400磨齿机
克拉斯公司Arion400系列拖拉机
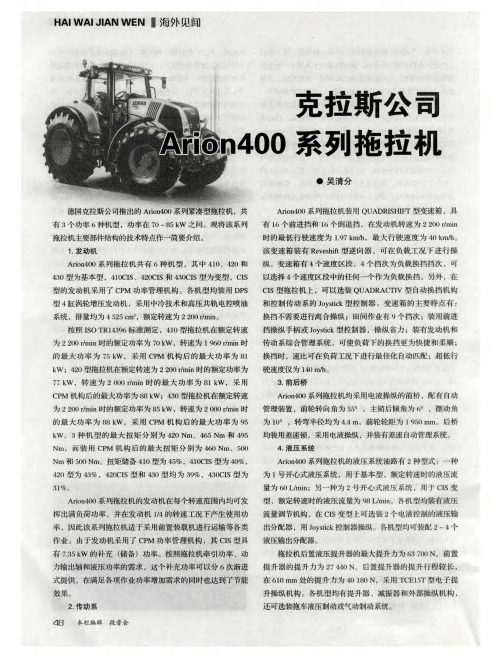
并联使用 ,因而可 以同时使 用 4 个机械式输 出分配器或 2 个
机械式输 出分配器 和 2个 电液操 纵的液压输 出分配器 。除新 型 电液分配器外 ,还 可进行前置 液压机构和前 置装载机 的操
海外见闻 I H A l WA I J I A N WE N
液压系统有 2 个液压泵 ,一个主要给 后置液压提升器供
油 ,另一个则 主要 给液压输 出分配器供油 。一旦使用前置 装 载机或进行特殊液 压输 出作业需 要大流量 时 ,两个油泵可 以
动频率极 低的气 动式弹性悬架座椅 ,并可绕轴转 动。可以选 装驾驶室空调系统 ,驾驶室内的噪音 为 7 2 d B( A ) 。
出轴和 电液输 出分 配器 。C I S系统 的显 示屏装 在仪表 盘上 , 通过一个旋转 按钮和 E S C按键进行 决速调整控制 。该系列拖 拉 机还可选装 克拉斯公 司的 GP S导航 系统 ,包括 :GP S P I — L O T R T K型导航 系统 ,导航精 度在 - I - 2— 3 c m 之 间 ,导航范 围在 2 0 k m 内 ,可通 过地区分 配器 或 GS M 系统 提供基 准信 号 ;G P S P I L O T B a s e l i n e H D型导航 系统 ,导航精度在 ±4— 6 c m之 间 ,导航范 围在 3 5 k m 内 ,采用移动式基 准信号站提 供 导航 信号 ,基准信 号 无须 使用许 可 证 ;G P S P I L O T O m— n i s t a r H P型导航系统 ,导航精度在 ±5—1 0 c m之 间 ,使 用双 频率 DG P S信号 ,信 号通过卫星校正 ,该导航系统须 具有 季 度和年度许可证 ;C O P I L O T型导航 系统 ,导航精度在 ±1 5— 3 0 c m之 间 ,通过 E GN OS卫星 提供 导航信号 ,无须 使用 许 可证 ;C A MP I LO T型 导航 系统 ,导航 精度 在 ±5 c m左右,
NM400,Hardox400,WearTuf400板材性能对比

NM400耐磨钢板,被广泛应用矿山机械、煤矿机械、环保机械、工程机械等,也常用作为屈服强度≥800MPa高强度结构钢使用。
作用:主要是在需要耐磨的场合或部位提供保护,使设备寿命更长,减少维修带来的检修停机,相应的减少资金的投入。
性能:屈服在900多,抗拉强度在1200上。
交货状态热处理:淬火+回火(调质)钢板以淬火.淬火+回火.TMCP+回火、回火或热轧状态交货。
Hardox400耐磨损和耐磨蚀的多⽤途钢材。
Hardox500可折弯可焊接的⽤耐磨钢Hardox400是⽤种具有400 HBW名义硬度的耐磨钢。
Hardox400是⽤种多⽤途耐磨钢。
由于其⽤韧性、极佳的折弯性和焊接性,这种钢可⽤于中度磨损的结构。
尺⽤范围 Hardox400可提供4.0-130mm(5/32-5.12")厚度的板材,以及2.0-8.0mm(0.079-0.315")厚度的薄板。
Hardox400厚板宽度可达3350mm(131.89"),⽤度可达14630mm(575.98")。
Hardox400薄板宽度可达1650mm(64.96"),⽤度可达16000mm(629.92")。
交货状态交货状态是Q或QT(淬⽤或淬⽤加回⽤)。
Hardox400厚板以带剪切边或热切割边形式交付,厚度超过80mm的板材则以带轧制边作为标准供货形式。
Hardox400薄板以带轧制表⽤和轧制边作为标准供货形式。
Hardox400⽤需进⽤步热处理。
它已通过淬⽤和在有必要时借助随后的回⽤获得其机械性能。
交货状态下的性能在暴露于250 C (482 F)以上的⽤温后⽤法得到保持。
WearTuf400特征WearTuf400是经过淬火或淬火+回火处理的全马氏体耐磨钢板,典型布氏硬度为400 HBW。
WearTuf400耐磨钢板用途广泛,同时具有良好的耐磨性,可焊性和冷成型性能。
高冲击韧性赋予了钢板在制造和使用过程中良好的抗裂性。
AC 伺服电机 400W 与驱动器 模型 MSMF042L1U2M + MBDLN25SG说明书

AC SERVO MOTOR 400W & DRIVER MODEL: MSMF042L1U2M + MBDLN25SG
Servo Motor Specification: Type Low inertia, Lead wire type Family Name MINAS A6 Enclosure IP65 About Enclosure Except rotating portion of output shaft and lead wire end. Environmental Conditions For more details, please refer to the instruction manual. Flange sq. dimension 60 mm sq. Flange sq. dimension (Unit: mm) 60 Motor lead-out configuration Lead wire Motor encoder connector Lead wire Power supply capacity (kVA) 0.9 Voltage specifications 200 V Rated output 400 W Rated current (A (rms)) 2.4 Holding brake without Mass (kg) 1.2
www.ekt2.comOil seal with Shaft Key-way, center tap Rated torque (N ⋅ m) 1.27 Continuous stall torque (N ⋅ m) 1.27 Momentary Max. peak torque (N ⋅ m) 3.82 Max. current (A (o-p)) 10.2
Regenerative brake frequency Without option: No limit With option: No limit, Option (External regenerative resistor) Part No. : DV0P4283
