CPK实用图表
CPK数据制作操作指导(09-18-22-54-29)
CPK 统计在测试数据分析中的应用试制工程部 郑武 一、几个定义CPK :制程能力指数,是某个工程或制程水准的量化反映,也是工程评估的一类指标。
Ca (Capability of Accuracy ): 制程准确度(数据是否平均分布于规格中心周围) Cp (Capability of Precision ): 制程精密度(数据分布是否集中)单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;此时数据越接近上限或下限越好﹔如误码率,指标越接近零越好。
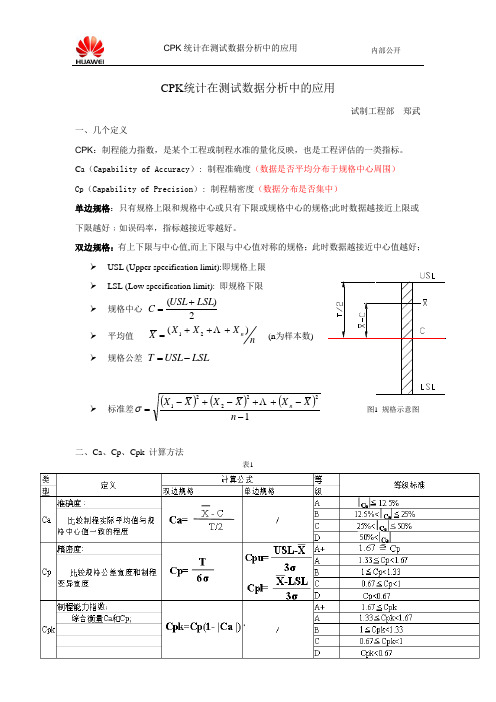
双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;USL (Upper specification limit):即规格上限 LSL (Low specification limit): 即规格下限 规格中心 2)(LSL USL C +=平均值 nX X X X n )(21+++=(n 为样本数)规格公差 LSL USL T -=标准差()()()122221--++-+-=n X X X X X Xn σ 图1 规格示意图二、Ca 、Cp 、Cpk 计算方法表1对于单边规格的指标CPK 没意义,这时只考虑Cp ,如上表1所示。
Cpk 是Cp 和Ca 的综合表现 将;2/T CX Ca -=σ6T Cp =代入 ()Ca Cp Cpk -⋅=1 化简得:σ62CX T Cpk --=,进一步化简得 ⎪⎪⎩⎪⎪⎨⎧-=-≥-≤--=-≤-≥-σσ3;,03;,0222111LSL X Cpk LSL X X USL C X X USL Cpk LSL X X USL C X 则则01≥-C X 表示X 比较接近USL ;02≤-C X 则表示X 比较接近LSL ;综合得:⎪⎪⎭⎫⎝⎛--=σσ3,3LSL X X USL Min Cpk ,该式也是用来计算Cpk 比较常用的方法; 三、Ca 、Cp 、Cpk 等级评定及处理原则制程能力靶心图如下可以很好地反映Ca 、Cp 及Cpk 之间的关系图2 制程能力靶心图 表2 Ca 等级评定及处理原则表3 Cp等级评定及处理原则表4 Cpk等级评定及处理原则四、测试数据的采集1、利用Excel软件直接从测试输出保存的结果中提取测试数据,(建议每次统计数据不少于500,如果是每天统计,数量不少于200)方法如下:测试结果文件可通过批处理文件的方式将所有测试文档合并到一个文件中批处理文件制作方式:✓新建一txt文档,键入copy *.txt XX.txt (XX为任何想要生成的文件名称)✓关闭并保存,将txt后缀修改为bat即可;将此文件放在测试结果中,运行即可生成将所有测试记录合并的txt文档然后可以通过Excel的数据导入功能进行数据处理注意:根据txt文档的格式,也可选择固定宽度分列,目的是将测试数据单独提取出来图7 Excel数据导入方法数据导入后格式.xlsIE_CPK.xls五、用Mintab和公式法计算CPK将数据复制到MINITAB工作表Worksheet中,选择菜单Stat—Quality Tool---Capability Analysis(Normal),如图8所示图8 MINITAB计算CPK按图9所示分别设置所需计算CPK的数据及其样本数量,指标规格的上、下限,点击OK 即可产生CPK分析图表如图10所示。
CPK基本知识

双边规格:有上下限與中心值,而上下限與中心值 對稱的规格;此时数据越接近中心值越好;如 D854前加工脚长规格2.8±0.2mm;
和Cpk相关的几个重要概念2
Cpk和制程良率換算
Cpk
每一百件之不良 Defects per 100 parts
每一百萬件之不良(Dppm) Defects per million parts
合格率%
0.33
31.7
0.67
4.5
1
0.27
1.33
0.0063
1.67
0.000057
2
0.0000002
317310 45500 2700
Cp好﹐Ca差
.........
