SM320真空检测方法
真空的检测
热阴极电离真空计
F为热阴极灯丝,发射电子,电子通 过栅极G电压的加速,获得一定的能 量。 电子在栅极和A极板中与气体发生碰 撞,产生了离子。 A极板与栅极形成的加速场,使得离 子到达A极板,形成电流,极板上离 子流强度与压强,电子电流成正比。 即通过测量极板(收集极)的电流可 反映真空度。
• 极限真空度:
热偶规
• 中间导体定律 中间导体定律:
由导体A、B组成的热电偶回路,当引入第三种导 体C时,只要保持第三种导体C两端的温度相同, 引入导体C后对回路总电势无影响,即回路中总的 热电势与引入第三导体无关,这就是中间导体定 律。根据这一定律,如果需要在回路中引入多种 导体,只要保证引入的导体两端温度相同,均不 会影响热电偶回路中的热电势,换句话说:接入 的测量仪器不会影响热电偶的电势差,只要保证 接入端材质相同,温度一致。
• 工作原理
在一定压强下,气体的导 热系数与压强成正比。也就是 气体压强大,导热系数也大。 如果固定热丝的加热电流, 那么导热丝(即热结点A)的温 度随着规管内真空度的提高而 升高,热电动势也随之增大。 因此,可以通过测量热电偶 电动势来测定被测系统的真空 度。
极限真空度: • 若压强高于105Pa,气体热传导与压强无关 ,所以热偶规测量有测量上限。 • 在很低压强下,由气体导走的热量已经很 少,金属引线及热辐射本身导走的热量远 大于气体的导热,所以它也有测量的下限 。 • 这个范围是:大气105Pa~10-1Pa。
1.电离几乎依赖电子的能量及气体的种类,加 速路程依赖真空计的形状尺寸。 2极产生光电子向外发射,即等 效开始注入的正离子减少。 这些缺陷限制真空计极限真空度,当系统真 空度达10-5Pa,离子的注入与光电子的发射 达到平衡,所以极限真空度为10-5Pa。
真空检漏vacuum leak detection

Table of leak rate specifications
Leak detection
• Section 2. Basic principle of the leak detection methods • (a) The aim of leak detection: To find exact situation of the leak. • (b) The principle of the leak : • Pressure difference : e.g. Testing for the leak of tire of a bicycle.
Continuation of general introduction
(c ) The pressure rise is produced by the gas which penetrates through leak ,which evolves from the walls( outgassing and vapor) and which enteres by permeation (see page 111).
• The detector probe :
5.3 压力检漏法
• 压力检漏法( 充压检漏法):在被检件内部充入 一定压力的示漏物质,如果被检件上有漏孔,示 漏物质便从漏孔漏出,用一定的方法或仪器在被 检件外部检测出从漏孔漏出的示漏物质,从而判 定漏孔的存在、位置及漏率的大小,此即充压检 漏法。 • 一. 打气检漏法 • 二. 卤素检漏法 • 三、氨检漏法
1.工作原理与结构
• 氦质谱检漏仪由离子源、分析器、收集器、冷阴极电 离规组成的质谱室和抽气系统及电气部分等组成。
• 在离化室N内,气体电离成正离子,在电场作用下离子聚焦 成束。并在加速电压作用下以一定的速度经过加速极S1的 缝隙进入分析器。在均匀磁场的作用下,具有一定速度的 离子将按圆形轨迹运动,其偏转半径可按式(5)计算。 可见,当B和U为定值时,不同质荷比me-1的离子束的 偏转半径R不同。仪器的B和R是固定的,调节加速电压U 使氦离子束[图中(me-1)2]恰好通过出口缝隙S2,到达收集 器D,形成离子流并由放大器放大。使其由输出表和音响指 示反映出来;而不同于氦质荷比的离子束[(me-1)1(me-1)3] 因其偏转半径与仪器的R值不同无法通过出口缝隙S2,所 以被分离出来。(me-1)2=4,即He+的质荷比,除He+之外, C卅很少,可忽略。
