铸造的孕育剂种类及使用效果
灰铸铁孕育的几个问题

现有的消除白口能力强的孕育剂主要有含 Sr RE、Ca等元素的孕育剂,一般可确保在15~ 20 min内三角试片不出现白口,这对大多数产品
万方数据
2008/2现代铸铁I 37
来说已经足够。不过再强的孕育剂都存在衰退问 题,所以预防白口的关键是铁液孕育后如何尽快 浇注的问题,而加强随流孕育无疑又是其中最好 的办法。
launder and increasing stream inoculant amount is the best way to avoid inoculation effect fading.In order to avoid that the
stream inoculant couldn’t be melted completely due to addition amount being too large,the inoeulant addition amount of two
稀土孕育剂一般不单独使用,经常和Ba、ca 合成一种稀土一Ba—Ca孕育剂,在保留含Ba孕育 剂优点的基础上,脱氧能力更强,对高加(S)铁液 特别有效。但这种孕育剂加入量不能过高,否则 产品中叫(RE残)量过高,可能使铸铁结晶时产生 过冷,出现渗碳体组织。使用时必须严格控制用 量,最高用量不超过0.4%。稀土孕育剂价格也不 是太贵,只比含Ba孕育剂稍高,是值得选择的一 种孕育剂。
孕育剂的选择与使用

孕育剂的选择与使用
房敏;吴小雄;戎军;孙全友;刘佳平
【期刊名称】《金属加工:热加工》
【年(卷),期】2015(000)017
【摘要】目前,很多铸造工作者在实际生产中对如何正确选择和使用孕育剂仍感到很困惑,下面根据实际经验及生产中存在的问题,阐述铸造厂常用孕育剂种类,孕育剂选择及使用条件等方面的生产实践,供同行参考。
1.孕育剂的种类孕育剂的种类很多,目前常见的孕育剂大概有30余种,而铸造厂最常用的就10种左右。
下面重点介绍几种最常用的孕育剂。
【总页数】3页(P32-34)
【作者】房敏;吴小雄;戎军;孙全友;刘佳平
【作者单位】鹰普机械(宜兴)有限公司;鹰普机械(宜兴)有限公司;鹰普机械(宜兴)有限公司;鹰普机械(宜兴)有限公司;鹰普机械(宜兴)有限公司
【正文语种】中文
【相关文献】
1.高效孕育剂的选择研究
2.缸体缸盖铸件孕育剂及孕育工艺的选择和改进
3.缸体缸盖铸件孕育剂及孕育工艺的选择和改进
4.影响稀土类孕育剂使用效果的因素
5.科学地选择与使用润滑油添加剂是延长汽车使用寿命的有效途径──加拿大产“倍力抗磨节能剂”使用效果报告(一)
因版权原因,仅展示原文概要,查看原文内容请购买。
大孕育剂量多次孕育生产铸态高韧性球墨铸铁

孕育次数
( %)
2 2 3 3 1O . 12 . 13 . 1. 4
( %)
2. 0—2. 0 8 9 2. O一3, O 9 O 3. 0~3. 5 O O 3. 5—3. O O 1
缸梭 热工 l 加一
一.呈量蔓 圜 堡生
维普资讯
嘲
— ‰ 嘶
()硫 s与 4 稀土镁具有很强的结合力,铁液中的 持球罢铸铁质量的相对稳定性。 ()废钢 表面锈蚀严重及成分不明的合金刀头、 2
脂轮 、滚珠轴承等不得用 于球 墨铸铁生产 。
维普资讯
大 孕 育 剂 量 多 次 孕 育 生 产 铸 态 高韧 性 球 墨 铸 铁
徐 州锻压设备制造厂 ( 江苏 2 10 ) 张立权 20 4
我厂 自2 0世 纪 9 0年代 开始 生产铸 态铁 素体 Q 40 - 球墨铸铁 ,由于生铁、焦炭、 T 0- 1 -8 稀土镁硅铁合 金等原材料的产地 、 成分波动较大,配料不易控制,导
