GDK雕铣电主轴使用说明书
数控铣床功能说明书
数控铣床操作面板介绍1. CRT/MDI面板CRT/MDI面板CRT/MDI面板各键功用说明功能说明RESET 复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等OUTPT 输出START 启动键按下此键,CNC开始输出内存中的参数或程序到外部设备地址和数字键按下这些键,输入字母、数字和其它字符INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC 内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC内CAN 取消键按下此键,删除上一个输入的字符CURSOR 光标移动键用于在CRT页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGE 页面变换键用于CRT屏幕选择不同的页面↑:向前变换页面↓:向后变换页面POS 位置显示键在CRT上显示机床现在的位置PRGRM 程序键在编辑方式,编辑和显示在内存中的程序在MDI方式,输入和显示MDI数据MENU、OFSET 刀具偏置数值和宏程序变量的显示的设定DGNOS、PRARM 自诊断的参数键,设定和显示参数表及自诊断表的内容OPRALARM 报警号显示键,按此键显示报警号AUXGRAPH图象、图象显示功能2. 下操作面板下操作面板操作面板各开关功用说明功用说明CNC POWER CNC电源按钮、按下ON接通CNC电源,按下OFF断开CNC电源CYCLE START 循环启动按钮(带灯)在自动操作方式,选择要执行的程序后,按下此按钮,自动操作开始执行。
在自动循环操作期间,按钮内的灯亮。
在MDI方式,数据输入完毕后,按下此按钮,执行MDI指令FEED HOLD进给保持按钮(带灯)机床在自动循环期间,按下此按钮,机床立即减速、停止,按钮内灯亮MODE SELECT方式选择按钮开关EDIT:编辑方式AUTO:自动方式MDI:手动数据输入方式HANDLE:手摇脉冲发生器操作方式JOG:点动进给方式RAPID:手动快速进给方式ZRM:手动返回机床参考点方式TAPE:纸带工作方式TEACH:手脉示教方式BDT 程序段跳步功能按钮(带灯)在自动操作方式,按下此按钮灯亮时,程序中有“/”符号的程序将不执行SBK 单段执行程序按钮(带灯)按此按钮灯亮时,CNC处于单段运行状态。
铣床设备操作说明书
在加工物件中﹐為了使物件表面更平整﹑光滑﹐在加工中可以使絲杆打自動﹐但要注意進刀量及速度。控制自動絲杆的手柄在右邊﹐可來回自動移動﹔調速按鈕在手柄的下方﹐一般速度控制在1-2的范圍內﹔還有加速按鈕可提高來回運轉速度。
六﹑主軸剎車的功能及事項﹕
剎車操縱杆可在任何方向移動使主軸停車﹐當鎖緊主軸時操縱杆將可左右移動﹐然后升起﹐當電機開動前剎車必須松開﹐這點很重要﹐否則當剎車處于鎖緊的位置而又開動電機﹐則會使電機損壞。
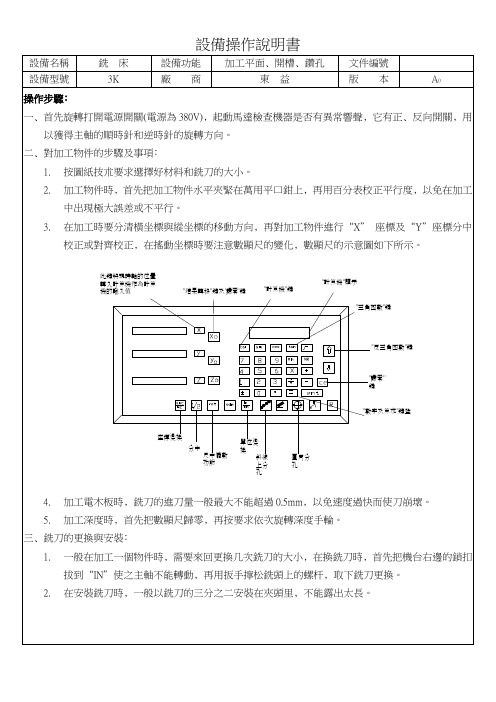
3.在加工時要分清橫坐標與縱坐標的移動方向﹐再對加工物件進行“X”座標及“Y”座標分中校正或對齊校正﹐在搖動坐標時要注意數顯尺的變化﹐數顯尺的示意圖如下所示。
4.加工電木板時﹐銑刀的進刀量一般最大不能超過0.5mm﹐以免速度過快而使刀崩壞。
5.加工深度時﹐首先把數顯尺歸零﹐再按要求依次旋轉深度手輪。
注意事項
1.加工物一定要夾緊且平行﹐以免傷到他人。
2.在換好刀后﹐一定要用手旋轉主軸是否能夠運轉﹐檢查鎖扣是否歸位。
3.銑刀還在運轉時不能取加工物。
4.在加工鐵﹑鋁塊時﹐要注意添加液化油﹐以免銑刀被磨損。
5.在操作時禁止戴手套。
6.禁止一機兩人操作關。
7.出現任何故障﹐請立即關掉電源開。
