虚拟数控机床及开放式数控系统的研究
数控车床仿真教学系统的研究与开发

图 2 译 码流 程
三 、数 控仿 真 显 示
数控加工实 际是刀具相对于 毛坯 的运行过程 ,刀具运动 的 精确性影 响着生产的结果 。数控 仿真 的意义就 在于把刀具相 对 于零件 毛坯 的运 动轨迹 通过计 算机 的图形处 理功 能显示 出来 ,
肪 真显示I
I......... .......... . . . . __J
程序 由若干 N C代码构成的程序段组成。因此 ,在仿真 系统 中 , 对N C代 码的编译 是实现数控仿 真的关键 。N C代 码的编译 根据 数控机床执 行数控 加工程 序的一般 原则 ,自上 而下进行 编译 。
N C代码的编译主要包括 以下 内容 : ( ) N 一 对 C程序的语法进行检 查。对 N C程序的语 法进 行检 查 ,主要是对准备功能 G代码 、辅助功能 M代码 以及其他功能
的终点 ,同时也是下一次刀具轨迹 的起 点 ,因此 ,数 据具有连 续性 、有序性 ,在数据 的处理上采用 动态 的数据链表 。 ( ) 三 译码。 译码 主要是把各个程序段 中的信息提取 出来 , 并
数进行环境的建模 。O eG p n L的工作流程如 图 1 所示 。利用对话
框来实 现对 毛坯 形状 、尺寸 、材 料 的设 置 以及对 刀具 的选 择 。 数控车 床模 型则 根据动 、静部件拆分后 完成 ,拆分后数控 车床 就有数控车 床床 身 、主轴 、刀架 、尾架 。各 运动部件 的坐标均 符合 右手笛卡尔坐标系 。
但 是 ,通 过一 些 转换 程 序 ,可 以很 方 便 地将 At A uo D、 C 3 S3 S A D /D M X等 3 D图形 设计软件制作 的 D F和 3 S模 型文件 X D 转 换成 O eG pn L的顶点 数组 ,以它 为基础开发 的应用程序 可以
虚拟数控车床切削仿真研究

方向位移 , 刀具 方 向位移 Z 辅助指令 m。在这些参数之中 , ,
会产生错误 , 这样不仅导致加工 出来 的产品为废 品 , 也可能导致 除刀具进给速度用于工程分析外 , 其余都 被用 于切削仿真 ; 主轴 刀具与机床工作 台 、 与夹具等之间 的于涉碰撞 , 刀具 这是十分危 转速 S 决定虚拟车床主轴旋转 的方 i tan
中 图分 类号 :HI ,G 1. 文献 标识 码 : T 6T 591 A
数控加工由于生产效率高 、 加工精度高 、 于加工 曲面等显 1 刀具运动仿真 便 . 1 著特点在机械加工领域 日益得到广泛的应用。但是 , 在加工过程 中使用 的 N C程序代码 , 主要依靠技术人员编写 , 这不可避免的
【 摘
要】 针对数控车床加工切削仿真 系统的开发, 将几何仿真和物理仿真相结合, 了刀具运动 实现
仿真、 工件几何体形变仿真以及刀具温度分析、 应力应变分析和工件受力变形分析的仿真 , 仿真结果显示
出了仿真算法效 率高、 仿真结果合理 、 效果逼 真 , 于对数控代码 的验证和对操作者培训。 适合 关 键词 : 削仿真 ; 仿真 ; 理仿真 ; 切 几何 物 温度场 ; 力 ; 应 应变
包括几何仿真和物理仿真。
m指令启动或停止相应的切削仿真线程。
在切削仿真线程的每一个时间点上 , 首先执行的机床运动仿
真: 根据缓冲区中主轴转速将机床主轴转过一个角度 ; 根据 位 移 位移的数值让中托板和刀具一刀架移动到相应的位置。
1 . 2工件几何体形变仿真
如图2 所示 , 工件形变仿真。其思路是将圆柱形 的工件沿轴
【 btat B s o e ee p et s u i 厂 iul Clh ah i poes n e n A s c】 ae n h vl m n r t d o i l o Q v t t m c i n r s adt — m  ̄ n raN a e ng c hi
开放式数控系统软件平台的研究
