模具强度计算
拉伸模具吨位计算公式表

拉伸模具吨位计算公式表一、引言拉伸模具是在金属板材冷态下进行塑性成形的一种常用工具。
在制造拉伸模具时,需要考虑到材料的性能、板材的厚度、零件的形状等因素,以确保模具能够满足工件的要求。
而吨位计算公式则是用来确定拉伸模具的所需吨位的重要依据。
二、拉伸模具吨位计算公式拉伸模具的吨位计算公式通常采用以下形式:吨位= K × 板材面积× 板材厚度× 材料拉伸强度其中,K为一个修正系数,考虑到模具的摩擦、材料的流动性等因素。
板材面积和板材厚度分别表示所选用板材的面积和厚度,材料拉伸强度则是指材料在拉伸过程中所能承受的最大拉力。
三、修正系数K的确定修正系数K的确定需要考虑到多种因素,包括模具材料、板材材料、板材形状等因素。
具体的修正系数可通过经验公式或者实验数据进行确定。
通常情况下,修正系数K的取值范围在0.2~0.6之间。
四、板材面积的计算板材面积的计算是拉伸模具吨位计算中的重要一环。
对于简单形状的板材,可以通过直接测量或者计算得到。
对于复杂形状的板材,则需要采用计算机辅助设计软件进行建模和计算。
五、板材厚度的选择板材厚度的选择需要考虑到工件的要求和材料的性能。
通常情况下,板材厚度越大,所需吨位也会相应增加。
但是过大的板材厚度会增加模具的成本和制造难度,因此需要在满足工件要求的前提下合理选择板材厚度。
六、材料拉伸强度的确定材料拉伸强度是指材料在拉伸过程中所能承受的最大拉力。
在拉伸模具吨位计算中,需要选择合适的材料拉伸强度。
一般情况下,材料的拉伸强度越大,所需吨位也会相应增加。
因此,在选择材料时需要综合考虑工件的要求和材料的性能。
七、拉伸模具吨位计算的实例分析为了更好地理解拉伸模具吨位计算公式的应用,我们举一个实例进行分析。
假设我们需要制造一个直径为100mm的圆形工件,材料为冷轧钢板,厚度为2mm,材料拉伸强度为300MPa。
根据上述公式,我们可以计算出该拉伸模具所需的吨位为:吨位= K × 板材面积× 板材厚度× 材料拉伸强度= K × π × (100/2)^2 × 2 × 300≈ 942.48K通过这个实例,我们可以看出,拉伸模具吨位的计算是一个综合考虑多种因素的复杂过程。
模具剪切力计算公式

模具剪切力计算公式
模具剪切力是在模具加工过程中产生的一个重要参数,它可以
帮助我们评估设备的工作性能以及确定材料的加工难度。
在进行
模具剪切力计算时,我们通常需要考虑材料的强度、模具的几何
形状和材料的切削速度等因素。
模具剪切力的计算公式可以表示为以下形式:
F = τ × A
其中,F代表模具剪切力,τ代表材料的剪切应力,A代表模具的切削面积。
材料的剪切应力τ可以通过材料的抗剪强度来估算,一般来说,材料的抗剪强度越大,剪切应力也会增加。
模具的切削面积A可
以通过模具尺寸的参数计算得出,如切削刃的长度、切削刃的宽
度等。
需要注意的是,在实际计算中,为了加工的精度和安全性,我
们还需要考虑一些修正系数,例如刀具的进给深度修正系数、材
料切屑形状修正系数等。
这些修正系数能够更准确地反映模具剪
切力的实际情况,并给出更合理的计算结果。
模具剪切力计算公式是通过考虑材料的剪切应力和模具的切削
面积来评估模具加工过程中产生的剪切力。
通过计算,我们能够
更好地掌握加工过程,提高加工效率和质量。
冲压件模具设计的常用公式

冲压件模具设计的常用公式随着现代工业的发展,冲压件的应用越来越广泛,从家电到汽车、航空航天等领域都离不开冲压件的制造。
而冲压件的制造离不开模具的设计和制造。
在冲压件模具设计中,使用一些公式能够更好的指导设计过程,提高模具设计的效率和准确性。
本文将介绍一些冲压件模具设计中的常用公式。
1.冲压件的扁平公式在冲压件的设计中,往往需要先根据产品的图纸计算出其扁平尺寸。
用于判断冲压件的设计尺寸是否合理。