核 准
審 核
三﹑銑刀的更換與安裝﹕
1.一般在加工一個物件時﹐需要來回更換几次銑刀的大小﹐在換銑刀時﹐首先把機台右邊的鎖扣拔到“IN”使之主軸不能轉動﹐再用扳手擰松銑頭上的螺杆﹐取下銑刀更換。
2.在安裝銑刀時﹐一般以銑刀的三分之二安裝在夾頭里﹐不能露出太長。
核准
審 核
制 作
日 期
設備名稱
銑 床
設備功能
加工平面﹑開槽﹑鑽孔
文件編號
数控雕铣机床操作规程
数控雕铣机床操作规程
《数控雕铣机床操作规程》
一、目的
本规程的目的是规范数控雕铣机床操作流程,提高操作人员的安全意识和操作技能,以确保设备的安全性和工作效率。
二、适用范围
本规程适用于所有使用数控雕铣机床的操作人员。
三、操作前准备
1. 操作人员需了解数控雕铣机床的基本结构、性能特点和操作流程。
2. 检查设备开关、紧固螺丝、油润情况等,确保设备完好无损。
3. 确定工件的加工尺寸、加工工艺和刀具使用。
四、操作流程
1. 打开电源并进行设备自检。
2. 启动数控系统,输入加工程序,确保程序正确无误。
3. 设置加工参数,包括刀具速度、进给速度、加工深度等。
4. 将工件夹紧于工作台上,并进行定位和夹紧。
5. 启动主轴,进行试切和试运转,检查加工前是否正常。
6. 开始加工,随时检查加工情况,确保加工质量和安全。
7. 加工结束后,关闭主轴和数控系统,清理工作区域。
五、注意事项
1. 操作人员应严格遵守设备操作规程,按照操作步骤进行操作。
2. 加工过程中,要保持专注,随时留意设备运行情况,严禁开玩笑或大声喧哗。
3. 操作人员要定期对设备进行维护和保养,确保设备长时间稳定运行。
4. 在异常情况下要及时停机检修,不得擅自进行维修操作。
5. 离开设备和工作区域时,要保持设备和工作台清洁整齐,防止滑倒和撞伤。
六、结束语
本规程旨在规范数控雕铣机床的操作流程,提高操作人员的安全意识和技能水平。
操作人员必须严格遵守规程,确保设备的安全性和工作效率,为企业的发展做出贡献。
数控雕铣机床操作规程
数控雕铣机床操作规程数控雕铣机床操作规程一、设备准备1. 开机前确认操作台上无杂物,机床各部位无损坏现象,切勿进行任何修补工作。
2. 检查电源线是否牢固连接,切勿拉扯电源线。
3. 检查机床液压系统油量并加油,保证油位在规定范围内。
4. 检查机床润滑系统油路及油量,并及时补充润滑油。
5. 检查机床冷却系统的供水管路及水量。
6. 检查机床气源系统压力是否正常。
7. 检查机床程序及相关工具是否准备齐全。
二、操作步骤1. 打开电源,按照机床操作面板上的操作程序进行操作。
2. 按照机床程序要求放置工件,并进行夹紧。
3. 根据机床操作要求进行刀具装夹。
4. 打开机床设备冷却系统,保证切削过程中满足冷却要求。
5. 进行加工前,根据待加工工件的尺寸要求,正确选择加工速度和切削深度。
6. 根据机床操作程序,进行加工操作。
7. 加工过程中,严禁手指向工件区域伸入,切勿用手触摸切削刀具。
8. 加工完毕后,关闭机床设备冷却系统。
9. 根据机床操作程序,进行卸载工件及切削刀具。
10. 进行设备和操作台的清洁和维护。
三、安全操作要点1. 操作过程中,严禁将脸部、手部及其他身体部位靠近切削刀具。
2. 加工过程中,时刻注意观察机床运行情况,如发现异常情况,应立即停机检修。
3. 加工完毕后,应将机床设置为初始状态,切勿让空转的切削刀具与工件发生碰撞。
4. 严禁将手指伸入机床工作区域,以免造成伤害。
5. 加工过程中,应保持专注,不得随意离开操作台。
6. 如果需要更换加工程序或进行维修保养,应关闭电源并断开电源插头。
7. 维护时,应按照设备规定的周期和方法进行,切勿随意更换零部件。
8. 操作完毕后要关闭电源,并将机床清洁干净。
四、注意事项1. 未经培训和授权的人员,禁止操作数控雕铣机床。
