光纤预制棒工艺对截止波长影响分析
光纤与光缆的截止波长
’01#图 & 光纤与光缆截止波长的关联性&09:’565&& ; 5650&#<03& 78’=# ! 光纤和光缆截止波长的定义单模光纤通常存在某一波长!当所传输的光波长超过 该波长时!光纤只能传播一种模式"基模#的光!而在该波 长之下!光纤可传播多种模式"包含高阶模$的光% 该波长 被称为截止波长%光纤中能够传播的模式数是有限的!只有满足全反射 和相位一致条件模式的光才能在光纤中传播!而其他模式 则被截止%实现单模传输的条件是&!’归一化频率$!!""归一化 截止频率$% 其中!!" 可由式"#$得出&在该定义中!第一高阶模’65&&#在截止波长处将衰耗 &>3= 78, ()* 依据此定义! 还分别给出了 "" 和 """ 测试样品的 采集标准!具体如下,’&# "" 的测试样品& 一段 . 1 长的未成缆光纤! 中间 绕一半径为 &?0 11 的圆环,’.# """ 的 测 试 样 品 & 一 段 .. 1 长 的 光 缆 ! 其 中 两 端 各包 & 1 长的未成缆光纤, 为了模拟接头盒的效果!两端 各绕一个半径为 0 11 的圆环,’=# 由于一般光纤生产厂家都没有成缆的光纤!因此 ()*)(+, 和 +(- 提出了一种供光纤生产厂测试样品的采集 标准&一段长 .. 1 的未成缆光纤! 将中间 .0 1 绕制成半 径"&?0 11 的若干个圆环! 两端各绕一个半径为 ?0 11 的圆环,’# 8@99"A B@ 文件 2C D $0 提出了一种简便的测试样 品的采集标准&一段 $ 1 长的光纤!其中绕制两个半径为 0 11 的圆环,但是! 这种测试方法仅对 E ,F E 单模光纤才能给出 等值的结果,&’(!")*%’&#式中&! 为折射率分布指数%对应的截止波长 "" 可由式"$$得出& "’(!$/0-&.’.#式中&%& 为芯折射率指数(’ 为芯径(# 为相对折射率%截止波长的国际标准" # 测试结果的比较下面我们分别采用方法’=# 和 ’?# 测试未成 缆 E ,F E光纤的光缆截止波长!测试样品选择截止波长超过标准的 光纤!以便发现最佳的映射图形, 测试后得到的光纤与光缆截止波长如图 & 所示,由 于 理 论 上 的 截 止 波 长 对 通 信 网 络 的 设 计 用 途 不 大! 因此国际标准化组织 ()*)(+, 和 +(- 都定义了实际 截止波长的测定方法!给出了光纤截止波长"""$和光缆截 止波长""""$的国际标准*"" 一般由光纤制造商测定(""" 除与 "" 有很大的关联外! 还与光纤 及 光 缆 的 类 型 + 长 度 以 及 附 加 环有关, """ 实质上比 "" 要低!对系统设计者 而言!""" 更为有用,为避免模式噪音问题!"""应低 # ./0 %1!这也是多数系统的最小工作 波长,根据 ()* 推荐的 234/0 光纤! 截止波长 可定义为& 当 光 波 长 大 于 该 波 长 时 ! 高 阶 模 全功率 ’565&&# 与基 模 全 功 率 ’5650&# 的 比 率 将 降至 03& 78 以下, 即&在这些测试中!截止波长大约会有 $%% &’ 的漂移" 其 中大多数漂移是由于两种测试方法所定义的弯曲程度的 不同而引起的# 光纤是一个半径 $(% ’’ 的圆环! 而 光 缆 是两个半径 (% ’’ 的圆环$% 从图中可以看出!即使 !) 达到 $ **% &’!!)) 仍将低于 $ +,% &’"华为 !" #$# 下一代网络解决方案喜获电信设备入网证-$$- 年 / 月 / 号! 华为公司软交换设备 01232 245678$$$ 正式获得中华人民共和国信息产业部发布的*电信设备进网试用批文+"华为 012329: ;); 解决方案是融合话音’ 数据’ 多媒体!面向固定’移动的统一解决方案" 解决方案 核 心 设 备 软 交 换 245678$$$ 采 用 高 密 度 的 商 业 通 用 硬件平台及先进的中间件技术 <=(>? &分布式面向 对象可编程实时构架$!为运营商提供完整的 ;); 解 决方案"012329: 网络解决方案具有以下特点,"支持固定移动’ 话音多媒体的统一建网! 提供 对 8) 核心网络及业务的支持! 