冲压件的扁平公式为:S=π(D+d)/2×√((D-d)/2)×F其中,S表示冲压件的扁平尺寸,D和d分别为模具的上模和下模的直径,F为强度系数。
2.模具的强度公式在冲压过程中,模具需要承受很大的压力和撞击力,因此模具的强度是非常重要的。
冲压件模具的强度公式为:σ= (K×(F×L))/((a-b)×b)其中,σ为应力,K为强度试验样本的应力系数,F为金属材料的屈服极限,L为冲压件的长度,a和b分别为上模和下模的外径。
3.折弯件的受载公式在冲压件的制造中,折弯件的制作也是非常重要的一个过程。
折弯件的受载公式为:M=W×L/2×sinα×t^2其中,M为折弯件的扭矩,W为载荷,L为支撑距离,α为折弯角度,t为材料的厚度。
4.齿轮的模数公式在冲压齿轮的设计中,需要根据参数计算出齿轮的模数。
齿轮的模数公式为:m=D/Z其中,m为模数,D为齿轮的直径,Z为齿轮的齿数。
5.模具内角的计算公式在冲压件模具的设计中,模具内角的大小和形状是非常重要的。
模具内角的计算公式为:Ψ=2arctan(0.5B/L)其中,Ψ为内角,B为压头直径(冷模),压头直径补偿(热模),L为模具凸部的长度。
以上就是冲压件模具设计中的一些常用公式。
通过使用这些公式,能够更好地指导冲压件模具的设计,提高冲压件的生产效率和质量。
模具冲裁力的计算
标准
模具的冲裁力与卸料力、压料力的计算
标准番号 APS-
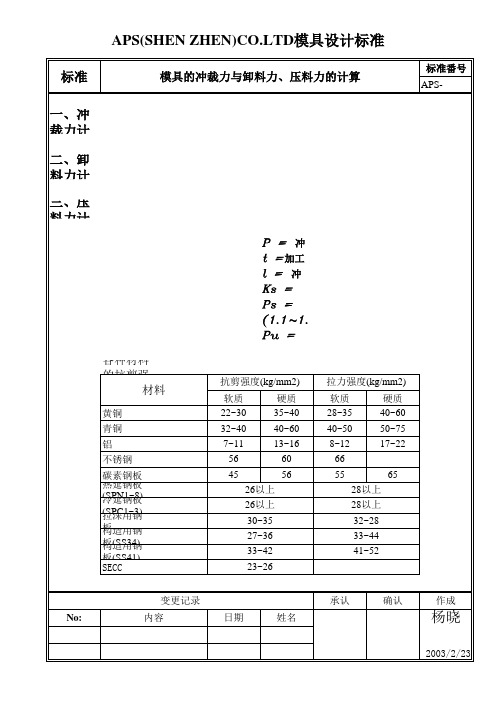
一、冲裁力计算式: P=(1.1~ 1.3) * t * l * Ks 二、卸料力计算式: Ps=(1.1~ 1.3) * t * l * Ks * (0.08~0.25) 三、压料力计算式: Pu=(1.1~ 1.3) * t * l * Ks * (0.1~0.15)
P = 冲裁力(KG) t =加工材料厚度(mm) l = 冲裁轮廓的周长(mm) Ks = 材料的抗剪强度(kg/mm2) Ps = 卸料力(KG) (1.பைடு நூலகம்~1.3)为安全系数 Pu = 压料力(KG)
各种材料的抗剪强度与拉力强度:(下表示) 材料
黄铜 青铜 铝 不锈钢 碳素钢板 热延钢板(SPN1~8) 冷延钢板(SPC1~3) 拉深用钢板 构造用钢板(SS34) 构造用钢板(SS41) SECC 变更记录 No: 内容 日期 姓名 抗剪强度(kg/mm2) 软质 22~30 32~40 7~11 56 45 26以上 26以上 30~35 27~36 33~42 23~26 承认 确认 作成 硬质 35~40 40~60 13~16 60 56 拉力强度(kg/mm2) 软质 28~35 40~50 8~12 66 55 28以上 28以上 32~28 33~44 41~52 65 硬质 40~60 50~75 17~22
杨晓
2003/2/23
各类型模具的力的计算方式

LUCKY
LUCKY XINGXIN
第 3页
Sep-05
拉延模压料力的计算
一、在工艺造型接收传 递单中写明了顶压力为 FCAE=54T 查《KALLER标准件书》 选择X4200-038的氮气弹 簧,查表初始压缩力为 4.2T,预计选用14个氮气 弹,则压料力为 F压料力=4.2×14=58.8T
第 6页
Sep-05
修边冲孔模卸料力的计算
二、压力的系数取值: (1)按压料板的形状而设定的压力系数。
LUCKY
LUCKY XINGXIN
第 7页
Sep-05
修边冲孔模卸料力的计算
(2)按板厚而设定的压力系数
LUCKY
LUCKY XINGXIN
第 8页
Sep-05
修边冲孔模卸料力的计算
示例: 如图A17天窗项目,OP20修边冲孔模
