工艺尺寸链三种应用的探讨
工艺尺寸链三种应用的探讨
*
刘其兵
1,2
(1.陕西工业职业技术学院,陕西咸阳 712000; 2.陕西科技大学,陕西西安 710021)
摘 要:工艺尺寸链主要用于基准不重合时工序尺寸及其偏差的确定,主要探讨工艺尺寸链在精度分析、粗基准选择和定位方案判定
这三个方面的应用。
关键词:工艺尺寸链;基准;应用
中图分类号:TG801 文献标识码:A 文章编号:1007-4414(2007)06-0013-02
D iscussion on t hree kinds of applications of t echnol o gical dim ension chain
Liu Q i-b i n g
1,2
(1.Shaanx i p ol y technic instit u te ,X ianyang Shaan x i 712000,Ch i na ;2.Shaanx i universit y of science and technology ,X i an Shaanx i 710021,China )
Abstrac t :T echno l og ica l di m ension chain is m a i nly used to fi x t he size and dev iation w hen bench m ark is not co i nc i den t .In this artic l e ,three k i nds o f techno l og ica l di m ension chain in applicati ons o f accuracy ana l ysis 、bench m ark cho i ce and localiza ti on p l an de ter m i nati on are researched .
K ey word s :techno l og ical di m ensi on cha i n ;benchma rk ;app licati ons
1 工艺尺寸链在精度分析中的应用
在解算尺寸链的过程中,如果出现解算出的组成环的公差小于或等于0,或解算出的组成环的公差小于本道工序的加工误差时,要认真分析原因,并采取有效的工艺措施予以解决。
1.1 当组成环的公差小于或等于0时
求解工艺尺寸链时会出现某一组成环的公差为0或是负值,为了使加工得以顺利进行,必须根据实际情况采取恰当的工艺措施予以解决,总之,可从以下几个方面入手:
(1)压缩其它组成环的公差 通过改变加工方法或其它工艺措施(如采用误差转移的方式减小工艺系统的原始误差)来压缩其它组成环的公差。
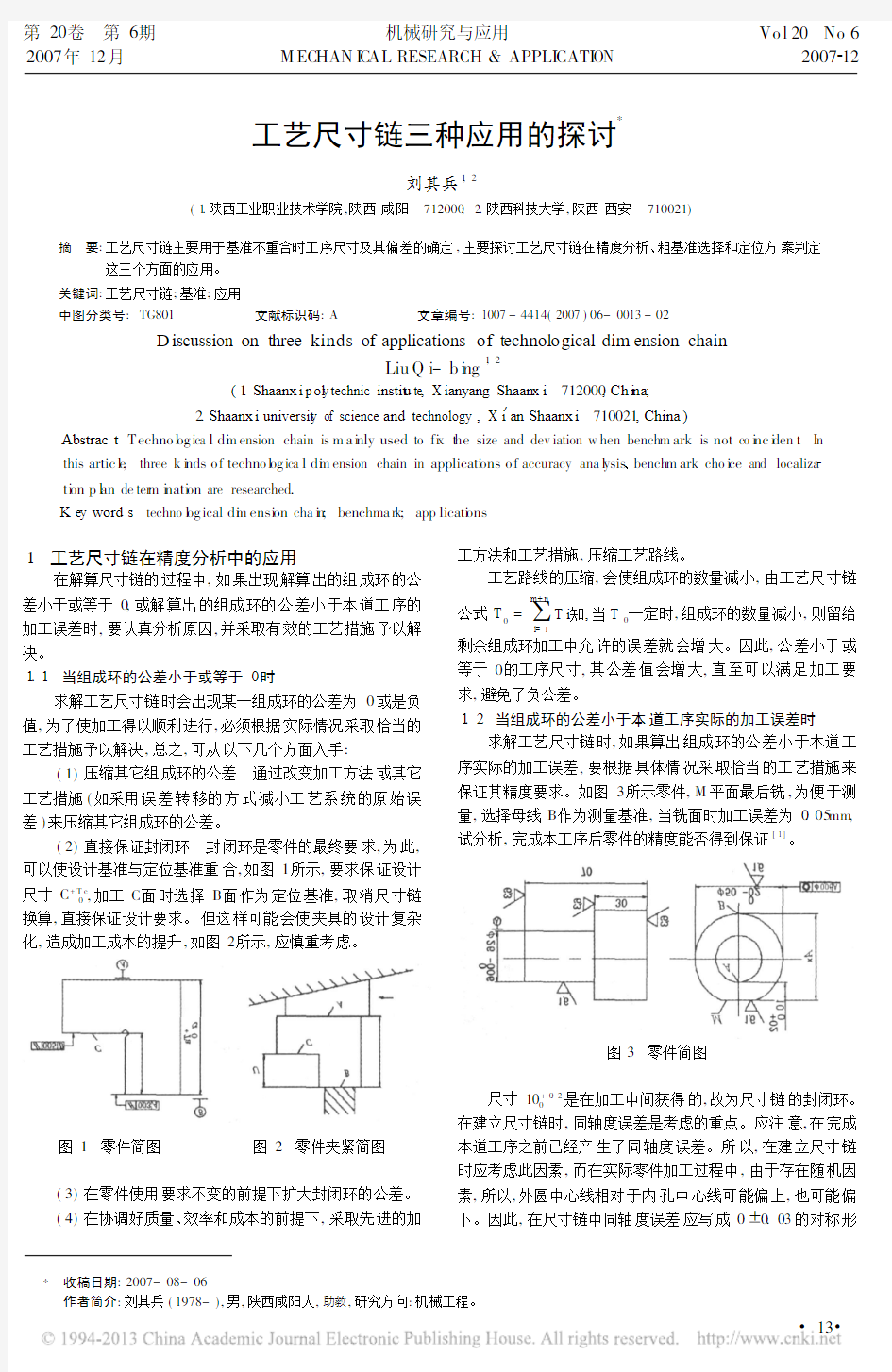
(2)直接保证封闭环 封闭环是零件的最终要求,为此,可以使设计基准与定位基准重合,如图1所示,要求保证设计
尺寸C +T c 0,加工C 面时选择B 面作为定位基准,取消尺寸链
换算,直接保证设计要求。但这样可能会使夹具的设计复杂化,造成加工成本的提升,如图2所示,
应慎重考虑。
图1 零件简图 图2 零件夹紧简图 (3)在零件使用要求不变的前提下扩大封闭环的公差。
(4)在协调好质量、效率和成本的前提下,采取先进的加
工方法和工艺措施,压缩工艺路线。
工艺路线的压缩,会使组成环的数量减小,由工艺尺寸链
公式T 0=
m+n
i=1
T i 知,当T 0一定时,组成环的数量减小,则留给
剩余组成环加工中允许的误差就会增大。因此,公差小于或等于0的工序尺寸,其公差值会增大,直至可以满足加工要求,避免了负公差。
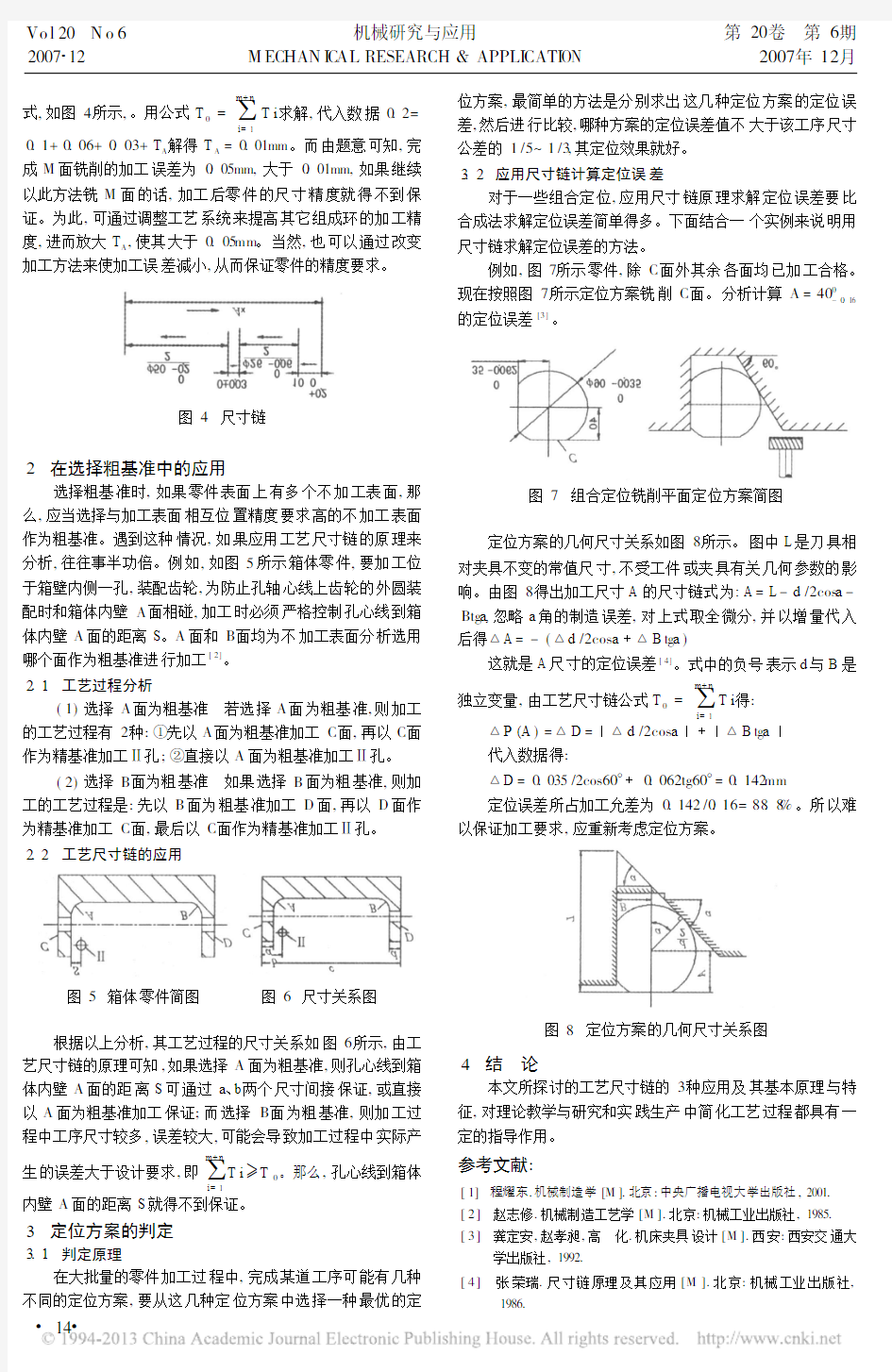
1.2 当组成环的公差小于本道工序实际的加工误差时 求解工艺尺寸链时,如果算出组成环的公差小于本道工序实际的加工误差,要根据具体情况采取恰当的工艺措施来保证其精度要求。如图3所示零件,M 平面最后铣,为便于测量,选择母线B 作为测量基准,当铣面时加工误差为0.05mm ,试分析,完成本工序后零件的精度能否得到保证[1]
。
图3 零件简图
尺寸10+0.20是在加工中间获得的,故为尺寸链的封闭环。在建立尺寸链时,同轴度误差是考虑的重点。应注意,在完成
本道工序之前已经产生了同轴度误差。所以,在建立尺寸链时应考虑此因素,而在实际零件加工过程中,由于存在随机因素,所以,外圆中心线相对于内孔中心线可能偏上,也可能偏下。因此,在尺寸链中同轴度误差应写成0!0.03的对称形
?
13?*收稿日期:2007-08-06
作者简介:刘其兵(1978-),男,陕西咸阳人,助教,研究方向:机械工程。
式,如图4所示,。用公式T 0=
m+n
i=1
T i 求解,代入数据0.2=
0.1+0.06+0.03+T A 解得T A =0.01mm 。而由题意可知,完成M 面铣削的加工误差为0.05mm,大于0.01mm,如果继续以此方法铣M 面的话,加工后零件的尺寸精度就得不到保证。为此,可通过调整工艺系统来提高其它组成环的加工精度,进而放大T A ,使其大于0.05mm 。当然,也可以通过改变加工方法来使加工误差减小,
从而保证零件的精度要求。
图4 尺寸链
2 在选择粗基准中的应用
选择粗基准时,如果零件表面上有多个不加工表面,那么,应当选择与加工表面相互位置精度要求高的不加工表面作为粗基准。遇到这种情况,如果应用工艺尺寸链的原理来分析,往往事半功倍。例如,如图5所示箱体零件,要加工位于箱壁内侧一孔,装配齿轮,为防止孔轴心线上齿轮的外圆装配时和箱体内壁A 面相碰,加工时必须严格控制孔心线到箱体内壁A 面的距离S 。A 面和B 面均为不加工表面分析选用哪个面作为粗基准进行加工[2]
。
2.1 工艺过程分析
(1)选择A 面为粗基准 若选择A 面为粗基准,则加工的工艺过程有2种:#先以A 面为粗基准加工C 面,再以C 面作为精基准加工?孔;%直接以A 面为粗基准加工?孔。
(2)选择B 面为粗基准 如果选择B 面为粗基准,则加工的工艺过程是:先以B 面为粗基准加工D 面,再以D 面作为精基准加工C 面,最后以C 面作为精基准加工?孔。2.2
工艺尺寸链的应用
