基本偏差确定公差带的位置,标准公差
1_互换性与测量技术课后题参考答案

《互换性与技术测量》课后题参考答案一、选择题:1.车间生产中评定表面粗糙度最常用的方法是(D)。
A、光切法B、针描法C、干涉法D、比较法2.当孔、轴都处于最大实体尺寸时,它们装配的结果(③)①最好;②最差;③最紧;④最松。
3.平键联结中宽度尺寸b的不同配合是依靠改变(A )公差带的位置来获得。
A 、轴槽和轮毂槽宽度B 、键宽C 、轴槽宽度D 、轮毂槽宽度4.Φ40f7、φ40f8和φ40f9的相同偏差是(②)。
①下偏差;②基本偏差;③公差;④实际偏差。
5.一般情况下,圆柱形零件的形状公差值(轴线的直线度除外)与尺寸公差值的关系应是(A )。
A .形状公差小于尺寸公差;B .形状公差大于尺寸公差;C .两者相等6.与φ80H7/f6配合性质相同的配合是(①)。
①φ80F7/h6;②φ80F7/f7;③φ80H7/h6;④φ80H6/h7。
7.圆跳动度公差带的形状为(③)①圆内的区域;②圆柱体内的区域;③两同心圆之间的区域;④两同轴圆柱之间的区域。
8.比较相同尺寸的精度,取决于__B___。
A、偏差值的大B、公差值的大小C、基本偏差值的大小9.比较不同尺寸的精度,取决于___C__。
A、公差值的大小B、公差单位数的大小C、公差等级的大小D、基本偏差值的大小10.封闭环的公差是__C___。
A、所有增环的公差之和B、所有减环的公差之和C、所有增环与减环的公差之和D、所有增环公差之和减去所有减环的公差之和11.某减速器转轴两端安装深沟球轴承,该轴承承受一个大小和方向均不变的径向负荷,内圈旋转,外圈不旋转,内圈相对于负荷方向的运作状态为(②)。
①固定的内圈负荷;②旋转的内圈负荷;③摆动的内圈负荷;④摆动或旋转的内圈负荷12.形状误差一般说来_B___位置公差。
A、大于B、小于C、等于13.利用同一加工方法,加工φ50H5孔和φ100H7孔,应理解为(①)。
①前者加工困难;②后者加工困难;③两者加工难易相当;④无法比较。
《零件几何量检测》习题集

《零件几何量检测》《公差配合与测量技术》习题集四川工程职业技术学院机电系检测教研室2015年绪论一、判断题1、优先数系列一定是等差级数。
( )二、填空题1、家用灯泡15~100W中的各种瓦数为15,25,40,60,100,该优先数系属于系列。
2、某机床主轴转速为50,63,80,100,125,……,单位为r/min,该优先数系属于系列。
三、名词解释1、互换性:2、完全互换:3、不完全互换:四、综合题1、互换性生产对工业生产有何重要意义?2、优先数系的含义是什么?极限与配合基础一、判断题1、极限偏差的数值可以为正、负、零,而公差数值则不能为零。
()2、Φ50H7与Φ50h7的加工难易程度相同。
()3、过渡配合是可能具有间隙或过盈的配合,孔和轴的公差带相互交叠。
()4、按内缩法确定验收极限时,零件的上验收极限尺寸等于零件的最大极限尺寸减去安全裕度;下验收极限等于零件的最小极限尺寸加上安全裕度。
()5、实际尺寸是通过测量所得的尺寸,所以实际尺寸是真值。
()6、误差是设计人员给定的,公差是在加工过程中产生的。
()7、配合公差越大,配合精度越低;配合公差越小,配合精度越高。
()8、零件的实际尺寸小于其基本尺寸则一定不合格。
()9、最大实体尺寸等于最大极限尺寸;最小实体尺寸等于最小极限尺寸。
()10、孔的作用尺寸小于或等于孔的实际尺寸。
()11、零件的实际尺寸小于其基本尺寸则一定不合格。
()12、零件的公差值可为正、负、零。