luckyxingxinluckyxingxin44页页sepsep0505luckyluckylucky拉延模压料力的计算一在工艺造型接收传递单中写明了顶压力为fcae54t查kaller标准件书选择x4200038的氮气弹簧查表初始压缩力为42t预计选用14个氮气f压料力4214588tf压料力588tfcae54tluckyxingxinluckyxingxin55页页sepsep0505luckyluckylucky拉延模压料力的计算二按经验计算公式计算测量得压料面积为sb113820mm2vn系数取值022pb113820x02225040kg25tpb25tfcae40t工艺造型接收传递单中压料力cae参数值大于此计算的经验值以cae参数值为准开模实际生产中若压料力太大则对拉延模串联的氮气弹簧管路放气减小压力即可
F压料力=58.8T>FCAE=54T
计算公式

06-B151理论计算公式1、模具重量:G=LWHρKL:模具长度(mm) W:模具宽度(mm) H:模具高度(mm)ρ:密度g/mm3 K:减轻系数G=2900*1850*950*7.8*0.4=15.9T2、顶盖前后两侧翻边力计算公式如下:查资料《冲压手册》王孝培主编翻边力公式:F=1.25LTKσb材料:ST16(上海宝钢)σb=350Mpa T=0.7mmF:翻边力(N) L:翻边口线周长(mm) T:材料厚度(mm)σb:材料抗拉强度(Mpa) K:系数0.2~0.3测得总弧长:L=3000mm T=0.7mm σb=350MpaF=1.25LTKσb=1.25*3000*0.7*0.25*350=23T压料力F=0.25-0.3F 取0.28压F压=0.28X23=6.44T查《汽模标准》,选择QM7112中型50X150的弹簧。
单位压缩力为:144.3N/mm; 预计选用16根弹簧预压34mm,则产生的压缩力F2则,F2=144.3*34*16=7.9T>F卸=6.44T工作行程16mm,则总压缩量为50mm,产生压缩力F3。
则,F3=144.3*50*16=11.5T>F卸=6.44T由此可知,所选弹簧符合此工序翻边卸料力要求。
3、顶盖前后两侧侧修冲裁力计算公式如下:查资料《冲压手册》王孝培主编冲裁力公式:F=1.3VLT材料:ST16(上海宝钢) V=350Mpa T=0.7mmF:冲裁力(N) L:侧修口线周长(mm) T:材料厚度(mm) V:材料抗剪强度(Mpa)测得侧修口线弧长:L=300mm T=0.7mm σb=350MpaF=1.3VLT=1.3*300*0.7*350=9.6T压料力F=0.04F压F压=0.04X9.6=0.384T查《汽模标准》,选择QM7112中型50X150的弹簧。
单位压缩力为:144.3N/mm; 预计选用1根弹簧工作行程50mm,则总压缩量为50mm,产生压缩力F4。
拉深模具设计说明书
前言冷冲压是建立在金属塑性变形的基础上,在常温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得一定形状、尺寸和性能的零件的一种压力加工方法。
在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备称为冷冲压模具(俗称冷冲模)。
冷冲模在实现冷冲压加工中是必不可少的工艺装备,没有先进的模具技术,先进的冲压工艺就无法实现。
冷冲压的特点有:1,节省材料2,制品有较好的互换性3制品有较好的互换性4生产效率高5操作简单6由于冷冲压生产效率高,材料利用律,故生产的制品成本较低。
冷冲压加工在汽车、拖拉机、电机、电器、仪表和日用品生产中,已占据十分重要的地位,特别是在电子工业产品生产中,已成为不可缺少的主要加工方法之一。
随着科学技术的不断进步和工业生产的迅速发展,冲压及模具技术也在不断革新与发展。
主要表现在以下几个方面:一.工艺分析计算方法现代化现在已开始采用有限变形的弹塑性有限方法,对复杂成形件的成形过程进行应力应变分析的计算机模拟。
