空间圆柱凸轮槽的数控加工及编程实例
UG软件实现圆柱凸轮的复杂凸轮槽加工可行性
UG软件实现圆柱凸轮的复杂凸轮槽加工可行性UG软件实现圆柱凸轮的复杂凸轮槽加工可行性摘要:空间圆柱凸轮不仅仅有着较小的体积和紧凑的结构,同时也有着较大的传递扭矩和较高的转速,在当前的包装和农业机械等自动化机械中应用范围越来越广。
本文研究分析UG软件实现圆柱凸轮的复杂凸轮槽加工可行性的同时,首先分析了圆柱凸轮的复杂凸轮槽加工工艺,其次建立了基于UG软件圆柱凸轮的复杂凸轮槽加工工艺模型和分析了编程的具体方法,最后探讨总结了数控加工的具体实现过程。
关键词:UG软件;圆柱凸轮;复杂凸轮槽加工;可行性凸轮机构主要是一种高副机构,有着连续等速转动的特点,有着一定的运动规律,常用于自动化和半自动化的机械装置中。
随着多轴加工工艺的不断成熟发展,圆柱凸轮轮槽加工中UG软件应用可行性的研究始终是当前自动化机械行业领域研究的热点之一。
因此本文对UG软件实现圆柱凸轮复杂凸轮槽加工可行性进行研究有一定的指导性意义。
1.圆柱凸轮的复杂凸轮槽加工工艺某一包装机械上的外协件,在实际的加工过程中,往往需要借助于角度的变化,进而对圆柱面的分布进行合理的控制,加工实现过程可以借助于四轴编程加工,但是这种加工方法往往和设备实际的运行状况不符合。
对于五轴功能的铣床加工工艺而言,往往有着相对较大的加工量,而带有数控回转工作台的一种国产卧式加工方法,可以实现工作台的灵活转动,并将加工的实际要求加以满足。
2.基于UG软件圆柱凸轮的复杂凸轮槽加工工艺模型的建立圆柱凸轮的复杂凸轮槽加工过程中,UG软件的应用,就要保证程序输出过程中对加工模型进行合理的构建,在圆柱面上将圆柱凸轮槽进行均匀的分布,对槽底中心线构造进而实现加工的过程。
在对Project功能借助的过程中,就要将圆柱凸轮槽中心线的一些空间建模全面实现。
依据于圆柱凸轮槽的展开图,并在坐标平面中,将多段圆弧和直线构成的一种二维曲线画出,并对圆柱实体进行创建,将圆柱面相切的基准平面加以创建。
对曲线L1、L2和L3进行创建。
槽形零件数控铣削加工及编程实例
一、教学要求:
1、合理编写槽形零件的加工工艺
2、掌握槽形零件的铣削方法
3、能独立分析加工及编程中出现的问题
二、教学内容:
图8-1所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mr)i,槽宽6mm槽深2mm试编写该槽形零件加工程序。
图8-1
①工艺和操作清单。
该槽形零件除了槽的加工外,还有螺纹孔的加工。
其工艺安排为钻孔T扩孔T攻螺纹T铣槽”工艺和操作清单见表8-1。
表8-1槽形零件的工艺清单
②程序清单及说明。
该工件在数控铣钻床ZJK7532A-2上进
行加工。
程序见表8-2。
表8-2槽形零件的加工程序
程序说明。
端面圆柱凸轮的数控加工
2 1模 型 的导 入 .