真空测试仪的详细介绍
真空测试仪的详细介绍一、真空测试仪概述:由升压变压器和高频振荡发射器二部份组成,适用于各种灯泡、电子管、阴极射线管、气体激光管、太阳能集热管、疫苗安瓶、药用安瓶等生产过程的检验,亦能检测玻璃真空系统中漏气点。
使用时须将扦头弹簧扦在发射器内,发射器扦入变压器内,变压器扦头扦入220V电源内,开启开关,指示灯亮,将发射器头部对淮被测器件,就会射出紫色火花束。
本发射器内的两对合金电极的距离能改变火花束的大小,出厂时已调节好,但使用日久,或强烈震动,发现火花过大过小时,可用砂纸将合金触点表面砂光,同时调节好距离。
二、主要性能:1.火花束长度:15-30mm2.工作时间:连续使用8小时3.适用电源:~220V,±10%4.电源频率:50±3HZ5.耗电功率:不大于70W6.检测范围:200~10-3托三、真空测试仪检修:变压器通电后,指示灯不亮,发射器也没有火花,请检查保险丝和高压输出扦座有无短路。
指示灯亮而发射器无火,请检查发射器扦头及内部电容。
若发射器火花小,可用小型十字螺丝刀从外壳调节孔调节。
四、真空测试仪使用方法:使用前,先将检测头红色双线插插到变压器的高压输出插孔内。
然后将黑色插头插入控制输出插孔内,然后接通电源按动手检按钮。
在高频发射器弹簧电极上应有强烈火花跃出,并发出咝咝声即可使用,在检测玻璃仪器或灯泡时,玻璃器件内部的游离残余气体就发生电离现象,并由于气体性质不同而产生不同颜色的辉光,从辉光的强度和色彩来确定真空程度。
若用本产品来检测玻璃仪器漏气点时,将弹簧电极在玻璃面上来回移动,与电极接触之处就有极亮白点发现,并有极大电纹发出,此白点处就是漏气点。
五、真空测试仪注意事项:1.使用时金属物件不得接近高频振荡发射器的圆锥形部分,否则有强烈火花电弧跃出,会将高频升压器线圈和外壳烧坏。
2.在测试玻璃器件时,必须来回移动,勿使停留时间超过五秒钟以上,以免火花将玻璃击穿。
3.使用时一般情况将变压器铁壳上的电压变换开关按在2500V挡,已足够正常使用,变压器可连续使用8小时。
汽轮机真空系统泄漏检查(实践篇)
汽轮机真空系统泄漏检查(实践篇)前面两篇推文(设备篇、理论篇)较详细的技术了汽轮机真空泄漏检查的设备与理论方法,在这一篇推文中主要谈一下现场的实战方法。
一、现场的漏点如何判断?1、是否有重大操作或发生异常情况:了解机组一些近期重要操作或者事故处理,判断是否可能损害与真空系统相关的设备,影响真空。
2、凝结水含氧量情况:了解凝结水含氧量,如果热井水侧漏入空气将严重影响凝结水含氧量,致使凝结水水质恶化。
3、双背压凝汽器真空比较:对于双背压凝汽器,通过隔离方式,如果隔离后发现某侧凝汽器真空值低,排气温度较高,初步划定泄漏范围。
4、凝汽器两侧端差比较:通过凝汽器两侧端差,判断疏水扩容器运行情况,如果存在泄漏端差异常增大。
5、手动操作与凝汽器相连阀门开度:了解汽轮机疏水系统阀门状态,就地操作与凝汽器相连正压蒸汽管路阀门,操作后正压蒸汽充满负压侧管道,判断阀后管道是否存在漏点。
6、氦气检漏分析仪与超声波检漏仪:使用真空检漏设备初步判断具体漏点。
二、现场真空泄漏检查实例某电厂350MW超临界燃煤机组,真空系统设备配置为:3台真空泵+1台射水抽气器。
超速试验前,真空严密性试验结果为100kPa/min,正常运行状态为1台真空泵+1台射水抽气器。
而超速试验后,真空严密性严重下降,需要运行2台真空泵+1台射水抽气器才能维持系统真空,且真空泵电流较大,具体数据为:真空值93.47 kPa、排汽温度39.7℃、真空泵电流130A。
检漏人员现场了解到,此次真空突然恶化之间,只是进行了汽轮机超速试验。
由于该试验对机组扰动较大,初步判断真空严密性下降的原因为汽轮机轴封间隙磨损变大、凝汽器本体受损或着与其相关系统管道出现裂痕。
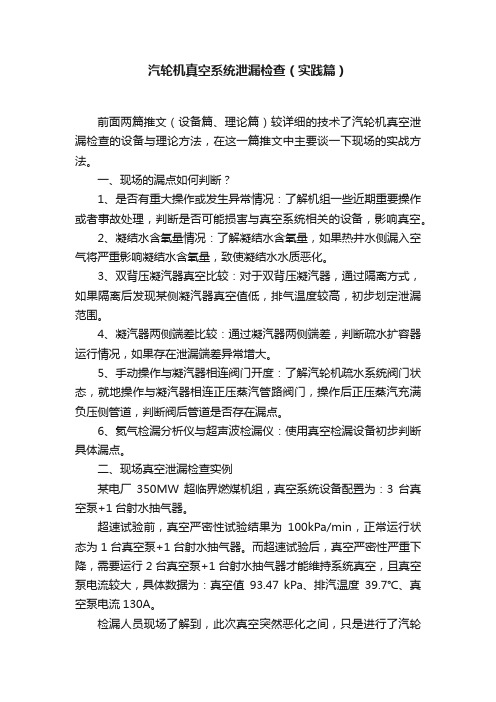
按照分析结果,使用氦气检漏分析仪从汽轮机平台开始至零米检查,主要位置检查结果如下:很显然,凝汽器喉部存在较大漏点。
就地实际检查发现,凝汽器喉部处存在30厘米长的裂痕,如下图。
对漏点处理后,凝汽器真空明显好转,真空严密性试验合格,真空系统正常运行状态为1台真空泵+1台射水抽气器。