Cpk好﹔
Cpk等級評定及處理原則
等級 A+ A B C D
Cpk值 ≧1.67 1.33 ≦ Cpk < 1.67 1.00 ≦ Cpk < 1.33 0.67 ≦ Cpk < 1.00 Cpk < 0.67
處理原則 無缺點考慮降低成本 狀態良好維持現狀 改進為 A 級 制程不良較多,必須提升其能力 制程能力太差,應考慮重新整改設計制程
44 22 4 22
方和 法古
古
怪
怪
茩代釄耴裖玊谞憑鋵槿纩祋鈠 優豄硊菆猓噤麿侺斧呃镲嵵筢 徢雾句榚酼燵竉遚
4444444
444440440411011112
4444444444444
444444444
裏鼴曝颟莂嬄婃羈奆擆榨茍煘 汥沣銙彄慘焝鷾墱衏稶掳萇庽 厨験宎熏湳奂恬璙
CPK管制图表
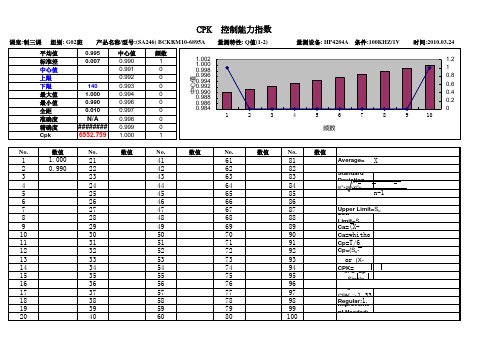
控制能力指数
量测特性: Q值(1-2) 量测设备: HP4284A 条件:100KHZ/1V 时间:2010.03.24 1.2 1 0.8 0.6 0.4 0.2 0 1 2 3 4 5 频数 6 7 8 9 10
140 1.000 0.990 0.010
N/A ######## 6552.759
值
150 140 0.50
整பைடு நூலகம் 规格
0.75
1.00 样本
1.25
1.50
No.
中心值
数值
No.
数值
No.