ZYWL-4000型履带式钻机
ISO9001:2000认证企业煤炭科学研究总院重庆研究院产品使用说明书ZYWL—4000煤矿用履带式全液压钻机感谢您选购本产品!为了保证安全并获得最佳效能,安装、使用产品前,请详细阅读本使用说明书并妥善保管,以备今后参考。
用户应负责钻机的安全操作和劳动组织,编制相应的安全操作规程,承担操作人员和设备的安全责任。
用户应加强对操作人员的安全培训,提高操作人员的安全意识;操作人员必须经过培训才可使用本钻机;操作人员使用钻机前必须详细阅读本使用说明书;钻机钻孔过程中,应有专职安全员跟班作业。
执行标准:MT/T356-2005Q/MKC433-2009版本号:出版日期:2009/01安全警示:1)操作人员随身衣物应合身并束紧,以免缠上钻机的运动部件而对肢体造成损伤;2)液压系统中溢流阀和功能阀组出厂时均已调定,不能随意调整压力。
如确需重新调定时,必须由专业技术人员或经过专业培训的技术工人严格按照说明书要求调定钻机工作压力;3)操作人员操作履带车行走、转弯、爬坡时,注意履带钻机行车安全;操作履带钻机上坡和下坡时,操作人员一定要站在钻机上方;下坡时,操作人员在上方,向下开履带钻机;上坡时,操作人员同样站在上方,向后(及向坡上)倒着开履带钻机,防止因坡度过大或地面浮煤导致履带钻机向下滑动,引起事故;4)钻机工作时,履带车锚固必须牢固,防止倒下伤人;5)启动钻机前,操作人员应通知所有人员注意安全,仔细检查电路电缆,检验漏电保护装置状态,检查钻机锚固是否牢固,只有在确认人员和设备都安全后,方可启动钻机运转;6)调定转速时,应在停车状态下进行;7)钻机在钻孔过程中,当钻杆之间采用螺纹连接时,动力头严禁反转,只有在加接或拆卸钻杆时,夹持器夹住钻杆后才可反转。
当钻杆之间采用四方扣或六方扣传递转矩,并用U型销或高强度螺栓连接时,在卡钻、抱钻时动力头才可反转;8)钻机钻孔过程中加接钻杆时,夹持器必须夹紧钻杆,防止钻杆从钻孔中滑落伤人;如使用螺旋钻杆,未使用夹持器时,钻机只能钻进近水平孔,且操作人员应采取相应安全措施,防止钻杆从钻孔中滑落伤人;9)钻机钻孔过程中,钻机前方严禁站人,操作人员站在钻机的侧面,严禁操作人员正对钻杆操作;10)钻机钻孔过程中,操作人员靠近钻机外露运动部件时,应注意安全;11)更换碟簧应由专业维修人员负责,更换碟簧时卡盘油缸必须在伸出位置,慢慢拆卸油缸前端盖形螺母,以防盖形螺母弹出伤人;12)使用调斜油缸时一定要慢慢推动手把,严禁突然推动(或拉动)手把,使得机架升降过快而引起安全事故;13)钻机液压系统不得在泄漏状态下运转,当液压油有泄漏时,应及时掩埋;14)钻机配置的电动机应使用YBK型防爆电机;钻机配套电机、液压胶管应有安全标志,且安全标志在有效期内;15)停机不用时,卡盘油缸必须在伸出位置,切断电源。
MG7340高精密卧轴圆台平面磨床使用维护规程
MG7340高精密卧轴圆台平面磨床使用维护规程一、用途:用于精整设备用圆盘刀及直径小于400mm,厚度小于120mm,平面光洁度及平行度要求高的工件端面磨削及内外锥面磨削。
二、设备主要参数:1、工作台直径:Φ400 mm2、磨削范围(直径×高):Φ400 mm×120 mm3、拖板纵向移动速度(液压无级): 0.05~2.5 m/min4、工作台最大倾斜角度:±10o5、工作台转数(无级): 20~160 r/min6、主轴转速: 1400 r/min7、磨头垂直进给量(手轮每格): 0.001 mm8、磨头垂直自动进给量(液压六级):0.001、0.002、0.004、0.006、0.008、0.01 mm9、磨头快速升降速度: 70 mm/min10、砂轮尺寸(外径×宽×内径):Φ300×32×Φ127 mm11、磨头电机功率: 4 KW12、主机外形尺寸(长×宽×高): 1623×0986×1730 mm13、主机包装尺寸(长×宽×高): 2620×1340×2170 mm14、机床净重/毛重(约): 2800 kg/3200 kg15、工件成品粗糙度: Ra≤0.1μm16、工件成品平面度: 1000 : 0.005mm三、使用前的准备:1、清理机床:机床在使用前要仔细擦去各机加工外露表面上的防锈剂,特别应注意各加工及润滑部位的清理。
2、润滑:按机床润滑图表(请看附件)在机床各润滑部位加注所要求的润滑油(脂),必须注意油(脂)内不得含有水份与酸碱性物质,并应很好过滤,以免杂质浸蚀与损伤机床。
床身内部为液压油池,容量约160L,用20号机械油。
磨头润滑油箱容量约30L,用4号主轴油,或用20%的20号机械油与80%的白煤油混合的油液。
3、配制冷却液:采用2-3%的苏打溶液,如加工表面要求较高或淬火钢的工件,可采用重量比为1:19的切削乳膏与水或1:20的皂化溶解油与水配制的乳化液。
常用机加工设备介绍

常用机加工设备介绍(总40页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (5)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (9)3.1 车铣 (9)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (9)3.1.2 德国DMG车铣复合数控机床,FD系列 (11)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (13)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (13)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (15)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (16)4. 数控磨床 (17)4.1 成型 (17)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (17)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN 194.2.2 美国500型数控坐标磨床 (20)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (22)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