真空检漏_图文.

真空检漏[简介]: 1.概漏的基本概念真空检漏就是检测真空系统的漏气部位及其大小的过程。
漏气也叫实漏,是气体通过系统上的漏孔或间隙从高压侧流到低压侧的现象。
虚漏,是相对实漏而言的一种物理现象。
这种现象是由于材料放气、解吸、凝结气体的再蒸发、气体通过器壁的渗透及系统内死空间中气体的流出等原因引起真空系统中气体压力升高的现象。
二、检漏仪器用于检漏的仪器有氦质谱检漏仪、卤素检漏仪、高频火花检漏器、气敏半导体检漏仪及用于质谱分析的各种质谱计。
这里主要介绍氦质谱检漏仪、卤素检漏仪、高频火花检漏器的工作原理、结构及国产检漏仪器的技术性能。
1.氦质谱检漏仪氮质谱检漏仪是用氦气为示漏气体的专门用于检漏的仪器,它具有性能稳定、灵敏度高的特点。
是真空检漏技术中灵敏度最高,用得最普遍的检漏仪器。
氦质谱检漏仪是磁偏转型的质谱分析计。
单级磁偏转型仪器灵敏度为lO-9~10-12Pam3/s,广泛地用于各种真空系统及零部件的检漏。
双级串联磁偏转型仪器与单级磁偏转型仪器相比较,本底噪声显著减小.其灵敏度可达10-14~10-15Pam3/s,适用于超高真空系统、零部件及元器件的检漏。
逆流氦质谱检漏仪改变了常规型仪器的结构布局,被检件置于检漏仪主抽泵的前级部位,因此具有可在高压力下检漏、不用液氮及质谱室污染小等特点.适用于大漏率、真空卫生较差的真空系统的检漏,其灵敏度可达10-12Pam3/s。
(1工作原理与结构氦质谱检漏仪由离子源、分析器、收集器、冷阴极电离规组成的质谱室和抽气系统及电气部分等组成。
①单级磁偏转型氦质谱检漏仪现以HZJ—l型仪器为例.介绍单级磁偏转型氦质谱检漏仪,其结构如图2所示。
在质谱室内有:由灯丝、离化室、离子加速极组成离子源;由外加均匀磁场、挡板及出口缝隙组成分析器;由抑制栅、收集极及高阻组成收集器;第一级放大静电计管和冷阴极电离规。
质谱室的工作原理如图3所示。
在离化室N内,气体电离成正离子,在电场作用下离子聚焦成束。
压力表、真空表的检定3篇

压力表、真空表的检定
第一篇:压力表检定的基本原理和方法
压力是我们经常接触到的物理量之一,它广泛应用于工业、医疗、生活等领域。
而压力表是用于测量压力的基本工具之一,用于测量气体或液体在某一点上的压力。
为确保压力表的准确性和可靠性,需要定期对其进行检定。
本篇文章将介绍压力表检定的基本原理和方法。
压力表检定的基本原理
压力表检定的基本原理是将待检表的压力与标准压力表或标准压力源的压力进行比较,根据两者之间的误差判断待检表的准确性和误差范围。
初步准备
进行压力表检定前,需要对压力表进行清洁,并检查表头、刻度盘、玻璃等部件是否完好,以保证检验的准确度和可靠性。
检定用标准压力表
选择与待检压力表量程相同的标准压力表和标准压力源,使用专业检定设备将待检压力表与标准压力表进行比较,记录计时器的读数。
检查待检表和标准表的读数差异,并计算出待检表的误差为多少。
误差修正
如果待检表的误差在规定的误差范围内,则可以通过误差修正来调整表的读数。
如果误差超出了规定误差范围,则需要进行修理或更换表头。
误差计算
待检表和标准表的读数差异称为真实误差,真实误差除以标准表的读数称为相对误差。
相对误差应该在规定的误差范围内,如果超出了规定范围则需要进行修理或更换表头。
总结
压力表检定的基本原理是将待检表的压力与标准压力表或标准压力源的压力进行比较,根据两者之间的误差判断待检表的准确性和误差范围。
经常对压力表进行检定,不仅可以保证其准确性和可靠性,还能延长其使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. Main Air Pressure : 0.5Mpa
2.Confirm zero setting in the vacuum diagnosis
How to verify zero setting for each head ?
1.Open VACUUM DIAGNOSIS Menu
2.HEAD VACUUM/BLOW OFF
3.Confirming HEAD CURRENT LEVEL
(Current level must be within 0±20 mmHg )
If it is not within specification, it need to be re-
