基于PC的开放式数控系统
基于PC+NC结构的数控系统的研究与开发
・
控 制与 检 测 ・
组合机床与自 动化加工技术
文 章 编 号 :0 1 2 6 (0 7 0 0 5 0 10 — 25 20 )4— 0 6— 6
基于 P C+N C结构 的数 控 系统 的研 究 与 开发
陈志 , 秦现 生, 任松涛
sf r s rg mme yvsa C+ a dMF ( coo u d o a Cas ir y . dten mei o wa Wa po a t e r db i l + n C Mi sf F n  ̄i l l ba )An u r u r l n s L r h c
c n r l r we d t e I S ma a e n a b l y Wa ul e plr d. i t o s uc e s l - o to l ’ po ra h PC’ n g me t c pa ii s f l x e Th s me h d Wa s c s f l i eS n t y o u yn to u e t ume c lc n r ld d l g & mil g ma h e t 1 r d c d i o an n i r a o tol r l e i i n l c i oo . n i n Ke y wor s:o n CNC yse d pe s t m;PM AC;CNC pe ai g s fwae o r t o n t r ;Viua ++ s lC
文献标 识码 : A
Re e r h a d De eo m e to s a c n v l p n fa CNC y t m s d o S se Ba e n NC +P Ar h tc u e C c ie t r
C E h—u Q N Xi —hn , E o gt H N Z i , I a seg R N Sn — o y n a ( e at n f c a i l n ier g N r w s r oy cncl nvr t, i a , h n i 0 2 C i D pr t h nc gnei , o h et nP l eh i i sy X ’n S a x 7 0 7 , h— me o Me aE n t e t aU e i 1 n) a
一种基于Windows的PC机数控系统

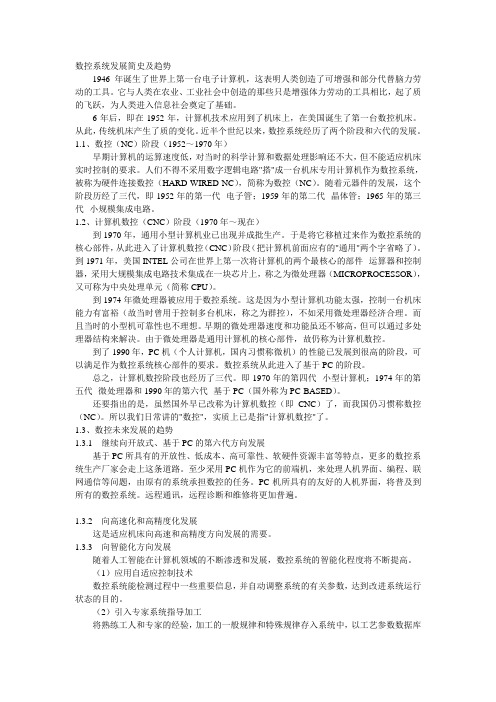
IO数控 接 口卡完成外部开 关量 的输入 和步进 电 / 机 的控 制信号 以及一些 机床辅助功 能的实现 。原理 图
如 图 2 。
+ +等 ) 计高 级 复杂 可靠 的控 制核 心 :前 不久 美 国 设 政府公布 的产业发展方 向中 已明确将通用计 算机的操
作 系统及硬 件结构兼容化作为制造技术 的两项重要 内 容。 笔者 曾经在 D S操作 系统 下利用 汇编语 言 , 0 实现
且 Wid w 为应 用 程序 的开 发 提供 了 丰富 的 内部 接 no s
口函数( P )可 以很方便 的 实现 弹 出式窗 口、 单 、 A I, 菜 滚动条 、 对话 框 、 图标 等界 面元 素 。C NC系统 是 一 种
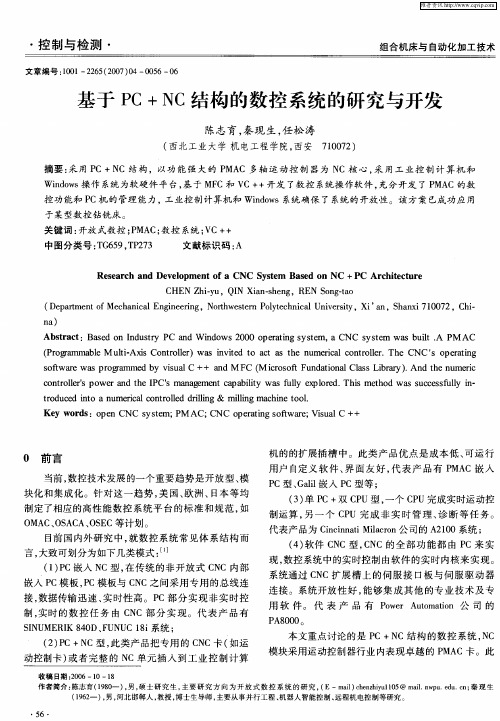
5 2 图 1 数控系统的硬件组成 组合机床与 自动化加工技术
维普资讯
一
种基于 Widw 的 P no s C机数控 系统
白建 华 梁 维胜 黄 海峰 程 文锋
杭 州电子工业学院 ,浙江 杭 州 3 0 3 107
摘 要 : 绍 了一种基 于 Wid w 的 P 介 no s C机机床数控 系统 结构 的组成 , 阐述 了 IO适 配卡的硬件原理 和 系 /
统 软 件 的功 能 与 结 构 , 系统 已 实 际 应 用 于三 坐标 数 控 铣 床 上 。 该 关 键 词 献标识码 : 文章编 号 :0 1 2 5 2 0 】3 0 2—0 T 23 B 10 —2 6 (0 2 0 —0 5 5