及低磷 ( <0 0 %)生 铁。其批量 不小 于 3 t W .6 0,以保
4 孕育处理 . 孕育剂加入量比经热处理生产球墨铸铁时多,随着 孕育刹量与孕育次数的增加,铸态铁索体球墨铸铁中的
铁素体含量增多 ,渗碳 体减少 ,韧性提高 ,见 F表。
孕 育次数和孕育剂加入曩对组织与性能的影响
球墨铸铁的生产处理方案 。
体的作用。W i 26 32 = .%一 .%时,其伸长率最高,W i s s
> .%, 34 伸长率则会急剧下降。
()锰 Mn 2 能溶于奥氏体和铁索体,促使形成珠 光体,易出现区域性偏析,为了能使铸态球墨铸铁具有
球化剂孕育剂培训讲义

才能达到足够的强度; • 通常白口宽度控制在铸件壁厚的1/4~1/7; • 铁水温度在1400~1430℃时,加入0.1%的
FeSi75可降低白口宽度1mm。
精品课件
球铁的牌号
• QT900-2/QT900-2A • QT800-2/QT800-2A • QT700-2/QT700-2A • QT600-3/QT600-3A • QT500-7/QT500-7A • QT450-12/QT450-10 • QT400-18/QT400-18A/QT400-18L/QT400-18AL • QT350-22/QT350-22A/QT350-22L/QT350-22AL
精品课件
孕育剂系列及其特点、适用范围
精品课件
精品课件
孕育剂的粒度
• 孕育剂的粒度根据铁液量、铁液温度及孕育 处理方法确定;铁液温度一般不应低于 1400℃
精品课件
炉内孕育和包内孕育方法
精品课件
瞬时孕育方法
精品课件
孕育效果的炉前检验与控制
• 三角试样法 • 根据孕育前后白口宽度的差值来决定孕育
• 含镁量6%、7%属中镁系列球化剂,多用于冲天炉、电炉双 联熔炼,或中频炉熔炼珠光体型铸态球墨铸铁铸件。根据铸 件壁厚和原铁水含硫量,确定合适的球化剂加入量,适用范 围广,球化处理工艺宽泛。
• 高镁系列球化剂,适合冲天炉熔炼、含硫量0.06%-0.09% 的铁液,加入量在1.6%-2.0%之间。
短小片状枝晶间石墨 呈有方精向品分课件布
星状(或蜘蛛状)与 短片状石墨混合均匀
分布
石墨长度的分级
精品课件
灰铸铁的孕育处理
孕育是以少量材料加入熔融金属 ,促进成核,以改善其组织和性 能的方法。加入的材料称为孕育 剂。常用的孕育剂是FeSi75,熔 点为1300℃,经孕育处理后的铸 铁称孕育铸铁。孕育铸铁的强度 、硬度比普通灰铸铁有显著提高 。孕育铸铁适用于对强度、硬度 和耐磨性要求较高的重要铸件, 尤其是厚大铸件,如床身、凸轮 、凸轮轴、气缸体和气缸套等。 灰铸铁的孕育处理
ht300 ht250等 化学 成分
④l 一镑欲.孕静¨.锈应l{3 <河北机械)1992年3—4期铸铁孕育实例数则天津大学王耷塑弓实例一:使用碳硅系孕育剂生产冰箱压缩机缸体灰口铸铁,铸态牌号为HT250,珠光体基体,石墨主要为A型,允许有D型和E型石墨。
用2t/h冲天炉,出炉温度l430—1460"C,炉料中废钢比例30 。
孕育剂为Inocul/n 10#,加入量0.3 ,颗粒度2—4mm,加入出铁槽冲入包中,孕育后化学成分:C 3.0-3.1 ,Si 1.6—1.8 ,Mn 0.7—0.9 ,P> 0.06 ,S<0.14 。
铸态强度达到270Nlmm。
,左右,经过退火后,成为铁素体基体,含有少量的珠光体,强度降至≥170Mlmm ,硬度120—160HB,以利上自动线加工。
退火工艺为740"C,保温3.5小时。
采用Inoculin 10#碳硅系孕育剂的孕育效果优于75 硅铁,尤其在抑制白口方面表现显著,对消除薄壁铸件的白口.改善断面的均匀性有很大好处。