2. 遵守操作规程,按照机床操作程序操作。
3. 熟悉机床的相关维护保养知识,并按照规定进行维护。
4. 严禁将机床用于非法用途或超出其工作能力范围的操作。
通用雕刻机使用说明书

操作说明书目录1.雕刻机控制软件(ncstudio)安装设置说明 (2)2.精雕软件与诺诚转换软件 (7)3.材料固定与加工 (8)4.雕刻各种材料对刀具的选择 (13)5.雕刻机控制系统注意事项 (14)6.精雕软件做各种路径对刀具的选择 (15)7.雕刻机各种刀具的雕刻速度 (16)8.雕刻机常见故障与维护 (18)一、NC控制PCI卡(维宏卡)的安装:1.在配件箱里可以看到PCI卡、数据连接线PCI卡的安装,安装位置如下图所示2.软件安装。
(1)插入随机光盘,在光盘中找到Ncstudio安装包,双击解压。
(2)在解压后的文件夹中找到,双击运行,安装软件。
(3)安装驱动。
安装完成后,不必重启计算机。
我的电脑右键→选择属性→系统属性里面选择硬件→选择设备管理器。
鼠标右击,选择扫描检测硬件改动(A)弹出新硬件向导搜索到PCI卡→默认点击下一步→自动安装PCI卡驱动→安装完成→NC可以正常使用!3.雕刻机机床参数设置(1)厂商参数参数设置。
打开软件,点击系统参数→厂商参数输入口令NCSTUDIO.,进入参数设置界面。
根据您的机器来设置,如下来填写对应项!!!对刀块厚度()mm;固定对刀块坐标X()Y()电机参数:Z轴最大速度(1000)毫米/分钟(2)加工参数设置,点击系统参数→加工参数。
进入加工参数设置界面勾选以下三项适合您机器的速度为:其余参数为默认设置即可!注:参数修改完成以后一定要点击应用!设置完成后机器通电后便可以移动了(注意Z轴要在安全高度,四周无障碍物,避免碰撞!)!二、精雕软件与诺诚转换器1.精雕软件:解压光盘中的这个文件,然后打开文件夹,把发送到桌面就可以直接使用了。
无需安装。
2.诺诚转换器(维宏软件无法兼容精雕的ENG格式路径,所以要用这个转换软件转换成nc代码,然后导入维宏软件,进行加工。
)解压光盘中的这个文件,然后打开文件夹,把发送到桌面就可以直接使用了。
无需安装。
三、材料固定与加工。
铣床操作说明书

銑床操作說明書1.將機臺電源開關(33)打開;正反轉開關(30)轉到for正轉位置上;2.校正機臺主軸(8)的垂直度及虎鉗平行度,並把虎鉗牢固的鎖緊在工作平臺(10)上;3.放兩個高度合適的墊塊在虎鉗上(墊塊高度取決於將工件高出虎鉗高度有利於尋邊器作業,並且虎鉗夾持部分要超過工件厚度一半以上),將工件放在墊塊上,轉動虎鉗手柄將工件平穩的固定在虎鉗上.4.選擇合適的套筒夾,把尋邊器裝于機臺主軸刀杆頭(9)內,將高低速轉換開關(38),轉至H 檔,主軸轉動開關(22)打到轉動位置,轉動主軸變速開關(e) ,將轉速調整在500rpm~550rpm之間,對工件進行尋邊(根據圖紙要求把工件分中或者尋單邊);5.以分中尋邊方式進行加工,轉速調好后打開緊急停止開關(d),按下電源開關(a),再將主軸轉動開關(b)打開,尋邊器由主軸帶動轉起來,開始尋邊,用手搖動左右,前后移動搖動搖桿(13),(16)先尋A,B邊,尋好后Y軸歸零,再尋BC邊,尋好后X軸歸零,轉過來尋CD邊,尋好后分中Y軸,最后尋DA邊,再分中X軸,這樣分中尋邊就尋好了,0,0一般與模具中心線重合,如果不重合,將其移至模具中心線歸零。