()13、零件的偏差值可为正、负、零。
()14、零件的极限偏差和公差是用来控制实际偏差的。
()15、过渡配合是可能具有间隙或过盈的配合,孔和轴的公差带相互交叠。
()16、零件的极限偏差是用来控制实际偏差的。
()17、过渡配合是可能具有间隙或过盈的配合,孔和轴的公差带相互交叠。
()18、公差数值越大,零件尺寸精度越高。
()19、按国家标准键槽属于孔。
()20、选用公差等级的原则是应选用低的公差等级。
公差带在零线上方,其基本偏差为

如果公差带在零线上方,那么它的基本偏差就是负值。
基本偏差是指用以确定公差带相对于零线位置的偏差,它可以是正值、负值或零。
在实际应用中,基本偏差通常用字母拉丁字母来表示,其中字母小写表示轴的基本偏差,字母大写表示孔的基本偏差。
对于公差带在零线上方的情况,通常使用负值来表示轴的基本偏差,因为轴的尺寸必须小于其公差值,这样才能保证机器组件之间的正常配合。
公差带在零线上方的基本偏差是如何确定的?公差带在零线上方的基本偏差是通过标准公差减去轴的基本偏差来确定的。
标准公差是指国际标准规定的允许公差带的宽度,它是一个定值,不随轴的基本偏差的变化而变化。
而轴的基本偏差是指轴的实际尺寸与基本尺寸之差,它可以是一个负值,也可以是一个正值,或者为零。
在实际应用中,如果轴的实际尺寸大于基本尺寸,那么轴的基本偏差就是正值,如果轴的实际尺寸小于基本尺寸,那么轴的基本偏差就是负值。
如果轴的实际尺寸正好等于基本尺寸,那么轴的基本偏差就是零。
对于公差带在零线上方的情况,由于轴的实际尺寸必须小于其公差值,因此轴的基本偏差必须是一个负值。
这样才能保证机器组件之间的正常配合。
因此,公差带在零线上方的基本偏差是通过标准公差减去轴的基本偏差来确定的。
轴的基本偏差是如何影响机器组件的配合的?轴的基本偏差会对机器组件的配合产生影响,因为轴的基本偏差是指轴的实际尺寸与基本尺寸之差,它可以是一个负值,也可以是一个正值,或者为零。
如果轴的实际尺寸大于基本尺寸,那么轴的基本偏差就是正值,这表示轴的实际尺寸在基本尺寸的基础上稍微放大了一些。
在这种情况下,如果轴与其他组件进行配合,可能会出现以下几种情况:1. 如果轴与其他组件的公差带重合,那么它们之间的配合将是紧密的,不会有明显的间隙或过盈。
2. 如果轴与其他组件的公差带不重合,但是轴的基本偏差在零线上方,那么它们之间的配合将是松动的,可能会有明显的间隙。
3. 如果轴与其他组件的公差带不重合,但是轴的基本偏差在零线下方,那么它们之间的配合将是过盈的,可能会导致组件之间的卡滞或损坏。
尺寸公差与偏差
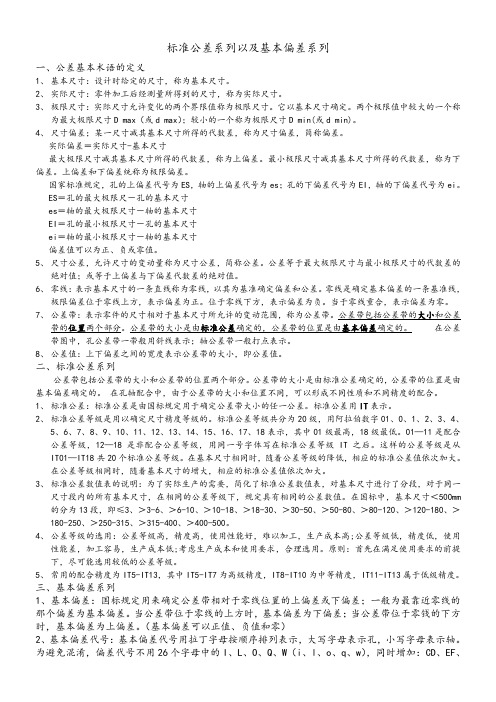
对于轴:a~h的基本偏差为上偏差es,其绝对值依 次减小,j~zc的基本偏差为下偏差ei,其绝对值依 次增大。 对于孔:A~H的基本偏差为下偏差EI,其绝对值依 次减小,J~ZC的基本偏差为上偏差ES,其绝对值依 次增大。
A
B
孔
EI
+0-
CCDD
E EF F FGG H J K M N JS
P
R
S
基孔制中有59种常用配合,13种 优先配合。
优先、常用和一般公差带
标准公差系列中的任一公差与基本偏差系列中任一偏差组合,即 可得到不同大小和位置的公差带。在基本尺寸D≤500mm内组成 543种孔的公差带和544种轴的公差带。如果将这些孔轴公 差带在生产实际中都投入使用,显然是不经济的,而且也不必要 的。