Maxstar 400和800电缸TIG焊接机说明书
Maxstar ®Issued March 2021 • Index No. DC/24.5Power source is warrantied for three years, parts and labor.Maxstar 400 Wireless CompleteMaxstar 400 machine onlyAllows for any input voltage hookup (208–575 V) with no manual linking, providing convenience in any job setting. Ideal solution for digital meters to be calibrated dedicated-use receptacle for feature operates the auxiliary cooling power source cooling system operates only when needed, reducing noise, energy use and the amount of contaminants pulled though the machine.Auto-postflow adjusts the length of postflow time based on the amperage setting, shielding your tungsten and eliminating the need to set the postflow time.Lift-Arc ™ provides DC arc initiation without the use of high frequency.Blue Lightning ™ high-frequency (HF) arc starter for non-contact arc initiation. Provides more consistent arc starts and greater reliability compared to traditional HF arc starters.TIG/Stick WeldingPower SourceMiller Electric Mfg. LLCAn ITW Welding Company 1635 West Spencer Street P.O. Box 1079Appleton, WI 54912-1079 USAEquipment Sales US and CanadaPhone: 866-931-9730 FAX: 800-637-2315International Phone: 920-735-4554 International FAX: 920-735-41252Performance Data*Sense voltage for low OCV stick and Lift-Arc ™ TIG.All CE models conform to the applicable parts of the IEC 60974 series of standards.Certified by Canadian Standards Association to both the Canadian and U.S. Standards.Tech Menu (Hold Gas and Amperage buttons five seconds.)332101141513671289Maxstar ®400 and 800 Control Panel(9 DC TIG) (9 DC stick) 2.Memory Display 3.Voltmeter Display 4.Ammeter Display5.Process/Arc Starting TIG: HF impulse, Lift-ArcSTICK: Adaptive Hot Start 6.Output Control Standard remote,2T trigger hold, Output on 7.Pulser ControlPulses per Second* DC: 0.1–5,000 pps Peak Time* 5–95% Background Amps* 5–95%*Pro-Set parameter selectable.9.Activity Indicator 10.Encoder Control 11.Amperage Button12.Gas/DIGPreflow Off–25.0 seconds Postflow Auto/Off–50 seconds DIG* Off–100% 13.Sequencer ControlInitial Amps 3–400 A/5–800 A Initial Time Off–25.0 seconds Initial Slope Off–50.0 seconds Weld Time Off–999 seconds Final Slope Off–50.0 seconds Final Amps 3–400 A/5–800 A Final Time Off–25.0 seconds1. Tungsten Size 400 = .020–3/16 in./GEN or 0.5–4.8 mm 800 = .040–1/4 in./GEN or 1.0–6.4 mm2. Remote Trigger = 2T/3T/4T/4TL/4TE/4Tm3. Stick Hot Start = ON/OFF1. Arc Time 0.0–9,999 hours 0.0–59 minutes 0–999,999 cycles Resettable2. Error Log = Error event recorder3. Stick Stuc = OFF/ON4. OCV = LOW/NORM5. Weld Timers = OFF/ON6. Cooler Power = AUTO/ON/OFF7. Locks = OFF/1–48. Meter Display9. External Pulse Control = OFF/ON 10. Machine