注意在分中時應多次尋一條邊,尋好后再尋下一邊,以保證尋邊更加準確;6.根據工件的材質和開槽的大小選擇合適的銑刀,裝夾在主軸夾頭內,裝夾刀具凸出長度應盡量減小,但不可夾持刀具刃口,刀具裝夾時需夾緊牢固;7.根據刀具的大小及工件的材質選擇適當的轉速,先在工件頂面碰刀,先將銑刀直徑1/4面積對於工件上,然后用手慢慢均勻向上搖動上,下移動搖杆(35),用力不可過猛,以免損壞刀具或工件,待碰刀后將Z軸歸零,然后下降約1~2mm,接著用手搖至上次歸零處0.05~0.08mm處.再半條半條的進刀,待剛好進半條時碰到工件為準,再次將Z軸歸零,這樣Z軸碰刀完成;8.進行開-槽,按下主軸轉動開關(b),根據銑刀大小,工件材質和開槽深度進行銑削工作,注意深度不能一次性到位,應分兩次或兩次以上階段進行加工(包括側壁加工),注意預留餘量給磨床加工,一般留單邊0.15mm,然后根據圖紙要求進行其它的孔穴加工(具體加工方法可參考銑床組教育資料);9.在銑削過程中注意刀具是否有異常現象,如果有異常情況應立即停機,進行修磨或更換刀具,不可繼續使用已磨損或破損的刀具;10.加工過程中選擇適當的切削液,以減少刀具磨損.注意事項:1.在整個加工過程中,不可載手套,應穿工作服、安全鞋,對於加工過程中有鐵屑飛濺時應作好眼睛的保護工作;2.加工過程中不能用手或碎布等雜物接觸正在轉動的刀具,在清理鐵屑時要確保刀具完全停止運轉才能清除鐵屑;3.銑床運轉過程中不得變動高低速轉換杆(38);4.銑床高速擋轉速不可低於450rpm,不可高於3600rpm,低速擋時不可低於60rpm,不可高於480rpm;5.在加工過程中每加工完一個步驟,需將工件毛邊打乾凈,虎鉗虎口板擦拭乾凈,再進行下一步操作;6.為保證精度,在加工時應多次測量工件,以求將誤差減到最小;7.各光學尺在打掃衛生時,不可用風槍吹拭(以免影響精度),打掃時用羊毛刷將鐵屑等雜物清掃乾凈,然后用抹布擦拭乾凈即可;8.機臺其它地方打掃時,可先用風槍吹拭,再用抹布擦乾凈.。
数控铣雕机操作方法

数控铣雕机操作方法数控铣雕机是一种高精度、高效率的加工设备,常用于金属、木材等材料的雕刻和铣削。
下面将详细介绍数控铣雕机的操作方法。
1. 材料准备首先需要准备要加工的材料,如金属板、木材板等。
根据加工需求选择合适的材料规格和厚度,并进行必要的修整,确保材料平整。
2. 设计制图根据加工要求,使用专业的CAD(Computer-Aided Design,计算机辅助设计)软件进行设计制图。
通过软件中的绘图工具绘制加工轨迹和雕刻图案,并确定好加工深度和刀具路径等参数。
3. 导入程序将设计制图的文件导入数控铣雕机控制系统。
可以通过U盘、网络传输等方式进行文件传输,确保文件的正确性和完整性。
4. 安装夹具和夹具夹持将加工材料固定在数控铣雕机工作台上,可使用夹具进行固定。
夹具应牢固可靠,确保加工过程中不会发生材料移位,影响加工精度。
5. 刀具选择与安装根据加工要求和设计制图确定所需的刀具类型、尺寸和切削参数。
将选好的刀具安装在数控铣雕机的主轴上,并进行必要的调整,确保刀具安装牢固,不会出现松动。
6. 参数设置根据加工要求和设计制图,在数控铣雕机控制系统中设置相关的加工参数。
包括切削速度、进给速度、刀具转速、加工深度等参数,确保加工效果符合要求。
7. 机床上电操作人员先将数控铣雕机开关调到“关”状态,然后插上机床电源线,确认电源正常后再调到“开”状态。
此时等待机床运行自检完成。
8. 数控程序输入将之前导入的加工文件按照顺序输入到数控铣雕机控制系统中。
确保程序输入正确,避免错误导致加工偏差。
9. 运动坐标设置根据加工要求,在数控铣雕机控制系统中设置工件坐标系和刀具坐标系。
根据机械坐标系和加工坐标系之间的转换关系,确保刀具在正确位置进行加工。
10. 手动演示在确定加工路径和参数正确的前提下,可以进行手动演示。
操控数控铣雕机手轮或使用控制系统的手动模式,将刀具移动到加工起点,观察刀具的移动轨迹是否与设计制图相符。
11. 零点设置确定加工起点后,使用数控铣雕机控制系统提供的坐标设置功能,将刀具定位到加工起点,将当前位置设置为零点。
广旭数控雕刻机2022版说明书

敬告/Important:公众服务号欲了解更产品信息,请扫一扫。