为了简化公差带种类,减少与之相适应的定值刀、量具和工艺装 备的品种和规格,对基本尺寸至500mm的孔、轴规定了优先、常 用和一般用途公差带。书中表2-11和表2-12分别是轴和孔的一般 用途公差带(轴119种,孔105种),其中方框内为常用公差带 (轴59种,孔44种),带圆圈的为优先公差带(轴孔各有13种)。
基本偏差的换算规则
1)通用规则:同名字母代号的孔和轴的基 本偏差的绝对值相等,而符号相反,即 从公差带图解看,孔的基本偏差是轴的 基本偏差相对于零线的倒影。
2)特殊规则:同名代号的孔和轴的基本偏差的符号 相反,而绝对值相差一个△值。
公差带与配合代号
由基本偏差代号及公差等级代号组成。
位置
大小
或用数字(mm)表示(或两者结合)
练习
下列配合属于哪种基准制的哪种配合,确定其 配合的极限间隙(过盈)和配合公差。并画出 其公差带图。
ø50H8/f7, ø30K7/h6, ø30H7/p6
公差习题——精选推荐
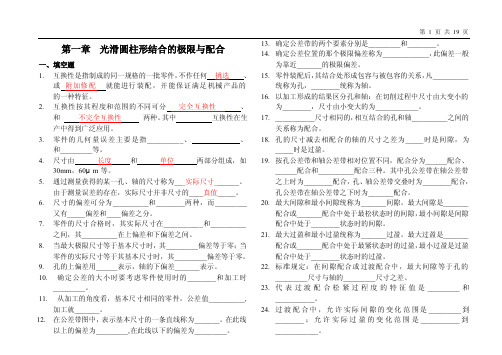
第一章光滑圆柱形结合的极限与配合一、填空题1.互换性是指制成的同一规格的一批零件,不作任何挑选、或附加修配就能进行装配,并能保证满足机械产品的的一种特征。
2.互换性按其程度和范围的不同可分完全互换性、和不完全互换性两种。
其中互换性在生产中得到广泛应用。
3.零件的几何量误差主要是指__________、、和_________等。
4.尺寸由长度和单位两部分组成,如30mm,60μm等。
5.通过测量获得的某一孔、轴的尺寸称为___实际尺寸_______。
由于测量误差的存在,实际尺寸并非尺寸的____真值_____。
6.尺寸的偏差可分为__________和________两种,而_________又有_____偏差和____偏差之分。
7.零件的尺寸合格时,其实际尺寸在___________和__________之间,其__________在上偏差和下偏差之间。
8.当最大极限尺寸等于基本尺寸时,其_________偏差等于零;当零件的实际尺寸等于其基本尺寸时,其_________偏差等于零。
9.孔的上偏差用______表示,轴的下偏差_______表示。
10.确定公差的大小时要考虑零件使用时的________和加工时_________。
11.从加工的角度看,基本尺寸相同的零件,公差值__________,加工就_______。
12.在公差带图中,表示基本尺寸的一条直线称为_______。
在此线以上的偏差为_________,在此线以下的偏差为_________。
13.确定公差带的两个要素分别是_________和________。
14.确定公差位置的那个极限偏差称为_____________,此偏差一般为靠近_______的极限偏差。
15.零件装配后,其结合处形成包容与被包容的关系,凡__________统称为孔,________统称为轴。
16.以加工形成的结果区分孔和轴:在切削过程中尺寸由大变小的为________,尺寸由小变大的为____________。
互换性及答案
一、判断题〔正确的打√,错误的打X〕1.公差可以说是允许零件尺寸的最大偏差。
()2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
()3.国家标准规定,孔只是指圆柱形的内表面。
()4.图样标注φ200mm的轴,加工得愈靠近基本尺寸就愈精确。
()-0.0215.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
(),今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
