汽车门板注塑工艺分析及其注射模设计
东安车后门槛饰板单型腔注塑模设计
东安车后门槛饰板单型腔注塑模设计本文主要介绍东安车后门槛饰板单型腔注塑模设计。
以下为详细内容:一、设计思路车后门槛饰板是车辆外部装饰件之一,其位置常位于车辆后门或行李箱门与地面连接处,作用是美化车辆外观并保护车门门槛。
车后门槛饰板材质常见的有不锈钢、ABS、聚碳酸酯等。
针对此次设计任务,我们选用ABS作为材料,设计出适合东安车型的后门槛饰板。
由于ABS材料实用性强、加工性能好、成本低,因此是注塑制造最佳选择之一。
设计思路如下:1. 考虑车后门槛饰板材质我们选择ABS作为材料,应对各种复杂应力场,保持高强度和刚性,同时也具有良好的韧性和抗冲击性。
2. 分析车后门槛饰板外形尺寸我们需要精确测量车后门槛饰板的外形尺寸,包括长度、宽度和厚度等参数,以确定注塑模具的大小。
3. 设计单型腔注塑模考虑到注塑模具大量使用ABS材料,需要抵御注塑过程中高温、高压、高速等环境,因此我们选择单型腔注塑模设计方案。
此方案能有效降低制造成本,提高生产效率,确保模具制造精度和注塑成型品质。
二、详细设计过程1. 确定模具类型根据上述设计思路,我们选择单型腔注塑模设计方案。
2. 绘制设计图依据实测尺寸,我们在计算机上绘制了车后门槛饰板的设计图,包括分零件大小和组装部件,确定注塑模具大小和布局。
3. 设计注塑模具根据设计图,我们开始进行单型腔注塑模具的设计。
我们采用传统的CAD/CAM软件,以保证制造精度和效率。
在设计过程中,我们依照注塑产品的形状和尺寸,采用提升型设计方案,从而保证了射出沟道的顺畅和生产效率的提高。
同时,我们也采用了插入式滑动块设计,以确保成品外观质量和生产效率。
我们还特别优化了注塑模具的冷却系统,以确保整个注塑过程中温度控制的稳定和成型品质的提高。
三、模具制造和操作我们采用数控机床进行注塑模具制造,以确保精度和效率,并保证模具的寿命和可靠性。
在模具制造过程中,我们按照设计图纸进行严格的质量检测和控制。
完成模具制造后,我们还对注塑模具进行了注塑试验和修正,以确保成品的质量和注塑过程的稳定性。
第三章汽车内饰面板注塑模设计
第3章汽车内饰面板注塑模设计在现代塑料成型加工工业中,正确的加工工艺、高效的设备、先进的模具是影响塑件生产的三大重要因素。
高效自动化设备只有配备能适应自动化生产的模具才能充分发挥其效能,产品的开发更新都以模具的更新为前提[1]。
实践表明,注塑模设计的优劣,对其制品的内在和外观质量以及生产效率和成本高低,都起着决定性作用[2]。
对注塑模的要求是:1)能生产出形状、尺寸、外观、物理性能、力学性能等各方面都能达到所要求的合格塑件。
2)自动高效,操作方便。
3)结构合理,制造方便,制模成本低。
4)塑件的修整及二次加工的工作量能尽量减少。
5)模具的结构和材料的选择应能满足寿命的要求。
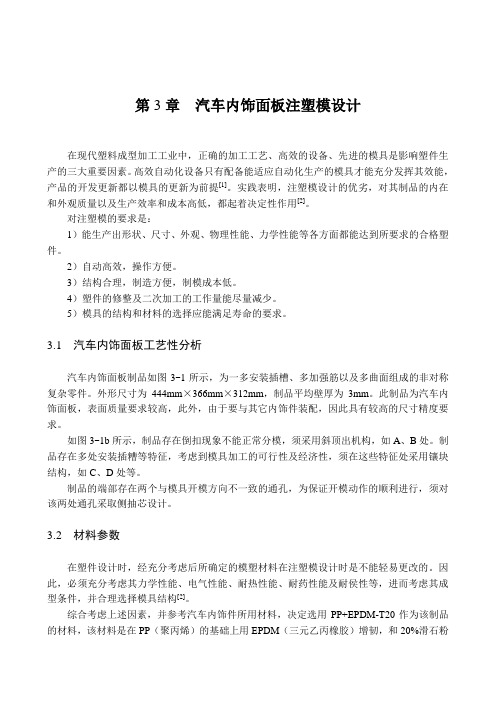