For more information, please scan.请到广旭全国各地产品体验中心实地参观样机。
生产基地:杭州市余杭区闲林工业园区嘉企路14号服务热线:4008 260 855http:// https://4008 260 855雕刻机 / 数控加工中心系列光纤激光切割系列 / 金属字加工成套设备系列03 / 2022 Edition企业简介:广旭数控源起于2009年,前身是由合肥洛铭机电设备有限公司、南京杰钒机电设备有限公司、苏州杰钒机电设备有限公司和杭州朗泰机电设备有限公司等组成,于2010年完成合并重组,总部设立在杭州。
经过十多年的发展,已经完成了向“智造生产型”企业和建立自主品牌模式转型升级,公司于2015年通过CE认证和ISO9001国际质量管理体系认证;2016年被浙江省科学厅评定为浙江省高新技术企业,是中国广告协会认定的广告设备、器材优选供应商和中国广告设备、器材自主创新企业。
2020年被评为国家高新技术企业。
20年来,广旭数控陆续设立上海广旭、杭州广旭、广州广旭、深圳广旭、苏州广旭、南京广旭、合肥广旭、成都广旭、重庆广旭、湖南广旭、武汉广旭、沈阳广旭、温州广旭、吴江广旭等10多家分公司和2家大型雕刻机、光纤激光切割设备生产制造企业,是国内少有的跨区域的大型企业,累计为超过30000多家的用户提供贴心服务。
公司产品线包括雕刻机/加工中心系列、光纤激光切割机系列、金属字加工成套设备系列,服务行业涉及木工家具制造、工艺礼品、玉石雕刻、广告标识、服装面料、皮革加工、电子治具、建筑模型等十几个行业领域。
公司愿景:做全球最具竞争力的标识数控设备服务商。
核心理念:君子怀德而志广,旭日通明而光大。
经营理念:精密智造,精心服务。
服务理念:专业、专注、专心。
GXUCNC originated in 2009, formerly consists of Hefei Luoming Mechanical and Electrical Equipment Co., Ltd., Nanjing Jiefan Mechanical and Electrical Equipment Co., Ltd., Suzhou Jiefan Mechanical and Electrical Equipment Co., Ltd. and Hangzhou Langtai Mechanical and Electrical Equipment Co., Ltd. Complete the merger and reorganization in 2010,the headquarter is located in Hangzhou. After more than 10 years of development,It has completed transformation and upgrading of the "intellectual-manufacturing-oriented" enterprises and the establishmentof autonomous products Brand. Our company has passed the CE certification and ISO9001 international quality management system certification in 2015;assessed as high-tech enterprises in Zhejiang Province by the Zhejiang Provincial Science and Technology Department in 2016, accredited as prior suppliers of advertising equipment and apparatus