数控接 口卡 , 环分板等组成 其硬件结构 见图 1 所示 。
2 1 IO数控接 口卡 . /
操作系统作 为底层 的软 件平 台 , 图形文 字 、 件储 存 、 文 内存管理 、 信息处理都 可以利用操作 系统 实现 , 开发人
数控钻孔机控制系统设计

数控钻孔机控制系统设计庄旭斌(自动化与电气工程学院指导教师:蒋惠忠)摘要:数控钻孔机控制系统是用在孔加工机床上,以可编程序控制器为主控制器,控制钻头相对于工件的定位,由一个定位点向另一个定位点的控制系统。
该系统由可编程序控制器、步进电机驱动器、步进电机、触摸屏等构成。
PLC是专为工业环境设计的一种工业控制计算机,具有抗干扰能力强、可靠性极强、体积小、编程方便等特点。
利用可编程序控制器脉冲输出指令控制步进电机的转速、方向和移动距离,从而实现精确定位。
触摸屏可用来显示机器当前运行状态,保存配方数据,还可以设置运行参数。
所设计的数控钻孔机控制系统的具有自动控制、手动控制、运行监控、参数设置等功能。
关键词:数控钻孔;可编程序控制器;步进电机;触摸屏;定位控制Abstract:The control system of NC drilling machine which takes the PLC as the main controller is used in drilling machine. It controls the aiguille moving from one positioning to another positioning relative to the positioning of the workpiece. The system consists of PLC, stepper motor driver, stepper motor, HMI, and so on. PLC that designed for the industrial environment specifically is an industrial control computer. It has many advantages, for example, anti-interference capability, high reliability, small size and easy programming and so on. PLC used Pulse Output Function to control the stepper motor speed, direction and distance of movement, accordingly realizing the purpose of exact orientation. HMI can be used to indicate the system’s operating state, to preserv the Filing data, but also can be to set operating parameters. NC drilling machine control system which is designed has automatic control procedures, manual control, operational control, parameter setting, and other functions.Keywords:NC Drilling;PLC;Stepper Motor;HMI;Position Control1 绪论1.1 数控技术的发展历史数字控制(Numerical Control)是数字化信号对机床运动及其加工过程进行控制的一种方法,简称数控(NC)。
基于PC的教学型四轴滚齿机数控滚系统研制

一