进 入 M s rA 软 件 环 境 后 执 行 : 档 案 一档 案 转 换 at C M e
一
I E 一读取 。 GS 选取 P OE生成的 I E R / G S文件 , 点击确定 , 完成模
根据此 圆柱 凸轮 的特点直 接采用 Mat C M软 件进行 造 型 导 入 。 srA e 型和编程有 困难 , 因此决定使用 P OE软件进行 实体建模 。 R/ 应用 P O E软件进行实体建模的步骤如下 : R /
‘ 是 是 曳 是 已 l ’ 是 三 ‘ 蔓 是 是 是 ・
【 摘要】 介绍了 综合使用P O E R / 软件和Mae A sr M软件完成端面圆 轮三维建模和数控加 ; tC 柱凸
工编程 的一 般过 程和 基 本 方法 。
关键词 : 圆柱凸轮 ; 三维建模 ; 数控编程
【 bt c】 ec bs ncm o r es n ai m t do r —i es nl oe n n A s at h dsr e o o m npo s adbs e o t e d ni a m dl gad r i c c h fh e m o i
b i m to ou i r a ytec m oiv S R / otaea dMatr A s tae s a c eh do lmn om c i b o p s ieUeo fc f n h t fP O Es w l n s C M fw l. f e o
端面 圆柱凸轮是一种特殊的 圆柱凸轮 ,在机械设备 中得到 铣床进行 , 端面圆柱 凸轮 可采用 . 但 二坐标数控铣床进行加工 。
展 开 后 升 程 由两 段 半 径 分 别 为 R2 5和 R 0的 相 切 圆 弧 组 成 , 3 回
数控车床编程实例六:圆柱螺纹数控编程 第1页
数控车床编程实例六:圆柱螺纹数控编程第1页
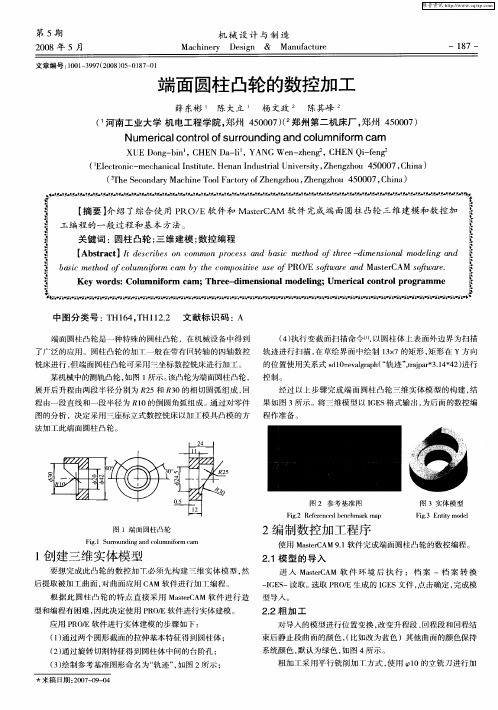
数控车床编程实例六:圆柱数控螺纹编程圆柱数控螺纹编程零件图样%3312 N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)N2 M03 S300(主轴以300r/min 旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5(Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5(Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5(切削螺纹到螺纹切削终点)N13 G00 X40(X轴方向快退)N14
Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00
X40(X轴方向快退)N18 X50 Z120 (回对刀点)
N19 M05(主轴停)N20 M30 (主程序结束并复位)。
一种圆柱分度凸轮的数控加工编程方法

一种圆柱分度凸轮的数控加工编程方法作者:黄伟波来源:《中国科技博览》2014年第33期[摘要]针对圆柱分度凸轮采用4轴联动加工编程难度高的问题,提出一种综合利用Pro/E、Mastercam、Excel三种软件进行简化建模、编程的原理和方法。
通过此方法生成的加工程序符合机床4轴联动的控制要求。
将程序用于零件试加工,经装配并运行后证实该零件加工合格。
实例表明,此种编程方法可行,且简单、易掌握,在凸轮加工领域具有一定的实用价值。
[关键词]圆柱分度凸轮;数控加工编程;Pro/E;Mastercam;Excel中图分类号:U416.1 文献标识码:A 文章编号:1009-914X(2014)33-0013-021 引言圆柱分度凸轮机构是将凸轮的连续转动转化为分度盘的间歇转动的一种机构,主要应用于冲压机械、包装机械、制药机械及需要固定转位的自动化机械中[1]。
随着设计能力及加工精度的不断提高,此种机构得到了迅速发展和广泛应用。
圆柱分度凸轮作为该机构的关键部分,其核心内容是凸轮槽的设计及加工。
基于圆柱分度凸轮机构的运动特点,凸轮槽必须采用机床4轴联动的方式进行加工。
现行采用的较为精确的方法是利用UG等三维软件的高级功能进行凸轮的建模与编程。
如王卫兵等[2]利用UG/Grip编程工具开发了圆柱分度凸轮辅助建模系统,实现凸轮的精确建模,再利用UG NX加工模块的可变轴曲面轮廓铣编制凸轮沟槽的多轴加工程序。
但对于一般的编程人员来说,此等方法难度高,不易掌握。
因此,寻求一种简单,易掌握的建模和编程方法具有一定的研究意义。
Pro/E、Mastercam、Excel是机械行业内常用的软件,其基本功能的应用已能被大多数的编程人员所掌握。
本文尝试将以上三种软件相结合,进行凸轮的简化建模及编程。
2 凸轮简化原理及编程思路圆柱分度凸轮机构(如图1)运行时,凸轮做A轴转动;滚子与分度盘一起做间歇性转动,其运动可分解为X、Y方向的运动。
柱面螺旋槽四轴加工课件..