6.某孔要求尺寸为φ20-0.046-0.067()7.未注公差尺寸即对该尺寸无公差要求。
()8.基本偏差决定公差带的位置。
()9.某平面对基准平面的平行度误差为0.05mm,那么这平面的平面度误差一定不大于0.05mm。
()10.某圆柱面的圆柱度公差为0.03 mm,那么该圆柱面对基准轴线的径向全跳动公差不小于0.03mm。
()11.对同一要素既有位置公差要求,又有形状公差要求时,形状公差值应大于位置公差值。
()12.对称度的被测中心要素和基准中心要素都应视为同一中心要素。
()13.某实际要素存在形状误差,则一定存在位置误差。
()mm孔,如果没有标注其圆度公差,那么它的圆度误差值可任14.图样标注中Φ20+0.021意确定。
()15.圆柱度公差是控制圆柱形零件横截面和轴向截面内形状误差的综合性指标。
()16.线轮廓度公差带是指包络一系列直径为公差值t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线上。
()17.零件图样上规定Φd实际轴线相对于ΦD基准轴线的同轴度公差为Φ0.02 mm。
这表明只要Φd实际轴线上各点分别相对于ΦD基准轴线的距离不超过0.02 mm,就能满足同轴度要求。
()18.若某轴的轴线直线度误差未超过直线度公差,则此轴的同轴度误差亦合格。
()19.端面全跳动公差和平面对轴线垂直度公差两者控制的效果完全相同。
()20.端面圆跳动公差和端面对轴线垂直度公差两者控制的效果完全相同。
()1.×2.×3.×4.×5.×6.×7.×8.√9.√ 10.√ 11.× 12.×13.× 14.× 15.√ 16.√17.× 18.× 19.√20.×二、选择题(将下列题目中所有正确的论述选择出来)1.下列论述中正确的有__。
公差试题
一、填空题1) 所谓互换性,就是___ ____的零部件,在装配时_______________________,就能装配到机器或仪器上,并满足___________的特性。
2)极限偏差是___________减___________所得的代数差,其中最大极限尺寸与基本尺寸的差值为_________。
最小极限尺寸与基本尺寸的差值为_______。
3) 配合是指_____ _____相同的孔和轴的_____ ___之间的关系,孔的公差带在轴的公差带之上为_____ __配合;•孔的公差带与轴的公差带相互交迭__ _____配合;孔的公差带在轴的公差带之下为__ ______配合。
4) 孔的最大实体尺寸即孔的___ ___极限尺寸,轴的最大实体尺寸为轴的__ ___极限尺寸,当孔、轴以最大实尺寸相配时,配合最___ __。
5) 公差带的位置由___________决定,公差带的大小由__________决定。
6) 标准对孔和轴各设置了_____个基本偏差,对于轴a--h的基本偏差为__ __偏差,与基准孔构成___ __配合,k--zc的基本偏差为_ ____偏差,与基准孔构成__ ___配合。
7、基本尺寸相同,孔的公差带完全在轴的公差带之上,这种配合是 。
8、基本偏差用以确定公差带相对于零线的 。
9、尺寸偏差是指某一尺寸减其基本尺寸所得的 。
10、孔和轴的配合为φ45H7/h6,已知ES =+25μm ,ei=-16μm ,配合的最大间隙为 μm 。
11、基本尺寸相同,孔的公差带完全在轴的公差带之下,这种配合是 。
12、孔010.0026.050--φ的最小实体尺寸为 mm 。
13、某轴的图样标注为φ30h7,其基本偏差为 mm 。