图5 箱体零件简图 图6 尺寸关系图 根据以上分析,其工艺过程的尺寸关系如图6所示,由工艺尺寸链的原理可知,如果选择A 面为粗基准,则孔心线到箱体内壁A 面的距离S 可通过a 、b 两个尺寸间接保证,或直接以A 面为粗基准加工保证;而选择B 面为粗基准,则加工过程中工序尺寸较多,误差较大,可能会导致加工过程中实际产
生的误差大于设计要求,即
m+n
i=1
T i &T
。那么,孔心线到箱体
内壁A 面的距离S 就得不到保证。
3 定位方案的判定
3.1 判定原理
在大批量的零件加工过程中,完成某道工序可能有几种不同的定位方案,要从这几种定位方案中选择一种最优的定
位方案,最简单的方法是分别求出这几种定位方案的定位误差,然后进行比较,哪种方案的定位误差值不大于该工序尺寸公差的1/5~1/3,其定位效果就好。3.2 应用尺寸链计算定位误差
对于一些组合定位,应用尺寸链原理求解定位误差要比合成法求解定位误差简单得多。下面结合一个实例来说明用尺寸链求解定位误差的方法。
例如,图7所示零件,除C 面外其余各面均已加工合格。现在按照图7所示定位方案铣削C 面。分析计算A =400-0.16的定位误差[3]
。
图7 组合定位铣削平面定位方案简图
定位方案的几何尺寸关系如图8所示。图中L 是刀具相对夹具不变的常值尺寸,不受工件或夹具有关几何参数的影响。由图8得出加工尺寸A 的尺寸链式为:A =L -d /2cos a -Btg a ,忽略a 角的制造误差,对上式取全微分,并以增量代入后得?A =-(?d /2cos a ﹢?B tg a )
这就是A 尺寸的定位误差[4]。式中的负号表示d 与B 是
独立变量,由工艺尺寸链公式T 0=
m+n
i=1
T i 得:
?P (A )=?D =∣?d /2cos a ∣﹢∣?B tg a ∣ 代入数据得:
?D =0.035/2cos60(﹢0.062tg60(=0.142mm
定位误差所占加工允差为0.142/0.16=88.8%。所以难以保证加工要求,
应重新考虑定位方案。
图8 定位方案的几何尺寸关系图
4 结 论
本文所探讨的工艺尺寸链的3种应用及其基本原理与特征,对理论教学与研究和实践生产中简化工艺过程都具有一定的指导作用。
参考文献:
[1] 程耀东.机械制造学[M ].北京:中央广播电视大学出版社,2001.[2] 赵志修.机械制造工艺学[M ].北京:机械工业出版社,1985.[3] 龚定安,赵孝昶,高 化.机床夹具设计[M ].西安:西安交通大
学出版社,1992.
[4] 张荣瑞.尺寸链原理及其应用[M ].北京:机械工业出版社,
1986.
?
14?
中南大学机械制造工艺学复习题(附答案)
中南大学现代远程教育课程考试复习题及参考答案 机械制造工艺学 一、填空题: 1.对那些精度要求很高的零件,其加工阶段可以划分为:粗加工阶段,半精加工阶段, 精加工 , 光整加工 。 2.根据工序的定义,只要 工人 、 工作地点 、工作对象(工件)之一发生变化或对工件加工不是连续完成,则应成为另一个工序。 3.采用转位夹具或转位工作台,可以实现在加工的同时装卸工件,使 基本 时间与 辅助 时间重叠,从而提高生产率。 4.尺寸链的特征是关联性和 封闭性 。 5.拉孔,推孔,珩磨孔, 铰孔 等都是自为基准加工的典型例子。 6.根据工厂生产专业化程度的不同,生产类型划分为 大量生产 、 成批生产 和单件生产三类。 7.某轴尺寸为043 .0018.050+-φmm ,该尺寸按“入体原则”标注为 mm 。 8.工艺基准分为 工序 、 定位 、测量基准和装配基准。 9.机械加工工艺过程由若干个工序组成,每个工序又依次分为安装、 工位 、 工步 和走刀。 10. 传统的流水线、自动线生产多采用 工序分散 的组织形式,可以实现高生产率生产。 11. 选择粗基准时一般应遵循 保证相互位置要求 、 保证加工表面加工余量分配合理原则 、粗基准一般不得重复使用原则和便于工件装夹原则。 12. 如图1所示一批工件,钻4—φ15孔时,若先钻1个孔,然后使工件回转90 度钻下一个孔,如此循环操作,直至把4个孔钻完。则该工序中有 1 个工步, 4 个工位。 图1 工件 13. 全年工艺成本中,与年产量同步增长的费用称为 全年可变费用 ,如材料费、通用机床折旧费等。 14. 精加工阶段的主要任务是 确保零件达到或者基本达到图纸要求的精度 。 15. 为了改善切削性能而进行的热处理工序如 退火 、 正火 、调质等,应安排在切削加工之前。 16.自位支承在定位过程中限制 1 个自由度。 17.工件装夹中由于 工序 基准和 定位 基准不重合而产生的加工误差,称为基准不重合误差。 18.在简单夹紧机构中, 定心 夹紧机构实现工件定位作用的同时,并将工件夹紧; 偏心 夹紧机构动作迅速,操作简便。 19.锥度心轴限制 5 个自由度,小锥度心轴限制 4 个自由度。 20.回转式钻模的结构特点是夹具具有 分度装置 ;盖板式钻模的结构特点是没有 夹具体 。
工艺尺寸链题库
1. 图示偏心轴零件表面P 要求渗氮处理。渗氮层深度规定为0.5~0.8mm ,工艺安排为:(1)精车P 面,保证尺寸mm 01.04.38-Φ;(2)渗氮处理,控制渗氮层深度;(3)精磨P 面,保证尺寸mm 0016.038-Φ, 同时保证渗氮层深度0.5~0.8mm 。 画出尺寸链,指出封闭环、增环和减环;确定渗氮处理过程需要控制的渗氮 解 因为磨后渗氮层深度为间接保证尺寸,所以为封闭环L 0, L 0=mm 3.005.0, L 1=mm 005.02.19-,L 2为磨前渗氮层深度, L 3=mm 0008.019-。L 1为减环, L 2、L 3为增环。 尺寸链如图所示(2分): 因为∑∑=-+=∑- =m i n m j j i A A A 11 1 所以L 2的基本尺寸为0.5+19.2-19=0.7mm 又因为: ∑∑-+==- =1 1 1 0n m q q m p p EI ES ES ∑∑-+==- =1 1 1 0n m q q m p p ES EI EI 所以,ES L2=0.25mm ,EI L2=0.008mm ,即L 2=mm 25 .0008.07.0。 (4分) P