使得 ;); 成为真正融合的网络%"提供系列化的完整的 ;); 解决方案! 系列化 的 9:) 和 ?:) 支持运营商根据各种网络规模建设需要来组网%"支持完整的话音业务! 包括新国标业务’ 商业 网增值业务! 提供多媒体@消息类增值业务及移动融合业务!并提供开放的第三方业务开发接口%"提供针对集团用户的话音’多媒体综合通信方 案 , 如广域 A B %6C BD ’01(E 6F 企业通信助理等! 方 便 集团用户业务定制和管理! 实现企业的多媒体会议’即 时消息类应用%"高可靠网络安全性设计! 采用专利技术 ;B 62G BBHB C !提供完整的 ;);网络安全解决方案% 整 个 解 决 方 案 的 全 套 设 备 包 括 , 软 交 换245678$$$’ 中继媒体网关 9:)#$!$’ 接入媒体网关! 截止波长的工艺控制由式&+$可知!光纤的截止波长与光纤的芯径’相对折 射率以及归一化频率有关!而归一化频率又与光纤的剖面 结构有关"故截止波长的控制对不同类型的光纤具有不同 的要求" 例如!-./,+ 光纤的截止波长为 $ $,%0$ **% &’! 基本可以保证光缆的截止波长1$ +,% &’( 而 -./,, 光纤 对截止波长未作要求!但光缆的截止波长应1! "#$ %&%为何成缆后光纤的截止波长会大幅降低呢) 这是因为 当工作波长略小于截止波长时! 光纤系统中会同时出现’($! 和 ’(!!!而此时!’(!! 接近截止区!其光功率绝大部分分布在包层中! 光场的约束性极差!从而使得传输性能极 不稳定% 此外!光纤在光缆中会出现弯曲’微弯现象!再加 之光纤本身由于工艺造成的几何尺寸的偏差!均能使光在 此类缆中经过很短距离&通常是几米$的传输后!转换为辐 射模!而被截止%不同类型的光纤!其成缆后截止波长降低的幅度也不 相同( 具体而言!)*+,, 光纤比 )*+,- 光纤降低的幅度要 大% 这是因为! 为了增强光纤的抗弯曲性能! 目前商用的 )*+,, 光纤其剖面采用了 .型结构% 外环的作用主要是增大有效面积’降低弯曲损耗和改 变光纤的零色散点% 外环将光从光纤中心拉出来!使光具 有较大的场分布!从而增大有效面积(同时外环将约束光 在包层中传播! 这样可以防止光波在包层转变为泄漏模! 从而改善了弯曲性能%由于在外环内传输的光为 ’(!!!在未成缆状态时较稳 定!光纤具有较高的截止波长% 但在成缆后!’(!! 不稳定! 易被截止!故光缆截止波长的降低幅度大%:),$$$’ 信 令 网 关 2)I $$$’ 媒 体 资 源 服 务器 :>2+$$$’ 系列化的 J ?<’ 业务应用服务器 ?(( 2B C K 2 B C /$$$’ 策略服务器’01(E 6F 企业通信助理’;); 网。
光纤制造过程中的性能监测考核试卷
B.化学气相沉积
C.真空熔融
D.表面涂层
17.以下哪种光纤特性与光纤的传输距离无关?()
A.色散
B.损耗
C.折射率
D.非线性效应
18.光纤制造过程中,以下哪种方法用于改善光纤的抗弯曲性能?()
A.增加光纤直径
B.减小包层厚度
C.优化折射率分布
D.增加拉丝张力
19.以下哪个因素会影响光纤的连接损耗?()
1.以下哪些因素会影响光纤的传输损耗?()
A.光纤材料
B.光纤长度
C.环境温度
D.光纤弯曲半径
2.光纤预制棒制备过程中,哪些方法可以用来提高材料纯度?()
A.化学气相沉积
B.真空熔融
C.粉末冶金
D.离子交换
3.以下哪些技术可以用于光纤制造过程中的性能监测?()
A. OTDR
B.光谱仪
C.背向散射法
D.显微镜
A.材料纯度
B.光纤直径
C.折射率分布
D.环境温度
14.光纤制造过程中,以下哪种方法用于检测光纤的传输损耗?()
A.背向散射法
B.阻抗匹配法
C.红外光谱法
D.传输距离法
15.以下哪个因素会导致光纤的弯曲损耗?()
A.光纤直径
B.包层厚度
C.折射率分布
D.光纤弯曲半径
16.光纤制造过程中,以下哪个步骤用于降低光纤的表面缺陷?()
3.光纤的传输损耗是评估光纤性能的重要指标之一。请列举并解释影响光纤传输损耗的主要因素,并说明如何检测和评估这些损耗。
4.光纤连接在光纤通信系统中扮演着重要角色。请讨论光纤连接性能的评估标准,以及提高光纤连接性能的方法和技术。
