
此外,要提供运行及维护建议,尤其要强调正确的使用及定期的检查及维护,以提高液压系统效果,改善现有产量、能源效率及确保安全操作。
最后,建议利用传感器、遥控器等技术,进一步提高操作安全性及便捷性。
综上所述,本文可为副井提升操车液压系统技术改造提供思路及参考。
为了确保液压系统的效果,要注意控制管路内的污物及水分,以免影响机械零部件及控制装置的功能和精度。
此外,定期检查系统的阀门、焊接和维护,以及新的部件的安装方式,可以有效地防止长期使用造成的效率降低和安全风险增加。
此外,要根据操作工况,把握好机械元件及控制装置的运行参数,以准确控制压力及流量大小,保证系统可靠运行。
另外,要充分利用低速运转工艺削减能量消耗,提高液压系统的能源效率,从而降低运行费用.同时,要根据操作工况,把握好气压、流量及负荷的变化,从而减少液压系统的磨损和损害,延长使用寿命。
此外,利用计算机控制,能实时监控液压系统的工作状态,从而快速发现并解决出现的问题。
此外,利用自动诊断功能,能及时检查液压系统中存在的隐藏问题,以避免系统出现明显问题之前即发现潜在问题,从而降低维护成本。
液压与气动系统的改造

上一页 下一页 返回
6.2 气动系统的改造
6.2.3参考方案
1.故障现象分析 (1)框架在升降过程中动作缓慢或不动作。造成这个问题的
直接原因就是气动比例阀动作失灵。气动比例阀内安装的模 板和其他电器元件发生故障,或者气动比例阀内的控制气路 通气不畅,则气动比例阀就不能按照PLC的要求对有杆腔的 压力进行调节,而无杠腔进气由2YA控制继续充压,有杆腔 的背压不断增高,当背压不能及时从比例阀释放时,就会出 现升降框架下降速度慢,甚至不动的现象。 (2)气动比例阀故障频繁、使用寿命短。为了保证在气动比 例阀的响应速度,系统的控制阀箱装在了火焰切割机上靠近 气缸的位置。
开裂现象也大为减少。其合格率大大提高。通过调节压制速 度可以实现更多品种的工件压制和拉延工艺的要求。系统压 力稳定性改善了很多,压力调节精度比改造前提高了很多。 这次改造是在原系统的基础上进行的,尽量利用原有元件, 花费少、周期短、效果好。
上一页
返回
6.2 气动系统的改造
6.2.1板坯二次火焰切割机气动系统的改 造
时的冲击。 2.参考改造方案 (1)将气缸有杆腔进气的减压阀改为节流阀。 (2)将气缸无杆腔进气的气动比例阀改为减压阀。 (3)不改变PLC的控制程序,将有杆腔排气控制阀的控制线
西铭矿选煤厂装车系统的技术改造
文章编号:1001-3571(2008)03-0023-03西铭矿选煤厂装车系统的技术改造任建国(山西西山煤电股份有限公司西铭矿选煤厂,山西太原 030052)摘要:针对西铭矿选煤厂装车系统存在的六大问题,进行了一系列的技术改造,从而真正实现了快速连续装车,产生了可观的经济效益和良好的社会效益。
关键词:选煤厂;装车系统;技术改造;效益中图分类号:T D94817 文献标识码:B 收稿日期:2008-03-10作者简介:任建国(1964-),男,山西平遥人,高级工程师,1986年毕业于阜新矿业学院机械制造专业,现任西铭矿选煤厂厂长,主要从事选煤厂生产管理工作。
联系电话:(0351)6208090。
西铭矿选煤厂隶属于山西西山煤电股份有限公司,于2006年4月26日开工建设,投资112亿余元,于2007年8月28日顺利建成,设计年入选原煤210万t,采用原煤重介旋流器两产品分选、粗煤泥螺旋分选、细煤泥压滤回收工艺,主要产品为电精煤。
在产品储运系统中,西铭矿选煤厂现有四个跨线圆筒仓(总容量为4×1000t ),主要用于存放瘦煤和贫煤,可直接装车外运。
在储煤场东南角新建了两个原煤仓(总容量2×3000t )、两个精煤仓(总容量2×4000t ),分别存放入选的原煤和洗选后的8级或9级精煤,可实现不同产品要求的配煤装车。
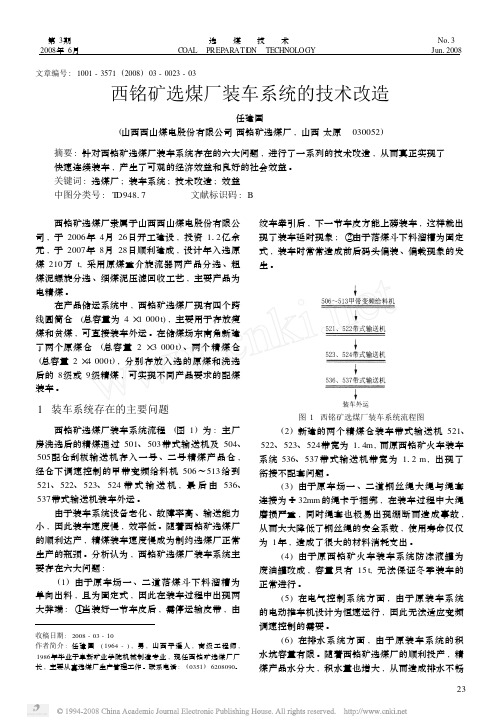
1 装车系统存在的主要问题西铭矿选煤厂装车系统流程(图1)为:主厂房洗选后的精煤通过501、503带式输送机及504、505配仓刮板输送机存入一号、二号精煤产品仓,经仓下调速控制的甲带变频给料机506~513给到521、522、523、524带式输送机,最后由536、537带式输送机装车外运。
