201B_840Dsl_外部_重型龙门铣床调试指导_2017
840D的轴原点重新设置
关于840D的轴原点重新设置如果是增量的测量系统你可以有两种方法来重新定义零点:第一,在MD34100中设定数值,并用此数值来表示当前的坐标值。
第二,在MD34080中设定数值使测量系统找到零脉冲后继续运动此数值停止,停止的位置为坐标零点。
绝对测量系统可以采用第一种方法,这其中你得掌握绝对测量系统重设坐标的步骤。
MD34200及MD34210设为零后重启系统,系统启动后MD34100设定你要的数值,34210设为1后按复位键,接着在回参考点方式下按轴移动方向键,搞定。
通过参数设置已经能够达到原点重新定位的功能。
中间加了个M指令来执行原点重新定位。
后来又将用操作面板按钮将DB2*DBX1.0 激活,增加了不在原点启动NC的功能。
22 旋转轴是可以在任意位置设为零点的。
4.BER0回参:对于主轴而言还有一种常用回参方法就是利用外部BERO来回参考点。
它的基本原理就是在执行SPOS??命令时,主轴由静止启动,主轴加速到MD34040??定义的速度,与接近开关同步,并且以MD35300??定义的速度定位。
主轴旋转方向由机床数据MD35350 确定。
常用的基本参数设置如下:34200??ENC_REFP_MODE二??7 接近开关作为主轴定向信号34040??REFP_VELO_SEARCH_MARKER??实际值??主轴定向速度(单位:转I分)34060??REFP_MAX_MARKER_DIST??=720?? 搜索接近开关的距离(单位:度)35300??SPOS_POSCTRL_VELO??实际值??主轴位控速度35350??SPOS_POSITIONING_DIR??3/4?? 主轴定向方向(3-正/4- 负)另外还需要更改驱动参数:修改驱动数据:进入系统画面[SHIFT]+[ALARM],进入[机床数据]-驱动器数据]选相应的主轴参数SERVO?? 选择[显示参数]:如果主轴BERO信号接到x20的端子设定参数P495[0]=2 ;如果接到x21的端子上则设定参数P495[0]=5 ,然后设定P971 = 1 ,等待P971??由1??变0或者点击数据存储软件保存数据。
840Dsl调试_20110620
For internal use only / ?Siemens AG 2010. All Rights Reserved. Industry Sector
一、NCU系统通讯软件
系统通讯软件: 系统通讯软件: WinSCP: : 存取系统CF文件。 存取系统 文件。 文件 执行系统指令。 执行系统指令。
For internal use only / ?Siemens AG 2010. All Rights Reserved. Industry Sector
四、PLC调试
Toolbox DVD光盘目录结构
系统软件。包含与系统软件配套 的Toolbox
工具软件
For internal use only / ?Siemens AG 2010. All Rights Reserved. Industry Sector
For internal use only / ?Siemens AG 2010. All Rights Reserved. Industry Sector
一、系统软件升级
USB启动盘制作(续2)
3)USB盘插入NCU X125,等待NCU启动两次。
TCU OP显示(或VNC Viewer显示): NCU状态显示 绿色 橘黄
红色
For internal use only / ?Siemens AG 2010. All Rights Reserved.