标准答案
截止波长

10 log
PLP11 PLP01
0.1dB
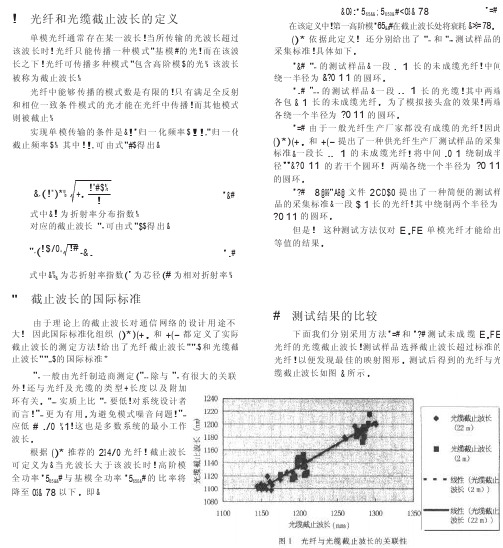
在此定义中,第一高阶模 LP11,在截止波长处将衰耗掉 19.3dB。 依据此定义, 还分别给出了光纤截止波长λ c 与光缆截止波长λ cc 的测试样品的采集标 准 光纤截止波长λ c 的测试样品: 一段 2 米长,未成缆光纤,中间绕一半径为 140 mm 的圆环。 光缆截止波长λ cc 的测试样品: A) 取一段长 22 米的光缆,其中两端各包 1 米长的未成缆光纤,为了模拟接头盒的效 果,两端各绕制一个半径为 40 mm 的圆环。 由于一般的光纤生产厂没有成缆的光纤,因而 ITU,IEC 和 EIA 提出另一种,可供光纤 生产厂的测试样品的采集标准: B) 一段长 22 米的未成缆光纤,将中间 20 米绕制成半径≥140 mm 的若干个圆环,两 端仍然各含一个半径为 40mm 的圆环。 Bellcore 文件 GR-20 提出了一种简便的测试样品的采集标准: C)一段两米长的光纤,其中绕制两个半径 40 mm 的圆环。 但是,这种测试方法仅对 MCSM 单模光纤,才能给出等值的结果。 三· 测试结果的比较 文献[1]中对两种未成缆 MCSM 光纤的光缆截止波长的测试方法进行了比较[测试样品 的采集标准(B)和(C)]。测试样品选择了一些截止波长超过标准的光纤,以便发现最佳 的映射图形。图 1,给出了两个测试标准所得到的光纤与光缆截止波长的对应结果。 由下图可以看出,由两种未成缆光纤测试标准给出的结果所拟合的曲线非常吻合( 22 米未成缆光纤及 Bellcore 2 米未成缆光纤) 。 这说明光纤样品的长度对光缆截止波长的测量
图4 截止波长的分布 1400 1300 1200 1100
11 13 15 17 截止波长
位置
1 . Ir. P ete r P rleun is, the cable and fiber cu t o ff l Fiber BV P O Box 1136, 5602 BC Eindho ven th e Netherlan d. 2. 何珍宝, PCVD 光 纤 的 均 匀 性 , 光 电 产 品 世 界 , 2000 年 第 11 期 .
光纤截止波长的影响因素

光纤截止波长的影响因素
光纤截止波长是指光纤的传输窗口的极限波长,即在该波长以上的光信号可以有效地传输,而在该波长以下的光信号会被衰减或散失。
光纤截止波长受以下因素的影响:
1. 光纤材料特性:光纤材料的折射率与波长有关,材料的色散特性会影响光的传输。
一般来说,光纤传输窗口通常位于光纤材料的折射率曲线的波谷处,即折射率变化率最小的波长。
2. 光纤结构:光纤的截止波长也受光纤的结构参数影响,如纤芯和包层的直径、材料的选择等。
这些因素会影响光纤的波导特性和光的传输损耗。
3. 光纤制备过程:光纤的制备过程中的材料掺杂、伸拉、拉伸等工艺参数也会对光纤的截止波长产生影响。
特定的制备工艺可以调整材料的性能,从而改变光纤的截止波长。
4. 光纤使用环境:光纤的截止波长还受光纤使用环境的影响,如温度、湿度等。
这是因为光纤的材料性质随温度和湿度的变化而变化,从而影响材料的折射率。
综上所述,光纤截止波长受材料特性、光纤结构、制备过程和使用环境等因素的影响。
光纤截止波长的确定需要综合考虑这些因素,并选择适合的光纤材料和制
备工艺来满足特定的应用需求。
光纤与光缆的截止波长

() 2
的测 试 样 品 : 段 2 长 的光 缆 , 中两端 一 2m 其
各 包 1m 长 的 未 成 缆 光 纤 。 为 了 模 拟 接 头 盒 的 效 果 , 端 两 各绕一 个半 径 为 4 i 的圆环 。 0m l l
( )由于 一 般 光 纤 生 产 厂 家 都 没 有 成 缆 的 光 纤 , 此 3 因
等 值 的结果 。
2 截 止 波 长 的 国 际 标 准
由 于 理 论 上 的 截 止 波 长 对 通 信 网 络 的 设 计 用 途 不
3 测 试 结 果 的 比较