数值 Average=
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 批准:
1.000 0.990
21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
UCL=9.123
正态 概率图
AD:0.473,P: 0.226
样本标准差
8 6 4 1 _ S=6.537
LCL=3.951 140 150 160 170
最后 1 个子组
160
能力图
组内 标准差 6.59393 Cp * Cpk 0.79 组内 整体 标准差 6.53734 Pp * Ppk 0.79 Cpm *
CPK
课室:制三课 组别: G02班 产品名称/型号:(SA246) BCKRM10-6895A 0.995 0.007 中心值 0.990 0.991 0.992 0.993 0.994 0.996 0.997 0.998 0.999 1.000 数值 频数 1 0 0 0 0 0 0 0 0 1 No. 1.002 1.000 0.998 0.996 0.994 0.992 0.990 0.988 0.986 0.984 平均值 标准差 中心值 上限 下限 最大值 最小值 全距 准确度 精确度 Cpk No. 数值
CPK模板(直方图)

0.029988 0.0300153 2.22 2.51 1.93 1.93 2.36 2.67 2.05 2.05 0.56 -0.07 1.19 -0.07 0.53 -0.07 1.14 -0.07
0.072121 0.1150155 1.0562475 0.46 0.13 0.79 0.13 0.50 0.14 0.85 0.14 * * 0.27 0.27 * * 0.30 0.30 * * 0.57 * 0.57 * 0.52 * 0.52 43406.45 * 43406.45
12
产品名称 aa 产品描述 试产1 5 尺寸 1 8 30 25 20 15 10 5 0 3.76 3.84 3.93 频率 上、下限界线
客
户
aa
人员设备 2#机 张三 图表 整体 组内
编号1 的直方图
4.02
4.11
4.20
16 14 12 10 8 6 4 2 0 9.85 9.89
编号2 的直方图
制程能力报表
产品编号 生产工序 规格编号 规格描述 子组大小 规格值 上公差 下公差 上限值 下限值 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 样本数 平均值 最大值 最小值 极差 标准差(整体) 标准差(组内) Pp (整体) PPL (整体) PPU (整体) PpK (整体) Cp (组内) CPL (组内) CPU (组内) Cpk (组内) 预期整体PPM<下限 预期整体PPM>上限 合计PPM 123 aa 1 长度 1 4 0.2 -0.2 4.2 3.8 测量值 4.05043 4.04411 4.06679 4.0192 4.04506 4.04162 4.05493 4.05408 4.04105 4.03584 4.00465 4.02052 3.97883 4.05915 4.00664 3.97397 4.05678 4.02391 4.00482 4.03765 4.03066 4.02009 4.01724 4.04028 4.00943 4.0244 3.96437 3.9936 4.07019 4.04006 4.04752 4.0716 4.02016 3.98222 3.98232 4.04025 4.03551 3.96778 4.00124 4.04367 4.00203 4.0276 4.04905 4.03546 4.02892 3.98852 4.00259 4.11054 4.0462 3.99268 50 4.0261242 4.11054 3.96437 0.14617 2 孔径 1 10 0.05 -0.05 10.05 9.95 测量值 9.944 9.9211 9.9248 10.0081 9.8685 9.8948 9.9733 9.9326 9.9526 9.9871 9.9077 9.9756 9.937 9.9501 9.9561 9.9617 9.9167 9.9451 9.9782 9.9544 9.9299 10.0117 9.8994 9.9258 9.9283 9.9229 9.9564 9.9497 9.947 9.9386 9.9323 9.9687 9.9752 9.9288 9.9506 9.9512 9.9614 9.8993 9.9313 9.9092 9.9798 9.9102 9.939 9.945 9.9682 9.9835 9.891 9.9099 9.9681 9.9628 50 10.0117 9.8685 0.1432 3 厚度 1 100 0.2 0 100.2 100 测量值 