2. 下列三图中:A )表示了零件的部分轴向尺寸,B )、C )为有关工序示意图, 在B )工序中加工尺寸mm 01.050-和mm 1 .00 10+,在C )工序中,加工尺寸h H ?+0,试计算H 和Δh 值。(12分 ) 解 设计尺寸中没包括mm H 膆 0,图B 给出的是按照设计要求的尺寸mm 01.050-和mm 1.0010+,基准重合.图C 的加工尺寸mm H 膆0则转换了基准,从而间接保证了mm 3.004.mm 3.004为封闭环, mm H 膆0,mm 1.0010+为减环, mm 01.050-为增环. (3分)尺寸 链如图所示: (1分) 因为∑∑=-+=∑- =m i n m j j i A A 11 1 ,所以H 的基本尺寸为50-4-10=36mm. 又因为∑∑-+==- =1 1 1 n m q q m p p EI ES ES ,∑∑-+==- =1 1 1 n m q q m p p ES EI EI 所以, ES H =-0.2mm ,EI H =-0.3mm ,即H =mm 362 .03.0--,即H =mm 7.351 .00,Δh =0.1mm(8分) H mm 1 .0010+mm 01.050-mm 3.004mm 膆
第9章-尺寸链--习题参考答案
第9章尺寸链习题参考答案 一、判断题(正确的打√,错误的打×) 1、尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。(√) 2、当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。(×) 3、.在装配尺寸链中,封闭环是在装配过程中形成的一环。(√) 4、在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。(√) 5、在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。(√) 6、在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。(√) 7、封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。(√) 8、零件工艺尺寸链一般选择最重要的环作封闭环。(×) 9、组成环是指尺寸链中对封闭环没有影响的全部环。(×) 10、尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。(√) 11、封闭环基本尺寸等于各组成基本尺寸的代数和。(√) 12、封闭环的公差值一定大于任何一个组成环的公差值。(√) 13、尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。(×) 14、封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。(×) 15、当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。(×) 16、要提高封闭环的精确度,就要增大各组成环的公差值。(×) 17、要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循“最短尺寸链原则”。(√) 18、封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。(√) 19、尺寸链的特点是它具有封闭性和制约性。(√) 20、用完全互换法解尺寸链能保证零部件的完全互换性。(√) 二、选择题(将下列题目中所有正确的答案选择出来) 1、对于尺寸链封闭环的确定,下列论述正确的有_B、D、。 A.图样中未注尺寸的那一环。 B.在装配过程中最后形成的一环。 C.精度最高的那一环。 D.在零件加工过程中最后形成的一环。 E、尺寸链中需要求解的那一环。 2、在尺寸链计算中,下列论述正确的有C、E。 A.封闭环是根据尺寸是否重要确定的。 B.零件中最易加工的那一环即封闭环。 C.封闭环是零件加工中最后形成的那一环。 D.增环、减环都是最大极限尺寸时,封闭环的尺寸最小。
工艺尺寸链计算的基本公式[13P][521KB]
工艺尺寸链计算的基本公式 来源:作者:发布时间:2007-08-03 工艺尺寸链的计算方法有两种:极值法和概率法。目前生产中多采用极值法计算,下面仅介绍极值法计算的基本公式,概率法将在装配尺寸链中介绍。 图 3-82 为尺寸链中各种尺寸和偏差的关系,表 3-18 列出了尺寸链计算中所用的符号。 1 .封闭环基本尺寸 式中 n ——增环数目; m ——组成环数目。 2 .封闭环的中间偏差
式中Δ0——封闭环中间偏差; ——第 i 组成增环的中间偏差 ; ——第 i 组成减环的中间偏差。 中间偏差是指上偏差与下偏差的平均值: 3 .封闭环公差 4 .封闭环极限偏差 上偏差 下偏差 5 .封闭环极限尺寸 最大极限尺寸 A 0max=A 0+ES 0 ( 3-27 )最小极限尺寸 A 0min=A 0+EI 0 ( 3-28 )6 .组成环平均公差 7 .组成环极限偏差 上偏差
下偏差 8 .组成环极限尺寸 最大极限尺寸 A imax=A i+ES I ( 3-32 ) 最小极限尺寸 A imin=A i+EI I ( 3-33 ) 工序尺寸及公差的确定方法及示例 工序尺寸及其公差的确定与加 工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。下面阐述几种常见情况的工序尺寸及其公差的确定方法。 (一)从同一基准对同一表面多次加工时工序尺寸及公差的确定 属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为: 1 .确定各工序余量和毛坯总余量。 2 .确定各工序尺寸公差及表面粗糙度。 最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。 3 .求工序基本尺寸。 从零件图的设计尺寸开始,一直往前推算到毛坯尺寸,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量。 4 .标注工序尺寸公差。 最后一道工序按设计尺寸公差标注,其余工序尺寸按“单向入体”原则标注。 例如,某法兰盘零件上有一个孔,孔径为,表面粗糙度值为R a0.8 μ m
机械制造工艺复习题含答案
机械制造工艺复习题含答 案 Prepared on 22 November 2020