图2 数 控 系 统硬 件 结 8 3 据 采 集 卡 是 由 台 湾研 华 研 制 的3 正 交 编 码 C 一 3数 轴 器 计 数 器 卡 , 卡 可 以让 计 算 机 完 成 运 动 控 制 中 的 位 置 检测 。 该 其 主 要 功 能 有 : 13 2 位 计 数 ( 级 连 至4 位 ;2 脉 冲/ ( )路 4 可 8 () 方 向 及加 减 计 数 ;3 可 l24 频 计 数 。 ( ) 、 、倍 采用 4 频 计 数 , 倍 即计 数 器 对A相 和B 脉 冲 的上 升 、 降沿 均 计 数 。在 每 个 采 样 周 期 相 下 计算机读取P L 83 C 一 3 的计 数 器 的值 ,本 采 样 周 期 与 前 一 次 采 样 周 期 的 计 数 差 值 作 为 本 采 样 周 期 内B 编 码 器 发 出 的 脉 冲 轴 数 , 而 求 得B 的 转 角 。 进 轴
■■
基 于 P 的 教 学 型 四 轴 滚 齿 机 数 控 滚 系 统 研 制 C
丁仕 燕 景 辉 曹 鑫 黄 志 荣 刘祖 朋 毛 建 秋
( 州 工 学 院 机 电学 院 , 常 江苏 常 州 摘 要 : 文 指 出 了 实践 教 学 在 数 控 技 术人 才 培 养 中 的 本 重要 作 用 . 为数 控 技 术 实践 教 学研 制 了教 学型 四 轴 数 控 滚 齿 机及 其 数 控 系统 , 绍 了该 滚 齿机 数 字化 建 。 析 了滚 齿 时各 介 分 轴运 动 关 系 , 并加 工 出齿 轮 样 件 。 关键词 : 数控 实践 教 学 教 学 型 四轴 数 控 滚齿 机 设 计 数 控 技 术综 合 了机 械 、 力 电子 、 压 、 制 、 件 等 多 门 电 液 控 软 学 科 的 知 识 ,因 此 数 控人 才 的 培 养 尤其 是研 发 型 数 控 人 才 的 培 养 是 一 个 复 杂 的 系 统 工程 .必须 从 上 述 各 门 学 科 的 基 础 知 识 抓 起 。因此 学 生 必 须认 真 学 好 各 门 课 程 , 真 参 与 各 种 实 践 认 课 程 学 习 , 何 急 功 近 利 、 于求 成 的思 想都 不 利 于 高 质 量 数 任 急 控 人 才 的培 养 。 外 , 此 由于 个人 的精 力 、 业 的 限 制 , 人 不 可 专 个 能 对 上 述各 门学 科 都 精 通 , 因此 教 师必 须培 养 学 生 的 团 队 合 作 精 神 。 达 国 家 实施 职 业 教 育 的 成 功 实 践 表 明 , 重 能力 的 发 注 培 养必 须 落 实 到 注 重 实 践 教 学 , 重 理 论 联 系 实 际 , 重 教 学 注 注 与 动 手 相 结 合 2 l 。实 践 教 学 必 须 有 实 践 教 学 设 备 为依 托 . _ ] 但 如 购买 工 业 生 产 用 的 数 控 设 备 。 仅 需 大 量 资 金 。 且 由于 技 不 而 术 上 的封 闭 性 .学 生 很 难 看 到 数 控 系 统 内部 结 构 及 其 开 发 过 程 。 者 针对 数 控 实 践 教 学 开 发 了 教 学 型 四轴 数 控 滚 齿 机 , 笔 在 此对 教 学 型 四轴 数 控 滚 齿 机 的 机 床 本 体 设 计 及 其 配 套 的数 控 系统 硬 件 设 计 、 控 系 统 软 件 设计 进行 介绍 。 数 1教 学型 四轴 数 控 滚 齿 机数 字化 设 计 . 数 字 化 技 术 已 在 机 械 设 计 中 广 泛 运 用 .它 带 来 了设 计 方 法 和观 念 的 变 革 . 为 现 代设 计 最 新 的 发展 方 向 。 成 四轴 滚 齿 机 机 床 设 计 采 用 了 三 维数 字 化设 计 技 术 , l 四轴 滚 齿 机 机 床 图 是 数 字 化 建 模 。 采 用 数 字 化设 计 技 术 能 加 快 机 床 设 计 和 开 发 过 程 。 短机 床 研 发 时 间 。 缩 230 ) 1 0 2
西门子840D数控系统数据管理

