转炉自动化控制系统的优化及改造
转炉炼钢自动控制基础及工艺

仪表分类
凡是用来直接或间接将被测参数和测 量单位作比较的设备, 量单位作比较的设备,均称为测量仪 其分类有以下几种: 表.其分类有以下几种: 被测参数不同 可分为: 不同, 1,按被测参数不同,可分为:压力测 量仪表,物位测量仪表, 量仪表,物位测量仪表,流量测量仪 温度测量仪表,成分分析仪表等. 表,温度测量仪表,成分分析仪表等. 显示方式:可分为指示式, 2,按显示方式:可分为指示式,指示 记录,累积式,数字式和屏幕式等. 记录,累积式,数字式和屏幕式等.
设置过程自动化和生产控制级计算机的作用和 目的为 目的为: 优化全生产线生产过程,提高综合效益; 1,优化全生产线生产过程,提高综合效益; 控制优良过程的再现性, 2,控制优良过程的再现性,为整个生产过程 实现稳定高质量和高效益提供手段; 实现稳定高质量和高效益提供手段; 满足多炼钢, 3,满足多炼钢,全量铁水预处理和全连铸等 新工艺及产品方案系列钢种生产的需要; 新工艺及产品方案系列钢种生产的需要; 提高产量, 4,提高产量,产品合格率和金属收得率以及 节能降耗并延长设备寿命; 节能降耗并延长设备寿命;
计算机控制系统简介
可分为: 可分为: 下位机: 下位机:PLC控制 控制 上位机: 上位机:工业监控
PLC控制系统
PLC主要有:ABB,SIEMENS,GE, MODICON等. 转炉系统用GE,连铸与热送用SIEMENS. GE简介:
工业监控软件
常用的有: 常用的有: 西门子: 西门子:WinCC; ; GE: iFix;Simplesity ; AB: eView; ; intouch; ; 北京亚琛:组态王; 北京亚琛:组态王;
工业自动化化
现代钢铁工业自动化化系统一般可分为: 现代钢铁工业自动化化系统一般可分为: 基础自动化,过程自动化和管理自动化. 基础自动化,过程自动化和管理自动化. 一级基础自动化级为设备级控制 基础自动化级为设备级控制, 一级基础自动化级为设备级控制,包括 检测仪表及控制, 检测仪表及控制,电力等传动系统控制 和监控. 和监控. 二级过程自动化是在数据采集的基础上 二级过程自动化是在数据采集的基础上 又增加一些控制和管理功能. 又增加一些控制和管理功能. 三级管理自动化又分为总厂经营管理和 三级管理自动化又分为总厂经营管理和 分厂管理. 分厂管理.
一钢轧厂转炉钢包车、渣车PLC控制系统应用研究
1系统 优 化过 程
使用量、 电缆 电线的使用量、 减少了P L C 控制环节及使用量 , 降低了 维护难度 , 节约 了生产维护成本 。 原控制系统在维护过程 中, 涉及到
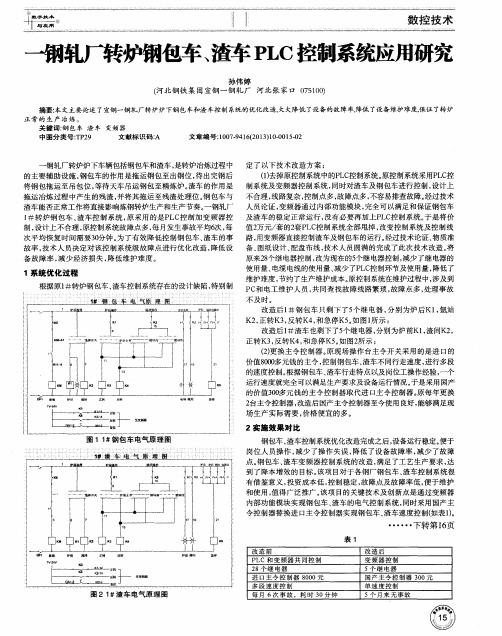
根据原1 #转炉钢包车、 渣车控制系统存在 的设计缺陷 , 特别制 P C 和 电工维护 人员 , 共同查 找故障线路繁琐 , 故障点多 , 处理事故 不及 时。 改造后 1 #钢包车 只剩下了5 个继 电器 , 分别为炉 后K1 , 氩站 K2 , 正转 K 3 , 反转 K4 , 和急停K5 。 如 图1 所示: 改造后1 #渣车 也剩 下了5 个继 电器 , 分别为炉前K1 , 渣问K2 , 正转K3 , 反转K 4 , 和急停K5 。 如 图2 所示 : ( 2 ) 更换主令控制器 。 原现场操作 台主令开关采用的是进 口的
2实施 效果 对 比
钢包车 、 渣车控制系统优化改造完成之后, 设备运行稳定。 便于 岗位人 员操作 , 减少了操作 失误 , 降低 了设备故 障率 , 减少了故障