3.1 汽车内饰面板工艺性分析汽车内饰面板制品如图3-1所示,为一多安装插槽、多加强筋以及多曲面组成的非对称复杂零件。
外形尺寸为444mm×366mm×312mm,制品平均壁厚为3mm。
此制品为汽车内饰面板,表面质量要求较高,此外,由于要与其它内饰件装配,因此具有较高的尺寸精度要求。
如图3-1b所示,制品存在倒扣现象不能正常分模,须采用斜顶出机构,如A、B处。
制品存在多处安装插糟等特征,考虑到模具加工的可行性及经济性,须在这些特征处采用镶块结构,如C、D处等。
制品的端部存在两个与模具开模方向不一致的通孔,为保证开模动作的顺利进行,须对该两处通孔采取侧抽芯设计。
3.2 材料参数在塑件设计时,经充分考虑后所确定的模塑材料在注塑模设计时是不能轻易更改的。
因此,必须充分考虑其力学性能、电气性能、耐热性能、耐药性能及耐侯性等,进而考虑其成型条件,并合理选择模具结构[2]。
综合考虑上述因素,并参考汽车内饰件所用材料,决定选用PP+EPDM-T20作为该制品的材料,该材料是在PP(聚丙烯)的基础上用EPDM(三元乙丙橡胶)增韧,和20%滑石粉a)b)图3-1 汽车内饰面板a)面板正面b)面板侧面及细节特征(Tail)填充改性。
汽车门内饰板嵌饰板制造工艺分析及质量控制

汽车门内饰板嵌饰板制造工艺分析及质量控制汽车门内饰板是车门内部的装饰板,通常由塑料制成,用于美化车门内部环境和提升车内舒适度和豪华感。
门内饰板的制造工艺和质量控制对于确保它的美观、耐用和安全性能至关重要。
下面将对汽车门内饰板的制造工艺和质量控制进行分析。
第一,模具制造。
汽车门内饰板的制造首先需要制作适应其形状和尺寸的模具,通常采用金属材料制作。
制作模具过程中需要考虑到内饰板的曲线和空间要求,确保模具的精度和可靠性。
同时,模具制造也需要合理安排冷却系统,以确保塑料注塑过程中的均匀冷却和收缩。
第二,塑料注塑。
制造汽车门内饰板通常采用塑料注塑工艺。
注塑过程中,需要选择适合内饰板的塑料材料,并通过控制注塑温度、注塑压力和注塑时间等参数,确保内饰板的成型质量。
此外,还需要考虑塑料流动路径设计,避免产生破损、缩孔、热胀冷缩等缺陷。
第三,表面处理。
汽车门内饰板的表面需要经过处理以提升其质感和耐用性。
常见的表面处理方法包括喷涂和贴膜。
喷涂过程需要注意底漆和面漆的选择和涂装工艺的控制,确保饰板的颜色、光泽和附着力。
贴膜过程则需要注意膜的选择和贴合工艺的控制,确保膜的平整度和附着力。
第四,装配过程。
制造完成的汽车门内饰板需要进行装配到车门上。
在进行装配过程中,需要确保饰板与车门的尺寸和形状完全匹配,同时需要注意装配零件的固定和连接方法,确保饰板的安全性和稳定性。
以上是汽车门内饰板制造工艺的基本分析,下面将对其质量控制进行讨论。
首先,原材料的质量控制。
选择合适的塑料材料,并进行合格供应商的认证和质量检测,确保原材料的可靠性和符合相关标准。
其次,注塑成型工艺的质量控制。