工艺复习题 1、误差复映系数反映了(加工)误差与(毛坯)误差之间的比例关系。 2、机床主轴的回转误差包括(径向圆跳动 )、( 轴向圆跳动 )和( 倾角摆动 )。 3、影响机床部件刚度的因素有:( 联结表面间的接触变形 )、( 零件间的摩擦力 )和( 接合面间隙薄弱零件本身的变形 )。 4、工艺系统热源传递方式有( 导热传热 )、( 对流传热 )和( 辐射传热 )三种形式。 5、机械加工中,在没有周期外力作用下,由系统内部激发反馈产生的周期振动称为( 自激 )振动。 6、根据工件加工表面位置尺寸要求必须限制的自由度没有得到完全限制,称为( 欠定位 )。 7、把对加工精度影响最大的方向称为( 误差敏感 )方向。 8、工件以圆柱面在短V形块上定位时,限制了工件( 2 )个自由度,若在长V形块上定位时,限制了工件( 4 )个自由度。 9、淬硬丝杠螺纹精加工应安排在淬火之( 后 )完成。 10、镗床的主轴径向跳动将造成被加工孔的( 圆度 )误差。 11、安排在切削加工之前的( 退火 )、 ( 正火 )、调质等热处理工序,是为了改善工件的切削性能。 12、机械加工表面质量将影响零件的耐磨性、耐蚀性、___疲劳___强度和_ 零件 __配合__质量。 13.、零件的加工精度包括( 尺寸 )精度、( 形状 )精度和表面 _精度三方面内容。 14、加工过程由,表面层若以冷塑性变形为主,则表面层产生( 残余压 )_应力;若以热塑性变形为主,则表面层产生( 残余拉 )应力。
15、加工表面质量主要对( 耐磨性), ( 疲劳强度)、(_零件配合质量)和(耐蚀性)等使用性能产生影响。 1、车床主轴的纯轴向窜动对( AD )加工无影响。 A.车内圆 B.车端面 C.车螺纹 D. 车外圆 E.车倒角 2、T i 为增环的公差,T j 为减环的公差,M 为增环的数目,N 为减环的数 目,那么,封闭环的公差为( A ) A.T i i M =∑1 + T j j N =∑1 B. T i i M =∑1- T j j N =∑1 C. T j j N =∑1 + T i i M =∑1 D. T i i M =∑1 3、工件在机床上或在夹具中装夹时,用来确定加工表面相对于刀具切削位置的面叫( D )。 A 、测量基准 B 、装配基准 C 、工艺基准 D 、定位基准 4、磨削淬火钢时,磨削区温度末超过淬火钢的相变温度,但已超过马氏体的转变温度,可能产生( B )。 A 、淬火烧伤 B 、回火烧伤 C 、退火烧伤 D 、不烧伤。 5、 薄壁套筒零件安装在车床三爪卡盘上,以外圆定位车内孔,加工后发现孔有较大圆度误差,其主要原因是(A )。 A .工件夹紧变形 B .工件热变形 C .刀具受力变形 D .刀具热变形 6、 车削圆柱表面时,由于机床纵向走刀与主轴回转轴线在垂直面内不平行造成在工件轴向截面上的形状是 (C )。 A .矩形 B .梯形 C .鼓形 D .鞍形 7、零件加工尺寸符合正态分布时,其均方根偏差越大,表明尺寸(C )。
机械制造工艺学课后习题及参考答案
机械制造工艺学课后习 题及参考答案 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
机械制造工艺学复习题及参考答案 第一章 什么叫生产过程、工艺过程、工艺规程 答案: 生产过程是指从原材料变为成品的劳动过程的总和。 在生产过程中凡属直接改变生产对象的形状、尺寸、性能及相对位置关系的过程,称为工艺过程。 在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件,称为机械加工工艺规程,简称工艺规程。 结合具体实例,说明什么是基准、设计基准、工艺基准、工序基准、定位基准、测量基准、装配基准。 答案: 基准是指用以确定生产对象几何要素间的几何关系所依据的点、线、面。 设计基准是指在零件图上标注设计尺寸所采用的基准。 工艺基准是指在零件的工艺过程中所采用的基准。 在工序图中,用以确定本工序被加工表面加工后的尺寸、形状、位置所采用的基准,称为工序基准。 在加工时,用以确定工件在机床上或夹具中正确位置所采用的基准,称为定位基准。在加工中或加工后,用以测量工件形状、位置和尺寸误差所采用的基准,称为测量基准。 在装配时,用以确定零件或部件在产品上相对位置所采用的基准,称为装配基准。
什么是六点定位原理什么是完全定位与不完全定位什么是欠定位与过定位各举例说明。 答案: 六点定位原理:在夹具中采用合理布置的6个定位支承点与工件的定位基准相接触,来限制工件的6个自由度,就称为六点定位原理。 完全定位:工件的6个自由度全部被限制而在夹具中占有完全确定的唯一位置,称为完全定位。 不完全定位:没有全部限制工件的6个自由度,但也能满足加工要求的定位,称为不完全定位。 欠定位:根据加工要求,工件必须限制的自由度没有达到全部限制的定位,称为欠定位。 过定位:工件在夹具中定位时,若几个定位支承重复限制同一个或几个自由度,称为过定位。 (举例在课本page12、13)。 何谓零件、套件、组件和部件何谓套装、组装、部装、总装和装配 答案: 零件是组成机器的最小单元,它是由整块金属或其它材料构成的。 套件是在一个零件上,装上一个或若干个零件构成的。它是最小的装配单元。 组件是在一个基准零件上,装上若干套件而构成的。 部件是在一个基准零件上,装上若干组件、套件和零件构成的。部件在机器中能完成一定的、完整的功用。 将零件装配成套件的工艺过程称为套装。
尺寸链试题及答案