文章 编 号 : 0 1 2 7 2 0 ) 2 0 5 3 1 0 —2 5 ( 0 2 0 —0 3 一O
Ab tac Th r il re l ntodu e t ur s r t: e a tce b ify i r c he c — r ntc nd to f NC e hno og i e na i a d e o ii n o tc l y,nt r ton lan do s i e de c A n l e c a a t rs i s ofop n me tc t n n e. a yz h r c e itc e
所存 在 的 问题 , 年来 , 方 一 些发 达 国家相 继 提 出 近 西 开放 式 体 系结 构数 控 系统 的开 发 , 括美 国 的 NG 包 C
关 键 词 : 放 式 数 控 系 统 ; n o E; 件 开 Wid wsC 软 平 台 ; 动程 序 ; 时性 驱 实 中 图分 类号 : TH1 2 2
文献 标 识码 : A
和 0MAC 计 划 、 共 体 的 O AC 计 划 和 日本 的 欧 S A OS C 计 划 等 。我 国数 控 系 统 的 开 发 与生 产 , 过 E 通
“ 五 ” 进 、 化 、 收 ,八 五 ” 关 和 “ 五 ” 业 七 引 消 吸 “ 攻 九 产 化 , 得 了很 大 的进展 , 有 自主版 权 的数 控 系统 产 取 具 业开始形成 , 而且 在 发 展过 程 中 , 整 到 以 P 调 C机 为 硬件 平 台 的发 展路 线上 , 以此形 成 了 D s和 W i— 并 o n d ws 种 软件 平 台 , o 两 开发 出了若 干 个 基本 系统 。然
( . n tt e ofCI S, e e n v st f Te hon og , e e 2 009, 1 I s iul M H f iU i er iy o c ol y H f i 30 Chi na; H e e ie Sc 2. f iPrc hoo , l H e e 2 000 Chi ri 3 9, na)
全软件型开放式数控系统的研究

操作系统
能都是 固定 的, 以灵活性 比较差 , 所 如果用户需要在系统 中添
加一些特殊的功能 , 就必须求助于生产厂 家, 这给用户 的技术
管理软件
控 制软件
保 密带来很大困难 。由于通用化 P c的迅 速发展 , 并且在世界
范围内得到 了普及应用 , 从而产生 了基 于 P C的数控系统 。由 于P c具有丰富的硬件 和软件 资源 , 这使得 P c数 控系统具有 无可 比拟的技术经济优势 而且 P C数控系统的硬件平 台和软 件平台是完全通用的 , 这似 的整 个系统具有很好 的开放性 , 移 植 性和可重构性 , 为用户添加特殊功能提供 了方便 。 目前 P C
摘要 : 通过对数控 系统的分析 , 论述 了一种基于 P +/ 结构 的全软件化 C C 系统, 这种体 系结构 中, C I O N 在 所有的数控功 能都由软件来
实现 , 根据面 向对 象的程序设计 方法, 引入软 件芯 片的设计思想 , 对整 个数控 系统的各种功能进行详细的 划分, 把每种数控 功能都 用 软件芯片来封装 , 通过基 于多线程设计的 NC控制调度 内核按 照任 务要 求调 用相应的功能软件芯片。
E up n n fcrn e h o o yNo 1 2 0 q i me t Ma u a t g T c n l g . 0, 0 8 i
全 软 件 型 开放 式 数 控 系统 的研 究
苏远 平 ’ 邹华 兵 。
(. 1 江西理工大学 , 江西 南 昌 3 0 1 ;. 30 3 2 东华理工大学, 江西 南 昌 3 0 1 ) 30 3
控制 , 一般情况下这种输入输 出接 口要专 门设计。 从整个系统 来说 ,全软件型的数控系统 ,实 际上是一个 P +/+机床系 CI O
基于Trio运动控制器的开放式数控系统研究

中 图分 类 号 :H162 T 3.