一、系统软件升级
USB启动盘制作(续3)
4)USB盘制作完毕,复制NCU系统软件到-〉U盘
系统软件存储目录:Toolbox\cnc_sw_2.6\cnc_sw_2.6_sp1_hf3 exp_6a2c_hmi.tgz exp_31a10c_hmi.tgz 注: U盘中,Boot引导系统只占有约12M左右的空间。不影响U盘的正常使用。 6轴系统软件 31轴系统软件
SIEMENS 840D SL系统在HAGEMATIC S201数控龙门铣 改造中的应用
SIEMENS 840D SL系统在HAGEMATIC S201数控龙门铣改造中的应用摘要:以南车株机HAGEMATIC S201数控龙门铣为研究对象,对其进行改造。
在论述该机床存在的问题后,确定改造的总体技术方案,选择西门子840D SL 数控系统作为控制系统,并对设备进行系统设计,编制PLC程序,对机床各轴进行组态,参数设置,激光补偿,试加工后对该机床进行验收。
结果表明该机床的性能和精度超过改造前的精度,完全满足高精度、高效率、高可靠性的要求。
关键词:数控改造数控龙门铣840D SL数控系统一、引言HAGEMATIC S201数控龙门铣是奥地利HAGE机床厂90年代的产品,采用西门子840C数控系统,具有一个主轴、一个C轴、一个A轴、三个控制轴,具有较强的型材加工能力。
但由于该设备使用年限已久,电气、机械等方面都存在一定的老化和磨损,导致设备的故障率、停机率升高,严重威胁生产的质量和效率。
考虑到该机床的功能较齐全,主要功能部件完好。
对其采用技术改造,不仅设计风险小,节省大量投资且更能充分地体现企业的使用意愿。
本课题以此为研究背景,采用西门子840D SL数控系统对其进行改造。
二、改造技术方案[1,2]机床是由机、电、液三个部分组成,在设计总体方案时应从这三方面来考虑机床的各种功能和使用情况。
1.电气部分[3]1.1用840D sl系统替代原来的840C系统。
1.2用10.4寸液晶显示器和全键盘MCP操作面板。
1.3选择PCU50.3B-C+60G串口硬盘。
1.4驱动系统采用S120+1FK7伺服电机+1PH7电机代替原驱动系统。
1.5更新各轴外制编码器,增加四个SMC20模块。
1.6将各轴由开环改为半闭环控制。
1.7制作新的操作站。
2.机械部分对机械损坏的部分进行修复,损坏部件更新,并制作电机连接部分。
三、系统硬件设计1.数控系统选型根据该设备的电气控制和机械加工特点,考虑性价比、技术方面、操作方面的因素。
840D sl 调试之经验
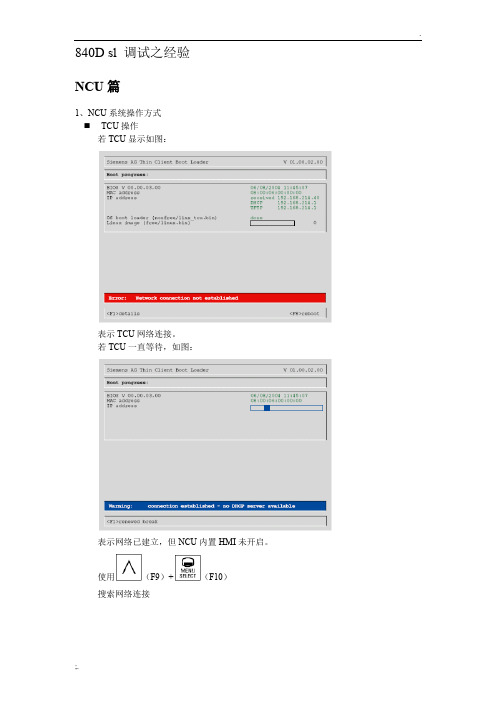
840D sl 调试之经验NCU篇1、NCU系统操作方式TCU操作若TCU显示如图:表示TCU网络连接。
若TCU一直等待,如图:表示网络已建立,但NCU内置HMI未开启。
使用(F9)+(F10)搜索网络连接连接NCU,必须使用外置的usb键盘(因要输入小写字符)。
用户名:manufact密码:SUNRISE登录后,进入NCU的终端窗口⏹WinSCP操作使用WinSCP登录NCU系统,使用命令终端窗口。
⏹VNCVIEW操作显示TCU或PCU50.3上的画面。
使用TCU操作时,可将TCU的画面显示在计算机上,也可直接在电脑上操作TCU。
或在无TCU情况下,直接连接NCU当作TCU来使用。
2、IP地址设定NCU上由三个以太网接口系统以太网接口-X120、工厂以太网接口-X130、调试以太网接口-X127。
默认的以太网接口的IP地址如下表:显示当前NCU以太网IP地址?终端窗口执行:sc show ip显示NCU系统以太网有关设定及当前各以太网端口地址。
3、修改NCU以太网IP设定系统原始的设置文件:/card/Siemens/system/etc/template-basesys.ini修改设置文件:/card/user/system/etc/basesys.ini根据系统硬件的配置不同,设定略作调整:⏹NCU+PCU50.3NCU->Basesys,ini ->Host name=NCU名称NCU->Basesys,ini ->SyncModeDHCPD_sysNet=ON_MASTERPCU50.3->system network->TCU->No boot support⏹NCU+PCU50.3+TCU根据需要TCU可以显示NCU内置的HMI,也可显示PCU50.3的画面。
通常若系统为多通道,则TCU、PCU50.3显示不同的通道。
若系统为单通道,TCU则作为辅助操作站,显示PCU50.3的操作画面。
840系统调试与操作(全面)

840系统调试与操作(全面)一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC 控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC 装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC 三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
840Dsl 刀具管理简明调试

1.3.1 显示区域 ......................................................................................................................................... 1-2 1.3.2 操作菜单 ......................................................................................................................................... 1-3 1.3.3 新建刀具(Creat tool) .................................................................................................................. 1-4 1.3.4 装载刀具(Loading tool)............................................................................................................... 1-4 1.3.5 卸载刀具(Unloading tool) ........................................................................................................... 