第十二章尺寸链 12-1填空: 1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。 2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。 3、尺寸链由封闭环和组成环构成。 4、组成环包含增环和减环。 5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。 6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。 7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。 8、封闭环公差等于所有组成环公差之和。 9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。 10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。 12-2 选择题: 1、一个尺寸链至少由C 个尺寸组成,有A 个封闭环。 A、1 B、2 C、3 D、4 2、零件在加工过程中间接获得的尺寸称为 C 。 A、增环 B、减环 C、封闭环 D、组成环 3、封闭环的精度由尺寸链中 C 的精度确定。 A、所有增环 B、所有减环 C、其他各环 4、按“入体原则”确定各组成环极限偏差应A 。 A、向材料内分布 B、向材料外分布 C、对称分布 12-3 判断题: 1、当组成尺寸链的尺寸较多时,封闭环可有两个或两个以上。(×) 2、封闭环的最小极限尺寸等于所有组成环的最小极限尺寸之差。(×) 3、封闭环的公差值一定大于任何一个组成环的公差值. ( √) 4、在装配尺寸链中,封闭环时在装配过程中最后形成的一环,(√)也即为装配的 精度要求。(√) 5、尺寸链增环增大,封闭环增大(√),减环减小封闭环减小(×). 6、装配尺寸链每个独立尺寸的偏差都将将影响装配精度(√)。 四、简答题: 1、什么叫尺寸链它有何特点 答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。 尺寸链具有如下特性: (1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。 (2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。 2、如何确定尺寸链的封闭环能不能说尺寸链中未知的环就是封闭环 答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。 零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。 工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。 不能说尺寸链中未知的环就是封闭环。 3、解算尺寸链主要为解决哪几类问题 答:解算尺寸链主要有以下三类任务: (1)正计算:已知各组成环的极限尺寸,求封闭环的极限尺寸。 (2)反计算:已知封闭环的极限尺寸和组成环的基本尺寸,求各组成环的极限偏差。
机械制造工艺学课后习题及参考答案
机械制造工艺学复习题及参考答案 第一章 什么叫生产过程、工艺过程、工艺规程 ? 生产过程是指从原材料变为成品的劳动过程的总和。 在生产过程中凡属直接改变生产对象的形状、 尺寸、 性能及相对位置关系的过程, 称为工 艺过程。 在具体生产条件下, 将最合理的或较合理的工艺过程, 用文字按规定的表格形式写成的工 艺文件,称为机械加工工艺规程,简称工艺规程。 、某机床厂年产 CA6140 卧式车床 2000 台,已知机床主轴的备品率为 15%,机械加工废品 率为 5%。试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点?若一 年工作日为 280 天,试计算每月 (按 22 天计算 )的生产批量。 解:生产纲领公式 N=Qn(1+ a )(1+ 3 )= (1 + 15%) (1 + 5%) =2415 台/ 年 查表属于成批生产 , 生产批量计算 : 定位?各举例说明。 六点定位原理: 在夹具中采用合理布置的 6 个定位支承点与工件的定位基准相接触, 来限 制工件的 6 个自由度,就称为六点定位原理。 完全定位: 工件的 6 个自由度全部被限制而在夹具中占有完全确定的唯一位置, 定位。 不完全定位: 没有全部限制工件的 6个自由度, 但也能满足加工要求的定位, 定位。 欠定位:根据加工要求,工件必须限制的自由度没有达到全部限制的定位,称为欠定位。 过定位: 工件在夹具中定位时, 若几个定位支承重复限制同一个或几个自由度, 称为过定 位。 (d ) —面两销定位,X,两个圆柱销重复限制,导致工件孔无法同时与两 销配合,属过定位情况。 7、 “工件在定位后夹紧前 , 在止推定位支承点的反方向上仍有移动的可能性 定” , 这种说法是否正确 ?为什么 ? 答:不正确, 保证正确的定位时, 一定要理解为工件的定位表面一定要与定位元件的定位表 面相接触, 只要相接触就会限制相应的自由度, 使工件的位置得到确定, 至于工件在支承点 上未经夹紧的缘故。 8、 根据六点定位原理 , 分析图中各工件需要限制哪些的自由度 , 指出工序基准 , 选择定位基准 并用定位符号在图中表示出来。 9、分析图所示的定位方案,指出各定位元件分别限制了哪些自由度,判断有无 欠定位与过定位,并对不合理的定位方案提出改进意见。 何谓零件、套件、组件和部件?何谓套装、组装、部装、总装和装配? 零件是组成机器的最小单元,它是由整块金属或其它材料构成的。 称为完全 称为不完全 , 因此其位置不
工艺尺寸链三种应用的探讨
工艺尺寸链三种应用的探讨 * 刘其兵 1,2 (1.陕西工业职业技术学院,陕西咸阳 712000; 2.陕西科技大学,陕西西安 710021) 摘 要:工艺尺寸链主要用于基准不重合时工序尺寸及其偏差的确定,主要探讨工艺尺寸链在精度分析、粗基准选择和定位方案判定 这三个方面的应用。 关键词:工艺尺寸链;基准;应用 中图分类号:TG801 文献标识码:A 文章编号:1007-4414(2007)06-0013-02 D iscussion on t hree kinds of applications of t echnol o gical dim ension chain Liu Q i-b i n g 1,2 (1.Shaanx i p ol y technic instit u te ,X ianyang Shaan x i 712000,Ch i na ;2.Shaanx i universit y of science and technology ,X i an Shaanx i 710021,China ) Abstrac t :T echno l og ica l di m ension chain is m a i nly used to fi x t he