西门子840D数控系统数据管理摘要:840d系统是一款基于pc的数控系统,本身就是一台计算机,在计算上上安装有各种应用软件,系统自身的服务功能无法对应用软件进行备份,如果发生系统无法启动,死机等故障将造成重大损失。
本文对西门子840D 系统的组成进行了详细介绍并围绕西门子840d硬盘,详述了实用的系统数据的备份与还原的方法。
SINUMERIK 840D数控系统硬件上是由数控单元NCU,MMC及OP0xx或PCU, PLC三部分组成。
其中MMC实际上就是一台独立计算机,它带硬盘、软驱,OP0xx正是这台计算机的显示器,西门子MMC的控制软件也在这台计算机里,PCU(PC Unit)是专门为OP010、OP010s、OP012等最新操作面板而开发的MMC模块。
而840d数控系统基于windows平台上,所有的数据均可备份保存在硬盘内。
关键词:西门子840D 系统;系统组成;数据管理引言购买装有840D 系统的数控机床时,通常机床制造厂会随机床带来几张软盘,软盘内容一般为Use Data用户数据,即NC 、MMC 、PLC 数据。
机床用户也可以自行操作备份上述数据至硬盘、软盘或通过RS232串口传至计算机。
但是硬盘安装储蓄的不仅是这些数据,还有操作系统,如Windows3.11或Windows95;西门子应用软件,如MMC System;机床厂家开发软件,如刀具库管理等。
硬盘在系统中是易损件.硬盘读盘时是接触式的,每次开机就读0磁道,每分钟几千转高速旋转,极易造成0磁道损坏,造成硬盘无法正常引导使用。
因此,非常有必要对硬盘数据进行全盘复制、备份,避免不必要的损失。
1.西门子840D 系统的组成SINUMERIK840D 是由数控及驱动单元(CCU 或NCU ),MMC ,PLC 模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D 驱动和数控单元(CCU或NCU) 并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
数控系统发展简史及趋势
数控系统发展简史及趋势1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。
6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。
从此,传统机床产生了质的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
1.1、数控(NC)阶段(1952~1970年)早期计算机的运算速度低,对当时的科学计算和数据处理影响还不大,但不能适应机床实时控制的要求。
人们不得不采用数字逻辑电路"搭"成一台机床专用计算机作为数控系统,被称为硬件连接数控(HARD-WIRED NC),简称为数控(NC)。
随着元器件的发展,这个阶段历经了三代,即1952年的第一代--电子管;1959年的第二代--晶体管;1965年的第三代--小规模集成电路。
1.2、计算机数控(CNC)阶段(1970年~现在)到1970年,通用小型计算机业已出现并成批生产。
于是将它移植过来作为数控系统的核心部件,从此进入了计算机数控(CNC)阶段(把计算机前面应有的"通用"两个字省略了)。
到1971年,美国INTEL公司在世界上第一次将计算机的两个最核心的部件--运算器和控制器,采用大规模集成电路技术集成在一块芯片上,称之为微处理器(MICROPROCESSOR),又可称为中央处理单元(简称CPU)。
到1974年微处理器被应用于数控系统。
这是因为小型计算机功能太强,控制一台机床能力有富裕(故当时曾用于控制多台机床,称之为群控),不如采用微处理器经济合理。
而且当时的小型机可靠性也不理想。
早期的微处理器速度和功能虽还不够高,但可以通过多处理器结构来解决。
由于微处理器是通用计算机的核心部件,故仍称为计算机数控。
到了1990年,PC机(个人计算机,国内习惯称微机)的性能已发展到很高的阶段,可以满足作为数控系统核心部件的要求。