文 献 标 识 码: A
文 章 编 号 :0 0 49  ̄0 20 — 0 2 0 10 — 9 8 1)3 0 2— 3
目前 广 泛 应 用 的 数 控 系 统 主 要 用 于 机 床 几 何 运
系统 软 件 平 台各 模 块 的 功 能和 实现 , 述 了 开放 式 数 控 系统设 计 中的 关键 技 术 , 且 基 于 T i u o 0 论 并 r E r2 9运 动 控 制 器 的 独 有 o
功 能 , 加 了切 削 力 等模 拟 量 信 号 的检 测和 运 动 合 成 等 一 些特 殊 功 能 , 同类 应 用研 究提 供 了有 效 途 径 。 增 为
构 . 其 独 特 的 应 用 特 点 和 开 发 灵 活 性 . 为 新 型 以 成
数 控 系 统 的 主 体 。 为 了满 足 教 学 和 科 研 的需 要 , 笔 者 在 一 台 数 控 车 床 基 础 上 , 用 体 系 结 构 为 “ C" 采 P 4 - 运 动 控 制 器 ” 开 放 式 数 控 系 统 取 代 原 车 床 配 置 的 的 Se n 8 2系 统 ,保 留 了 原 系 统 的 大 部 分 功 能 , ime s¥ 0 增 加 了 切 削 力 检 测 、 于 切 削 力 加 工 误 差 补 偿 等 一 基 些 特 殊 功 能 .提 高 了 机 床 的 使 用 安 全 性 和 加 工 精
度 。 ̄3 4绍该 系统 的设计 。 c" r
1 系统 硬 件 设 计
Ti r o公 司 的 E r2 9 是 一 款 性 价 比 极 高 的 多 轴 运 uo 0 动 控 制 卡 , 提 供 多 达 9轴 的 精 密 步 进 或 伺 服 控 制 , 可 并 且 集 成 了 数 字 及 模 拟 I 、 讯 接 口 、 展 轴 接 口 。 基 / 通 0 扩 于 Ti r o运 动 控 制 器 的 开 放 式 数 控 系 统 硬 件 构 成 如 图 1 所 示 , 控 器 由 P 机 和 运 动 控 制 器 组 成 。其 中 , C起 数 C P 到 主 机 和 人 机 界 面 的 作 用 , 现 数 控 编 程 、 Eu o 0 实 向 r2 9 发 出 运 动 控 制 指 令 、监 控 运 动 控 制 器 及 机 床 的 状 态 和
开放式数控系统的现状与趋势

疑 问 ,开 放式控 制 系统是 机床控 制技 术 的发展方 向,将
硬件 和 软件 的 。对于现 代数控 机床 的控 制来说 ,需 要一 种 完全 以微机 为 基础 的 、和谐 的 、标 准化 的软件 环 境 ,
从 而能够 根据 用户 需要 实现 复杂 的控 制功 能 ,在缩 短 加 工 时间的同时 ,提 高加工质量 和柔性 ,如 图l 所示 。
( ) 可协 同性 。不 同应 用 模 块 能 够 协 同工 作 ,并 3
以确定 方 式交换 数据 。
( )规 模 可 变 。应 用 模 块 的功 能 和性 能 以及 硬 件 4
的规 模可 按照需 要 调整 。 实 践证 明 ,控 制 系统 的开 放程 度 将涉 及 人 机 界面 、 控 制核心 和整 个 系统 : ( )开 放 的人 机 界 面 。 “ 放 ” 仅 限 于 控 制 系 统 1 开
( )可 移植 性 。系统 的应用 模块 无需 经过 任何改 变 1
W M EM 1 2 0 期 0 7年 2月
维普资讯
数 控与 软件
C C & S f ae N o w r t
就 可 以用 于 另一平 台 ,仍 然 保持 其原 有性能 。 ( )可 扩 展 性 。不 同应 用 模 块 可 在 同一 平 台上 运 2
处理器 l
(户 编 接¨ I 程 c I 编 接J 用j 蓟 程 I 编 按I 狴 | 】 l l l