IF [#1 GE 142.4] GOTO20 ;
05:05
G01 X-4.155 A256.015 ; #9=-37.6 ; N30#10=20*SIN[#9] ; #11=20*COS[#9] #12=[#10*180]/[3.14*50] ; G01 X[#11-20] A[#12+270]; #9=#9-1 ; IF [#9 LE 0] GOTO30 ; G01 X0 A360.0 ; G90 G00 Z200 ; M30 ;
2、对于这样的一个凸轮槽,我们首先来分析它的展开 图,该零件加工部位属于不对称的槽类零件,直线处拐角圆 弧不一样大,如果这样的图形放在二维平面上加工很简单, 对于直线我们可以通过弧长转换成角度的公式将XY轴的直 线插补直接转换成XA轴的插补。对于圆弧,在二维加工中, 只要用圆弧插补就可以来完成,但在四轴加工中,这样的圆 弧是用X轴和A轴的插补来完成,它是无法实现圆弧插补, 这是该图形最大的问题,因为圆弧插补不能用,所以我们只 能用宏程序赋值走直线的方法来完成圆弧的加工,用宏程序 赋值就必须要知道圆弧的角度和切点的坐标,通过如图1-2的 提示我们可以从计算机中找出,如图1-3所示。
图2-3
设置毛坯
图2-4
添加毛坯模型后效果
图2-5
贴合后效果
4.定义刀具 点击“加工刀具”图标 设置参数,如图2-7所示。
,建立加工刀具,如图2-6所示,
BACK
Байду номын сангаас
05:05
图2-6
添加新刀具
图2-7
设置刀具参数
5.选择程序 点击“数控程序”图标 ,选择加工程序,如图2-8所示。
05:05
宽槽圆柱凸轮数控加工的研究
宽槽圆柱凸轮数控加工的研究摘要针对传统铣削方法加工圆柱凸轮所产生的一些问题,提出了一种针对槽宽大于刀具直径的圆柱凸轮槽的数控铣削加工方法。
通过分析研究,建立了一种正确的坐标转换模型,并依此加工出符合要求的宽槽圆柱凸轮。
关键词:数控加工坐标转换宽槽圆柱凸轮圆柱凸轮槽一般是按一定规律环绕在圆柱面上的等宽槽。
对圆柱凸轮槽的数控铣削加工必须满足以下要求:1.圆柱凸轮槽的工作面即两个侧面的法截面线必须严格平行;2.圆柱凸轮槽在工作段必须等宽。
这是保证滚子在圆柱凸轮槽中平稳运动的必要条件。
当圆柱凸轮槽宽度不大时,可以找到相应直径的立铣刀沿槽腔中心线进行加工,比较容易加工出符合上述要求的圆柱凸轮槽。
据现有资料介绍,目前圆柱凸轮的铣削加工都是用这种办法来实现。
由于这种方法有太多的局限性,给实际铣削加工带来许多困难。
例如一旦找不到与槽宽尺寸相等的标准刀具时,就必须对刀具进行改制。
对于槽宽尺寸较大的圆柱凸轮槽,很难找到直径与槽宽相等的标准刀具。
即使有相应的刀具,还要考虑机床主轴输出功率及主轴和工装夹具刚度的限制,特别是机床主轴结构对刀具的限制。
例如数控机床主轴头为7∶24的40号内锥,配用JT40的工具系统,则最大只能使用φ20mm的立铣刀(不论直柄还是锥柄)。
这对于槽宽为38mm的圆柱凸轮(就是本文所叙述的加工凸轮)来说是无法加工的,必须寻求新的加工方法。