点。 钢包车、 渣车变频器控制系统 的改造 , 满足 了工艺生产要求 , 达 到了降本增效 的 目标 。 该项 目对于各钢 厂钢包车 、 渣车控 制系统 很 有借鉴意义 , 投资成本低 , 控制 稳定 , 故 障点及故 障率低 , 便于维护 和使用 , 值得广泛推广 。 该 项 目的关键技术及创新点是通过变频器 内部功能模块实 现钢包车 、 渣车的电气控制 系统 , 同时采用国产主 令控制器替换进 口主令控制器实现钢包车 、 渣车速度控 制( 如表1 ) 。
价值8 0 0 0 多元钱的主令 , 控制钢包车 、 渣车不同行走速度 , 进行多段 的速度控制 。 根据钢包车 、 渣车行走特 点以及岗位工操作经验 , 一个 运行速度就完全可 以满足生产要求及设备运行情况 。 于是采用国产
转炉煤气回收系统的自动化控制

2 k/ 。由此可见 , 炉 煤 气 中 c 0gt 转 0含 量很 高 , 烟
尘 中铁 含量 也很高 , 有很 高 的回收利 用价值 。 具
转 炉炼钢 净化 系统 采用 煤气 湿 法 ( G法 ) 化 O 净 回收 系统 , G法 系统 主 要 由烟气 冷 却 、 化 、 气 O 净 煤
生 大量含 有 C O和氧 化 铁类 粉 尘 的 高 温 烟气 时 , 为
大地满 足 了操作 人员 对于数 值 监测 , 备控 制 以及 设
数 据记 录 的需要 。
2
2. 基 本控制流 程 2
冶金
20 月 一 0 年2 第 期 1
具体 P C控制 过程如下 : L
在 整个 烟气净化 与 回收 的过 程 中 , 由于烟气 温
模块 ,E 3 1 Gnu 控 制 器模 块 , 通过 Gnu B M 3 为 eis 它 ei s 网与 现场 站 模 块 通 信 。每 个 O G系 统 带 4个 现 场
站 。主干 网采 用 WID WS20 resnlP C N O 00Po si a,L f o
回收利 用转 炉煤 气是 一 项改善 环境 , 节约 能 源、 高炼钢 质 量 的 重 大措 施 。 为保 证煤 气 回收 的数 提
量、 质量和 运行 安全 , 炉煤 气回收 系统是 关键 设备之 一 。 转
关 键词 : 炉煤 气 ; 转 回收 ; 自动化控 制
U 日 U吾
了防 止污染 , 保护 环境 , 转炉分 别设 置烟气净 化 4座 系统 , 对烟气 进行 净化 处理 并 回收 煤气 。 当转 炉炼
煤 气 回收系 统 。煤气 回收时 , 风机 旁装 有 在线 式 在 煤 气分 析仪 。 当满 足煤气 回收条 件 时 , 体通 过 三 气
转炉煤气回收自动化控制系统的应用

转炉煤气 回收 自动化 控制系统 的应 用
穆 杰
行 第一 次洗 涤 除尘 , 再经 过 喉 口调节 阀控 制 烟 气 量 ,经 9 。 0 弯头 脱 水 器 、湿 旋脱 水器 脱 水 后 由鼓 风机 抽 出,再通 过 三 通 阀、水封 逆 止 阀进 入 煤气 柜 。 同 收条 件 不满 足 时 ,则 在 通 过 三 通 阀放 散位 或 旁 通 阀 经 放散 烟 肉 高 空 点燃 后 排放 。 本文 重 点介 绍 除尘 风机控 制 和 煤 气 自动 回收 。
风 机 房 操 作 站 主 要 有 一 次风 机 画 面 和 煤气 同 收画 面 。 次风机 画面显 示 :风机 的转速 ,风 门 开度 ,液 偶 开度设 定和反 馈 ,风机 的温 度 、 振动 监控煤 气管道 流量与 力 ,冷却 水流量 与压力 , 油站 的运行转 台显 示及其控制等 。 稀 煤 气 回收 画面 显示 : 气 柜是 否允 许 同 煤 收 ,三通 阀的控 制及 监控 ,水封 逆 』 阀阀位 } : 及 水位 的控 制 及监控 ,一氧 化 碳含 、氧气 含 量 、煤气 回收流 量等 的监控 。 4 2风 机 调速 与炼钢 操 作 的 的联 锁控 制 . 风 机采 用 液力 耦合 器 渊 速 , 即通过 P C L
一
3 控 制 系 统 的硬 件 配 置