I I ,G F C P F T ,L , P
处理 : } } { 2
人机界gI i i
1 机界面 I 1 人机羿面 I 人
(制 TT,. 摔 蚴 rPG,  ̄, I R h
基于PMAC的开放式数控系统的研究与应用

o w s e dwi —ut gee t c l ic ag c ieL W E fal p e r c t n lcr a dsh r ema hn ( S o e i i DM ) t no e t cuei as nrd c d T e wi a p nsr tr s loit u e . h h u o
h r wa e a d s fwa e o h ys t m r u l e a d r n o t r ft e s y e a e o ti d. n
Ke r s y wo d :mo i n c n r l r NC o e yse ; M AC; W EDM t o to l ; o e p n s tm P LS
摘 要 : 文阐述 了数控 系统 的发展概况 , 本 针对开放 式数控系统 , 列举了 目前 已经 出现的 几种模式。并通过 实例 对基于 P P C ̄ MAC的 开放式数控 系统模式进行 了进 一步的分析研究 , 介绍TP MAC _  ̄ 动控制器 的性能 , 对实例应用 一 慢 走丝线切割机床开放式 数控系统的硬件结构和软件设计进行 了分析 , 为同类应 用研究提供了有效的途径。
经 验 交 流
Te hn c ICo mun c to s c i a m ia in
《 自动 化 技 术 与 应 用 》2 0 0 8年第 2 7卷第 1 1期
基于 PMAC 的开放 式数控 系统 的研 究 与应 用
李 淑萍 ,张筱 云
( 苏州工业 园区职业技术学 院 , 苏 苏 州 2 5 2 ) 江 1 0 1
本 文较 系统 地综 述 了国 内外 数控 系 统 的研究 现状
并结合所研究 的基 于 P MA C的慢 走丝线切割 机床 的开 放 式数控 系统实 例 , 细地分析 了开放 式数控系统 的构 详 建 及其 软硬 件组成 。
浅谈开放式数控系统的现状和发展趋势
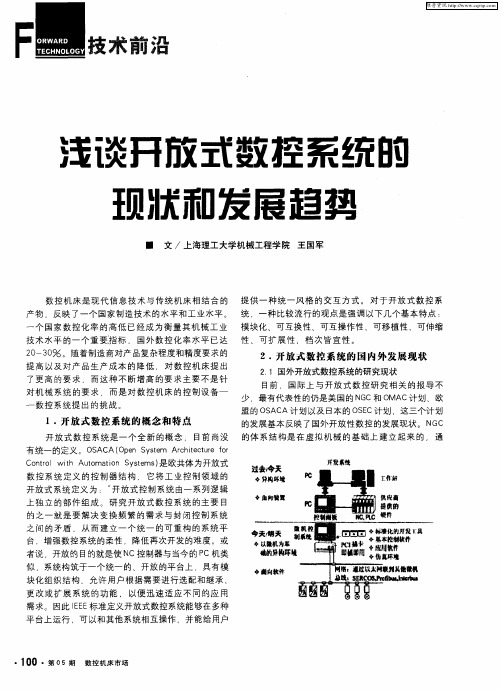
目前 ,国际上 与开放 式数 控研 究 相关 的报导 不 少 ,最 有代表性 的仍是美国的 N C和 O C计划 、欧 G MA
盟 的 O A A计 划以及 日本的 O E SC S C计 划 这三个计划
数控 系统提 出 的挑 战。
1. 放 式数 控系统 的 概念 和 特 点 开
和系统平 台 .控 制软件包 括所 有对 系统专 用 的功能 . 数 控 系统 研究 的 日益 深入 .我 国 的相 关研 究也 越来
独立 的应用模块使用 OS A界面 ,并且可 以运行在 越受到重视 。经过 多年 的技 术攻关 .已经 有一批产 品 AC
和 O A A兼容 的系统平 台之 上。 日本的 O E SC S C计划是 和成果涌现 出来 。在这些产 品中 .有些是将原 有的系
碡豹辟I珲蟪 I I
翻埯轼僻 粥#遇垃I.糊鬃,孰健徽撬 = _ | : 嘻 蟪t
块 化组织结 构 ,允许 用户 根据需要进 行选配 和继 承 、 更 改或 扩展 系统 的功 能 ,以便 迅速适 应不 同 的应 用 需 求。因此 l E E 标准定义开放式数控系统能够在多种 E 平 台上运 行 ,可 以和其他 系统 相互操 作 ,并能给用户
2 一 O 。随着制造商对产 品复杂程度和精度要求 的 O 3% 提 高 以及 对 产 品生产 成本 的降 低 对 数控 机床提 出 了更高 的要 求 ,而这 种不 断增 高 的要 求主要 不是 针 对 机械 系统 的要 求 ,而 是对数 控机 床 的内外 发展 现状 开