下面根据实践经验和分析研究,介绍一种用直径小于凸轮槽宽的立铣刀对圆柱凸轮槽进行数控加工的方法,称之为宽槽圆柱凸轮的数控加工。
一、加工工艺圆柱凸轮槽是环绕在圆柱面上的等宽槽,其加工时沿圆周表面铣削的范围往往大于360°,适于用带有数控回转台的立式数控铣床进行加工。
根据圆柱凸轮的实际结构,选用带键的心轴作凸轮加工时径向和周向定位基准,以心轴的台肩作轴向定位基准,并用心轴前端部的螺纹通过螺母压紧圆柱凸轮。
圆柱凸轮的轴向和径向尺寸一般较大,为了克服由于悬臂加工时切削力所造成的心轴变形和加工过程中产生的振颤,使用一个支承于尾座上的、与数控转台的回转轴线同轴的顶尖顶住心轴中心孔作辅助支承。
圆柱曲面螺旋槽数控加工技术
圆柱曲面螺旋槽数控加工技术【10】第32卷第8期2010-80 引言圆柱曲面螺旋槽有多种功能,在包装装置、纺织装置或摩托车等的部件上,以满足某种特定的传动轨迹要求;在橡胶产品的模具上,满足橡胶产品表面特殊花纹的需要;在航天部件上起散热作用。
螺旋槽按导程是否相等分为等导程螺旋槽和变导程螺旋槽。
按槽宽在槽深方向是否相等分为普通螺旋槽如图1所示和楔型螺旋槽如图2所示。
等导程螺旋槽可以采用普通机床进行加工,但精度很难保证,而变导程螺旋槽只能采用专用设备进行加工,但生产周期长,严重影响产品的制造进度。
随着数控加工技术的发展,采用数控图1 普通螺旋槽图2 楔型螺旋槽机床加工,可满足各种不同种类螺旋槽的加工要求,但是这类零件数控加工编程和一般的曲面加工编程是不一样的。
本文针对圆柱曲面螺旋槽对其数控加工进行研究。
1 圆柱曲面螺旋线圆柱螺旋槽的中心线和轮廓线是螺旋线,可以看成动点Q如图3所示,在柱面上绕其轴线做螺圆柱曲面螺旋槽数控加工技术NC machining technique about screw grooves on cylinder 蔺小军,单晨伟,史耀耀LIN Xiao-jun, SHAN Chen-wei, SHI Y ao-yao(西北工业大学现代设计与集成制造技术教育部重点实验室,西安 710072)摘要:本文针对圆柱曲面螺旋槽的加工从数控机床和加工刀具的选择、走刀方式、加工方法等方面进行研究,进而根据螺旋槽的形状以及加工刀具的不同提出了相应的数控加工编程方法。
关键词:螺旋槽数控加工编程数控加工中图分类号:TP391.7 文献标识码:A 文章编号:1009-0134(2010)08-0010-03Doi: 10.3969/j.issn.1009-0134.2010.08.04 旋运动形成的轨迹。
当圆柱轴线为X轴时,如果其半径线相对于坐标平面XOY的偏转角为,如图3所示,则螺旋线方程为:图3 圆柱曲面螺旋线(1)式(1)中(2)为螺旋线导程,当为等导程时,为收稿日期:2009-10-16作者简介:蔺小军(1968 -),男,陕西宝鸡人,高级工程师,工学博士,研究方向为精密几何测量、逆向制造、CAD/CAM。
正弦曲线圆柱凸轮的建模及其四轴数控加工
程依赖 Matlab,方法较为复杂。西安工业大学的卢志伟研究了
基于 MasterCAM X6 的圆柱凸轮的建模和加工仿真,主要是