14、孔、轴配合,最大间隙X max =+33μm ,配合公差T f =30μm ,则此配合应为 配合。
15、孔和轴的公差等级各分为20个等级,其中精度最高的代号为 。
极限配合与尺寸公差 详细知识点
标准公差系列以及基本偏差系列一、公差基本术语的定义1、基本尺寸:设计时给定的尺寸,称为基本尺寸。
2、实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3、极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸D max(或d max);较小的一个称为极限尺寸D min(或d min)。
4、尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸-基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差。
最小极限尺寸减其基本尺寸所得的代数差,称为下偏差。
上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei。
ES=孔的最大极限尺-孔的基本尺寸es=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的基本尺寸偏差值可以为正、负或零值。
5、尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6、零线:表示基本尺寸的一条直线称为零线,以其为基准确定偏差和公差。
零线是确定基本偏差的一条基准线,极限偏差位于零线上方,表示偏差为正。
位于零线下方,表示偏差为负。
当于零线重合,表示偏差为零。
7、公差带:表示零件的尺寸相对于基本尺寸所允许的变动范围,称为公差带。
公差带包括公差带的大小和公差带的位置两个部分。
公差带的大小是由标准公差确定的,公差带的位置是由基本偏差确定的。
在公差带图中,孔公差带一带般用斜线表示;轴公差带一般打点表示。
8、公差值:上下偏差之间的宽度表示公差带的大小,即公差值。
二、标准公差系列公差带包括公差带的大小和公差带的位置两个部分。
公差带的大小是由标准公差确定的,公差带的位置是由基本偏差确定的。
在孔轴配合中,由于公差带的大小和位置不同,可以形成不同性质和不同精度的配合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基本偏差确定公差带的位置,标准公差
基本偏差确定公差带的位置,标准公差
一、引言
在工程领域中,我们经常会涉及到基本偏差、公差带和标准公差的概念。
它们在制造过程中起着非常重要的作用,直接影响着产品的质量和性能。
但是,很多人对这些概念的理解还不够深入。
在本文中,我们将深入探讨基本偏差如何确定公差带的位置,以及标准公差的意义和应用。
二、基本偏差确定公差带的位置
1. 什么是基本偏差?
基本偏差是指在零件加工中所选择的依据,它可以决定零件的公差带位置。
基本偏差分为零线基本偏差和基准基本偏差。
零线基本偏差是指在正负公差内向零线偏差的一种基本偏差。
而基准基本偏差是指在基准尺寸上,向正负公差内偏差的一种基本偏差。
2. 基本偏差如何确定公差带的位置?
基本偏差决定了公差带的位置,通过选择不同的基本偏差,可以使公
差带向更大的一侧移动,也可以使公差带向更小的一侧移动。
在实际
应用中,我们需要根据具体的要求来选择合适的基本偏差,从而确定
公差带的位置,以满足产品的实际使用需求。
3. 案例分析:基本偏差如何影响公差带的位置?