下 面 我 们 分 别 采 用 方 法 ( ) ( ) 试 未 成 缆 MC M 3和 4测 S 光 纤 的 光 缆 截 止 波 长 , 试 样 品 选 择 截 止 波 长 超 过 标 准 的 测
中 大 多 数 漂 移 是 由 于 两 种 测 试 方 法 所 定 义 的 弯 曲 程 度 的
不 同 而 引 起 的 ( 纤 是 一 个 半 径 1 0ml 的 圆 环 , 光 缆 光 4 / ! 而 是 两个 半 径 4 0mm 的 圆 环 ) 从 图 中 可 以 看 出 , 使 达 。 即
订 | 2 ,c 8√ △y 1
() 2
品 的 采 集 标 准 : 段 2m 长 的 光 纤 , 中 绕 制 两 个 半 径 为 一 其
4 l的 圆 环 。 0 mi l
式 中 :。 芯 折 射 率 指 数 ; 芯 径 ; 为 相 对 折 射 率 。 n为 a为 △
但 是 ,这 种 测 试 方 法 仅 对 MC M 单 模 光 纤 才 能 给 出 S
大 , 因 此 国 际 标 准 化 组 织 IU、E 和 E A 都 定 义 了 实 际 T IC I
拉丝张力对单模光纤截止波长和模场直径的影响探究
量变少, 而 光 纤 芯 中的 光 能 量 会 增 强 , 截止波长和模场直径 同 为单 模 光 纤 的属 性 , 它 们 两者 之 间也 有 一 定 的联 系. 在 改 变 张 力 的情 况 下 , 截 止 波 长 的 增 大会 导 致 模 场 直 径 的 减 小 光 纤 的 内部 掺 杂 物 浓 度 决 定 了单 模 光 纤 的 光 纤 性 质 和 机 械 性 能 . 拉 丝过程 中, 加 热 炉 的 炉温 都 会 在 2 0 0 0 ℃ 以上 . 这 会 导 致 单 模 光 纤的 内部 掺 杂 物 发 生 扩 散 的 现 象 ,这 种 现 象会 降低 单 模 光 纤
【 关键词 l 拉丝张力 ; 单模光纤 ; 截止波长 ; 模场直径 【 中图分类号 】 T O 1 7 1 【 文献标识码 】 A
【 文章编号 】 1 0 0 6 — 4 2 2 2 ( 2 0 1 7 ) 1 0 — 0 1 0 1 一 叭
单 模 光 纤 在 各 种 设 备 中 的 应 用 越 来 越 广 泛 。单 模 光 纤 的 拉 丝 张 力对 截 止 波 长 和 模 场 直 径是 单 模 光 纤 质 量 高低 的 重 要
进 光 纤 生 产 企 业 的稳 定发 展
1 单模光纤性 能 的意义
最 多 只 能运 输 一 种 形 式 光 的 光 纤被 称 为 单模 光 纤 。 这 种 光 纤 可 以 为通 讯 系统 提 供 最 大 程 度 的 带 宽 。但 是 提 供 最 大 带 宽 的 这 种 光 纤属 性 还 要 考 虑 到 工 作 窗 口 的波 长和 单模 光 纤 的
光纤与光缆的截止波长
光纤与光缆的截止波长一、概述单模光纤,顾名思义,应当只能传输一种模式(基模LP01)的光,以便尽可能的为通信系统提供最大带宽。
但这种行为取决于窗口的工作波长以及光纤的性能参数,如光纤的芯径以及芯、包层间的折射率的差值Δ。
截止波长指的是,单模光纤通常存在某一波长,当所传输的光波长超过该波长时,光纤只能传播一种模式(基模)的光,而在该波长之下,光纤可传播多种模式(包含高阶模)的光。
理论分析表明,光纤中能够传播的模式数是有限的,只有满足全反射和相位一致条件的模式才能在光纤中传播,而其它模式则被截止。
实现单模传输条件是:归一化频率V小于其归一化截止频率Vc(V≤Vc)。
α- 折射率分布指数对阶跃型多模光纤:α→∞,Vc =2.405抛物型光纤:α=2,Vc =3.533三角形折射率分布:α=1,Vc =4.379对应的截止波长λc为:n1- 芯折射率指数a - 芯径Δ-相对折射率理论截止波长对通信网络的设计,用途不大,因而国际标准化组织ITU、IEC和EIA都定义了实际截止波长的测定方法,给出了光纤截止波长λc与光缆截止波长λcc的国际标准。
光纤截止波长一般由光纤制造商测定。
光缆截止波长与光纤截止波长有很强的关联性,另外还与光纤及光缆的类型,长度以及附加环有关。
光缆截止波长实质上要比光纤截止波长低,对系统设计者而言,光缆截止波长更为有用。
为避免模式噪音问题,光缆截止波长应低1250nm,这也是多数系统的最小工作波长。