and independent innovative enterprises of China's advertising equipment and apparatus by China Advertising Association. In 2020, it will be rated as a national high-tech enterprise.In the past 20 years, Guangxu CNC successively established more than 10 branches such as Shanghai GXUCNC, Hangzhou GXUCNC, Guangzhou GXUCNC, Shenzhen GXUCNC, Suzhou GXUCNC, Nanjing GXUCNC, Hefei GXUCNC, Chengdu GXUCNC, Chongqing GXUCNC, Hunan GXUCNC , Wuhan GXUCNC, Shenyang GXUCNC, Wenzhou GXUCNC, Wujiang GXUCNC and two large-scale equipment manufacturing enterprises, is a domestic rare large-scale inter-regional chain enterprises, cumulatively provide with attentive service for more than 22,000 users.Company's product line includes CNC router/ machining center series, fiber laser cutting machine series, metal word processing complete sets of equipment, service industries involved in a dozen of industries such as woodworking furniture manufacturing, craft gifts, jade Sculpture, advertising logo, apparel fabrics, leather processing, electronic governance, building models.Company Vision: To be the most influential and competitive enterprise in China's industry.Core concept: A gentleman with morality and a broad mind, the rising sun is bright and shine.Business philosophy: Precise Machining & Attentive Service.Service concept: professional, focused, concentrate.01加工尺寸/ Working Area:主轴功率 / Total Spindle Power:传动方式/ Transmission Mode:导轨/ Guide rail:主轴电机/ Spindle motor:对刀装置/ Feeler device:工作台面/ Working table:驱动系统/ Drive system 控制系统/ Controlling System 空行速度/ Running Speed:重复定位精度 / Repeat position accuracy:加工精度 / Processing