O 系统采用一套 P C 控制系统 ,选甩 G L SMA I 7 0 P , I TC¥ - 0 U 采用 P O IUSDP现 4 C R FB . 场总线技术 ,E 2 0分站 集 L放置在控制室 。 T0 卜 I 该 系统 通 过 交 换 机 与 转 炉 一级 以太 网 相 连 ,实现 P C与 P C之 间 的通 讯 ,HMI L L 选 用 WI C . NC 62软件 包 。 OG 系统 为转 炉 系 统 的一部 分 , 机房 操作 D 生 要监 控 风机 系 风 - ・ 统 、煤 气 分析 、煤 气 同收 与 放 散 的控 制 等 。 oG 系统 的硬 件配 置 如 下 图所 示 。
副枪在转炉自动化控制过程中常见问题及对策

Metallurgical Engineering 冶金工程, 2020, 7(3), 185-194Published Online September 2020 in Hans. /journal/menghttps:///10.12677/meng.2020.73026副枪在转炉自动化控制过程中常见问题及对策张孝兴1,程奎生21铭达科冶金科技(上海)有限公司,上海2达涅利霍高文钢铁技术(上海)有限公司,上海收稿日期:2020年8月28日;录用日期:2020年9月10日;发布日期:2020年9月17日摘要本文阐述了转炉副枪使用过程中影响转炉测温、测样、定碳、取样的主要因素,并逐一提出了对策,通过一系列措施改进,副枪使用成功率在现场稳步提高。
关键词副枪,探头,自动化Common Problems and Countermeasuresin the Operation of Sublancefor the Automatic Controlof ConverterXiaoxing Zhang1, Kuisheng Cheng21MDC Sublance Probe Technology (Shanghai) Co., Ltd., Shanghai2Danieli Hoogovens Steel Technology (Shanghai) Co., Ltd., ShanghaiReceived: Aug. 28th, 2020; accepted: Sep. 10th, 2020; published: Sep. 17th, 2020AbstractThis paper describes the main influence factors of converter temperature measurement, sample measurement, carbon determination and sampling with sublance and puts forward countermea-sures one by one. Through a series of improvements, the success rate of sublance is steadily in-creased on site.张孝兴,程奎生KeywordsSublance, Probe, AutomationCopyright © 2020 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言近年来随着“中国制造2025”的不断深入,智能制造成为各炼钢企业追求的目标。
浅析转炉冶炼自动化控制