通过在线监测和离线检测等手段,对注塑过程中的温度、压力和时间等参数进行监控和调整,确保内饰板的成型质量和一致性。
第三,表面处理的质量控制。
对表面处理过程中的涂装或贴膜工艺进行监测和调整,确保饰板的颜色、光泽和质感符合要求,并进行耐候性和耐磨性的测试和评估。
注塑成型工艺及模具设计(2篇)

第1篇一、引言注塑成型是一种常见的塑料加工方法,广泛应用于电子、汽车、医疗、日用品等领域。
注塑成型工艺及模具设计是保证注塑产品质量和效率的关键因素。
本文将详细介绍注塑成型工艺及模具设计的相关知识,包括注塑成型原理、工艺流程、模具设计要点等。
二、注塑成型原理注塑成型是一种将塑料原料加热熔化,通过注射装置注入模具腔内,冷却固化后得到所需形状和尺寸的塑料制品的加工方法。
其原理如下:1. 塑料原料的加热熔化:将塑料原料放入料筒中,通过加热装置加热至熔融状态。
2. 注射:将熔融塑料通过注射装置注入模具腔内。
3. 冷却固化:塑料在模具腔内冷却固化,形成所需形状和尺寸的塑料制品。
4. 开模取件:模具打开,取出成型后的塑料制品。
三、注塑成型工艺流程注塑成型工艺流程主要包括以下步骤:1. 塑料原料的准备:根据产品要求选择合适的塑料原料,并进行称量、混合等处理。
2. 塑料原料的加热熔化:将塑料原料放入料筒中,通过加热装置加热至熔融状态。
3. 注射:将熔融塑料通过注射装置注入模具腔内。
4. 冷却固化:塑料在模具腔内冷却固化,形成所需形状和尺寸的塑料制品。
5. 开模取件:模具打开,取出成型后的塑料制品。
6. 产品检验:对成型后的塑料制品进行外观、尺寸、性能等方面的检验。
7. 产品包装:将检验合格的产品进行包装,准备出厂。
四、模具设计要点1. 模具结构设计:根据产品形状、尺寸、精度等要求,设计合理的模具结构。
主要包括型腔、浇注系统、冷却系统、导向系统、脱模机构等。
2. 模具材料选择:根据产品要求、加工工艺、模具寿命等因素,选择合适的模具材料。
常用模具材料有钢、铝合金、铜合金等。
3. 模具加工精度:模具加工精度直接影响到塑料制品的尺寸精度和表面质量。
应采用高精度的加工设备和技术,确保模具加工精度。
4. 模具热处理:模具热处理可以提高模具的硬度和耐磨性,延长模具使用寿命。
常用的热处理方法有淬火、回火等。
5. 模具润滑:模具润滑可以降低模具磨损,提高模具使用寿命。
汽车车门门板模具的装配工艺总结

汽车车门门板模具装配工艺要点总结汪守能一、概述:我公司模具制造以汽车模具为重点。
而汽车车门门板模具又占据我公司汽车模具很大份额。
汽车车门门板模具产品的注塑要求非常严格,产品不允许有批锋、缩水、夹水纹、刮花、缺胶等缺陷。
最常见的问题就是斜顶处容易漏批锋。
因为汽车车门门板模具斜顶、直顶的数量较多,在修配安装时有些许小误差就可能导致批锋。
汽车车门门板模具有大面积插穿碰穿的位置,这些位置,在修配中的误差也会导致模具漏批锋。