阳计 算所 的蓝 天 系列 等 。 武汉 华 中数 控股份 有限公
建立的开放 式数控委员会 ( pn N S o e ad D - 司推 出的华 中 I O e C c p n i 型数 控系统 .是利 用 P 平 台通过 串 c
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
虚拟数控机床及开放式数控系统的研究
随着虚拟现实技术在虚拟制造系统中应用的推广,对虚拟数控机床的研究也
越来越多,虚拟数控机床可以提供关键的数据到产品设计的制造性分析过程中。
传统的数控机床系统虽然已经可以具备相当的精度,但其实现过程对用户是封闭
的,不利于扩展;开放式数控系统应运而生,能够方便扩展数控系统的功能。
标签:虚拟数控;数控机床;开放式数控
1 虚拟数控机床及其关键技术
虚拟数控加工过程可以为产品设计提供重要的数据支持,在节省资源的同时
又避免风险。虚拟数控机床技术是虚拟数控加工过程的关键步骤,具有如下特点:
(1)良好的结构。虚拟数控机床和现实生活中的机床结构类似,因此在仿真机
床的各项功能时不会产生结构或信息的失真。另外,虚拟机床各个模块是隔离的,
可以独立地开发和工作。(2)完善的图形和数据接口。图形接口使用户体验虚拟
现实的感觉,以图像形式展现机床的各种状态和参数;数据接口提供了和其他软
件的交互接口。
虚拟数控机床和客户端组成了服务器/客户端网络结构,作为服务器的虚拟
数控机床在接收到客户端的请求后,会调度知识库中的元知识,将客户端的请求
分解为一系列的子任务,然后把每个子任务分发给相应的子模块。一般而言,虚
拟数控机床系统包括四个子模块:计算模块、拓扑机构、解释器以及几何实体。
计算模块完成齐次变换等计算任务,是虚拟制造过程中不可或缺的组成部分;解
释器将数控代码翻译为制定机床部件等相关信息,并计算数控机床的响应;几何
实体的作用是描述各机械实体的相关信息,从而方便快速建立数控机床几何模
型;拓扑结构描述了各几何实体间的关系。
在虚拟数控机床的应用中,其关键技术主要包括机床环境构建、数控加工的
建模以及与虚拟对象的拟实工具等。虚拟数控机床技术利用计算机等硬件和相关
软件构建虚拟数据加工环境,此环境的组成部分可以囊括:(1)硬件及驱动层。
立体眼镜以及实景头盔等是实现虚拟现实技术的硬件支持,为驱动这些硬件设备
还需要相应的程序驱动模块,以获取和硬件设备相关的位置、姿势等视觉参数。
(2)虚拟数控机床的管理层。此部分主要用于管理虚拟数控机床加工过程中的
各种事件,并描述机械物体的形状及特性,一般包括特征数据库和规则库两部分。
(3)工具和应用层。提供和CAD/CAM等的接口,并为用户提供人机交互接口
和仿真界面。数控加工过程中涉及到的建模一般包括加工条件模型和加工过程两
种。
2 虚拟数控机床系统的几何模型
虚拟数控机床的几何模型实质上是装配单元组成的装配体,也就是一个装配
模型,一般包括总体结构、装配模型等方面。
虚拟数控机床的总体结构可以用相关的数据结构来描述,由于数控机床的几
何模型本质上就是一个装配体,所以其数据结构可以对应分为两部分:第一部分
存储备机床零部件几何模型相关的信息,第二部分用于存储机床零部件几何模型
间的装配关系,装配关系反应了零部件间的位置和约束关系。
装配模型可以使用层次树和图两种形式表示:层次树在表示装配体的组成关
系时比较清晰,并且方便装配求解装配序列规划,但是在表达零部件的配合关系
上有所欠缺。与之相反,图结构易于表达零部件的配合关系,并且可以迅速地从
一个零件找到另外一个零件,适于分析运动链,但难以表示层次组成关系。装配
关系描述了各个零部件的配合关系描述以及约束关系:几何关系、排斥关系以及