Accuracy:工作电压 / Power Supply:整机重量 / N.W.:2440×1270mm 7.5Kw(9.0Kw 选配)采用进口高精度滚珠丝杠传动 / Imported ball screw 进口线性直线导轨 / Imported linear guide 水冷自动换刀主轴 / Water-cooling ATC spindle 自动表面探测器 / Automatic Surface Detector 分区真空吸附台面 / Partition vacuum adsorption table伺服 (Servo)SYNTEC / Siemens 18m/Min.0.02mm ±0.05mm AC380/50Hz 2500Kg技术参数/ Technical Parameters:机器特点 :■ 维宏工控系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GDK系列电主轴使用说明书
感谢您惠购我公司产品,为了更好了解和使用GDK系列电主轴,正确的安装和维护本产品,请在装机使用前请仔细阅读说明书。
掌握GDK系列电主轴使用的性能后,再进行安装、调试。
GDK系列电主轴是一种机床主轴与主轴电机融为一体的新技术,是数控雕刻机床的主要功能部件。
它采用了机电一体化新技术、新工艺、新材料,具有变频无级调速、噪音低、运转平稳、可靠和较好的负载特性。
用于高速钻铣削和雕刻机床。
一、安装和使用
1、GDK系列电主轴的工作环境温度通常为-10℃~40℃。
2、安装前首先用手转动电主轴轴头,应手感灵活,无阻滞现象。
3、用500V的摇表检查定子绝缘电阻不低于50MΩ。
4、将2、3检验符合要求的电主轴装入机座内,严格按照电主轴安装位置图安装,旋紧螺钉,主轴装入机座内不得松动。
5、电主轴存放或停用6个月后,须重新更换新油脂后方可使用,否则将影响电主轴寿命。
6、正确连接电主轴进出水管接头,检查连接处是否漏水和通畅。
水冷电主轴开机后至停机的中间,须常通循环冷却液进行冷却;冷却液水量按2升/千瓦·分钟计算,冷却液最低流量不小于5升/分钟;冷却液要求使用单独水箱并添加防锈剂,冷却液要求每月定期更换;冷却液严禁与切削液混合使用,以防止切削液里的切削和污垢进入水冷电主轴冷却水道,堵塞水冷电主轴冷却水道,造成电主轴发热烧坏。
水温控制5℃-25℃,精密加工机床要求恒温20±2℃。
7、为了延长电主轴的轴承使用寿命,要求电主轴运转时必须使用气封。
气封在电主轴轴承的前端形成高压腔,防止切削液和切削粉尘进入轴承,造成轴承损坏。
气封的压力为1-2个大气压。
气源为经过油、水分离装置的洁净空气。
电主轴运转时严禁将轴头浸入冷却液内加工。
8、电主轴必须与变频器配套使用,变频器选用应与电主轴的电压、功率、频率等范围相匹配。
设置变频器首先设置变频器的基准频率,变频器的基准频率按电主轴的最高频率设置,如变频器的基准频率不设置(变频器的基准频率在出厂时设置为50Hz),开始运行时电主轴马上会烧坏;变频器的最高频率、转折频率和对应的电压按使用说明书中的曲线对应设置;变频器的电流按电主轴的额定电流设置;过载电流按电主轴的额定电流120%设置;过载跳闸等级按100%设置,过载跳闸时间按5s设置;载波频率按电主轴的功率大小设置,小于10 kw电主轴按8kHz设置,大于10kw电主轴按5kHz设置;升速、减速时间按10s~20s设置,如遇到起动电流超过额定电流而保护时应延长升速时间;输入/输出缺相保护应设置在能保护变频器和电主轴的功能上。
9、将变频器与电主轴三相电源连接,其中变频器的三相电源线应焊接在插头1(U1)、2(V1)、3(W1)脚上,4脚为地线。
然后变频器与外接电源连接。
接通电源后变频器点动,观察电主轴的旋转方向是否与电主轴指示方向一致,如旋转方向不一致应立即关机,调换变频器与电主轴连接三相电源上的两根即可。