基金项目:贵州省教育厅青年科技人才成长项目 (黔教合 KY 字 [2016]288);国家创新训练项目(201610668039)。
作者简介:雷蔓(1985-),男,贵州黔西人,硕士,助教,主要研究方向: 3D 打印及数控加工技术。
74 2017 年第 7 期
图 2 规律曲线缠绕在外圆柱面上 得到缠绕曲线后,可以通过扫掠和布尔运算的方法完成 凸轮槽的建模,但是该方法比较繁琐。这里采用另外一种建立 凸轮槽的方法,先在曲面上偏置缠绕曲线得到两条新的缠绕 曲线,宽度为从动件滚子的直径,再用偏置的两条曲线建立直 纹曲面,最后加厚直纹面再与圆柱体布尔求差既可完成圆柱 凸轮的建模(如图 3 所示)。
线往复运动,实现剪的动作。为了使机器振动小,拟采用无休
止角余弦加速度运动规律的圆柱凸轮机构来实现运动的传
递。
所设计的圆柱凸轮行程 h=10mm,推程运动角与回程运
动角为零,即 Φ=Φ'=180°,采用在直径 d=40mm 的外圆上开
沟槽的形式。余弦加速度运动规律凸轮机构的位移 s、速度
ν、加速度 a 与转角 渍 的关系式如下:
图 1 圆柱凸轮参数化建模的表达式关系 建立表达式时需注意,t 是 NX 8.0 默认的变化量,其取 值范围为 t∈[0,1],要首先建立 t 变量,类型为数量里面的恒 定,名称为 t、公式为 0,其余变化的量都要乘以 t。图 1 定义的 常量有半径 r=20mm、圆周 c=2×3.14×r,变量有 theta=t×360 (单 位 是 角 度)、 余 弦 线 的 参 数 方 程 为 xt=c×t、yt=10 ×cos (theta)、zt=0,xt、yt、zt 是建立根据方程的规律曲线时默认的 x、 y、z 轴坐标值。 参数表达式建立完后,插入规律曲线,建立圆柱凸轮的外 圆柱面和与一个与外圆柱面相切的参考平面,选择缠绕曲线 命令,完成缠绕曲线、缠绕面和参考平面定义后即可把余弦曲 线缠绕在圆柱面上(如图 2 所示)。
凸轮轴零件的数控编程与加工
题目凸轮轴零件的数控编程与加工目录摘要第一节零件图的分析1.1 零件的材料及其力学性能 (1)1.2 零件的结构工艺分析 (1)第二节毛坯的分析2.1 毛坯的选择 (2)2.2 毛坯图的设计 (3)第三节工艺路线的拟定3.1 定位基准的选择 (4)3.2 加工方法的选择 (5)3.3加工顺序的安排 (8)第四节加工余量及工序尺寸的确定4.1 加工余量 (10)4.2 总加工余量和工序加工余量 (10)4.3 加工余量、最大加工余量和最小加工余量 (10)4.4 影响加工余量的因素 (11)4.5 工序尺寸 (12)第五节机床和工艺装备的选择5.1 机床的选择 (13)5.2 夹具的选择 (16)5.3 刀具的选择 (17)5.4 量具的选择 (18)第六节切削用量 (19)第七节程序编制 (21)设计心得 (25)参考文献 (26)摘要本文主要针对凸轮轴类零件的加工进行工艺分析。
凸轮轴类零件通常由圆柱面、端面、台阶面、螺纹、圆弧等组成,主要用于支撑传动零件,承受载荷,传递转矩等,有较高的精度和粗糙度要求。