二、截止波长的国际标准根据ITU的推荐G.650, 截止波长可定义为:当光波长大于该波长时,高阶模全功率PLP11与基模全功率PLP01间的比率将降至0.1 dB以下。
在此定义中,第一高阶模LP11,在截止波长处将衰耗掉19.3dB。
依据此定义,还分别给出了光纤截止波长λc与光缆截止波长λcc的测试样品的采集标准光纤截止波长λc 的测试样品:一段2米长,未成缆光纤,中间绕一半径为140 mm的圆环。
光纤预制棒生产设备的工艺工序优化与效率改进
光纤预制棒生产设备的工艺工序优化与效率改进一、引言光纤通信作为现代通信技术的重要组成部分,对于保障信息传输的质量和速度有着重要的影响。
而光纤预制棒作为光纤制造的关键工序之一,对于光纤的质量和性能也起着至关重要的作用。
因此,对于光纤预制棒生产设备的工艺工序进行优化和效率改进,具有非常重要的意义。
二、光纤预制棒生产设备的工艺工序分析在进行光纤预制棒生产设备的工艺工序优化和效率改进之前,我们首先需要对光纤预制棒生产设备的工艺流程进行深入分析。
1.原材料的准备与加工光纤预制棒的制备过程需要使用特定的原材料,如光纤预制棒的主体材料——光纤棒材料以及各种辅助材料。
原材料的准备和加工工序对于光纤预制棒的质量和性能起着重要的影响。
2.光纤棒材料的预热与拉丝光纤预制棒的制备过程需要将预先准备好的光纤棒材料进行预热,使其获得一定的柔韧性,然后通过拉丝机进行拉丝操作,使光纤棒材料形成所需的光纤预制棒。
3.光纤预制棒的切割与封装拉制完成的光纤预制棒需要进行定长切割,并进行封装处理,以保证光纤的质量和性能。
4.光纤预制棒的测试与质检生产完成的光纤预制棒需要进行各项测试与质检工序,以确保其符合相关的质量标准和性能需求。
三、光纤预制棒生产设备的工艺工序优化1.原材料的选择与加工原材料的选择对于光纤预制棒的质量和性能至关重要。
在选择原材料时,需要兼顾其物理性能、化学稳定性以及价格因素。
合理的原材料选择可以从根本上保证光纤预制棒的质量。
2.工艺参数的调整与优化在光纤预制棒生产设备的各个工艺工序中,需要根据不同的要求对工艺参数进行调整与优化。
例如,预热的温度与时间、拉丝机的拉速、切割的精度等等。
通过合理调整和优化工艺参数,可以提高生产效率和产品质量。
3.设备的改造与升级对于老旧的生产设备,可以考虑进行改造和升级,以提高其生产效率和稳定性。
常见的改造与升级包括增加自动化控制系统、提升设备的稳定性和可靠性、优化设备的结构等。
4.工艺流程的优化与整合对于工艺流程中存在的不必要的重复工序,可以进行优化和整合,以减少生产时间和成本。
光纤常见问题及解决方案总结
光纤常见问题及解决方案总结一、拉丝1.裸纤直径波动:具体表现为裸纤直径波动大和裸纤直径测不到,产生原因较多,下面详细介绍几种最为常见的波动。
(1)裸纤直径测不到:大部分与测径仪相关的波动均是由于棒位置偏导致裸纤位置偏、光纤测不到。
* 测不到的部分需要切除,并在报表上写出测不到的位置和切除公里数。
处理方案:1. 及时查看虹膜口的光纤位置,保证光纤处于虹膜口中间。
如果位置太偏甚至接近虹膜口边缘,可以先打开虹膜口进行调节,防止调节过程中光纤擦到虹膜口导致断纤。
2.查看裸纤测径仪处光纤位置,调节测径仪位置,使光纤处于测径仪中央。
3.若棒位已调至底无法调节,或无论怎么调节光纤位置均不动时,可调节挂棒平台顶端的三个水平旋钮来调节裸纤位置。
如果仍调节无效或无法调节时,应及时剪断降温,重打水平后再次拉起。
PS:碰到棒位在微调界面和水平旋钮无法调节,可观察棒是否在限位平台中间,先调节棒位至限位平台中间,后微调棒位即可。
(2)尾棒进炉:尾棒进炉时,尾管上全圆随尾棒进炉将石英压环压入石英底座内。
若石英底座内石英棉非常均匀且石英压环位置准确,石英压环可平稳压入石英底座内,不引起裸纤波动。
若石英棉不够均匀或压环位置稍偏,石英压环可能无法平稳压入石英底座内,会引起轻微的卡棒现象。
当卡棒程度较轻微时,随棒径的进一步变细,并在石英全圆的重力作用下,压环磕入/卡入石英底座内。
此时会引起一个先上后下的波动,且在压环压入之前会有拉丝速度及拉丝张力同时下降的卡棒迹象。
有时还有轻微的窜气波动。
100棒更易发生卡棒,130棒则较少。
处理方案:通过施加外力来调节石英全圆的位置,使之松动。