实例二:使用钡硅铁孕育剂生产机床床身牌号HT300灰口铸铁,3.5t/h热风冲天炉熔化,出铁温度l45O—I480"C,用2.5t铁水包,在出铁槽冲入孕育剂,加入量0.4 。
孕育后铁水的成分为:C 2.8-3.1 ,Si 1.5—1.8 ,Mn 0.9—1.2 ,P< 0.2 ,S 0.06-0.12 。
与用75硅铁孕育相比,抗拉强度提高20—30N/ram ,硬度波动范围减少5O一7O ,铸件尖角部位卓谙*除,加工性能改善。
钡硅铁孕育衰退速度慢,到20分钟才出现衰退现象,对稳定铸铁质量有重要意义。
实例三:使用锶硅铁生产汽车发动机缸盖牌号为HT250灰口铸铁,冲天炉一电炉双联熔炼,孕育温度144O—I460℃,添加锶硅铁O。
2—0。
3 和铬铁0.5 ,粒度3—8ram,孕育后成分:C 3.1—3.4 ,Si 2.2—2.4 ,Mn 0.6—0.9%,P 0.05-0.O8 ,S 0.09—0.12%,Cr 0.4—0.7 ,Mo 0.25 ,Sn 0.06%。
调整孕育剂及其加入量改善灰铸铁制动盘缩松

调整孕育剂及其加入量改善灰铸铁制动盘缩松汽车制动盘是汽车制动系统中重要的安全部件之一,质量要求高,基本不允许存在任何缩松缺陷,但实际生产中很难做到铸件内部无缩松缺陷,尤其是在铸件结构壁厚差异过大的情况下。
常见缩松缺陷就是在铸件断面上出现的分散而细小的缩孔,这是在金属凝固收缩时,由于金属液未对铸件有效补缩而产生的缺陷。
解决缩松缺陷一般从化学成分、冒口补缩、孕育处理、孕育剂加入量、铸型刚度大小等几个方面分析。
但实际生产中必要时需要借助有效的问题分析方法,笔者采用鱼骨图的方法进行问题分析,最终从孕育剂特性极其加入量方面进行研究,简单有效地解决了某种制动盘产品铸件缩松问题,并进行了大批量生产实践。
1 问题描述1.1 产品结构制动盘结构如图1所示,内浇口开设在最大直径处,铸件壁厚随着与内浇口距离的增加而逐渐变厚。
从结构上来看,铸件从最大外圆处开始逐渐凝固,不利于浇注系统补缩。
实际生产过程采用无冒口工艺,但在图示位置上存在轻微的缩松缺陷。
1.2 化学成分产品质牌号为HT250,化学成分如表1所示。
孕育剂为0.43%的75%FeSi包底孕育, 0.05%的75%FeSi随流孕育,加入量根据铁液重量精准称量计算加入。
从表1的化学成分来看,碳当量较高,反石墨化的合金元素也较少,不易产生缩松缺陷。
图1 产品尺寸结构Fig.1 Product structure表1 化学成分(质量分数,%)Tab.1 Chemical composition (mass fraction, %)元素 C Si Mn P原铁液 3.36 1.760.650.03孕育后 3.34 2.100.650.03元素 S Cr Cu原铁液0.080.260.23孕育后0.080.260.231.3 缩松缺陷产品在精加工之后可见密密麻麻的小孔洞分布在较大范围内(见图2a),从外观初步判断可能是缩松缺陷。
为进一步确定,采用扫描电镜观察,该缺陷在截面上具有一定的深度,缺陷部位较为疏松、不密实(见图2b),且能够清晰看到孔洞内部形状不规则(见图2c),明显可以见到相当发达的树枝状晶的末梢,是铸铁凝固过程中,因液态收缩和凝固收缩不均匀,在最后凝固的部位形成的典型缩松、缩孔缺陷特征[1]。
浅谈孕育剂中的一些常见元素

以下是关于浅谈振动铸造熔炼过程中孕育剂类常见基本元素的分享。
在孕育剂中通常有一些常见元素,具体如下:Al(铝)铝在铸铁熔炼时将起脱氧剂的作用,会同溶解于铁液中的氧反应生成Al2O3。
这种氧化物会与SiO2形成硅酸盐相Al2O3.SiO2,或作为一种组份进入含钙硅酸盐相CaO.Al2O3.SiO2中。
不含钙硅酸盐的孕育作用有限,含钙硅酸盐相可促成较高的成核率。