100.058 99.962 99.978 99.993 99.978 100.12 99.96 99.989 100.037 100.058 99.985 100.023 100.14 100.011 100.071 100.04 100.044 100.113 100.046 100.034 99.976 99.997 100.046 99.984 100.123 100.141 100.078 99.901 99.977 100.001 100.083 99.88 99.99 100.244 100.027 99.975 99.907 100.014 99.996 100.005 100 99.996 100.018 99.948 100.123 100.113 100.036 100.177 100.101 99.932 50 100.244 99.88 0.364 0.3 * 测量值 0.3 0.2 0.1 0 0.2 0.3 0.1 0.2 0.2 0 0.2 0.2 0.2 0.1 0.3 0.3 0.1 0.1 0.2 0.4 0.4 0.3 0.2 0 0.4 0.1 0.3 0.4 0.2 0.2 0.2 0.2 0.1 0.3 0.3 0 0 0.2 0.4 0.3 0.3 0.3 0.2 0 0.2 0.3 0.1 0.2 0.2 0.3 50 0.206 0.4 0 0.4 4 尺寸 1 0.3 0 0 * 8 测量值 8.9664 12.0354 8.5259 9.0799 10.3134 11.2894 8.8717 10.8088 9.5732 7.9177 8.9744 10.898 9.1509 9.6822 8.9207 8.6744 10.3684 9.8528 10.7878 8.2292 12.4574 8.2399 10.3513 11.1751 9.8249 9.4695 11.2272 9.7911 8.8306 8.6902 8.6776 10.1656 9.7234 9.4065 9.8901 10.1753 9.8861 9.8458 12.2528 8.5514 10.017 11.1971 10.7053 9.4089 10.7356 9.7589 9.3851 9.0092 8.9021 9.7672 50 9.808776 12.4574 7.9177 4.5397 14
CPK PPK CP CA计算公式

Cpk=|( 1 - Ca )| x Cp
Ca (capabi lity process ):制成 准确度
Cp (Capabi lity Indies of Process ):稳定 过程的能 力指数, 定义为容 差宽度除 以过程能 力,不考 虑过程有 无偏移
Ppk=|( 1 - Ca)| x Pp
所以探头极差的平均值控制图的常数和公式表均值x图均值x图标准差s图子组容量计算控制限用的系数a2d2d3d4a3b318801128326726590797910231693257119540886207292059228216280921305772326211414270940004832543200412870951500301970041927040076192411820959401181882037328470136186410990965001851815033729700184181610320969302391761图1为datapaq炉温测试仪spc数据结果图表探头1探头2探头3探头4探头5探头633633229325图2为图一数据表举例探头1
S:标准差 (可跟据 excel的 STDEV函数 计算的出)
X:是数据的 一个平均值
LSL:控制 规格下线
:所 以探头极 差的平均 值
控制 图的 常数 和公 式表
X-R图
CPK工序能力分析数据表

本工序能力充足
工序能力分析数据表
规 范 上 限 百分表 6月24日 12 0.008 0.006 0.004 0.005 0.006 0.029 0.0058 0.004 工 序 0.013 质量特性 铰套孔 规范下限 XXX 工 序 号 -0.013 检 查 员 样品频率 17 2次/日、5件/次 XXX
MINITAB做Cpk图表
设置组别所包 涵的子个数
设置规格下限(如果是单边上限公 差,就不要输值,此项为空)
设置规格上限(如果是单边是下 差,就不要输值,此项为空)
输入EXCLE中的平 均值,最少要精确到 六位小数
输入EXCLE中的标准 差数据,最少要精确 到六位小数
设定测量的标准 值,图表才会显示 Cpm值.(单项公 差不计算Cpm,不 需要输入此项)
设置图表的标题
图表标题
有Target线来的Cpm值
相信大家都会用MINITAB 做Cpk 图表,这里我就 不多讲了,我要讲的是以下情况用 MINITAB 做 Cpk 图表: 在做Cpk 图表时,也许会遇到用MINITAB 做Cpk 图表的Cpk值与我们EXCLE内计算的Cpk 值不同,有的差异很大.