size and dev iation w hen bench m ark is not co i nc i den t .In this artic l e ,three k i nds o f techno l og ica l di m ension chain in applicati ons o f accuracy ana l ysis 、bench m ark cho i ce and localiza ti on p l an de ter m i nati on are researched . K ey word s :techno l og ical di m ensi on cha i n ;benchma rk ;app licati ons 1 工艺尺寸链在精度分析中的应用 在解算尺寸链的过程中,如果出现解算出的组成环的公差小于或等于0,或解算出的组成环的公差小于本道工序的加工误差时,要认真分析原因,并采取有效的工艺措施予以解决。 1.1 当组成环的公差小于或等于0时 求解工艺尺寸链时会出现某一组成环的公差为0或是负值,为了使加工得以顺利进行,必须根据实际情况采取恰当的工艺措施予以解决,总之,可从以下几个方面入手: (1)压缩其它组成环的公差 通过改变加工方法或其它工艺措施(如采用误差转移的方式减小工艺系统的原始误差)来压缩其它组成环的公差。 (2)直接保证封闭环 封闭环是零件的最终要求,为此,可以使设计基准与定位基准重合,如图1所示,要求保证设计 尺寸C +T c 0,加工C 面时选择B 面作为定位基准,取消尺寸链 换算,直接保证设计要求。但这样可能会使夹具的设计复杂化,造成加工成本的提升,如图2所示, 应慎重考虑。 图1 零件简图 图2 零件夹紧简图 (3)在零件使用要求不变的前提下扩大封闭环的公差。 (4)在协调好质量、效率和成本的前提下,采取先进的加 工方法和工艺措施,压缩工艺路线。 工艺路线的压缩,会使组成环的数量减小,由工艺尺寸链 公式T 0= m+n i=1 T i 知,当T 0一定时,组成环的数量减小,则留给 剩余组成环加工中允许的误差就会增大。因此,公差小于或等于0的工序尺寸,其公差值会增大,直至可以满足加工要求,避免了负公差。 1.2 当组成环的公差小于本道工序实际的加工误差时 求解工艺尺寸链时,如果算出组成环的公差小于本道工序实际的加工误差,要根据具体情况采取恰当的工艺措施来保证其精度要求。如图3所示零件,M 平面最后铣,为便于测量,选择母线B 作为测量基准,当铣面时加工误差为0.05mm ,试分析,完成本工序后零件的精度能否得到保证[1] 。 图3 零件简图 尺寸10+0.20是在加工中间获得的,故为尺寸链的封闭环。在建立尺寸链时,同轴度误差是考虑的重点。应注意,在完成 本道工序之前已经产生了同轴度误差。所以,在建立尺寸链时应考虑此因素,而在实际零件加工过程中,由于存在随机因素,所以,外圆中心线相对于内孔中心线可能偏上,也可能偏下。因此,在尺寸链中同轴度误差应写成0!0.03的对称形 ? 13?*收稿日期:2007-08-06 作者简介:刘其兵(1978-),男,陕西咸阳人,助教,研究方向:机械工程。
工艺尺寸链习题
1. 如题图a所示零件加工时,图样要求保证尺寸6±0.1mm,但该尺寸不便于测量,只好通过度量L来间接保证。试求工序尺寸L及其上下偏差。 A b 2. 如题图b所示零件若以A面定位,用调整法铣平面C、D及槽E。已知:L1=60±0.2mm,L2=20±0.4mm,L3=40±0.8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。 3.如题图c所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸H、A及其偏差。 c
4.如题图d 中小轴的工艺过程为:车外圆至φ 01.05.30-mm , 铣键槽深度为TH H +0,热处理,磨外圆至φ0.036 +0.01630+mm 。设磨后外圆与车后外圆的同轴度公差为φ 0.05mm ,求保证键槽深度设计尺寸2.004+mm 的键槽深度TH H +0。 D E 5.如题图e 所示衬套,材料为20Cr ,φ0.021 030+mm 内孔表面要求磨削后保证 渗碳层深度3 .008.0+mm,试求: (1)磨削前精镗工序尺寸及偏差。磨削余量0.03,精镗的经济精度9级 (2)精镗后热处理时渗碳层的深度。
1.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。试求:当以A面定位钻直径为φ10mm孔时的工序尺寸A1及其偏差 32mm,渗碳深度为0.5~08mm,现为2.设某一零件图上规定的外园直径为φ0 -0.05 了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0.8~1mm。试计算渗碳前车削工序的工序尺寸。
3.某零件工艺过程如下:(1)精车外圆至φ -0.084 25.3;(2)划键槽线;(3) 铣键槽至 1 2A A T ±;(4)渗碳深度 t + t T ;(5)磨外圆至φ -0.014 25,要求渗碳 深度0.9~1.1mm(单边)。试求: (1)计算洗键槽时用深度尺测量槽深尺寸 1 2A A T ± (2)渗碳时应控制的工艺渗碳层深度 t + 0 t T
工艺尺寸链计算的基本公式.doc
来源:作者:发布时间:2007-08-03 工艺尺寸链的计算方法有两种:极值法和概率法。目前生产中多采用极值法计算,下面仅介绍极值法计算的基本公式,概率法将在装配尺寸链中介绍。 图 3-82 为尺寸链中各种尺寸和偏差的关系,表 3-18 列出了尺寸链计算中所用的符号。 1 .封闭环基本尺寸 式中 n——增环数目; m——组成环数目。 2.封闭环的中间偏差 式中0——封闭环中间偏差; ——第 i组成增环的中间偏差; ——第 i组成减环的中间偏差。 中间偏差是指上偏差与下偏差的平均值:
3.封闭环公差 4.封闭环极限偏差 上偏差 下偏差 5 .封闭环极限尺寸 最大极限尺寸 A 0max=A 0+ES 0(3-27)最小极限尺寸 A 0min=A 0+EI 0(3-28)6.组成环平均公差 7.组成环极限偏差 上偏差 下偏差 8 .组成环极限尺寸