Reset 11. Software Number 12. Serial Number13. Slave (with Modbus ®Address = 1–247 automation expansion)Baudrate = 9600/19.2K Parity = EVEN/ODD/NONEUser Menu (Press Gas and Amperage buttons.)Pulsed TIG Controls4Maxstar ®400 and 800 Models/Packages5907716001 package shown.951874package shown.907716 and 907718models shown.301580 remote shown.301268 kit shown.907716001 Maxstar 400TIGRunner ® shown with four bottles of 043810Low-Conductivity Coolant.Build aWater-Cooled PackageSelect desired stock number for each step.Machines and Preconfigured Water-Cooled PackagesOrder machine only or use a single stock number to order a complete preconfigured system.6Water-Cooled TIG Torch Connector 195377 For Dynasty ® and Maxstar ® 400.50 mm Dinse-style with water return line. For use with all Weldcraft ™ water-cooled torches.Water-Cooled TIG Torch Connector 225028 For Dynasty and Maxstar 800.50 mm thread-lock with water return line. For use with all Weldcraft ™ water-cooled torches.Runner™ Cart300244Designed toaccommodate Dynasty or Maxstar 400 or 800 power sources and a Coolmate ™ 3.5 Cooler. Cart features single cylinder rack, foot pedal holder, three cable/torchholders, and two TIG electrode filler holders.Coolmate ™3.5 300245Designed to integrate with the Dynasty and Maxstar 400 and 800 power sources. For use with water-cooled torches rated up to 600 amps. 3.5-gallon capacity.Low-Conductivity TIG Coolant 043810Sold in multiples of four in one-gallon recyclable plastic bottles. Millercoolants contains a base of ethyleneglycol and deionized water to protect against freezing to -37° Fahrenheit (-38°C) or boiling to 227° Fahrenheit (108°C).Automation Interface Connection Kit 278161 FieldProvides control of power source welding parameters through a 28-pin receptacle. The 28-pin receptacle replaces the standard 14-pin receptacle and requires a PLC controller to operate the power source. Ideal for automated equipment integration.Weld Current Sensor 300179 FieldDetects when work clamp is not connected and prevents expensive damage to disconnectdevices and input power cord and wiring.Water-Cooled Torch KitsW-280 Torch Kit 300990Weldcraft ™ W-280 25-foot (7.6 m) TIG torch with Dinse-style connector Torch cable coverWork clamp with 15-foot (4.6 m) 1/0 cable and Dinse-style connector Flowmeter regulatorGas hose (regulator to machine)AK4GL torch accessory kit includes short back cap, nozzles, gas lenses, collets and 2% ceriated tungsten electrodes (1/16, 3/32 and 1/8 inch)W-375 Torch Kit 301268Recommended for Maxstar 400Weldcraft ™ W-375 25-foot (7.6 m) TIG torch with Dinse-style connector Torch cable coverWork clamp with 15-foot (4.6 m) 1/0 cable and Dinse-style connector Flowmeter regulatorGas hose (regulator