1-4 1.3.6 删除刀具(Delete tool) ................................................................................................................. 1-5 1.3.7 刀库定位(Position magazine)...................................................................................................... 1-5 1.3.8 刀具移位(Relocation tool)........................................................................................................... 1-5
840D调试参数调整
840D调试参数调整一、轴配置MD10000 AXCONF_MACHAX_NAME_TAB 机床级轴配置MD20070 AXCONF_MACHAX_USED 通道级轴配置驱动号MD20080 AXCONF_CHANAX_NAME_TAB 通道级轴配置编程名MD20060 AXCONF_GEOAX_NAME_TAB 使用的几何轴名MD20050 AXCONF_GEOAX_ASSIGN_TAB 激活使用的几何轴驱动号二、驱动配置S tart_up/machine data首先配置功率模块,配置完成后SAVE OK 此时做一个NCK复位;再配置电机,配置完成后保存Boot File / Save BootFile / Save All 此时再做一次NCK 复位。
三、轴参数设置1、轴数据设定MD 30130 CTRLOUT_TYPE 给定值类型1为给定输出0为模拟MD 30240 ENC_TYPE 编码器类型实际为1MD 30110 CTRLOUT_MODULE_NR 给定值分配到逻辑驱动号MD 30200 NUM_ENCS 1为一个测量系统2为两个测量系统MD 30220 ENC_MODULE_NR 实际值分配到逻辑驱动号MD 30230 ENC_INPUT_NR 实际值输入到驱动模块(上部位1 下部为2)MD 32110 ENC_FEEDBACK_POL 实际值极性0/1为默认值-1变极性MD 32100 AX_MOTION_DIR 运动方向0/1为默认值-1变方向2、轴测量数据MD 31000 ENC_IS_LINEAR 测量系统是线性的0为旋转式的1为线性的MD 31040 ENC_IS_DIRECT 0编码器在电机上1编码器在机床上MD 31020 ENC_IS_RESOL 编码器每转线数MD 31030 LEADSCREW_PITCH 丝杠螺距MD 31060 / MD31050 =电机转数/丝杠转数MD 31080 / MD31070 =电机转数/编码器转数3、轴测量监控和软限位MD 36210 CTRLOUT_LIMITMD 36200 AX_VELO_LIMITMD 32000 MAX_AX_VELO 最大速度和G00速度MD 32010 JOG_VELO_RAPIDMD 32020 JOG_VELOMD 36100 POS_LIMIT_MINUS 第一软限位负MD 36110 POS_LIMIT_PLUS 第一软限位正MD 32450 BACKLASH 背隙补偿4、轴回参考点参数MD 34110 REFP_CYCLE_NR 通道特定的回参考点0 本机床不能由通道回参考点-1 本通道可不必回参考点MD 34200 ENC_REFP_MODE 参考点模式0 绝对值编码器1 带零脉冲的增量编码器3 带距离编码的长度测量尺5 接近开关取代撞块MD34000 REFP_CAM_IS_ACTIVE 0 无参考撞块(零脉冲) 1 有参考撞块 MD 11300 JOG_INC_MODE_LEVELTRIGGRD 0 连续回参考点1电动回参考点 MD 34050 REFP_SEARCH_MARKER_REVERSE 0 同步脉冲在挡块之前1 同步脉冲在挡块之后。
840DSL调试手册
840DSL调试手册机床调试步骤:1.到现场先验货。
2.标记各轴电缆。
3.更换电机及编码器4.检查电柜外观及重要的接线,如动力回路,24V等坐标系FRAME CHAIN序号名称描述Home position offsetMCS(machine coodinate system)Kinematic transformation(运动变换),机床坐标系经过运动变换叠加形成BCS BCS(basic coodinate system) DRF offset,superimposed movment,(zero offset external)。
手轮偏置或附加移动Chained system frames for PAROT,PRESET,scratching,zerooffset externalFramechainChained field of basic frame,chanel spec. and/or NCUglobalFramechainBZS(basic zero system) G54-G599settable frame,chanel spec.and/or NCU globleFramechain System frame(torot toframe) Framechain Frame cycle,programmable frame,transfomationFramechainWCS最终的坐标是由上向下一级级叠加1.MCS(Machine Coordinate System):由机床物理轴构成的坐标系。
2.BCS(Basic Coordinate System):由3个垂直轴和其他指定轴组成。
如果没有运动变换,BCS=MCS;如果有运动变换,几何轴和机床轴名称一定要不一样3.additive offset,是轴方向的平移偏置,没有旋转镜像缩放功能。
由PLC激活db3x.dbx3.0上升沿(自动模式下生效),PLC激活后,在下一个motion block 执行完后,偏置生效。
840D操作调试指南
840D操作调试指南840D操作指南1.激活软驱起动PCU→当出现提示“Press to Enter setup时”按“F2”键(水平第2个软键,不包括“↑”)→用上下方向键选择disktte A→按“→” 键(方向键右键) →用上下方向键找到“Floppy disk controller”选项→按“input”键,用上下方向键选择Enable→按“input”键。