这样石英全圆可以重新平稳落下,将压环完全压入石英底座内。
(3)窜气波动:在拉丝炉内随着棒径逐渐变细,石英棉的不紧密就会导致拉丝炉轻微的窜气,裸纤直径波动出现变大趋势。
处理方案:进行压石英棉的操作,将露在石英底座外的石英棉塞入石英底座内,保证石英棉均匀致密,并轻压石英压环。
浅析光纤预制棒(MCVD法)的制备工艺研究
>>富通集 团有 限公司 马静 陈坚盾 董瑞洪 冯高锋 章明伟
一 引 占
理的外包技术 ,制得完整 的光纤预制棒 。
MCVDI 艺 , 即 改 进 的 化 学 气 相 沉积 法 , 是英 文 Modified
1 MCVD.T.艺 波 导材 料 演 变
Chemical Vapor Deposition的简称,1973年 ,由贝尔实验室
SiO 是制造光波 导玻璃的最主要成分 ,其他元素都是掺
的 Machesney等人首先提出。MCVDI艺可 以生产折射率机构 杂元素,通过改变预制棒芯层或包层 的折射率 ,在预制棒芯
复杂的光纤结构 。在光纤制造方面 ,它拥有极大 的灵活性 , 层 和包 层形成一定的折射 率差从而建立光波 导结构。在MCVD
率n1略高于包层 的折射 率n2,芯层与包层 的折射 率差为n卜
△为光纤折射率差, 由此可以看出,紫外吸收与 △成正
n2,delta为 A=A n/nl,欲使光纤获得理想 单模传输 ,必须 比 (也可 以看做与掺杂浓度成正比),与波长 成反 比。
V<2.405。光纤变 为单模的波导截止波长是 C。截止频率V与
相 比,P已经渐渐取代 了B, ̄Si02-GeO2-F—P205玻璃体系为基 璃光纤紫外吸收系数可 以表示为:
础 的各种结构的纤芯和包层沉积进行不 同尝试研究 。 光纤 导光 的基 本原理 是全 反射 ,这就 要求 纤芯 的折射
= 1542 A (446 A+6000) 10 exp(4.63/A)式 (2—5)
比如光纤材料选择和光纤尺寸设计等。利用MCVD ̄作 的多模 工 艺中主要掺杂GeO ,GeO。的掺杂可以提高SiO 的折射率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PAGE 065光纤预制棒工艺对截止波长影响分析■ 金鑫峰 朱晓波 陆夏冰 徐冬 应伟群(浙江富通光纤技术有限公司 浙江 富阳 311400)本文简要介绍了光纤截止波长超标问题,探讨了影响光纤截止波长的几个因素。
重点研究光纤预制棒制备工艺对光纤截止波长的影响,并提出解决截止波长超标问题的方案。
In this paper, the problem of exceeding the cut-off wavelength of the optical fibers is brief introduced, and several factors affecting the cut-off wavelength of optical fibers are discussed. The influence of optical fiber perform on cut-off wavelength of optical fiber is studied emphatically, and the scheme to solve the problem of exceeding the standard cut-off wavelength is put forward.G.652.D光纤 光纤预制棒 截止波G.652.D optical fiber; optical fiber perform; cut-off wavelengthDoi:10.3969/j.issn.1673-5137.2019.05.006摘 要Abstract关键词Key Words1.引言单模光纤的正常传输模式是线性偏振模LP 01,截止波长是指高阶模式截止而只传导LP 01时的最短光波长。
单模光纤传输系统的工作波长必须大于截止波长,否则,光纤将工作在双模区或多模区。
一般来说,单模光纤的工作区域是:0≤V<2.4048,V为归一化频率:式中,a为纤芯半径,n1,n2分别为纤芯和包层折射率,λ为工作波长。
V=2.4048是模的截止值。