因为汽车车门门板模具的结构原因,一般汽车车门门板模具都会有3个以上的进胶口,在两股胶熔接的位置很容易出现夹水纹的现象,在相关部位做一些排气镶件,修配好这些镶件之间的间隙可直接影响到排气的效果。
由于汽车车门门板模具较大,在制作装配时要逐步控制好各个环节才能保证模具的质量。
二、装配环节中的要点:1、导柱、导套的安装:在我公司,此类大型汽车模具的导柱导套的孔都是我们自己用CNC加工的。
在加工过程中要控制好精度及公差尺寸,安装导柱时要先把导柱、导套放在孔上用直角尺把导柱校正了再用铜锤轻轻把导柱敲进去,接着用螺丝锁紧。
2、排气镶件的修配:这类排气镶件要先镶拼起来用螺丝锁紧后再装配,不要用硬物直接敲打镶件,要用尼龙胶棒或铜棒垫着后再轻轻敲打。
镶件跟模腔槽的配合公差为H7 ;黄色部位用磨床磨去0.015左右排气,要确保镶件配合之间的间隙在0.015~0.023、喇叭网镶件的装配:a、前模喇叭网镶件比较特殊,外型较大、形状不规则、表面不能有工艺螺丝孔,我们在修配安装时要非常小心,要避免碰坏模具,避免工伤等现象。
b、在未EDM加工喇叭网孔之前先把镶件在前模上配好,这时可以用磁铁吸着镶件进行安装。
当EDM加工好喇叭网孔后就不能用磁铁来安装了,这时要把模具侧立起来并用行车或其他的捆绑设备把模具固定好。
用手小心把镶件从侧边安装进去,(注:不能用任何物体敲打喇叭网镶件的正面)然后再用螺丝把镶件拉紧。
以前模作为基准修整后模,调整到碰模模孔处是黑色,PL面周边是红色。
汽车拉门装饰板注射模设计
6 2
工 程 塑 料 应用
20 0 8年 , 3 第功能 外 , 在脱 模过 程 中还能 起 到 顶 出塑料 件 的作 用 , 即利 用 顶 出 机 构 的推 力 驱 动 斜 推杆运 动 , 在斜 推 杆 推 顶 塑 料 件使 其 脱 出 凸模 的 同时 , 成侧 向分 型 与抽 芯 动作 。其结 构 如 图 3 图 完 、 4所示 。斜推 杆 安 装 在 凸模 的斜 孑 中 , 上 端 连 接 L 其 着 侧 向型芯 ( 滑 块 ) 其 下 端 与 滑 块 连 接 , 块 可 斜 , 滑 在 滑槽 内左 右 移 动 。开 模 后 , 塑 机 顶 出装 置 通 过 注 推 板使 斜 推杆 和斜 滑块 向前 运动 , 由于斜 孑 的作用 , L 斜 滑块 向前 运 动 的 同时 向 内侧 移 动 , 而 在 推 出 塑 从
所 示
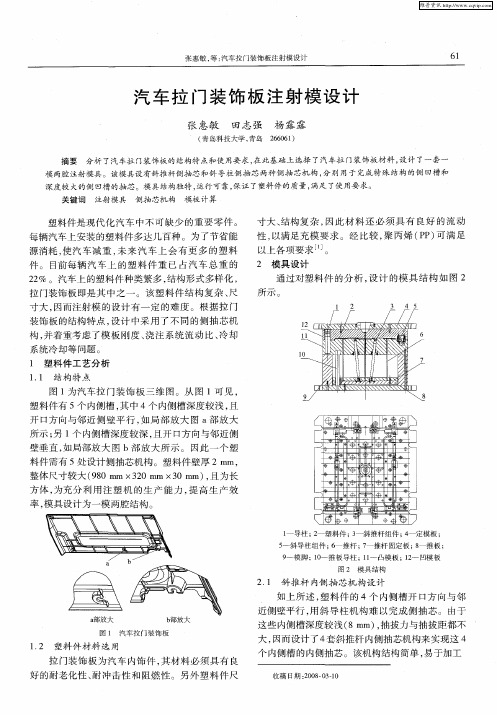
拉 门装饰 板 即是 其 中之 一 。该 塑 料 件结 构复 杂 、 尺
寸大 , 因而注射 模 的设 计 有 一 定 的难度 。根 据 拉 门 装饰 板 的结构 特 点 , 计 中采 用 了不 同 的侧 抽 芯机 设
构 , 着 重考 虑 了模 板 刚 度 、 注 系 统 流 动 比 、 却 并 浇 冷 系统 冷 却等 问题 。
收稿 日期 :0 80 —0 2 0 —31
图 1 汽 车 拉 门 装 饰 板
12 塑料件 材料 选 用 .