激光切割机系统有哪些
激光切割机系统有哪些激光切割机系统有哪些激光切割机比作一个人的话,机床及床身是体格,伺服电机是肌肉,激光器是的心脏,而掌控系统就是大脑,激光切割机的“智力”全靠掌控系统来决议,激光切割机系统有:1、柏楚系统,2、PIC系统,3、PA8000系统。
激光切割机系统有哪些1、柏楚系统,柏楚系统是国内人员针对国内市场开发的激光切割机系统,针对激光切割机开发的非闭环开源系统,该系统在高中低功率激光切割机使用上有操作简便,功能丰富,人机操作简单等优点,被国内多数激光切割机制造商广泛使用在高中低功率激光切割机上,经过多年升级和试验,目前是高中低功率激光切割机最稳定的系统配置。
2、PIC系统,属于比较老的板卡掌控系统,可以集成到一般电脑上运行,利用后台软件掌控模拟信号传输,该掌控系统虽然老,但属于完开源系统。
3、PA8000系统,PA系统是基于PC技术的开放式数控系统(CNC),开放式CNC技术代表着全球数控领域的最前沿技术,可以依据自身要求开发。
激光切割机系统构成部分1)机床主机部分:激光切割机机床部分,实现X、Y、Z轴的运动的机械部分,包含切割工作平台。
用于安置被切割工件,并能依照掌控程序正确而精准的进行移动,通常由伺服电机驱动。
2)激光发生器:产生激光光源的装置。
对于激光切割的用途而言,除了少数场合采纳YAG固体激光器外,绝大部分采纳电光转换效率较高并能输出较高功率的CO2气体激光器。
由于激光切割对光束质量要求很高,所以不是全部的激光器都能用作切割的。
高斯模式适用于小于1500W、低阶模二氧化碳激光器100W3000W、多模3000W以上。
3)外光路:折射反射镜,用于将激光导向所需要的方向。
为使光束通路不发生故障,全部反射镜都要保护罩加以保护,并通入干净的正压保护气体以保护镜片不受污染。
一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。
一般用 5.0英寸焦距的透镜。
7.5英寸透镜仅用于12mm厚材。
STEP-NC数控加工方式
一、引言近年来数控技术得到了迅猛的发展,控制系统由早期的硬件连接方式发展到现在的基于PC的开放式数控系统。
尽管硬件技术和软件技术的飞速发展给CNC的高速/高精度加工奠定了基础,但目前NC加工中所采用的编程方式还是基于半个世纪前所开发的ISO6983(G/M 代码)标准,这种代码仅仅包括一些简单的运动指令(如G01、G02)和辅助指令(如M03、M08),而不包含零件几何形状、刀具路径生成、刀具选择等信息,使得CNC与CAD/CAM通道之间形成瓶颈。
数控加工中编程困难、设计与加工等信息不能完全共享的问题限制了数控系统的进一步发展,使其面临新的变革。
为了解决这些问题,欧共体于1997年提出了OPTIMAL计划,将STEP(Standard for the Exchange of Product model date ,ISO 10303)标准延伸到自动化制造的底层设备,开发了一种STEP-NC的数据模型,作为铣削加工编程的数据接口。
该接口遵从STEP标准,具有面向对象的特征。
STEP-NC将产品模型数据转换标准STEP扩展到CNC领域,重新制订了CAD/CAM与CNC之间的接口,它要求CNC系统直接使用符合STEP标准的CAD三维数据模型(包括工件几何数据、参数配置和制造特征)、工艺信息和刀具信息直接产生加工程序。
二、STEP-NC的研究现状STEP-NC是一个面向对象的新型NC编程数据接口国际标准(ISO 14649),它于1996年初开始制订,在2001年底成为国际标准草案(Draft International Standard, DIS),由国际标准化组织ISO/TC184工业数据技术委员会正式命名为ISO14649,其目的旨在取代在数控机床中广泛使用的ISO 6983标准。
近几年,欧美已经启动了几个有关STEP-NC的项目,如OPTIMAL、MATRAS、STEP-NC 和Super Model Project等。