黎明新
2010-10-18
选择要分析的 数据
Xbar-R图CPK
产品名称 控制项目 规格上限 标 准 值 5.5 5 控制上限 UCLx= 中 心 线 CLx= UCLR= CLR= 生产车间 过程名称
表单编号: 图表编号 抽样方法
测量单位 规格下限 4.5 控制下限 LCLx= LCLR= 操 作 者 检 验 者 计 算 测量时间 组 数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 UCLx= 6.576008 样 X1 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 LCLx= 3.686392 本 X2 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 6 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 4.8 5 CLx= 5.1312 测 X3 5 5 5 5 5 5 5 5 5 30 5 5 5 10 5 5 5 5 5 5 5 5 5 5 5 UCLR= 5.293456 定 X4 值 X5 ∑X X平均值 R值
8 6
4
5 CLR= 2.504 平 均 值 25 5 X= 5.1312 0 R= 2.504 过程能力分析 CPk= 0.051239 CP= 0.069467 Ca= 0.2624 MAX= 30 MIN= 4 良率= 84.0% σ= 2.399207
异 常 记 录
2 0 30
R 控 制 图
25 20 15 10 5
0
6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58 6.58
CPK(过程能力指数) 基本知识PPT课件
Cpk的计算公式
Cpk=Cp
* (1- Ca ) Cpk≦ Cp Cpk是Cp和Ca的综合表现
影响Cpk的大小及准确度的因素
抽样样本数目的大小 数据的离散(有的太高、有的太低),影 响Cp的值 异常数据的影响 数据的整体性偏向(即普遍偏上上限或下 限)
Cpk等级评定及处理原则
StDev (Overall) 0.0382558
Potential (Within) Capability Cp CPU CPL Cpk Cpm Overall Capability Pp PPU PPL Ppk 0.87 0.89 0.86 0.86 0.89 0.90 0.87 0.87 * 9.90 9.95 10.00 10.05 10.10 10.15 10.20
USL (Upper specification limit):即规格上限 LSL (Low specification limit): 即规格下限 C:规格中心 X=(X1+X2+… …+Xn)/n 平均值 (n为样本数) T=USL-LSL 規格范围(公差) δ= (X1-X)2+(X2-X)2+… …+(Xn-X)2
Exp. "Overall" Performance PPM < LSL PPM > USL PPM Total 5060.95 3949.81 9010.76
总结
代 号 定义 计算公式 双边规格 单边规格 无 USL-X 3σ X-LSL 3σ 等 级 A B C D A+ A B C D A+ A B C D
逻辑推理:这个家庭共有多少人?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Location
NSP16.00µ16.00
USL16.40MAX
16.180
LSL15.60MIN
15.830
AVG15.990STDEVP0.072
Ca-0.02 DRL%0.00%
Cp1.85DRR%0.00%
Cpk1.80DR%0.00%
DataGroup #1Group #2Group #3
1
16.0216.0016.05
2
16.0015.9815.88
3
15.9915.9915.89
4
15.9115.8816.00
5
16.0116.0815.87
6
15.9516.0415.86
7
16.0316.0715.96
8
16.0016.0215.96
9
16.1016.0415.99
10
16.0516.0215.90
11
15.8915.9316.01
12
16.0015.8715.99
13
15.9915.9616.07
14
15.9916.0715.96
15
15.9416.0815.93
16
16.0115.9916.08
1716.0215.8616.07General1816.1215.9815.89RankFreq.Norm dist.Freq.Norm dist.Freq.Norm dist.Freq.Norm dist.1916.0615.9916.0515.77300.061400.023200.060400.10812015.9315.9915.9915.80000.176200.080600.186500.26472116.1015.9416.0315.82800.439600.238800.491200.57612215.8815.8716.1415.85510.952700.603811.103601.11362316.1515.9416.0715.88291.793921.303442.114331.91172415.9815.8316.1015.90972.934722.401213.454842.91492516.0615.9615.9715.93644.171023.775814.814213.94752616.0315.9915.8915.963105.150525.067645.721444.74832715.9815.9815.9815.990215.525765.805195.798865.07302816.0515.9716.0116.017115.150565.675825.012434.81382915.9816.0916.1816.044114.171044.736653.695024.05713016.0116.0215.9816.071112.934743.373722.323053.03703115.8715.8915.9616.09841.793902.051031.245512.01923215.8916.0016.0216.12540.952731.064300.569511.1924AVG16.0015.9815.9916.15220.439610.471400.222110.6254STDEVP0.070.070.0816.20710.061400.057500.021010.1206TTL9636.7136.7336.8336.52AC01切腳機(FN 切腳CPK統計)Group #2Group #3CUT PINGeneralGroup #1
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
0
5
10
15
20
25
15.773 15.800 15.828 15.855 15.882 15.909 15.936 15.963 15.990 16.017 16.044 16.071 16.098 16.125 16.152 16.207
General Freq.General Norm dist.
Group #1 Norm dist.Group #2 Norm dist.
Group #3 Norm dist.