→按“F10” 键(Menu select键)→按“→”(方向键右键)→选择YES→按“input”键。
2.中文安装1.起动PCU→当出现白色SINUMERIK时按“↓” 键→按“1” 键→按“input” 键→选择“1” →输入口令sunrise→按“input”键→选择“1” →按系统提示依次插入1~4号盘。
2.按“MENU SELECT”键→按“start up”键→按“MMC”键→按“Lange selset” 键→将第二语言选成中文→OK。
3.3.安装完HMI后出现IP地址报警的处理方法1.起动PCU当出现SINUMRIK时按“↓”键→按“input”键。
2.按系统提示选择“4”(Start windows)→按系统提示选择“1”(Standardwindows)。
C.输入口令“SUNRISE” →按“input”键近入windows。
D.用“TAB”键选中图标,用方向键选择图标。
用“TAB”键选择“Start”→按“input”键→用“↑”键选择“Settings” →按“input”键→选择“Control panel” →按“input”键→选择“Network”→按“input”键→用“TAB”键选择“Protocols” →按“input”键→选择“specify an IP address”→修改IP地址为192、168、0、30225、225、225、01、0、0、0→按“MENU”键关闭对话框→用“TAB”键选择“Start” 用“↓”键选择“shut pown” →选择重新起动计算机。
840Dsl数控系统模拟主轴的调试
附件
840Dsl数控系统模拟主轴的调试1.ADI4结构图:
1.1 DC24V电源插头X1
P24 +24V
M24 0V
PE 接地
1.2 Profibus插头X2
ADI4通Profibus总线与数控系统通讯,在802Dsl中,通过总线连接的还有I/O信号的PP板,因此在正常连接的时候除了要正规标准的制作Profibus总线插头外,还要注意插头的ON/OFF的位置,避免拨错位置,导致无法通讯。
1.3 Profibus地址设定开关S2
地址分配采用的是BCD码
若总线地址是17:将1、5开关置位。
如下图:
1.4 模拟量输出X3
1.5 数字输入信号接口X6-2
1.6 在STEP7的“hardware”中挂站编译并保存
1.7 参数设置
因为ADI4可以配置4个轴,根据机床的实际情况将13050的轴号与ADI4匹配,在“hardware”中将ADI4中的数值改成参数[13050]的“4340—4460”。
MD13060=3
MD13070=80FH
MD13080=4
重新上电,调试结束。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SINUMERIK 828D / 840D sl
V2.0 SLC DF MC MTS A PC
目录
Contents
1 重型龙门铣床概述 _______________________________________________________________ 1—1
1.1 1.2 1.3 1.1 1.2 1.3 机床用途: ___________________________________________________________________________________ 1—1 机床主要功能: ______________________________________________________________________________ 1—1 机床主要性能指标___________________________________________________________________________ 1—1 主要附件及供货商 ________________________________________________________________________ 1—2 世界重型龙门铣床主要生产厂家及概况 ____________________________________________________ 1—2 国内重型龙门铣床主要生产厂家及概况(竞争对手的状况) ________________________________ 1—2
5
加工 ____________________________________________________________________________ 5—1
5.1 5.2 5.3 5.4 典型加工件 _________________________________________________________________________________ 5—1 编程方式 ___________________________________________________________________________________ 5—1 常用 CNC 指令______________________________________________________________________________ 5—1 试切件关注点(如何判断优劣) _____________________________________________________________ 5—2
3.3.1
目录
3.3.2 3.3.3 3.3.4 3.4 功能实现 _____________________________________________________________________________3—12 常用机床数据_________________________________________________________________________3—14 调试注意事项_________________________________________________________________________3—15
1.2 机床主要功能:
重型龙门数控铣床具备铣削、钻削(钻、扩、铰)、攻、铣螺纹、锪削等多种加工功能,具备直线、圆弧插补多轴联 动或插补功能。机床可完成孔类加工,包括钻、扩、铰;平面以及轮廓的铣削;螺纹加工等;配置附件头后,也可以 实现一次装夹,五面的或任意平面的加工;
1.3 机床主要性能指标
重型龙门数控铣床的主要性能指标有两类,一类是各进给轴的加速能力和最快速度,尤其是龙门架(龙门架移动式)和 工作台(工作台移动式)的快移速度;另一类是机床的定位精度;另外,龙门架的宽度,工作台的最大承重,主轴的最 大转速也都属于该类机床的主要技术指标