加入小量铝可以提高Fe-C相图中稳定系的熔点。
增大稳定和亚稳定凝固之间的温度范围,并可在无任何太大亚稳定凝固危险的情况下允许铁水有较高的过冷。
这也使得铝是石墨一种的强稳定剂。
由于铁液中存在有铝,因而会增大对H的吸收,并可使较多的H含量溶解于铸铁液中。
H在铁水中的溶解度将随熔体温度的下降而降低,过量的溶解H可成为气孔或所谓的针孔进行脱溶。
这就是会使铸件机械性能和表面质量下降的铸造缺陷。
众所周知,在灰铁方面,Al是用来增加抗拉强度。
除了能促进H针孔的形成之外,Al还会因为氧化膜的包裹而造成缺陷。
在球铁方面,Al能促进蠕状石墨的形成,尤其是在厚大断面铸件情况下。
作为一种脱氧剂来说,应当记住的是:渣量也会随其含量的增加而增大。
Al的来源:Al镇静钢废料,孕育剂,铁合金,被炉料中有色金属废料的污染,故意加入。
通常的含量小于0.03%。
Ba(钡)在铸铁熔体中将起脱氧剂的作用。
Ba会同O反应,并生成为硅酸盐相BaO.Al2O3.SiO2和BaO.SiO2的组份之一的氧化物BaO。
这两种相都具有一个在尺寸方面仅与石墨稍稍不同的六角形晶体结构。
Ba 会以与钙相同的方式起作用,但它同氧的反应是发生在Ca同O的反应结束以后。
加Ba的优点是:含Ba的活化晶核在较长时间内都是稳定的,而且将使孕育剂更加抗衰退。
这样的结果就是一种能保持20分钟以上时间的孕育剂。
这样一种孕育剂在浇铸大件和常出现延迟的生产线方面是很有用的。
在灰铁和球铁这两种情况下,Ba能增加成核率。
在晶核具有长时间稳定性的球铁方面,这种作用就是高球数,即或在镁处理后不加孕育剂的情况下也如此。
艾肯开发新型含秘无稀土球墨铸铁孕育剂
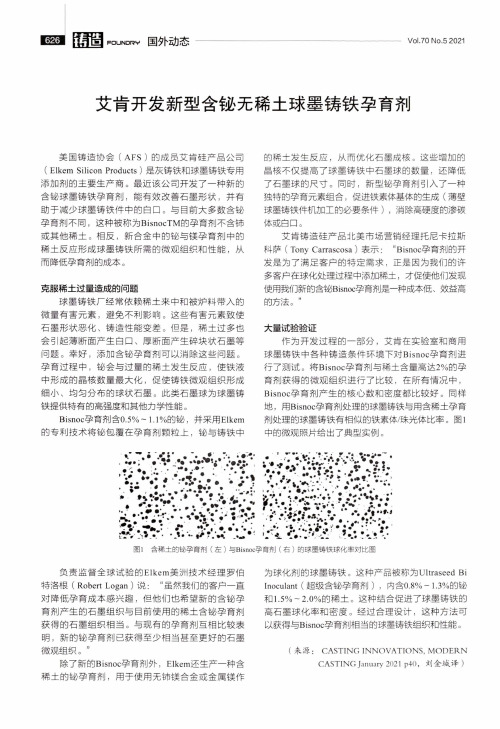
读估国外动态V ol.70N o.5 2021艾肯开发新型含铋无稀土球墨铸铁孕育剂美国铸造协会(AFS )的成员艾肯硅产品公司(Elkem Silicon Products)是灰铸铁和球墨铸铁专用添加剂的主要生产商。
最近该公司开发了一种新的含铋球墨铸铁孕育剂,能有效改善石墨形状,并有 助于减少球墨铸铁件中的白口。
与目前大多数含铋孕育剂不同,这种被称为BisnocTM的孕育剂不含铈或其他稀土。
相反,新合金中的铋与镁孕育剂中的稀土反应形成球墨铸铁所需的微观组织和性能,从 而降低孕育剂的成本。
克服稀土过量造成的问题球墨铸铁厂经常依赖稀土来中和被炉料带入的微量有害元素,避免不利影响。
这些有害元素致使石墨形状恶化、铸造性能变差。
但是,稀土过多也会引起薄断面产生白口、厚断面产生碎块状石墨等问题。
幸好,添加含铋孕育剂可以消除这些问题。
孕育过程中,铋会与过量的稀土发生反应,使铁液中形成的晶核数量最大化,促使铸铁微观组织形成细小、均匀分布的球状石墨。
此类石墨球为球墨铸铁提供特有的高强度和其他力学性能。
Bisnoc孕育剂含0.5%~ 1.1%的铋,并采用Elkem 的专利技术将铋包覆在孕育剂颗粒上,铋与铸铁中的稀土发生反应,从而优化石墨成核。
这些增加的晶核不仅提高了球墨铸铁中石墨球的数量,还降低了石墨球的尺寸。
同时,新型铋孕育剂引入了一种独特的孕育元素组合,促进铁素体基体的生成(薄壁 球墨铸铁件机加工的必要条件),消除高硬度的渗碳 体或白口。
艾肯铸造硅产品北美市场营销经理托尼卡拉斯科萨(Tony Carrascosa)表不:“Bisnoc孕育剂的开 发是为了满足客户的特定需求,正是因为我们的许多客户在球化处理过程中添加稀土,才促使他们发现 使用我们新的含铋Bisnoc孕育剂是一种成本低、效益高 的方法。
”大量试验验证作为开发过程的一部分,艾肯在实验室和商用球墨铸铁中各种铸造条件环境下对Bisnoc孕育剂进行了测试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造的孕育剂种类及使用效果