二.模具设计制造技术现代化工业发达国家正在大力开展模具计算辅助设计和制造(CAD/CAM)的研究。
采用这一技术,一般可提高模具设计制造效率的2-3倍,应用这一技术,不仅可以缩短模具设计制造周期,还可提高模具质量,减少设计和政治早人员的重复劳动,使设计者有可能把精力用在创新开发上。
三.冲压生产机械化与自动化与柔性化为了适应大批量,高效率生产的需要,在冲压模具和设备上广泛应用了各种自动化的进出料机构。
对于大型冲压件,专门配置了机械手和机器人,这不仅大大的提高了冲压件的生产品质和生产率,而且也增加了冲压工作和冲压工人的安全性。
在中小件的大批量生产方面,现已广泛应用于多工位压力机活、或高速压力机。
在小批量生产方面,正在发展柔性制造系统(FMS)。
四.为了满足产品更新换代快和小批量生产的需要,发展了一些新的成形工艺,简易模具,数控冲压设备和冲压柔性制造技术等。
注塑模具厚度尺寸计算公式
注塑模具厚度尺寸计算公式注塑模具是制造塑料制品的关键工具,其设计和制造需要考虑许多因素,其中包括模具的厚度尺寸。
模具的厚度尺寸直接影响着制品的质量和生产效率,因此在设计和制造注塑模具时,需要严格按照相关的计算公式来确定模具的厚度尺寸。
注塑模具的厚度尺寸计算公式涉及到许多因素,包括材料的强度、模具的结构、制品的形状和尺寸等。
下面将详细介绍注塑模具厚度尺寸计算公式中涉及的各种因素及其影响。
1. 材料的强度。
模具的厚度尺寸需要根据所选用的材料的强度来确定。
通常情况下,模具的厚度应当能够确保其在使用过程中不会发生变形或断裂。
因此,模具的厚度尺寸计算公式中需要考虑材料的强度参数,以确定合适的厚度尺寸。
2. 模具的结构。
不同的模具结构对于厚度尺寸的要求也会有所不同。
例如,对于复杂的模具结构,需要考虑到模具在使用过程中可能受到的各种力和压力,因此在计算公式中需要考虑这些因素,以确定合适的厚度尺寸。
3. 制品的形状和尺寸。
制品的形状和尺寸也会对模具的厚度尺寸产生影响。
不同形状和尺寸的制品对模具的厚度要求也会有所不同。
在计算公式中需要考虑到制品的形状和尺寸参数,以确定合适的模具厚度尺寸。
在实际的注塑模具设计和制造中,通常会根据以上因素综合考虑,使用以下的一般性计算公式来确定模具的厚度尺寸:模具厚度 = K × (F × L)^(1/3)。
其中,模具厚度为需要计算的厚度尺寸,K为系数,F为材料的抗拉强度,L为制品的最大尺寸。
在这个公式中,系数K是一个经验参数,通常根据具体的材料和结构来确定。
材料的抗拉强度F是指材料在拉伸试验中的最大承受能力,通常以兆帕(MPa)为单位。
制品的最大尺寸L是指制品在最大尺寸方向上的尺寸参数,通常以毫米(mm)为单位。
通过这个公式,可以比较准确地计算出模具的厚度尺寸,从而确保模具在使用过程中能够满足制品的生产要求。
需要注意的是,以上的计算公式仅适用于一般的注塑模具设计和制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具强度计算
Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
模具强度计算
1.公,母模仁的水路离成品的铁料至少10mm以上﹐成品到模仁边的铁料至少
20mm以上。
2.母模板厚(h)=2倍母模仁厚(H)。
3.公模板厚(h)=倍公模仁厚(H)。
4.公,母模板的模框铁料至少50mm以上。
5.当公模有滑块时﹐公模板上挡模仁(高度方向h) 的铁料至少12mm以上﹐宽度
方向的铁料至少5mm以上﹐当整体挡模仁的铁料很少时﹐滑块压块后的铁料应保
留﹐做紧配。母模板上因有滑块束块孔﹐它所剩铁料应为束块伸入高度的倍. 滑块
束块伸入高度一般为12~25mm.当铁料越少时﹐伸入值应取小些﹐以保证强度。
附﹕仅供参考