电主轴严禁在错误的旋转方向上运转。
注意电源线应采取防水及屏蔽措施。
电主轴与变频器连线不宜超过25m。
水冷电主轴的电源线与接线座连接时,要求电源线在接线座的下面弯成U形后固定,再与接线座接线,防止电源线的冷凝水进入接线座。
采用屏蔽电源线防止电源对变频器进行干扰。
10、为延长电主轴的使用寿命,新主轴或更换新轴承的主轴应在转速范围内低速运行8h后再升速,避免直接高速运转而缩短轴承的使用寿命。
在休假日后,开机使电主轴空载运转半小时后,再开始工作。
11、电主轴在安装弹簧夹头时,应清除干净轴头内孔及弹簧夹头表面的污垢,以免降低精度,装拆时弹簧夹头不应装有刀具,以免损坏刀具,注意夹紧夹头时禁止用力过猛。
12、电主轴停机时,应先关断电源,待完全停转后再关断冷却,如果停用时间较长时,应用压缩空气将冷却管道中的残余冷却液吹干净。
13、电主轴的主轴电机的使用寿命保质期为一年。
轴承的使用寿命保质期:国产为1000h,进口为2000h。
如果用户没有正确使用,造成轴承进液和切削粉尘而损坏,由用户承担轴承的维修费用。
14、电主轴属精密产品,运输、保管及使用中严禁磕碰,特别是轴伸端。
二、维护和保养
1 、电主轴运行中发出异常声音或振动特别大时,应立即停机检查轴承,必要时须更换新轴承。
当运行中发出异常气味或突然停转,应立即切断电源,用摇表测量定子对地电阻及三相电阻,绝缘电阻丧失为定子烧坏,应回厂更换定子。
2 、电主轴应定期更换润滑脂。
由专业培训维修人员来更换。
3 、电主轴不允许用任何机械方式在轴端强行制动。
4 、电主轴须维修时,应由专业培训维修人员或回厂由我公司修理。
三、维修时应注意的事项
维修人员须经过专业培训后才能上岗,维修场所必须清洁,应有严格防尘措施,拆装电主轴时应使用专用工具,严禁硬打硬敲,以免损坏零件。
1 、电主轴拆卸
⑴:拆下水嘴座,去除定子与接线座的引线后,再拆下后盖及后螺母。
⑵:拆下前防尘罩,拧下前螺母,拆下前盖。
⑶:将转子轴组件在压力机上向前压出机壳及前端盖。
⑷:将后轴承组件从机壳上取出。
⑸:将前轴承组件从转子轴中压出。
⑹:(若只换轴承,不换定子,此步骤省略)拆下前端盖(注意:装配时前端盖和机壳在圆周上有方向关系),将定子从机壳内取出,严禁将转子从转子轴上卸下。
2、电主轴装配
⑴:装配前各零件都必须用120#以上汽油清洗干净,以防污物带入壳体,影响主轴精度和寿命。
⑵:装配顺序与拆卸步骤相反。
⑶:有隔圈的主轴,更换新轴承时要配研隔圈,检测轴承的予紧力;保证隔圈两端面的平行差不大于0.002mm。
⑷:轴承组件要在压力机上压入轴上和壳体内,严禁锤击敲打轴承。
⑸:电主轴装配完毕后,用手拧转主轴伸出端应灵活无间隙,无任何卡滞现象,测试主轴的跳动合乎要求,然后装机按新轴从低速到高速试验程序试验。
四、频压曲线
电主轴的频压曲线如下图:
1、恒转距曲线:
2、恒功率曲线:
3、近似恒功率曲线
五、常见故障及排除方法
故障原因排除方法
开机后电主轴不运转 1、变频器无输出或设定不对检查变频器输出设置正确
2、插头未插
检查插头及连线
3、插头连线不好
4、定子线包烧坏
更换线包
开机后运转几秒钟后停机1、进水破坏线包绝缘
烘干线包
2、高温引起线包绝缘损坏
更换线包
3、缺相运行造成过电流保护
检查电机连线
4、启动时间太短
延长加速时间
开机后几秒钟电机冒烟或外壳发烫1、变频器无输出电压、频率与电主轴铭牌
电压、频率不符
检查变频器的基频设定
2、变频器设定不对重设变频器
3、水路问题
检查水路是否畅通
启动时螺母松动旋向错误按铭牌更改旋向
噪声及振动大1、轴承磨损严重
更换轴承
2、零件精度受损影响动平衡
校验动平衡
3、主轴跳动大
更换主轴
停机时螺母松动停机时间太短延长减速时间
常州市翰琪电机有限公司。