当光纤的结构参数已定时,该光纤的截止波长为因此理论上光纤截止波长只与纤芯半径,纤芯折射率与包层折射率有关。
然而,由于光纤在光缆结构中以及光缆敷设状态下,光纤不可避免处于弯曲、微弯,加上光纤本身由于工艺造成的几何尺寸的偏差,依然能使接近截止区的高阶模LP 11经过短距离的传输后,转换为辐射模,光功率逸出光纤而无法正常传输。
此时,光纤实际上仍处于单模运行状态。
即光纤截止波长可以高于光缆截止波长。
但是,光纤截止波长与成缆光纤的截止波长之间并没有一个精确的定性关系。
ITU的光纤规范中甚至将光缆截止波长列为光纤属性而非光缆属性,仅规定G.652光缆截止波长为1260nm。
现在国内外光纤生产厂商一般将光纤产品的截止波长定为1260±70nm,即上限为1330nm [1]。
由于光纤光缆制造工艺上的差别,部分厂家将上限定为1350nm甚至更高。
但是,光在截止波长大于1330nm段光纤中的传输性能可能存在较差于截止波长在1330nm以下的光纤的情况。
并且,因为光损耗随截止波长的增加而减小,在实际中截止波长也不能比工作波长小太多。
根据大量试验结果,截止波长在1180nm~1330nm之间的光纤传输性能较好,可视为A级纤,超出这个范围的视为B级纤,即截止波长超标光纤。
2.截止波长影响因素目前市场上大多采取两步法制造光纤预制棒,多喷灯OVD因沉积效率高作为制造外包层的主要方法。
多喷灯OVD是将多个喷灯按一定的间距线性排列,各喷灯火焰中心对准芯棒,并相对于芯棒按一定的规律往复运动,使玻璃粉尘粘附于芯棒表面形成松散体,最后玻璃化制作成预制棒。
图1为传统多喷灯法生产的常规G.652.D光纤预制棒拉丝后光纤截止波长分布图,其中预制棒共202根,筛选下机光纤共6114盘。
从图1可以看出,常规G.652.D预制棒拉丝后A级纤占93.53%,B级纤6.47%,平均截止波长1286nm。
经验交流Experience ExchangePAGE 066经验交流Experience Exchange图1:常规G652D光纤预制棒拉丝光纤截止波长分布图从拉丝方面看,主要影响因素为拉丝温度、张力等。
光纤拉丝,可以简单的理解为将一定外径的光纤预制棒通过高温等比例的拉丝成外径裸光纤0.125mm的光纤。
拉丝起头期间,工作人员会从下机光纤中取一段光纤测试该段光纤的各项参数。
在数据出来后,根据截止波长、零色散波长数值,调整炉温等参数。
一般情况下,降低炉温,截止波长也会随之降低。
从预制棒方面看,主要影响因素为预制棒外径与芯径比值,芯层与内包层折射率差等。
根据光纤截止波长理论公式 ,其中a为光纤纤芯半径,n 1,n 2分别为纤芯与内包层折射率。
常规G.652.D光纤的裸光纤外径为0.125mm。
定义P率为裸光纤外径与芯径之比应等同于预制棒外径与芯径之比,因此P率=0.125/a,P率与a值成反比。
而光纤的n 1,n 2理论上与对应光纤预制棒上的n 1,n 2相同。
因此,我们可以从两个方向进行研究:预制棒P率与芯包折射率。
3.从预制棒方面改善截止波长超标问题3.1 从预制棒P率研究改善截止波长超标问题由于多喷灯沉积时各喷灯互相作用,预制棒各位置沉积量较难保持平稳,而外径又受玻璃化影响存在收缩与拉伸变化。
因此,多喷灯法制造的预制棒P率并不平稳,会在一定范围内波动,一般控制在14.8~15.2之间,如图2所示。
P率不稳定会导致拉丝后光纤芯径a值波动,光纤截止波长也会随之波动。
在拉丝平均截止波长在1286nm的情况下,部分光纤截止波长容易超出1330nm。
因此,可以通过改善预制棒外径波动,稳定P率,从而降低拉丝时光纤截止波长波动,降低B级纤占比。
在光纤预制棒制造工艺中,外径波动最小的方法为套管法,也称O-RIC法。
O-RIC法:简单来说是将延伸至一定外径的芯棒(纤芯+内包层)与中空圆柱型石英套管(外包层)相组合而成的一种预制棒,如图3所示。
预制棒外径与芯径不受沉积、玻璃化等的影响,P率可恒定为15左右。
因此,O-RIC 棒的B纤数据可以作为P率控制法的极限值。
我们统计了近期O-RIC预制棒(芯棒为相同机台提供)与多喷灯沉积得到的预制棒(常规棒)拉丝数据做对比,如图4所示,其中,O-RIC预制棒共144根,筛选下机光纤共5997盘。