to machine)AK4GL torch accessory kit includes short back cap, nozzles, gas lenses, collets and 2% ceriated tungsten electrodes (1/16, 3/32 and 1/8 inch)W-400 (WP-18SC) Torch Kit 300186 Recommended for Maxstar 800Weldcraft ™ W-400 (WP-18SC) 25-foot (7.6 m) TIG torch with thread-lock connector Torch cable coverWork clamp with 12-foot (3.7 m) 4/0 cable with thread-lock connector Flowmeter regulatorGas hose (regulator to machine)AK18C torch accessory kit includes short back cap, nozzles, collets, collet bodies and 2% ceriated tungsten electrodes (3/32, 1/8 and 5/32 inch)Genuine Miller ®AccessoriesGenuine Miller® Accessories (Continued)into the 14-pin receptacle of Miller machine.Includes 20-foot (6 m) cord and 14-pin plug.Tungsten7Ordering InformationEquipment and Options Stock No. Description Qty. Price Maxstar® 400907716 Auto-Line™ 208–575 V, 50/60 Hz, CSA. 8 ft. power cordMaxstar® 400 International 907716002 Auto-Line™ 380–575 V, 50/60 Hz, CE. 8 ft. power cordMaxstar® 400 TIGRunner®907716001 Auto-Line™ 208–575 V, 50/60 Hz, CSA. 8 ft. power cord. Requires coolantMaxstar® 400 Wireless Complete 951874 Auto-Line™ 208–575 V, 50/60 Hz, CSA. 8 ft. power cordMaxstar® 400 Complete 951692 Auto-Line™ 208–575 V, 50/60 Hz, CSA. 8 ft. power cordMaxstar® 800907718 Auto-Line™ 208–575 V, 50/60 Hz, CSAMaxstar® 800 International907718002 Auto-Line™ 380–575 V, 50/60 Hz, CETIG Torches, Kits and ConnectorsWater-Cooled Torch Kits300990 W-280(see page 6 for contents)301268 W-375 (recommended for Maxstar 400)300186 W-400 (WP-18SC) (recommended for Maxstar 800)Water-Cooled TIG Torch Connectors 195377 Connects Weldcraft™ water-cooled torches to Dinse-style connector225028 Connects Weldcraft™ water-cooled torches to Maxstar 800(thread-lock connector included with 800 models)Tungsten See page 7Remote ControlsWireless Remote Foot Control 301580 Foot control with wireless 90 ft. (27.4 m) operating rangeWireless Remote Hand Control301582 Hand control with wireless 300 ft. (91.4 m) operating rangeRCCS-14043688 North/south fingertip controlRCC-14 151086 East/west fingertip controlRFCS-14 HD194744 Heavy-duty foot controlRHC-14242211020 Hand controlRMLS-14 129337 Momentary/maintained rocker switchRMS-14 187208 Momentary rubber dome switchExtension Cables See page 7AccessoriesRunner™ Cart 300244 See page 6Coolmate™ 3.5300245 120 V, 50/60 Hz, CE.Requires coolantTIG Coolant 043810 1-gallon plastic bottle. Protects against freezing to -37° Fahrenheit (-38°C)(must be ordered in quantities of four) or boiling to 227° Fahrenheit (108°C)Automation Interface Kit 278161 Field installation required. Provides 28-pin automation connectionsWeld Current Sensor300179 Field installation required. Detects when work clamp is not connectedDinse-Style