最大极限尺寸 A imax=A i+ES I(3-32) 最小极限尺寸 A imin=A i+EI I(3-33) 工序尺寸及公差的确定方法及示例 工序尺寸及其公差的确定与加 工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。下面阐述几种常见情况的工序尺寸及其公差的确定方法。 (一)从同一基准对同一表面多次加工时工序尺寸及公差的确定 属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为:1.确定各工序余量和毛坯总余量。 2.确定各工序尺寸公差及表面粗糙度。 最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。 3.求工序基本尺寸。
尺寸链复习资料
第八章尺寸链 思考题 8-1什么是尺寸链?尺寸链中环、封闭环、组成环、增环和减环各有何特性? 8-2在一个尺寸链中是否必需同时具有封闭环、增环和减环等三种环?并举例说明。 8-3按功能要求,尺寸链分为装配尺寸链、零件尺寸链和工艺尺寸链,它们各有什么特征?并举例说明。8-4按尺寸链各环的相互位置,尺寸链分为直线尺寸链、平面尺寸链和空间尺寸链,它们各有什么特征?并举例说明。 8-5建立装配尺寸链时,怎样确定封闭环,怎样查明组成环? 8-6建立尺寸链时,为什么要遵循―最短尺寸链原则‖? 8-7建立尺寸链时,如何考虑形位误差对封闭环的影响?并举例说明。 8-8尺寸链计算中的设计计算和校核计算的内容是什么? 8-9用完全互换法和用大数互换法计算尺寸链各自的特点是什么?它们的应用条件不何不同? 8-10分组法、调整法和修配法解尺寸链各有何特点? 尺寸链习题 一、判断题(正确的打√,错误的打×) 1.尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。() 2.当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。() 3.在装配尺寸链中,封闭环是在装配过程中形成的一环。() 4.在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。() 5.在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住―间接获得‖的尺寸这一要点。()6.在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。() 7.封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。() 8.零件工艺尺寸链一般选择最重要的环作封闭环。() 9.组成环是指尺寸链中对封闭环没有影响的全部环。() 10.尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。() 11.封闭环基本尺寸等于各组成基本尺寸的代数和。() 12.封闭环的公差值一定大于任何一个组成环的公差值。() 13.尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。() 14.封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。() 15.当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。() 16.要提高封闭环的精确度,就要增大各组成环的公差值。() 17.要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循―最短尺寸链原则‖。() 18.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。() 19.尺寸链的特点是它具有封闭性和制约性。() 20.用完全互换法解尺寸链能保证零部件的完全互换性。() 二、选择题(将下列题目中所有正确的答案选择出来) 1.如图4-1所示尺寸链,属于增环的有____。
工艺尺寸链习题解
工艺尺寸链习题解 1、图示零件,在镗D= mm的内径后,再铣端面A,得 到要求尺寸为 mm ,问工序尺寸B的基本尺寸及上、下偏差应为多少? 解:设计尺寸 mm,不便测量,是间接保证尺寸,为封闭环,建立尺寸链如图。 ∵B0max =B2max+Bmax ∴Bmax = B0max -B2max =540-(500+=40 (mm) 又∵B0min =B2min+Bmin ∴Bmin= B0min -B2min= - 500 = (mm) 则:B=40 -0.35 mm 即B= -0.2 mm TI+T2=++==T0 (合格) 答B的基本尺寸为-0.2 mm。
2、图示零件,成批生产时,用端面B定位加工表面A,以保证尺寸,试 标注铣缺口时的工序尺寸及公差。 解:设计尺寸10为封闭环(间接保证),建立尺寸链如下:增环:A1、A3,减环:A2 。 ∵A0max =A1max+A3max–A2min ∴A3max = A0max– A1max +A2min =(10+ – (25++(60 ) =45+(mm) 又∵A0min =A1min+A3min- A2max ∴A3min =A0min– A1min+ A2max =10–25+(60+=45+0.05mm 答:铣缺口时的工序尺寸45为标注如下: 3、下图为某零件的加工路线图。 工序1:粗车小端面外圆、肩面及端面; 工序2:车大外圆及端面; 工序3:精车小端外圆、肩面及端面。 试校核工序3精车端面的余量是否合适?若余量不够应如何改进? 解:按工艺过程画初组成精车端面余量的尺寸链图,如下: 4、加工图示零件,加工工序为:车外圆Ф-0.1mm,铣键槽尺寸达到A,磨外圆尺寸达到 Zmax= 52 + - - =1(mm) Zmin = + – 22 – 50 = - (mm) 最小余量为负值,这是不允许的。 为保证加工质量,前工序尺寸(非设计尺寸)20.5、 22或52适当放大些,以留有适当的余量。 若 22 改为 (偏差都为0) 52 改为52 – 则Zmax= 52 + - –( =(mm) Zmin = + –– 50 = (mm) (合适) .