拉 门装饰 板 为 汽 车 内饰 件 , 材 料 必 须 具有 良 其
好 的耐 老化 性 、 冲 击 性 和 阻燃 性 。另外 塑料 件 尺 耐
维普资讯
2 模 具 设计
源消 耗 , 汽 车 减 重 , 来 汽 车 上 会 有更 多 的塑 料 使 未
件 。 目前 每 辆 汽 车 上 的 塑料 件 重 已 占汽 车 总 重 的 2 % 。汽 车上 的塑料 件 种类 繁多 , 2 结构 形式 多样 化 ,
汽车内饰件的注塑成型工艺分析与模具设计
最后,用UG的Moldwizard模块进行模具三维设计,充分应用标准件,提高设计效率。
2
2.1
图2-1汽车内饰件
关键词:浇注系统;侧抽芯;冷却系统;Moldflow分析;优化
Injection process analysis and mold design of an automobile interior
Abstract
With the development of science and technology, plastic injection moldinghas already beenwidely used in the automobileindustry.Itplays an important part inthenational economy.Fortheinjection molding, the design of plastic mold is essential.Aftertheplastic materialandprocessing technology are identified,the design of plastic moldplays an irreplaceable role in realizing the requirement of part’s processing, using and appearance.In this paper,theautomobile interiorisdesignedasthe specific examplefor injection process analysis and mold design.In addition totheprocess analysis and calculation,there arealso the process of Moldflow Simulation and UGmolddesign.Through theprocess analysis and calculation, we canchoosethe suitableinjection molding machine,designthe mold base,thefeedsystem, forming parts, position-oriented institutions, Demoulding agencies, side coreslideand cooling ingtheMoldflow softwareto simulate the process offilling, material flowing, warpage and coolingfor the purpose ofoptimizing the molding process parameters, the feedsystem and cooling system. Then, we can improve the quality of the die. At the same time,withthe application of UG's Moldwizard, we canmake full use of standard parts andimprove the efficiencyin the process of mold design.
汽车内衬件注塑模
汽车内衬件注塑模毕业设计(论文)题目车门内衬注塑工艺及模具设计学生姓名:系别:材料工程系专业:材料成型与操纵工程学号:班级:指导教师:摘要本文要紧是关于车门内衬注塑工艺的分析及模具三维设计。
第一,对注塑工件进行结构和工艺分析,方案可行性的分析并确定合理的工艺方案。
在此基础上进行工艺参数的运算,模具结构的设计,压力机的选择,模具材料的选择以及标准件的选用。
最后得到一套车门内衬的注塑模具。