举个例子,如果我们需要加工一个要求零件精度较高的轴承孔,我们
可以通过选择合适的基本偏差,使公差带向轴承外侧移动,从而保证
轴承的安装精度。
同样,如果我们需要制造一个连接销,我们可以选
择合适的基本偏差,使公差带向更小的一侧移动,以保证连接销的配
合精度。
三、标准公差的意义和应用
1. 标准公差的概念
在实际制造过程中,为了方便设计和加工,我们通常会采用标准公差。
标准公差是指在国家标准化机构规定的范围内,对一组零件尺寸的公
差进行分类和确定的公差。
标准公差可以根据零件的实际使用要求和
加工工艺,选择合适的公差等级。
2. 标准公差的应用
- 产品设计:在产品设计阶段,可以根据实际使用需求和加工工艺,选择合适的标准公差,从而保证产品的质量和性能。
- 零件加工:在零件加工过程中,可以根据标准公差的要求,控制加工精度,确保零件的尺寸和形位公差符合标准要求。
- 零件检验:在零件检验和验收过程中,可以依据标准公差进行尺寸测量和形位检验,判断零件的合格性。
四、个人观点和总结
基本偏差确定公差带的位置和标准公差在工程制造中起着非常重要的作用。
通过合理选择基本偏差和标准公差,可以保证产品的尺寸精度和形位精度,进而影响产品的质量和性能。
在实际应用中,我们需要深入理解基本偏差和标准公差的概念,结合实际情况灵活应用,以满足产品的实际使用需求。
基本偏差和标准公差的理解和应用是工程领域中非常重要的知识点。
希望通过本文的讨论,能够帮助读者更加深入地理解基本偏差确定公差带的位置和标准公差的意义,从而更好地应用于实际工程项目中。
以上是对基本偏差确定公差带的位置和标准公差的相关内容的全面探讨,希望对你有所帮助。
基本偏差确定公差带的位置和标准公差是工
程领域中非常重要的概念,对于产品设计、零件加工和零件检验都有
着重要的影响。
在实际应用中,合理选择基本偏差和标准公差可以保
证产品的尺寸精度和形位精度,同时也可以确保产品的质量和性能。
接下来,我们将继续探讨基本偏差和标准公差的相关内容,以及它们
在工程领域中的具体应用。
一、基本偏差的选择和应用
在工程领域中,基本偏差的选择和应用是非常重要的。
不同的基本偏
差可以使公差带向不同的方向移动,从而影响产品的尺寸精度和形位
精度。
在实际应用中,我们需要根据具体的产品要求和加工工艺选择
合适的基本偏差。
在需要保证零件与配合件间隙恰当的情况下,可以
选择合适的基本偏差,使公差带向所需的方向移动,确保配合的精度。
另外,基本偏差的选择也受到制造成本和加工难度的影响。
在实际生
产中,需要考虑到加工工艺的限制,选择合适的基本偏差是非常重要的。
工程师需要深入理解基本偏差的概念,并且结合具体情况,灵活
应用基本偏差来确保产品的质量和性能。
二、标准公差的选择和应用
标准公差在工程领域中有着广泛的应用。
在产品设计、零件加工和零
件检验过程中,都需要根据标准公差的要求来进行相应的操作。
在实
际应用中,选择合适的标准公差可以保证产品的尺寸精度和形位精度,同时也可以提高生产效率和降低成本。
在产品设计阶段,工程师需要根据实际的使用需求和加工工艺选择合
适的标准公差。
通过合理选择标准公差,可以确保产品的质量和性能,同时也可以减少零件的浪费和加工成本。
在零件加工和零件检验过程中,根据标准公差的要求进行相应的操作,可以保证产品的合格率和
一致性,提高生产效率和降低不合格品率。
三、基本偏差和标准公差的实际应用
在实际工程项目中,基本偏差和标准公差的选择和应用对于产品的质
量和性能至关重要。
工程师需要根据产品的实际使用要求和加工工艺,选择合适的基本偏差和标准公差。
通过合理选择基本偏差和标准公差,可以确保产品的尺寸精度和形位精度,同时也可以提高生产效率和降
低成本。
在实际加工过程中,工程师需要根据产品的实际要求和加工工艺,选
择合适的基本偏差和标准公差。
通过合理选择基本偏差和标准公差,
可以确保产品的尺寸精度和形位精度,同时也可以提高生产效率和降
低成本。
在实际检验过程中,可以根据标准公差的要求进行尺寸测量
和形位检验,判断产品的合格性,确保产品的质量和性能。
四、个人观点和总结
基本偏差确定公差带的位置和标准公差的选择和应用在工程领域中非
常重要。
通过合理选择基本偏差和标准公差,可以确保产品的尺寸精
度和形位精度,同时也可以提高生产效率和降低成本。
在实际应用中,工程师需要深入理解基本偏差和标准公差的概念,并且根据产品的实
际要求和加工工艺,灵活应用基本偏差和标准公差。
基本偏差和标准公差对于产品的质量和性能有着重要的影响。
希望通
过本文的讨论,能够帮助读者更加深入地理解基本偏差确定公差带的
位置和标准公差的选择和应用,从而更好地应用于实际工程项目中。
基本偏差确定公差带的位置和标准公差的选择和应用是工程领域中非
常重要的概念,对于产品的质量和性能有着重要的影响。