为保证凸轮轴类零件的高精度要求,本设计针对零件进行了工艺分析、尺寸计算、程序编写以及数控仿真,制定了正确的工艺方案,包括:装夹方案和工艺路线,选择合理的刀具和夹具,并能利用数控仿真软件进行了验证。
实现了数控车床的自动化,智能化,高精度、快速度,短周期等功能。
数控加工制造技术正逐渐得到广泛的应用。
零件加工之前,进行工艺分析、编程设计具有非常重要的作用。
本文通过对典型的凸轮轴类零件数控加工工艺的分析,给出了一般零件设计加工工艺分析的方法,对于提高制造质量和实际生产,具有一定的指导意义一、零件图的分析1.1 零件的材料及其力学性能(1)材料根据图纸可知该零件的材料是45号钢,俗称“油钢”。
属于优质碳素结构钢中的中碳钢。
其成分是碳量为0.42-0.50%,Si含量为0.1-0.37%,Mn含量为0.50-0.80%,Cr含量≤0.25%,Ni含量≤0.30%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空间圆柱凸轮槽的数控加工及编程实例
摘要:圆柱凸轮机构在日常生产生活中应用广泛,本文以加工典型
的圆柱凸轮机构为实例,根据其结构特点,主要针对窄槽的圆柱凸轮槽
的手工数控编程方法进行了详细阐述,指出了在数控机床上加工圆柱
凸轮槽的普遍数控编程方法。通过本文可以使读者在数控加工及编程
过程中举一反三。
关键词:数控编程 圆柱凸轮槽 加工工艺
1 圆柱凸轮机构的结构特点
圆柱凸轮机构与平面凸轮机构相比,体积小、结构紧凑、刚性好、
转动扭矩大等优点。但圆柱凸轮机构属于空间凸轮机构,数控程序的
编写及加工工艺比平面凸轮要复杂。平面凸轮一般用3轴数控铣床(或
2轴半)加工即可,也可用线切割机床加工。圆柱凸轮应在4轴以上数
控机床上加工。
圆柱凸轮槽的数控铣削加工必须满足以下要求:(1)圆柱凸轮槽的
工作面即两个侧面的法截面线必须严格平行;(2)圆柱凸轮槽在工作段
必须等宽。这是保证滚子在圆柱凸轮槽中平稳运动的必要条件。
2 以往加工圆柱凸轮的方法
先用CAD软件画出圆柱凸轮轮廓的二维展开曲线图形,利用
CAD功能捕捉基点坐标,直接编写刀具中心的移动轨迹。在具体编写
程序时,有两种处理方法:
(1)当圆柱凸轮槽宽度不大时,可以找到相应直径的立铣刀沿槽腔
中心线进行加工。编程轨迹就是圆柱凸轮轮廓的二维展开曲线图形轨
迹,不考虑刀具半径补偿。
(2)对于槽宽尺寸较大的圆柱凸轮槽,很难找到直径与槽宽相等的
标准刀具。即使有相应的刀具,还要考虑机床主轴输出功率及主轴和
工装夹具刚度的限制,特别是机床主轴结构对刀具的限制。这是我们
需采用多个走刀加工,可先中间开槽,然后再分别加工两侧面,如果在
编写程序时,不使用刀具半径补偿,那么加工槽腔两个侧表面的刀位点
的编程轨迹是变化的,每次都需重新计算基点坐标。因此,对于宽槽宽
圆柱凸轮的加工,在手工编程时需采用刀具半径补偿。
3 手工编程加工窄槽空间圆柱凸轮
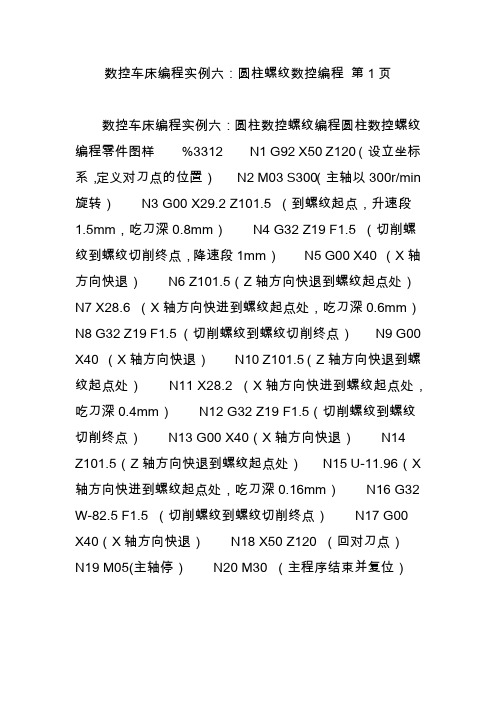