图2:常规G.652.D光纤预制棒P率图3:O-RIC预制棒结构图图4:常规棒与O-RIC棒拉丝光纤截止波长分布对比图可以看出,O-RIC棒拉丝光纤截止波长分布较常规棒整体左移,统计得O-RIC 棒平均截止波长1281nm,小于常规棒的1286nm。
其B纤率也更低,为3.50%,相较常规棒6.47%降低近一半。
因此,可以说明稳定且恒定的P率可以降低B级纤占比。
但是,这并未彻底解决截止波长超标问题。
且多喷灯法因其自身缺陷,很难达到O-RIC 棒的稳定的P率。
因此可以说3.5%的B纤率将是目前常规棒的极限。
3.2 从预制棒芯包折射率研究改善截止波长超标问题截止波长公式中,n 1与n 2也是截止波长的重要影响因素。
一般来说,对于G.652.D光纤预制棒,为维持光纤光学结构参数的稳定,纤芯与内包层的相对折射率差(Δ=(n 1-n 2)/n 1)应保持恒定,即n 2/n 1恒定。
而,若能保持Δ恒定的情况下,同时降低折射率,即能从结构上降低截止波长。
G.654光纤的折射率剖面结构与G.652光纤相同,也是匹配型包层折射率分布。
但为了进一步降低1550nm波长上的损耗,故采用纯二氧化硅纤芯及掺氟包层结构。
其中掺氟包层是为了降低包层折射率,以达到所需的芯/包相对折射率差Δ[1]。
同理,制造芯棒时可以通过在芯层中减少锗的掺杂量,同时内包层中又掺入少量的氟,这样便能使得该芯棒的Δ与传统G.652.D的Δ相同。
同时又降低了芯层折射率n 1,从而降低光纤截止波长。
根据以上推论,我们制造了一批芯棒内包层掺氟的预PAGE 067制棒。
芯棒制造机台与常规预制棒及O-RIC棒相同,外包沉积机台与常规预制棒相同,外径与P率情况与常规预制棒相似,如图5所示。
掺F预制棒共81根,筛选下机光纤3651盘,与其它两种预制棒的截止波长分布对比数据如图6所示。
掺氟棒拉丝光纤截止波长均值为1266nm,整体较另外两种光纤更小,B级纤更低,仅为0.44%,基本解决了截止波长超标问题。
虽然有小部分光纤截止波长临近1180nm的下限,但是比例很小,影响不大。
考虑到掺氟可能导致光纤较软,我们对其进行了全性能检测试验。
试验结果完全符合G.652.D光纤标准。
因此,此方法是完全可行的。
图5:部分掺氟棒P率情况图图6:三种预制棒拉丝光纤截止波长图另外,我们对比了三种预制棒在拉丝条件方面的区别。
其中常规棒拉丝温度约在2180℃~2220℃,O-RIC棒在2150℃~2200℃,掺F棒较稳定在2150℃。
显然拉丝温度方面,常规棒>O-RIC棒>掺F棒。
我们知道,在拉丝作业时,光棒芯层中的GeO 2存在以下热分解平衡:2GeO 2=2GeO+O 2当温度升高时,反应略微向右移,GeO浓度变大,而GeO的折射率小于GeO 2,使得芯层折射率n 1减小,Δ减小,因此λcf 有所减小。
常规棒与O-RIC棒截止波长基准值较高,因此需要提高拉丝温度来降低截止波长,但是依然会有小部分超标。
并且拉丝温度不能一味升高,否则会影响零色散波长与拉丝张力等参数。
而掺F棒因为基准截止波长较低,不需要改变拉丝温度来调整截止波长数据,因此拉丝控制更为稳定。
4.总结通过以上猜想与验证,从预制棒制备工艺角度出发,得出了改善光纤截止波长的几种方法:(1)采用传统多喷灯工艺,尽可能将预制棒P率控制平稳,降低B纤率。
但由于光纤自身结构参数问题,截止波长基准值较高,B纤率始终会居高不下。
即使做到如O-RIC棒那样平稳的外径与P率,B纤率依然在3.5%左右。
因此,仅靠调整预制棒沉积工艺无法彻底解决截止波长超标问题;(2)通过芯棒掺氟,保持Δ不变的前提下,降低芯包折射率n 1、n 2。
从而降低光纤截止波长基准值,扩大截止波长可波动范围,基本消除截止波长超标问题。
然而芯棒掺氟也存在一定的缺陷,掺氟需要使用四氟化碳(CF 4),反应会生成氢氟酸(HF),对设备、管道存在腐蚀性,废处理方面也会产生部分成本。
经验交流Experience Exchange[1] 陈炳炎.光纤光缆的设计和制造[M].杭州:浙江大学出版社,2011:196,21.参考文献作者简介金鑫峰(1990-),男,浙江杭州,暨南大学学士学位,现任浙江富通光纤技术有限公司工艺工程师,主要从事光纤预制棒制造工艺开发。