Connector 50 mm (1 male) 042418 Used to connect weld cable to Dinse terminal machineThread-Lock Connectors (2 male) 225029 Used to connect weld cable to Dynasty 800 or Maxstar 800Dinse-Style Connector 50 mm 042419 Used to extend weld cables(1 male, 1 female)Dinse/Tweco® Adapter042465 Male Dinse to female TwecoDinse/Cam-Lok Adapter042466 Male Dinse to female Cam-LokTIG Welding Gloves See page 7Memory Cards 301151 14-Pin automation expansion301152 14-Pin Modbus® expansion301080 BlankGas Tungsten Arc Welding (TIG) Publication250833Date: Total Quoted Price:Distributed by:©2021 Miller Electric Mfg. LLC。
SZZ1000-400转载机说明书
2 产品用途和使用范围 SZZ1000/400 型转载机用于中厚煤层综采工作面使用。该型转载机与工作面输送机、
采煤机和液压支架以及顺槽布置的破碎机、胶带输送机配套,施行采煤、破碎和运输。是 综合机械化采煤工作面的主要设备之一。
3 产品执行标准 MT/T106-1996 顺槽用刮板转载机通用技术条件
4 产口型号及配套设备 4.1 型号说明:
193S39+193Z12/51-SY
目
次
第一章 安全提示 -------------------------------------------------------------------------------------------------------- 2 第二章 概述-------------------------------------------------------------------------------------------------------------- 4 第三章 产品主要技术特征 -------------------------------------------------------------------------------------------- 5 第四章 产品结构和工作原理 ----------------------------------------------------------------------------------------- 5 第五章 安装调试和使用 ----------------------------------------------------------------------------------------------- 8 第六章 使用注意事项和故障处理--------------------------------------------------------------------------------- 10 第七章 安全措施 ----------------------------------------------------------------------------------------------------- 11 第八章 维护保养 ----------------------------------------------------------------------------------------------------- 12 第九章 贮存与运输 -------------------------------------------------------------------------------------------------- 15 第十章 其它----------------------------------------------------------------------------------------------------------- 16
第五章项目能源消耗和能效水平评估
第五章项目能源消耗和能效水平评估第一节项目能源消耗种类、来源及消费量分析评估根据《综合能耗计算通则》(GBT2589-2008),实际消耗的各种能源应包括一次能源、二次能源和生产使用耗能工质所消耗的能源。
本项目生产过程中实际消耗的能源品种有:◇一次能源天然气◇二次能源电力、柴油◇耗能工质新鲜水、氮气、循环冷却水、压缩空气以上耗能工质中的循环冷却水、压缩空气分别由本项目配备的循环冷却水系统及空压站供应,计入电力消耗,其消耗的能源不再重计。
因此,本项目纳入能源折算分析的耗能品种为:电力、新鲜水、天然气、氮气及柴油。
一、用能品种及数量的分析评估1、新鲜水(1)生产用水主要为循环冷却水系统补充水、设备清洗用水等,其中项目循环冷却水补充水量为45700t/a,设备清洗用水用量约为5300t/a。
(2)生活用水本项目新增员工1500人,人均用水指标50L/d,用水量约为22500t/a。
(3)绿化用水本项目绿化面积为15500m2,绿化用水按1.5L/m2?d计算,用水量约为7000t/a。
表5-1新鲜水消耗量表2、电力(1)全厂年用电量估算本项目主要分为生产、检测、公辅工程及办公生活用电。
生产装置用电主要有热处理车间用电设备、齿轮加工设备用电、各类机床及行车等用电设备等;检测设备有三座标测量仪、齿轮测量仪等;公辅工程用电设备有循环冷却水系统的冷却风机及水泵、空压机;办公及照明用电。
各单元或工序具体用电设备装机功率详见表5-2。
表5-2用电量估算表注,①根据《工业与民用配电设计手册》(第三版),平均有功负荷系数一般取0.7~0.75②根据《机械工厂年时基数设计标准》(JBJ/T2-2000),以本项目生产班制为基础,考虑各类型设备的年时基数损失率,从而确定各类型设备相应的年运行时间。