华中数控系统软件功能
华中数控推出“世纪星”数控系统——经济型系统的价格、中高档系统的性能武汉华中数控股份有限公司继推出“华中I型”数控系统后,为满足市场要求,又现隆重世纪“世纪星”系列数控系统(车、铳、加工中心、车铳复合),以经济型系统的价格,满足用户对高性能数控系统的追求。
华中“世纪星”数控系统具有以下特点:(1)基于PC的数控系统,先进的开放式体系结构,内置原装进口嵌入式工业PC机,与通用微机完全兼容,具备微机的各种扩展接口,微机的外部设备如显示卡、键盘、电子盘、软硬盘驱动器、RS232通讯接口、内存条、网络接口均可直接在数控系统上使用。
可靠性强,升级维修容易、成本低。
(2)采用国际标准G代码,与UG、PROE、MASTERCAM等CAD/CAM编程软件生成的G代码完全兼容,非常方便用户的使用。
(3)最多控制轴数4轴及联动轴是4轴(不包括主轴),直线插补轴联动,圆弧、螺旋插补3轴联动。
(4)包括中文在内的多国文字界面。
(5)图形功能:刀具中心轨迹、3D立体程序核对及同步加工图形及XY、YZ、XZ平面图形联合显示。
(6)强大的系统自诊断及报警功能:计算机软件诊断、CNC初始状态及通讯诊断、伺服系统诊断、PLC诊断,用户可定义报警信息。
(7)伺服轴允许最大切削速度24m/min.(8)加工数据及工艺参数帮助功能,如:刀具数据、主轴速度、进给速度等,具有自动计算几何交点、切点等坐标功能。
(9)新增9种固定加工循环,如:圆周均布钻孔循环,圆槽、方槽加工循环等,大大简化了编程。
(10)多项自动补偿功能:自动丝杠螺距误差及反向间隙补偿;机床机械角度误差补偿。
(11)高速、高精度曲面加工:小线段高速插补,插补软件自动光滑运算处理,使加工精度更高。
(12)支持Renishow测量、仿形系统软件。
(13)刀库形式:可采用备用式或机械手臂式刀库自动换刀,刀库最大容量256个。
(14)工件坐标系(G53-G59):可同时设多套工件坐标系。
芯衍数控系统说明书
芯衍数控系统说明书芯衍数控系统是一款高精度、高效率的数控加工系统,广泛应用于各种机械制造领域。
其具有功能强大、易操作、稳定可靠等特点,下面为您介绍芯衍数控系统的说明书。
1. 系统概述芯衍数控系统是一种基于PC平台和嵌入式技术的数控加工系统,它支持多轴联动控制、自动编程、模拟仿真等功能。
该系统适用于各种数控机床,如卧式车床、立式加工中心、数控铣床等。
2. 主要功能芯衍数控系统主要包括以下功能:(1) 数字化控制:通过数码编程控制机床进行运动轨迹控制,精度高,速度快。
(2) 自动化编程:可以通过CAD/CAM软件生成G代码程序,提高编程效率。
(3) 模拟仿真:可以在计算机上完成机床运动轨迹的仿真模拟,以检验程序的正确性。
(4) 故障诊断:系统具备故障诊断和自动报警功能,能够及时发现并解决问题。
(5) 人机界面友好:系统采用图形化人机界面,操作简单、直观、易学。
3. 技术优势芯衍数控系统具有以下技术优势:(1) 高性能:系统采用高性能的处理器和实时操作系统,运行速度快,响应时间短。
(2) 稳定可靠:系统采用嵌入式技术和工业级硬件设计,具备较强的抗干扰能力和稳定性。
(3) 易于升级:系统软件支持在线升级,可以随着用户需求的变化而不断升级更新。
(4) 兼容性好:系统兼容各种品牌和型号的数控机床,具有很好的通用性。
4. 使用注意事项在使用芯衍数控系统时,请注意以下事项:(1) 系统安装:请按照说明书中的安装步骤进行安装,并确保机床与系统连接正确。
(2) 编程操作:请使用专业的CAD/CAM软件进行编程,以确保程序的正确性。
(3) 操作规范:请按照操作手册要求进行操作,并严格遵守安全操作规范。
(4) 维护保养:请定期对系统进行维护和保养,如清洁机箱内部、检查连接线路、更换电池等。
(5) 故障处理:请及时处理系统报警信息和故障问题,避免对机床造成影响。
总之,芯衍数控系统是一款高性能、高可靠的数控加工系统,具有广泛的应用前景。