由于装车系统设备老化、故障率高、输送能力小,因此装车速度慢,效率低。
随着西铭矿选煤厂的顺利达产,精煤装车速度慢成为制约选煤厂正常生产的瓶颈。
分析认为,西铭矿选煤厂装车系统主要存在六大问题:(1)由于原车场一、二道落煤斗下料溜槽为单向出料,且为固定式,因此在装车过程中出现两大弊端:①当装好一节车皮后,需停运输皮带,由绞车牵引后,下一节车皮方能上磅装车,这样就出现了装车延时现象;②由于落煤斗下料溜槽为固定式,装车时常常造成前后码头偏装、偏载现象的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿石装车楼流量闸板液压系统改造
作者:毛锐
来源:《环球市场》2019年第12期
摘要:矿石装车楼在装车过程中,流量闸门需反复开启、关闭并保证一定速度以控制料流,是装车楼作业效率、作业质量的关键保障,在运行过程中,流量闸门控制油缸液压管道三通频繁漏油,并影响溜槽开闭速度,通过对液压系统进行改造,以减少漏油、提高油缸运行速度。
关键词:装车楼;流量闸门;液压系统
作为专业化铁矿石码头的重要组成部分,装车楼可以快速、连续地将固体物料按预先设定的装载量值装载到以一定速度行进的列车中,在国内外广泛应用于矿山、码头等场所,尤其在矿石、煤炭的装卸等领域应用较多”。
一、装车楼工艺流程
使用装车楼进行装火车作业时,铁矿石通过取料机、皮带机进入装车楼缓冲仓,装车楼缓冲仓配备四套弧形闸板,通过开闭对料流进行控制,通过PLC程序控制以及定量仓的称重传感器,称量出于所需车厢型号对应的物料,至定量仓进行定量并准备装车。
称量完毕后,通过定量仓平板闸门的开闭,以及装车溜槽流量闸门的开闭,将物料装至对应的车厢中,装车溜槽向车厢装料的同时,根据下一°列车厢的相关信息,缓冲仓向定量仓配下一”节车厢的物料。
从而进行连续装车作业。
二、装车楼装火车工艺现在存在的问题
本例装车楼装车精度高、速度快、质量好,但在装车过程中,为了保障较高的装车质量,装车较好的货形,减少平车人员人工作业量,需频繁开关流量控制闸板如图1所示,由于流量控制闸板由两侧油缸共同驱动,液压油通过电磁阀后,经三通平均分配至两个油缸的缸简内(如图2所示),三通处频繁渗油,随着装车楼作业时间的延长,漏油频率日趋频繁,现象日趋严重,已经严重影响现场生产作业,增加了设备故障率,延长了装车时间,降低了装车效率。
三、液压系统改造方案
(一)问题原因分析
1.频繁换向
由于液压系统油缸的伸出和缩回是依赖于液压油的压力,在电磁阀换向下进行的,所以液压系统此类机构相应非常迅速,在装车过程中,尤其货物较粘时,需反复开关流量闸板,频率较高时由于油液反复换向,液压三通处反复漏油,如图2所示。
2.液压管路选型偏小
根据液压设计时管路内径计算公式
q——通过管道内的流量m/sv——管内允许流速m/s
其中q,=Sov
根据现场去情况取数值,其中油缸运动速度为0.3m/s、油缸缸径为100mm、油缸活塞杆直径为56mm、压力油管允许流速取6m/s,回油油路允许流速取2.6m/s。
分别计算压力油管、回油管的设计管径分别大于26.45mm,32.40mm。
如图所示,如图2中布置,其三通前主油管直径为25mm,不符合相关设计要求,管路设计偏细,造成设备运行时油液冲击过大,漏油较为频繁。
(二)改造方案
经过对现场的勘测,以及相应计算,我们通过移动三位四通阀以及底座至三通位置(如图3所示)布置,改造后优点如下:
(1)主油管直径增大并达到32mm,可基本满足计算要求,改善液压系统工作状态。
(2)使用阀座替代三通,改善系统的薄弱部位,减少系统渗漏频率。
(3)此现场较容易实施,在投资、时间方面均较为经济。
(三)改造效果
经过改造,装车楼装火车故障率下降了13%,杜绝了此处频繁更换O型圈以及相关管件的情况,调高了设备管理水平,增加了装车楼装火车的效率。
参考文献:
[1]張泽江.新型称重系统在快速装车系统中的应用[J].煤炭技术,2004(5).。