根据上表,本项目计算有功功率为4625.7kW,车间生产(除热处理车间外)的全年工作时间为4800小时;热处理车间的全年运行时间为7200小时;检测设备的全年运行时间为3200小时;公用工程的全年运行时间为4800小时;办公生活、照明的全年工作时长为4800小时,平均有功负荷系数为0.75。
40B型高效万能粉碎机
40B型高效万能粉碎机一、结构及特点:用活齿盘和固定齿盘间的高速运转,使粉碎物经齿冲击,摩擦物料彼此间的综合作用下,获得粉碎,料度大小,以更换网筛获得。
粉碎好的物料经旋转离心力的作用,自动进入捕集袋,粉尘由吸尘箱经布袋过滤而排出。
该机按“GMP”标准设计,全部用不锈钢材料料制造,生产过程中无粉尘飞扬。
二、设备性能:(1) 整机为与药物接触部位采用304优质不锈钢材料,符合GMP规范要求。
(2) 设计新颖、结构合理、体积小、效率高、噪音低。
(3) 定子与筛子之间无金属磨擦、无积料死角,清洗方便。
(4) 运行发热小、无粉尘,筛网可更换。
三、技术参数:1、粉碎细度:80~120目2、生产能力:180~300㎏3、最大进料粒度:6mm4、转速:3400~4500r/min5、粉碎电机功率:11kw 防爆6、吸尘电机:1.5kw 防爆7、外形尺寸:详见图纸四、报价:40B型高效粉碎机除尘一体机 4.5万元/台(含税) 40B带外置旋风加布袋:一概述:该粉碎机由主机,辅机,电控三个部分组成,该机具有风选式,无筛无网。
机内具有分级结构,能使粉碎,分级一次完成。
负压输送使粉碎作业时机枪内产生的能量源源不断的排出,所以也适用于热敏性物料的粉碎。
本机适应范围广,生产过程连续进行,出料粒度可调。
针对物料粉碎机采用冷风输送系统,能确保物料粉碎过程中不升温而变质。
二技术参数:1、型号:WN -40 B2、生产能力; 200-500KG产量3、粉碎细度:80-120目4、粉碎电机:11KW5、转速:34006、外形尺寸:根据客户要求三设备配置设备价格为:全套价格为8.2万元整备注:供货周期(工程进度):预付款到账后30天工程说明1、工程管理及协调A、组织协调:双方各派项目负责人在现场组成工程管理协调组,进行对工程现场安装调试的技术、生产、安全等方面的协调管理。
对协调管理组一致提出事宜及工作要求,双方应及时予以处理解决,不影响现场工作进度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FELIX 400 型成形磨齿机No.2/6671/S/72010.04.30 (标准报价翻译仅供参考)非常感谢贵方询价,按照附上的“通用销售与供货条款“我们愿意提供下述报价:第01项, HELIX 400型磨齿机欧元 420.000,――见附件一主机描述,含标准附件附件二:特殊附件,选项第02项,齿轮测量系统,测量齿形、齿向、周节。
欧元 36.000,――第03项,柔性随动夹具用于小齿轴,用于不同尺寸的单价欧元 4.000,――第04项,卡爪夹具用于Reishauer卡罐欧元 4.300,――用于不同尺寸的单价第05项,液压机械力夹紧基座(液压夹具基座)欧元 1.840,――第06项,长齿轴夹紧卡圈欧元 6.700,――第07项,齿槽用传感器用于工件快速定位欧元 9.500,――第08项,磨削软件,用于特殊的非渐开线齿形欧元 18.100,――第09项,用于整体齿轮毛坯磨齿的软件欧元 4.400,――第10项,用于双螺旋工件顶点确定和魔削的软件欧元 10.600,――第11项,附加的夹紧砂轮用法兰盘,每套单价欧元 2.300,――第12项,机床安装用调平垫铁一套欧元 1.130,――第13项,磨削油处理装置,为真空带式过滤系统欧元 82.100,――第14项,防滑格栅踏板欧元 3.000,――易损件消耗件;第15项, 1片通用金刚滚轮欧元 4.110,――外圆Ø160mm,厚度13mm,修形半径R1,5mm第16项, 1片通用金刚滚轮欧元 4.890,――外圆Ø160mm,厚度13mm,修形半径R0,25mm适用小模数和靠近基圆直径处只有极小弯的齿形第17项,砂轮型号:SK 23W60/1 G/H 10V10第17.1项, 1片砂轮,直径Ø400mm,宽30mm 欧元 468,――第17.2项, 1片砂轮,直径Ø400mm,宽45mm 欧元 630,――第18项, 2卷过滤材料,供真空过滤系统使用欧元 650,――150米长,1000毫米宽以上所有价格为净价,不含增值税。
交货期:预付款后约2-3个月。
具体交货日期,需要问卖方确认。
交货条件:此报价是标准报价基于“一般销售供货条件”。
以上价格应理解为是符合INCOTERMS2000供货条件的出厂价,不含包装费,运输保险费和派遣人员进行安装调试费。
CIF中国海港到岸价,含海运包装卖方在用户工厂的安装调试,现场操作工培训最多为17人日费用为如在用户工厂安装调试工作,不是由于卖方的原因延长,每人日计算劳务费用为900欧元。
安装现场使用的整体吊装吊具,机床制造厂家财产,提供用户免费使用需保证完好无损和返回运送给下个用户。
如果用户需要留下吊具价格是9460欧元。
付款条件:合同总价的30%为预付款,收到订单确认后支付。
剩余合同款付款采用不可撤销的信用证方式,凭必运单据支付。
交货前2个月以我们的名义到卖方指定银行开立信用证:COMMERZBANK AG,KARLSRUHE;GERMANYAcct. No.:220 292 700Bank Code:660 400 18迟付款将被计算手续费及延迟利息。
如果收到发票后8天内尚未付款,则被认为是延误付款。
保修期:机床的开发设计和制造符合欧盟98/37/EC 和98/336/EEC规定。
所供货机床保证期是一年,最多2000个运行小时,这是依照“一般销售供货条件”。
保修时间从机床最终验收合格签字,机床投入生产起计算。
保修期在机床离开供应商工厂交付后15个月自动结束不受卖方任何约束。
先决条件是保修期内直到保修期结束。
买方应有规律的保养机床或通过卖方用户服务部在保修期内正确维修机床。
如果出现非专业人员误操作,保修期将提前结束。
按照我们建议而适合的机床安装应是合同的一部分。
价格有效期:此报价60天后将自动失效,需要卖方重新确认。
在些期间保留销售和技术变化的权利。
出口批文义务:所报价的产品的出口,工艺资料及服务将全部或部分受当地政府批准。
卖方将得到合同后立即申请出口批准,为此所需要的进口文件将由买方负责。