统 之 间 的 无 缝 连 接 , 能 保 证 自动 化 系 统 才 的 换 代 升 级 不 会 影 响 到 转 炉 冶 炼 的 正 常 生 产 。 就 要 求 自动 化 硬 件 有 统 一 的接 口, 这 以 便 方 便 地 实 现 同 现 场 设 备 之 间 的 数 据 交 换 。 了保 证 快 捷 地 实 现 连 接 , 炉 自动 化 为 转 控 制 系 统 采 用 光 缆 作 为 连 接 介 质 , 实 现 以 控制 器与现 场设备 ( 变频器 、 能仪表 、 如 智 工 业 键 盘 、 布 式 I O站 等 ) 间顺 畅 地 数 分 / 之 据 交 换 。 炉 冶 炼 自动 化 控 制 的 硬 件 只 有 转 这 在 控 制 速 度 、 制 精 度 、 干 扰 性 、 活 控 抗 灵 性 等 方 面 处 于 领 先 地 位 , 能 在 钢 铁 企 业 才 得到 广泛的应用 。 2。 转 炉冶 炼 自动 化控 制 对 自动化 软 件 的 2 需 求 我 国 钢 铁 企 业 使 用 最 广 泛 的 软 件 平 台 是美 国Mir sf微软 公 司的 产 品Wi d ws co ot no 。 因为 , 大 部 分 自动 化 控 制 商 提 供 的 自动 绝 化 控 制 系 统 是 建 立 在 w i d WS 础 之 上 n 0 基 的, 因此 , 国 的转 炉冶 炼 自动化 控 制 系统 我 就要 选用 W id ws XP n o 中文 版操 作 系统 。 这 样 可 以使 数 据 库 、 史趋 势 、 图 、 示 、 历 画 显 配 方 等 紧 密 结 合 , 将 现 场 数 据 快 速 显 示 在 能 屏 幕 上 ; 屏 幕 上 制 造 出 按 钮 远 程 完 成 对 在 现场 设 备 的操 作 ; 它能 利用 W i d ws D n o D E ( 态 数 据 交 换 ) 能 把 数 据 库 的 数 据 传 送 动 功 到O f e E cl O f e A c s文件 ; 完成 f c x e、 f c c es i i 能 复 杂 的 调 节 控 制 和 逻辑 控 制 。 的 组 织块 、 它 功 能 块 、 据 块 相 结 合 的 编 程 可 以 实 现 转 数 炉冶 炼 各 种 控 制 要 求 ; 之 , 总 采用 W i d ws no 可 以 顺 畅 地 完 成 了对 转 炉 系 统 的 自动 化 控 制。 2. 转 炉 冶 炼 自动化 控 制 主 要 系统 的 工作 3
120吨顶底复吹转炉自动化控制系统分析

各项技 术的实行 , 现 已基本无须人 工进行 干扰 , 据相 关应用调查分析 , 此项 系统的稳定性较 高, 设备能较好地 满足顶底复吹 工艺当中的各 类复 杂控 制 的 需求 , 获 得 了大 量 好 评 。
【 关键词 】 自 动化控制 系 ̄; 1 2 o 吨顶底复吹转炉; 邯铜; 炼钢厂
1 . 1 2 0吨 顶 底 复 吹转 炉 自动 化 控 制 系统 工艺 概 况
当前 . 我厂 1 2 0 t 转炉其 主要 的技术参数包 含这几个方 面 : 公称容 量 现可达 1 2 0 吨. 平均 的出钢量 是 1 2 5 吨: 底吹气体 的种 类包含氩气 与氮气两种 平均的冶炼周期控制在 3 5 至4 O 分钟之内 , 其 中吹氧 的 时间为 l 5 分钟 : 每个转炉年 产量可达 1 3 0 万 吨. 最大 出钢量 为 1 3 5吨
必要数据的输人及输 出. 达到过程 自动化控制 1 2 0吨顶 底层 复吹转 炉过程 自动化 的系统 包含转炉调 质 、 铁水 管理 、 炼钢 控制 、 合金料 挎 制、 废 钢管理 、 化 验数据处 理 、 工艺 参数维护 、 快速统计 分析 、 , F 发站 子、 连铸通讯 f 预留) 1 0 个子系统[ 2 1 过程控制 计算机 其系统 采用 的是 c l i e n t / S e r v e r 的结构 体系 . 它 由网络 、 开发级 计算机 、 客户机 、 服务器 四大部 分组成 、同时 , 它的软 件则采 用 的是 WI N O WS — N T此类操作 系统 . 