关键词:注塑模车门内衬三维设计ABSTRACTThis paper was mainly about technics analysis of door lining and three-dimensional design of injection mold. First, the structure of product and the injection technique scheme were analyzed, and the reasonable technical project was gotten. And then, calculations of parameters, design of the structure of injection mould, choice of machine, the choices of materials and the standard components were carried through. Finally, a set of practical injection mold was gained.Keywords: injection mold, door lining of the car, three-dimensional design目录第1章概论 (1)1.1课题背景及意义 (1)1.2本课题及相关领域的国内外现状及进展 (2)1.2.1注塑技术及其进展 (2)1.2.2汽车内衬塑料的应用现状及进展趋势 (3)1.2.3塑料注射成型机的技术水平及塑料模具进展趋势 (5)第2章 MOLDFLOW分析 (7)2.1最佳浇口分析 (7)2.2充型时刻分析 (8)2.3液体前沿温度分析 (8)2.4注塑口压力曲线 (9)2.5气泡分析 (9)2.6锁模力分析 (10)第3章塑料模设计 (11)3.1设计内容 (11)3.2工艺分析 (11)3.2.1塑件分析 (11)3.2.2塑件材料分析 (13)3.2.3分析塑件的结构工艺性 (14)3.2.4尺寸精度分析 (14)3.3模具结构的设计 (1414)3.3.1注塑机的选择 (14)3.3.2浇注系统的选择 (17)3.3.3分型面的设计 (18)3.4模架的选择 (19)第4章模具零件的设计及运算 (20)4.1成型零件的设计 (20)4.1.1动定模结构设计 (20)4.1.2成型零件工作尺寸的运算 (23)4.2液压侧抽芯设计 (23)4.2.1液压侧抽芯结构设计 (23)4.2.2液压缸的选择 (23)4.3斜顶机构设计 (24)4.4型腔侧壁厚度与底板厚度的校核 (24)4.4.1型腔侧壁厚度的校核 (24)4.4.2底板厚度的校核: (25)4.5合模导向机构的设计 (25)4.5.1导柱 (25)4.5.2导套 (25)4.6推出机构的设计 (26)4.6.1脱模力的运算 (26)4.6.2推杆机构 (27)4.6.3推杆的强度校核 (27)4.7冷却系统设计 (27)4.8模具结构图 (30)致谢......................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车门板注塑工艺分析及其注射模设计
随着汽车制造技术水平的不断进步,人
们对降低汽车能耗提出了越来越高的要
求,这为塑料制件在汽车行业的推广应用提供了广阔的发展空间。
近些年来,塑料制件在汽车生产中的应用比例越来越大。
目前汽车的内外饰件已基本实现塑料化,为汽车减轻重量、节约成本和降低油耗发挥着重要作用。
塑料制件需要普及,并提高技术质量,模具作为工业母体必然要先行。
以下以某车型汽车门板为例,阐述其制造工艺及相关注射模具设计要点。
通常汽车拥有前、后两车门,按照门板包皮套分类可分为包皮套和不包皮套,按照门板外形特征,可分为喇叭网和无喇叭网门板。
其中包皮套门板的产品表面质量要求较低,而不包皮套门板的外观件质量要求很高,如产品表面不允许有熔接线、不允许顶白、强度要求高而且无毛刺等。
门板工艺性分析
门板作为汽车的内饰件产品,根据车型的不同,尺寸大小有所不同。
图1所示为某车型汽车左前门装饰板,产品最大尺寸为835mm×520mm×90mm ,形状比较复杂,表面有皮纹,其中产品螺丝柱共21处,围绕产品周边一圈分布有7处倒扣,内部所有加强筋模具尺寸为小端0.8mm 、大端1.1mm 。
为防止产品飞边,喇叭网孔全部做在定模上,角度为8°。
图1 产品动模侧平面
根据以上工艺性要求,本产品实际生产中材料选用PP-T20,缩水率为1.2%
,平均壁厚
2.5mm,采用1600t注塑机注射成形。
模流分析
根据以上的产品结构及工艺性要求分析,模具设计为一模一穴式结构。
接下来我们采用MOLDFLOW对其注塑工艺性进行仿真分析,根据产品形状和注塑工艺,模具采用3点大水口设计,并配备搭接式侧浇口,流道尺寸直径为14mm,用调结阀控制进浇速度。
浇口详细位置如图2所示。
图2 热流道浇口位置