如果出口被拒绝的话,卖方将很遗憾无法执行合同,本合同任何方都不存在合同的权利和要求。
适用法律:本报价适用法律为德国法律。
按照Den Haan条约制定的“统一采购法(Uniform Purchasing Laws)”将不再适用。
如无书面明确认可,口头协议无效。
中国用户按中国合同文本条款执行。
财产保留:机床在没有完成全部付款前属于制造方的财产。
希望所提供的报价满足您的要求,很高兴能向您提供特殊的夹具装置,请先提供工件图纸,由夹具制造商做出报价。
顺致友好的问候。
附件一:机床技术描述及参数附件二:特殊附件,选项附件三:安装/操作条件/验收01项 HELIX400型磨齿机技术描述机床按照欧共体98/37/EC标准和89/37/EEC标准国际指导文件进行设计和制造。
所有零部件和测量系统均根据ISO标准采用国际公制计量单位。
7轴数控磨齿机用于磨削圆柱形正齿和渐开线斜齿轮及渐开线花键。
高精度带直接测量的工作台采用力矩电机驱动(不带蜗轮蜗杆),无间隙、无磨损。
砂轮修整采用内置的CNC数控修整砂轮装置进行。
在通常的生产条件下,外齿轮达到AGMA 14-13级精度,相当于DIN 3962标准3-4级。
HELIX400磨齿机附件1.技术参数加工范围:齿轮直径da 最大 400 mm齿根圆直径df 最小 10 mm磨削行程最大 260 mm齿宽ß=0°最大 250 mm工作台行程范围最小/最大 235/495 mm中心顶间距最大 420 mm工作台以上顶尖距最大 325/745 mm工作台与磨削主轴的径向中心距最大 88/550 mm齿形高度最大 35 mm模数最小/最大 0.5/约15 mm 螺旋角最大±45°磨轴驱动功率最大 15kw磨轴转速最大 5400rpm砂轮直径最大 400mm砂轮直径可修整(轴肩直径)最小 174mm砂轮孔径 127mm砂轮厚度 45mm工件滑轨行程速度最大 6000mm/min 工作台转速最小/最大 0/16rpm 工作台承重最大 100kg总输入功率约 30KVA 接电源主保险丝 80Amp机床总重量约 10000kg 占地面积,长×宽×高约 4420×4970×2335mm 机床颜色外罩灰白RAL 7035门红色RAL 3002HELIX 400磨齿机标准机床描述HELIX成形磨体现出牢固性和柔性好的独特设计理念。
由机床工作台进行加工时的行程运动和旋转分度运动,两样强有力的磨削滑轨和修砂轮滑轨,安装在刚性强的加工台床身上,这个加工台可按螺旋角度进行倾斜。
修砂轮时磨削滑轨向后移动至金刚滚轮处,大尺寸的通用修整滚轮可横向运动,完成修整砂轮程序。
机床工作台和尾架同步运动在高精度导轨上,导轨安装在矿物质铸件的刚性强的立柱上。
这种独特的整体设计方案,可使机床达到快速的磨削行程,完成极限磨削余量,和最高的磨削精度质量水平。
可修整的砂轮和通用金刚滚轮的使用,几乎可以磨削各种齿轮,而不用更换刀具,最大限度的减少辅助时间。
砂轮修整到新的形状仅需要5分钟。
由于使用修整砂轮和通用滚轮,能最大限度地降低易损件-刀具在柔性生产中的库存。
人性化设计-操作者能在机床门前站在地面,从机床门前到机床工作台中心的距离仅300mm―能快速而简便的校准夹具。
机床主要部件例如床身、尾架立柱是由热稳定性高、抗震性高、高硬度的矿物质铸件制造。
其它部件由铸铁材料制造。
工作分度工作台是由无磨损、无间隙、快速反应的力矩电机驱动,直接由圆光栅监控,它安装在工作台下与其同轴。
机床可以置于几乎任何车间在地面上,无地基要求,且占地面积小。
齿轮精度在通常生产条件下,齿轮磨削和测量精度为AGMA14-13,相当于DIN 3962标准3-4级。
磨削进给滑轨(X轴)直线导轨和线性滚柱轴承。
滚珠丝杠由交流电动机驱动。
由压缩空气保护的光栅尺监控。
轴承和滚珠丝杠自动润滑。
磨头主轴驱动(C轴)能重负荷的125磨削轴由压缩空气保护。
磨削轴为永久润滑。
汽缸膨胀夹紧装置使得更换砂轮快捷。
直接安装的15kw水冷交流驱动电机。
砂轮磨削和修整滚轮的线速度是恒定的,由操作者预选输入数据。
磨削砂轮机床能使用可修整的大砂轮,直径最大400mm,可磨到最小174mm修整(轴肩)。
大直径的砂轮允许有最大的磨削余量和最短的磨削时间。
修整滑轨(Z1轴)直线导轨和线性滚柱轴承。
滚珠丝杠由交流电动机直接驱动。
由压缩空气保护的光栅尺监控。
轴承和滚珠丝杠自动润滑。
修整轮驱动轴(C1轴)牢固的ф100mm修整轮的主轴,由压缩空气保护,永久润滑。
用直径ф50mm液压缸夹紧罐夹持刚性修整轮轴。
由直接安装的交流电机驱动。
由操作者输入数据控制修整滚轮的线速度。
修整滚轮机床采用大而坚固的、几乎不磨损的金刚滚轮修砂轮,通用的滚轮直径为160mm,厚度13mm 金刚滚轮装有大颗粒钻石,装于外圆直径上及侧面和它的2个修整半径R上。
修整滚轮被牢固的安装在有油缸夹紧的修整轮主轴上,修整主轴的直径50mm,宽50mm。
修整程序柔性修砂轮程序有各种选择参数,改变砂轮的表面粗造度,不同的修砂轮参数适合于粗修和精修。
如果砂轮被修整成新的形状,修整程序自动将这个形状和新的几何数据存贮,这样可使砂轮利用到最小尺寸,很适合批量生产时齿形齿向的修形。
磨削行程滑轨(Y轴)直线道轨和线性滚柱轴承。
滚珠丝杠由交流电机直接驱动。
由带压缩空气保护的光栅尺监控。
滚柱轴承和滚珠丝杠自动润滑。
机床工作台(B轴)采用无间隙无磨损,快速反应的力矩电机直接驱动。
由圆光栅监控,安装在工作台下面,由压缩空气保护。
滚柱轴承用于轴向和径向位置确定。
轴向和径向的轴承为自动润滑。
可倾斜的工作台(A轴)安装在两个静压轴承和一个滚动轴承上。
倾斜工作台由同轴安装的交流电机驱动。
中间传动的变速箱速率从1120比1。
达到预定的螺旋角度后倾斜度自动锁紧。
由带压缩空气保护的光栅尺监控。
传动变速箱为永久润滑。
尾架尾架和机床同步运动在高精度导轨上,导轨安装在矿物质铸造的刚性立柱上,立柱装在床身上。
尾架的高精度的位置精度,由于尾架设计刚性强和采用高精度的大型导轨(Schneeberg)上带有预夹紧力的滚柱轴承,还有校准系统进一步校准顶尖精度,在工作台上方的顶尖由电动机驱动梯形轴带动。
当工件中心找正后,垂直运动就自动停止。
夹紧力是在7-90公斤之间可调整。
用于尾架的顶尖是固定顶尖或可调顶尖,都是3号莫氏中心顶尖轴。
砂轮的平衡动平衡为自动的无线式,每次修砂轮后自动对砂轮进行动平衡。
齿槽间隙对中心自动确定砂轮在齿槽的中心位置,通过感应式传感器,确定工件的位置。