重型龙门铣床调试指导
1—1/2
第 1 章 重型龙门铣床概述 1.3 机床主要性能指标
1.1
主要附件及供货商
3.4.1 3.4.2 3.4.3 3.4.4 _______________________________________________________________________3—18
4
性能调试 _______________________________________________________________________ 4—1
2
系统配置 _______________________________________________________________________ 2—1
2.1 2.2 2.3 2.4 西门子在重型龙门机床应用中的基本配置_____________________________________________________ 2—1 重型龙门铣床需要的选项功能________________________________________________________________ 2—1 配置注意事项 _______________________________________________________________________________ 2—1 系统构成框图 _______________________________________________________________________________ 2—2
4.1 4.2 4.3 国内机床和国外先进机床的性能指标 _________________________________________________________ 4—1 重型龙门铣床优化要点 ______________________________________________________________________ 4—1 良好加工状态的轴测试曲线图(Zimmermann FZ32 高壁龙门铣床) ____________________________ 4—2
6
附录: ___________________________________________________________________________ 6—2
6.1 6.2 6.3 常用术语 ___________________________________________________________________________________ 6—2 重型龙门铣床样本(国外和国内) ___________________________________________________________ 6—2 参考文献 ___________________________________________________________________________________ 6—3
3
功能调试 _______________________________________________________________________ 3—1
3.1 功能 1------龙门轴功能(Gantry Axes) _______________________________________________________ 3—1 功能描述 ______________________________________________________________________________ 3—1 功能实现 ______________________________________________________________________________ 3—1 调试注意事项__________________________________________________________________________ 3—6
第 1 章 重型龙门铣床概述 1.1 机床用途:
1 重型龙门铣床概述
龙门式铣床是指床身水平布置,其两侧的立柱和连接梁构成门架的铣床,铣头装在横 梁和立柱上,可沿其导轨移动。通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。 一般地,机床自身重量大于 30 吨的均属于重型机床,大于 100 吨的为超重型机床。 龙门式铣床又分为龙门架移动式和工作台移动式两种,而龙门架移动式又可细分为落地式和 高架式两种类型。五轴龙门加工中心是龙门式铣床的一种特例。
3.1.1 3.1.2 3.1.3 3.2
功能 2------主从轴控制(速度/扭矩耦合)(Master-Slave) ______________________________________ 3—7 功能描述 ______________________________________________________________________________ 3—7 功能实现 ______________________________________________________________________________ 3—8 常用机床数据_________________________________________________________________________3—10 调试注意事项_________________________________________________________________________3—10
功能 4------设定点交换 ____________________________________________________________________3—15 功能描述 _____________________________________________________________________________3—15 功能实现 _____________________________________________________________________________3—15 常用机床数据_________________________________________________________________________3—17 调试注意事项_________________________________________________________________________3—18