calibrated.
☞Adjusting each volume resister on HEAD
INTERFACE B/D
The procedure of adjusting blow pressure
3. Set CN040 nozzle in each head
4. A valve for adjusting the volume of influxing air.
Open these valves fully to the end (CCW)
* If you don't open this valve fully, blow pressure
can
Regulator
5. On the MMI menu, make blow on
and
vacuum off for all heads
6. Adjusting each valve to be more than
90mmHg and lock the valves
-For example, 100, 90, 130, 120, 105, 101
mmHg
-Make sure the pressure of all heads should
7. -Make only head#1 blow-on as below picture.
-Adjust the head#1's valve to be 107±7 mmHg.
-Adjust the other head as above same procedure.
8. After adjusting blow pressure as above procedure,#7, you are requested to test the value again
whether the pressure of all heads is satisfying the reference value, 107±7 mmHg.
The procedure of adjusting vacuum pressure
1. Main Air Pressure : 0.5Mpa
2.Confirm zero setting in the vacuum diagnosis
How to verify zero setting for each head ?
1.Open VACUUM DIAGNOSIS Menu
2.HEAD VACUUM/BLOW OFF
3.Confirming HEAD CURRENT LEVEL
(Current level must be within 0±20 mmHg )
If it is not within specification, it need to be re-
calibrated.
☞Adjusting each volume resister on HEAD
INTERFACE B/D
3.When you turn on vacuum for each head without a nozzle, the
vacuum pressure for each head should be lower than 200mmHg.
For example, if the vacuum pressure is more than 200mmHg
when you
turn on the head's vacuum, you should check and clean air line
4. Set CN040 nozzle in head#1 and turn on the vacuum.
The pressure should be more than480mmHg.
-Same above procedure should be done for each head.
-If the vacuum pressure is lower than 480mmHg, you should
check and clean air line of each head.
-When you clog the end of nozzle hole, the normal vacuum
pressure is more than 600mmHg