目前,用于处理灰铸铁的孕育剂品种繁多,但广泛应用的还是75硅铁。近
年来,对薄壁铸件的需求日益增多,对孕育处理的要求也更为严格,在铸铁碳当
量较低的情况下,采用含锶、钡、铋、锆或某种稀土元素的孕育剂,能较好地控
制薄壁处的白口倾向。还有报道说,采用含钡、铋和稀土元素的孕育剂,可减缓
孕育的衰退。此外,碳质孕育剂的应用近来也日渐增多。
关于孕育剂的选用,虽然已进行了大量的研究工作,但还不足以形成普遍
适用的准则,铸造厂需考虑自己产品的特点、参考其他单位的经验进行试验,并
考核供应厂商产品的质量,再根据试验结果作出最适合本企业条件的选择。
1.75硅铁
75硅铁是最常采用的孕育剂,其中的铝、钙含量对孕育效果有重要的作用,
有报道说,不含铝、钙的硅铁对灰铸铁的孕育作用很小,甚至没有作用。一般认
为:在铁液中,铝和钙会与氧、氮反应,形成高熔点的化合物,成为石墨结晶的
核心。而且,加入孕育剂后,铁液中可形成局部的富硅微区,有利于石墨析出。
采购孕育用硅铁时,不能不考虑其中铝和钙的含量。
对于作孕育剂的75硅铁,美国相关标准规定含铝量为0.75~1.75%,含钙量为
0.5~1.5% 。我国标准GB/T 2272-1987中有不同铝含量的75硅铁牌号,铝含
量的上限值分别为0.5%、1.0%、1.5%和2.0%,含钙量的上限值则为1.0%。但
是,铁液中的铝含量不能太高,加入0.01%的铝,就可能导致铸件产生皮下气孔。
选择孕育剂品种和确定孕育剂用量时,对此也应有所考虑。
2.含锶硅铁
含锶硅铁消除白口的能力很强,特别有利于改善薄壁铸件中石墨的形态和分
布状况,使不同厚度处组织的差别更小,过冷组织只见于铸件的表层。
目前,我国已有含锶硅铁供应,其中锶含量有0.6~1.0%和1.0~2.0%两种。一
般可选用含锶0.6~1.0%的品种,锶含量过高则不能充分发挥其作用。
含锶硅铁的加入量约为75硅铁的一半。
3.含钡硅铁
含钡硅铁也具有很强的促进石墨化的能力,可改善薄壁铸件中石墨的形态和
分布状况,而且还有减缓孕育衰退的作用,处理时的用量也少于75硅铁。有报
道说,加入过多的钡会使基体组织中铁素体含量增多,导致铸铁的强度降低。
目前,我国也有含钡硅铁供应,其中钡含量一般为4~6%。国外有研究报告称,
含铋的硅铁也具有与含钡硅铁类似的效果。
4.含锆硅铁
锆有脱氧作用,有利于提高铁液的流动性,能减轻铸铁的白口倾向,促成均
匀、细小的A型石墨。而且还有减缓孕育衰退的作用。我国也有含锆硅铁供应,
但目前采用者还很少。
5.硅钡合金
用含钡20~30%的硅钡合金作孕育剂,能显著降低铸铁的白口倾向,并可
使保持孕育效果的时间增至30min左右,特别适用于大型铸件。处理时,合金加
入量约为0.1%。
6.硅钙合金
硅钙合金虽有很强的孕育作用,但是,除制成包芯线应用外,用粒状合金作
铸铁的孕育剂并不太合适,其主要缺点是:
◆ 密度远低于铁液,易于飘浮而影响其与铁液的作用;
◆ 成渣倾向大;
◆ 孕育作用衰退快;
◆处理需用的加入量大,约为0.3~0.5%。
7.稀土孕育剂
稀土混合金属和稀土硅铁等含稀土金属的孕育剂,加入量适当时,孕育作用
很强,其效果可以是75硅铁的若干倍,能有效地消除白口,并减缓孕育作用的
衰退。如加入量过高,则可能使铸铁结晶时产生过冷,出现渗碳体组织。使用时
必须严格控制用量。
8.碳质孕育剂
碳质孕育剂主要用于铁液孕育前的预处理,一般都是结晶态的碳质材料。有
研究报告称:对于灰铸铁,以85~90%的冶金碳化硅效果最好,晶态石墨也有
效。预处理时的加入量一般为0.75~1.0%,应根据试验结果求得最佳值。