实行 的是T c P / I P的 网络 结构。 过程 控制计算 机其 系统 就服 务器来说 .采 用的是 C O M P A Q P L 3 0 0 0 Wi n — d 0 w s N T S ER V E R型的服务器 它的功能 主要 就是负责打 印报表 、 数据库 、 生产调质 、 生产控制 、 转炉等相关T作 。 且 它的服务配 配备先进大型的关系数据 库- -S Q L 6 . 5 . 确保服务器可满足整个系统 中的资料备份发 、 查询及数据存储功 能。 同时 . 它还拥有极高的伸缩性 能. 易于帮助在控制的过程 中对更高一级的信息实现管理 客 户机 : 在1 2 0吨顶底层复 吹转炉过程 自动化 系统 中 , 其 监控功 能是通过与网上 P c相连接来实现的 . 主要是供相关管 理科室 、 转炉 、 供转炉 的调度室进行使用 开发级计算 机 : 本厂选 用的是高档 P C机 . 系统运 行之前 , 其 主要 的功能就是对于模型 的开发 .且承担相关应用软 件的调试及编制 作 投 入运营之后 , 开发计算机离线 . 适用于开 发新增模 型 、 调试 及修 改应用 程序以及相关的维护系统等功效 网络 : 1 2 0吨顶底层 复吹转 炉过 程 自动化 的系统运 用 的是 总线 E N T E R NE T和星 型网络结构 以及 国际上 通用 的协议模式 T C P / I P. 网 络传输的速率为 1 0 MB 它 的 工 作 原理 即是 E NT E R N E T网 经 由 G A T E WA Y同 C O N T R O L N E T ( 基础 自动化 ) 的总线相连接 , 主要 的职 责就在于负责控制指令 与数据采集等相关数据传送 。
转炉氧枪自动控制系统

转炉氧枪自动控制系统【摘要】为满足某大型钢厂150吨转炉控制要求,开发了转炉控制系统,系统主要包括供配电、自动化、网络系统,其中氧枪控制是自动化系统的核心部分。
本文详细介绍了转炉氧枪的自动控制系统的应用,变频器完成氧枪的驱动控制,编码器完成枪位的精度控制,保证了氧枪运行的安全可靠、稳定准确。
【关键词】转炉;氧枪;控制系统1 引言氧枪系统是转炉的关键设备,主要由氧枪、氧枪升降装置、换枪装置三个部分组成,与其相关的还有仪表、阀门、供养管道等。
它的主要功能是将炼钢需要的氧气和氮气输送到转炉中,完成冶炼和溅渣护炉的工作,氧枪控制的优劣直接影响产品质量、炉龄以及设备安全,其中抢位检测是影响氧枪自动控制水平的关键。
某钢厂150吨转炉有2套氧枪设备,各自独立升降,2台横移小车可以互为备用。
2台升降小车分别装在横移换枪小车上,1台处于工作位时,另外1台处于等待为备用。
氧枪升降由交流变频电机驱动,电源经过UPS由变频调速柜供电,保证电源失电时实现紧急提枪,抱闸电机和氧枪控制电源由UPS供电,其它辅助设备均由MCC供电。
2 控制系统组成控制系统由PLC控制单元、大功率变频器(1用1备)、检测装置(机械式主令、两个绝对值编码器组成)。
操作台给定控制信号送至PLC控制单元,经过PLC处理后输出控制信号给变频器,完成氧枪的高低速控制、枪位定位。
PLC部分采用西门子S7 400 系列CPU,PLC采用Profibus现场总线分布式结构。
网络通信系统采用100 Mb/s工业以太网;采用工业级交换机,网络通信协议为TCP/IP;网络线路物理介质为光缆和双绞电缆。
PLC与氧枪传动的连接采用Profibus现场总线分布式结构;各PLC与上位机之间通过Ethernet网络进行实时数据传输;各PLC之间,PLC与HMI之间均通过Ethernet网络进行相互通信。
3 控制方式氧枪分两种控制方式,包括手动控制和自动控制。
手动控制又分吹炼、溅渣和维护三种工作模式。