运动关系。几何关系说明了零部件间的对齐、偏置以及配合等相互关系;运动关
系说明了零部件之间的诸如直线运动、旋转运动等关系;排斥关系阐述某零部件
是否可以和其他部件并存于一个机床中。
在基于二叉树结构的装配模型中,单独的一个装配体被表示为一颗二叉树,
根节点表示的是最终要使用的装配体,中间节点表示子装配部件,叶子节点表示
零件。其中非叶子节点的左子节点一般作为基体存在,不能变换它的位置,而只
能将变换矩阵作用于非叶子节点的右子节点。约束关系上,同一层次的装配单元
间只存在位置约束关系,从属关系存在于不同层次的装配单元间。
3 开放式数控系统
与传统的虚拟数控系统不同,开放式数控系统不再是包含很多插件版的专用
系统,而是采用模块化结构,可以灵活地配置软件和硬件,并允许集成第三方插
件,所以说是能够满足可扩展性、可移植性的数控系统。
开放式数控系统具有传统的数控系统不具备的一些特点:(1)模块化及可扩
展性。开放式数控系统应该可以实现功能的模块化和体系结构的模块化,用户使
用时可以根据模块的功能进行调整,以此实现二次开发。(2)平台无关性。开放
式数控系统不应该依赖于具体的操作系统平台,当平台和控制器间的接口明确
时,只要使用相应操作系统平台的API接口,就应该可以实现平台移植。(3)
标准化和网络化。开放式数控系统要在一定的标准规范下进行,以提供给用户一
个标准开发平台,用户只要使用简单的步骤就可以实现添加硬件、改变软件结构
等操作,从而简化系统的模块。另外,开放式数控系统还应该融合网络技术,以
实现网络化。
基于PC的开放式数控系统可以存在多种形式:PC连接NC型、NC嵌入PC
型以及PC嵌入NC型等。PC连接NC型开放式数控系统利用串行线连接PC和
NC,在实现上比较简单,并且再重复利用时几乎不加修改就可使用;但是这种
数控系统的响应速度较慢,而且原有的NC系统无法实现开放化。PC嵌入NC
型开放式数控系统将PC嵌入到NC内部,二者使用专用的总线连接,虽然响应
速度比较快,但这种开放式数控系统无法直接利用PC,不能充分发挥PC丰富
的功能;虽然此类数控系统已经具备一定的开放性,但其体系结构还不是完全开
放的。
作为数控系统的重要功能,自动换刀功能目的是降低数控加工过程中的非切
削时间,以此提高数控机床的生产效率。在实现时,自动换刀功能需要数控系统
多模块的密切配合,现有的自动换刀功能主要是采用PLC实现的,一定程度上
增加了数控系统的硬件成本。开放式数控系统可以使用全软件化方式控制数控机
床系统和刀库,以降低自动换刀的生产成本。
现有的数控机床多采用集中工序的原则,多种工序的加工需要多种刀具,这
就要求有自动换刀的装置。刀库式换刀装置按照刀库容量可以分为盘式刀库以及
链式刀库,盘式刀库正反两个方向都可以转动,但为节省换刀时间,一般采用最
短路径的旋转方法,基本原理是当旋转刀库时,先比较期望刀号和当前刀号的差
值,然后决定刀库的旋转方向,这样可以保证刀库总是按照最短的旋转路径进行
旋转,最终节省选刀时间。
4 结束语
文章首先介绍了虚拟数控机床及其关键技术,并深入分析了虚拟数控机床的
几何模型,最后研究了开放式数控系统,并深入研究其自动换刀功能,对提高数
控生产效率具有重要的现实意义。
参考文献
[1]秦承刚.开放式数控系统的实时操作系统优化技术研究与应用[D].中国科
学院研究生院,2012.
[2]谷岩.数控系统软件可靠性设计与故障分析技术[D].吉林大学,2014.
[3]王程鹏.开放式数控系统的现状与发展趋势[J].科技传播,2013.
[4]任晚娜.开放式数控系统平台架构及其应用研究[D].长安大学,2012.
作者简介:李芳(1982,6-),女,籍贯:江苏省扬州市,学历:在职硕士
在读,研究方向:机械电子工程。