在冷却系统方面,冷却水路(图3)采用直通和水塔式设计,水路直径设置为14mm、水塔为30mm,热嘴附近分布水路,以增强模具冷却效果并调节模具温度,因此极大地缩短了冷却时间和生产周期,提高了生产效率。
图3 冷却水路
通过软件模拟分析,我们得到了如下结果:
1.从最终得到的产品熔结线分布图上(图4),可以看出结线结合处温度较高,结线较明显,因此必须加强排气能力,并对温度加以控制。
图4 熔结线分布
2.由于注塑制品冷却凝固过程中的不均匀,导致制品收缩不一致(图5),需要移动、修正水道,控制冷却。
图5 收缩情况
综上所述,得出如下结论:
1.产品波前出现较低温度,但仍在温度允许范围之内,不影响制品品质。
2.制品结合线不明显,但需注意充填末端的排气。
3.制品凝固不均匀,引起收缩不一致,建议冷却均匀。
模具设计特点及模具结构
1.模具设计理念和特点
(1)模架大小合理设置,动定模为整体,材料为P20,以减少材料节约成本。
(2)充分考虑冷却,水路尽可能多地布置,且直径要大。
(3)顶出安全、合理,导向杆辅助斜顶顶出。
(4)分型面设置合理,方便加工和配模,R角分型面加工成顺断差。
2.模具结构设计
(1)模具基本外观构造如图6所示,模具基本外观构造包括:热流道保护导柱、定位圈、锁模块、撬模坑、模脚、吊环螺丝及水路等。
图6 模具基本外观构造
模具基本要求如下:
1)热流道导柱比热嘴高出20mm以上,在安装时起保护作用。
2)每两块板间撬模坑尺寸设置为45mm×45mm,深8mm。
3)模具地侧设置模脚。
4)A、B板各4点起吊,吊环位置尽量设置在模具两侧。
(2)模具定位系统(四配克结构)如图7所示。
围绕模架外沿一圈有10°锥度配合,起整体模具定位和防涨模作用。
此外,需根据实际需要加上耐磨板。
四配克长度尺寸为85~90mm,高度为50mm,且底部在R5mm以上,顶部棱角C6,由模架公司精加工到位。
图7 模具定位系统
(3)模架导柱和流道调节阀设置如图8所示。
1)因为模板太厚,因此导柱G、P用螺丝固定,配合长度为1.5倍直径以上。
2)流道调节阀用来控制进浇流速和封闭流道的机构,达到产品填充均匀、控制熔结线等目的,试模时在机台上用内六角扳手旋动,简单方便使用。
图8 导柱、调节阀
3)动、定模都要设有调节阀。
(4)喇叭网镶件、压力板和顶针设置。
1)动模喇叭网处用镶件对策,起到深筋、定模喇叭网排气作用,用雕刻加工成形网筋条,内部通水循环减少产品变形的系数。
2)A、B板间设置10块均匀分布的压力板,材料使用40Cr并热处理。
3)模具地侧设置模脚。
4)螺丝柱用司筒顶出,司筒和顶针直径常设置成6mm、8mm、10mm等偶数尺寸,便于深孔钻选择对应刀具进行加工。
(5)斜顶顶出。
1)斜顶杆的角度不应超过15°,原则上大于12°,且全部加导向杆,起加强辅助作用。
导向杆、斜顶杆直径常设置成16mm以上,否则极易折断。
2)斜顶角度大于斜顶杆角度2°~3°。
斜顶复位时,起保护斜顶作用,同时弥补加工角度误差。
3)斜顶材料常用NAK80或者2738,原则上不能和模仁同材料。
4)设置导向杆时需要校对斜顶顶出状态,斜顶座不能与导向杆干涉,保证距离为5mm以上为宜。
(6)支撑柱、行程开关和强制复位孔。
1)支撑柱尽量在模具中心附近,数量尽可能多、直径做大。
2)行程开关共2个,对角设置。
3)强制复位孔设置数量4个,与机台顶出孔吻合。
模具工作过程
模具开启时,动、定模分型,浇注系统凝料由拉料杆拉住,与塑件一起随动模移动,开模一段距离后,动模停止运动,推出机构在注塑机强制复位作用力下向前移动,由斜顶、推杆、司筒推出塑件,合模时推出机构在强制复位作用下复位。
模具设计、制造中的重点和难点
1.门板制作周期比较短,但模架采购时间较长,这给设计定购带来压力,必须具有丰富的经验累积,将采购工作提前。
2.此类模具斜顶多,模具顶出、复位不平衡,且产品容量和斜顶相对移动,因此有必要增加2根回程杆,同时增加顶针板螺丝以防止产品变形,产品侧还应采取增加挡块、加强斜顶磨配等措施进行完善。
3.熔结线的消除。
模具试作后,发现熔结线明显,通过改善浇口位置、加强排气等措施予
以解决。
4.由于喇叭网动定模合模之后才能放电,放电加工时间长,因此要注意喇叭网装配和加工之间的关系。
5.模板斜顶孔加工偏差较大,必须改善加工工艺,以保证装配同心度。
结语
现在汽车工业发展无论是在技术水平还是产品质量方面都提出了越来越高的要求,这也给模具工业带来了很大的挑战。
我们通过在汽车门板模具制造方面不断累积经验,已经形成了设计、加工、装配及模架厂协调之间稳定的作业模式,在模具制造周期上得以保证,处理模具问题更加具有针对性和专业化,这些对于日后类似模具的生产具有一定的参考性和指导性。
(。