尺寸链的习题答案
P175页: 5.如图5-41所示轴套零件,在其余表面已经加工的情况下,以A 面定位加工φ20H7孔,试求工序尺寸及偏差。 解:⑴ 确定封闭环如图:根据工艺过程, 可分析出尺寸0 05.01120 -=A ,1.0252±=A , 011 .00 310-=A (取的φ20H7一半),0 1 .0520-=A 是直接加工形成的,保证011 .00310-=A 的尺 寸,从而间接保证了而A 4的尺寸。故将其 A 4定为封闭环,用A 0表示。 (2)画出工艺尺寸链图 (4分) 分析组成环可知:0 05 .01120 -=A 增环、1.0252±=A , 011 .00 310=A (取的φ20H7一半),01.0520-=A 为减环。 如图所示。 (3) 计算工序尺寸 0A : 由封闭环的基本尺寸公式: Ao =A 1-A 2-A 3-A 5=120-25-20-10 =65 解得:0A =65 (2分) 由封闭环的上偏差公式: ES (0 A )=ES ( 1A )- EI (2A )- EI (3A ) - EI (5A )=0-(-0.1)-0-(-0.1)=0.2 解得:ES ( o A )=0.2 (2分) 由封闭环的下偏差公式:EI ( Ao )=EI (1A )- ES (2A )- ES (3A )- ES (5A )=-0.05-0.1-(0.011)-0=-0.161 解得:EI o A =- 0.161 (2分) 故 1A =2 .0161 .065 +-
补充1、如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工完毕。试求:当以B 面定位钻直径为φ10mm 孔时的工序尺寸A1及其偏差。(要求画出尺寸链图、指出封闭环、增环和减环) 2、解:⑴ 画出工艺尺寸链图 (4分) 分析可知:封闭环1.0250±=A ,增环、减环如图所示。 ⑵ 计算工序尺寸 1A : 由封闭环的基本尺寸公式:25= 1A +50-60 解得:1A =35 (2分) 由封闭环的上偏差公式: 0.1=ES 1A +0-(-0.1)解得:ES 1A =0 (2 分) 由封闭环的下偏差公式:-0.1=EI 1A -0.05-0 解得:EI 1A =- 0.05 (2分) 故 1A =0 05 .035 -
工艺尺寸链习题及答案
4-3 习图5-4-2所示a )为一轴套零件,尺寸m m 3801.0-和m m 80 05.0-已加工好,b ) 、c )、d )为钻孔加工时三种定位方案的简图。试计算三种定位方案的工序尺寸A 1 、A 2和 A 3。 4-4 习图5-4-4所示轴承座零件,03 .0050+φmm 孔已加工 好,现欲测量尺寸75±0.05。由于该尺寸不好直接测量,故改测尺寸H 。试确定尺寸H 的大小及偏差。 4-5 加工习图5-4-5所示一轴及其键槽,图纸要求轴径 为m m 300032.0-φ,键槽深度尺寸为m m 2602.0-,有关的加工过程如下: 1)半精车外圆至m m 6.3001.0-φ; 2)铣键槽至尺寸A 1; 3)热处理; 4)磨外圆至m m 300 032.0-φ,加工完毕。 求工序尺寸A 1 = ? 4-6 磨削一表面淬火后的外圆面,磨后尺寸要求为m m 600 03.0-φ。为了保证磨后工件表面淬硬层的厚度,要求磨削的单边余量为0.3±0.05,若不考虑淬火时工件的变形,求淬火前精车的直径工序尺寸。 习图5-4-2
4-3答案: 1)图b :基准重合,定位误差0=DW ?,1.0101±=A mm ; 2)图c :尺寸A 2,10±0.1和 005.08-构成一个尺寸链(见习解图 5X4-2c ),其中尺寸10±0.1是封闭 环,尺寸A 2和8是组成环,且A 2 为增环,0 05 .08-为减环。由直线尺寸 链极值算法基本尺寸计算公式,有: 10= A 2-8,→A 2=18mm 由直线尺寸链极值算法偏差计算公式: 0.1=ESA 2-(-0.05),→ESA 2=0.05mm; -0.1=EIA 2-0,→EIA 2=-0.1mm 。故:05.01.0218+-=A mm 3)图d :尺寸A 3,10±0.1,005.08-和构成一个尺寸链(见习解图5X4-2d ),其中尺寸10±0.1是封闭环,尺寸A 3,005.08-和01.038-是组成环,且01.038-为增环,A 3和005.08-为减环。 由直线尺寸链极值算法基本尺寸计算公式,有:10= 38-(A 3+8),→A 3=28mm 由直线尺寸链极值算法偏差计算公式,有: 0.1=0-(EIA 3+(-0.05)),→EIA 3= -0.05mm; -0.1= -0.1-(ES A 3+0),→ESA 3=0。故:005.0328-=A mm 4-4 答案: 尺寸75±0.05、H 和半径R 组成一个尺寸链,其中尺寸75±0.05是间接得到的,是封 闭环。半径尺寸015 .00 15+=R 和H 是增环。解此尺寸链可得到:035.005.050+-=H 4-5 答案: 建立尺寸链如习图5X4-5ans 所示,其中0 2.0226-=A ,是尺寸链的封闭环;005.01 3.15-=R ,是尺寸链的减环;0 016.0215-=R , 是尺寸链的增环;A 1也是尺寸链的增环,习图5-4-3ans c )
哈工大试题库及答案---尺寸链习题
哈工大试题库及答案---互换性与测量技术基础 第四章尺寸链 目的要求:1、了解有关尺寸链、封闭环、组成环等的基本概念 2、掌握极值法解算尺寸链 重点:极值法 难点:公差设计计算 习题 一、判断题(正确的打√,错误的打×) 1.尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。()2.当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。()3.在装配尺寸链中,封闭环是在装配过程中形成的一环。() 4.在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。() 5.在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。() 6.在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。()7.封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。()8.零件工艺尺寸链一般选择最重要的环作封闭环。() 9.组成环是指尺寸链中对封闭环没有影响的全部环。() 10.尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。() 11.封闭环基本尺寸等于各组成基本尺寸的代数和。() 12.封闭环的公差值一定大于任何一个组成环的公差值。() 13.尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。()14.封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。() 15.当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。() 16.要提高封闭环的精确度,就要增大各组成环的公差值。() 17.要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循“最短尺寸链原则”。() 18.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。() 19.尺寸链的特点是它具有封闭性和制约性。() 20.用完全互换法解尺寸链能保证零部件的完全互换性。() 二、选择题(将下列题目中所有正确的答案选择出来) 1.如图4-1所示尺寸链,属于增环的有____。
工艺尺寸链
工艺尺寸链
————————————————————————————————作者: ————————————————————————————————日期: ?
第五章工艺尺寸链 一、填空题 1.尺寸链中的环按性质不同分成和两种。2.组成环按其对封闭环的影响分为和两种。3.按尺寸链的功能要求分为、和三种。 4.按尺寸链各环的空间位置、和三种。 5.尺寸链的计算方法分为和两类。 6.应用尺寸链解决生产实际问题时,有、和三种计算形式。 7.反计算中对各组成环分配公差主要有、和三种方法。 二、判断题 ()1.尺寸链必须是一组相关尺寸首尾相接构成的尺寸封闭图,应包含若干个间接保证的尺寸和一个对此有影响的直接保证的尺寸。 ( )2.尺寸链中间接保证的尺寸的大小和精度受直接获得的尺寸大小和精度的影响,并且间接保证的尺寸的精度必然低于任何一个直接获得 的尺寸的精度。 ( )3.极值法是按误差最不利的情况(即各增环极大减环极小或相反)来计算的,其特点是简单、可靠。 ()4.反计算主要用于工艺过程设计时确定各工序的工序尺寸时的设计计算。 ( )5.等公差值分配方法计算简单,但没考虑到各组成环加工的难易、尺寸的大小及要求的不同,显然这种方法是不够合理的。 三、名词解释 1.尺寸链 2.工艺尺寸链 3.装配尺寸链 4.封闭环
5. 组成环 四、分析题 1. 试述如何判断尺寸链中的封闭环、增环和减环。 五、计算题 1. 如图所示零件的尺寸6±0.1mm 不便于直接测量,生产中一般通过测量尺寸3 A 作间接测量。试确定测量尺寸3A 及其偏差,并分析在这种情况下是否会出现假废 品。 2. 下图为某轴截面图,要求保证轴径尺寸024*******..++φmm和键槽深1600 4.+=t mm 。其工艺过程为: (1)车外圆至0100528..-φmm ; (2)铣键槽深至尺寸H ; (3)热处理; (4)磨外圆至尺寸024*******..+ +φmm 。 试求工序尺寸H 及其偏差。 3.图为轴套类零件,在车床上已加工好外圆、内孔及各端面,现需在铣床铣出右端 槽并保证00605.-及26±0.2的尺寸,求试切调刀时的度量尺寸H、A 及上、下偏差。