加工如图1所,示圆柱凸轮零件上的槽,其它表面轮廓已加工完,零
件材料为45。
手工编程过程如下所述。
3.1 工艺分析
3.1.1 零件图工艺分析
该零件为空间圆柱凸轮轮廓。凸轮槽宽13 mm,公差0.08 mm,及
表面质量的要求,最后一道工步可采用直径为13的精铣立铣刀加工保
证。为保证圆柱表面轮廓槽的位置要求,防止铣刀在铣削的过程中由
于凸轮轮槽的一侧是逆铣加工;另一侧是顺铣加工,这样使刀具受到
的切削力不等,使槽存在位置误差。采用先使用直径小于槽宽的键槽
刀如直径为10 mm粗加工,再用直径为12 mm的3齿立铣刀半精加工,
分层加工槽,最后用直径为13 mm的精铣刀径向一次完成精加工。
3.1.2 确定加工方案
在四轴联动的立式加工中心或数控铣床上加工。
3.1.3 工件的装夹方式
根据如图2示零件的结构特点,根据图纸上的尺寸要求,及加工过
程中避免刀具和卡爪的干涉情况,夹紧长度5 mm,另一端用后顶尖支
撑。
3.1.4 确定走刀路线及工步安排
走刀路线是刀具刀位点在整个加工工序中的运动轨迹。加工凸轮
槽的刀位轨迹就是沿槽腔的中心线,编程轨迹是就是圆柱凸轮展开成
平面后绘制的其展开轮廓曲线槽的中心线。整个凸轮槽的加工工步按
照先粗后精的原则确定,具体分三个工步,见如下简易表1。对于凸轮
槽的深度加工,采用分层加工,为了防止刀具的损坏,可以先打一个工
艺孔,然后从工艺孔进刀到既定深度。
3.2 程序编写
以西门子SINUMERIK 802D sl系统为例,程序如下:
…
X9.8 A38.82 CR=29 F50; //凸轮槽开始加工
G03 X8.75 A63.38 CR=27.25;
G01 X8.75 A69.83 F60;
G03 X12.28 A102.17 CR=27.25 F50;
G01 X18.24 A128.88 F60;
G02 X20.25 A149 CR=17.75F50;
G01 X20.25 A195.05F60;
G02 X18.71 A212.98 CR=17.75 F50;
G01 X13.08 A239.96 F60;
G03 X11.25 A258.89 CR=17.75 F50;
G01 X11.25 A304.78 F60;
X13.25 A344.01;
A360;// 凸轮槽开始结束
…
4 结语
圆柱凸轮槽是环绕在圆柱面上的等宽槽,其加工时沿圆周表面铣
削的范围往往大于360°,适于用带有数控回转台的立式数控加工中心
进行加工。对于圆柱凸轮槽宽度不大时,可以找到相应直径的立铣刀
沿槽腔中心线进行加工,比较容易加工出符合上述要求的圆柱凸轮槽,
数控程序的编写采用手工编程完成。本方法在西门子立式加工中心
(四轴)对圆柱凸轮进行样件加工,满足图纸要求,可以采用。建议在实
际生产过程具体的工艺内容要进行调整,以满足工件的加工精度和生
产效率的需求。
参考文献
[1]于万成,王桂莲.数控加工工艺与编程基础[M].2版.人民邮电出
版社,2010.
[2]白娟娟,符兴承.数控设备与编程[M].北京理工大学出版
社,2009.