设备日常点检标准作业指导书
滚圆机点检表

不低于2/3
运转
1次/日 操作人
2
பைடு நூலகம்
4 导轨
有油润滑
停机
视工作量 操作人
5 润滑确认
没有缺油情况
停机
1次/日 操作人
点检管理
3 4
1
给油管理
更换液压油
46#抗磨液压油 停 机
1次/年 维保人
其他
1 机台外观
点检时间 2 地 面
合计
清洁擦拭,光面涂 油. 清洁
停机 停机
1次/日 1次/日
设备名称:滚圆机 图
1
设备日常点检标准作业指导书
设备编号: 例
批区准 分
项次
项目
审核 管理内容
检查时机
编制 周期
作业管理 1 设备保养记录表 定位,一式一份
2 操作规程
定位,一式一份
许鹏 保养人
1 按扭动作确认 动作正常
运转
1次/日 操作人
2 压力表检查
小于175Kg/cm2
运转
1次/日 操作人
3 油面计
设备PM作业指导书 (1)
4.3设备PM计划原则:I类设备包含主工序设备(区分Capa大小),II类设备:辅助
工序设备,III类设备包含各类烘箱等温度标定设备。
5、点检和维护体系
设备的点检和维护工作事项如下进行,4.2向的预防点检和4.3的润滑管理根据工厂
2、适用范围
本作业指导书适用于艾睿光电芯片及器件车间生产使用的设备。
3、用语
3.1预防维修(PM; Preventive Maintenance)
是指在设备图面规定的范围内,改良或者点检等事前预防等工作。
3.2故障修理(BM; Breakdown Maintenance)
是指工具或机械不能正常使用,出现故障时,进行的维修检验。
4、保养清册定义
4.1生产技术/设备共同确认设备LIST,定义设备状态:Mormal, Idel,Shutdown。
其中Normal:为正常使用设备,IDEL:永休设备,Shutdown:设备Capa大于计划
需要停机管理设备,每月25号前针对设备LIST进行更新。
4.2设备部门针对Normal设备LIST进行整理,负责制作设备PM计划书,设备工程师
(3) UTILITY设备润滑管理由厂务实行。
(4)管理工作中产生的废油,废润滑油,废抹布等问题根据环境安全的指示。
4.4预测整修
(1)设备管理担当对有寿命各部品进行限定,确认非定期的交换周期并设定基
准,在计划中反映出预防整修内容,同时进行有效管理。
(2)如果设备管理担当遇到设备修理计划和生产计划有差异的情况,事前向部门
4.2预防点检
(1)定期点检设备管理担当还有维护人员在实施中根据各设备别的具体规则。
插件工位静电环每日点检作业指导书
定期对静电环测试仪进行校准和维护。
管理点检记录,确保所有数据可追溯。
这些步骤确保了静电环的性能和安全性,从而保障了生产过程中的静电防护效果。具体的操作细节和要求可能因不同的生产环境和设备而有所差异,具体实际情况按实际操作而定。
XXXX 有 限 公 司
XXXXLTD.,
文件名称
静电环点检作业指导书
文件编号: QP-36
生效日期:2020年05月20 日
版本: A
页次:1 OF 2
一、目的
确保插件工位静电环的正常运作,防止静电对电子元件造成损害,保障生产安全。
二、适用范围
适用于所有使用静电环的插件工位。
三、责任人
每日点检由当班操作工负责。
准备工作:
确保静电环测试仪是合格的,并且在有效期内。
确认静电环和静电鞋的状态良好,符合使用要求。
点检操作:
使用静电环测试仪对静电环进行测试。
记录测试结果,确保静电环的性能符合要求。
记录与报告:
将点检结果记录在点检表中。
检查点检表,确保所有使用的静电环都进行了点检并记录。
验证与确认:
确认点检记录的完整性和准确性。
八、附件
静电环每日检查记录表(见附件)
通过以上指导书,可以确保插件工位静电环的每日点检工作规范化、系统化,从而有效预防静电带来的风险。
XXXX有 限 公 司
XXXXLTD.,
文件名称
静电环点检作业指导书
文件编号: QP-36
生效日期:2020年05月20 日
版本: A
页次:2 OF 2
静电环点检的标准流程主要包括以下几个步骤:
使用静电测试仪检测静电环的放电效果,确保其有效性。
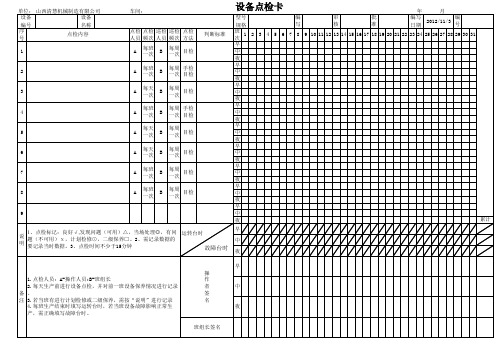
设备点检标准作业指导书(设备点检卡)
编
审
批
写
核
准
编写 日期
2012/11/3
编 号
班 次
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
早
中
夜
早
中
夜
早
中
夜
早
中
夜
早
中
夜
早
中
夜
早
中
夜
早
中
夜
早
中
夜
累计
早
中
夜
1.点检人员:A-操作人员;B-班组长 2.每天生产前进行设备点检,并对前一班设备保养情况进行记录 备。 注 3.若当班有进行计划检修或二级保养,需按“说明”进行记录 4.每班生产结束时填写运转台时,若当班设备故障影响正常生 产,需正确填写故障台时。
早
操
作
者
中
签
名Hale Waihona Puke 夜班组长签名目检
A
每天 一次
B
每周 一次
目检
A
每班 一次
B
每周 一次
目检
A
每班 一次
B
每周 一次
目检
判断标准
说 明
1、点检标记:良好√,发现问题(可用)△,当场处理◎,有问 题(不可用)ⅹ,计划检修⊙,二级保养□。2、需记录数据的 要记录当时数据。3、点检时间不少于15分钟
运转台时 故障台时
设备点检卡
年
月
型号 规格
单位: 山西清慧机械制造有限公司
CDNTC-WI-D05 耐压绝缘测试仪日常点检作业指导书 V1.0

程序文件耐压/绝缘测试仪日常点检作业指导书(受控文件)文件编号:CDNTC-WI-D05版次:V1.0发放编号:OA系统发布制/修订:日期: 2019-07-30 审核:日期: 2019-07-30 批准:日期: 2019-07-30制/修订履历1 目的指导检测员或设备管理员能正确操作设备,按照标准方法进行耐压/绝缘测试仪的日常运行的性能点检,以满足检测符合规定的要求。
2 适用范围适用于耐压/绝缘测试仪的日常运行的性能点检。
3 使用设备耐压/绝缘测试仪、耐压/绝缘点检盒。
4 职责设备操作人员(检测员)负责设备的日常性能点检。
5 作业程序5.1设备点检周期点检周期为两周一次,遇特殊情况或出现严重检测质量事故时,应增加点检频次。
5.2设备点检程序5.2.1在开始点检前设备需预热 15 分钟。
注1:选择点检 1 MΩ 电阻时,因设备下限电阻报警值最小为 1 MΩ,出现点检阻值小于1 MΩ 时设备报警并停止测试,此结果以瞬时报警后测试值为准。
注2:选择点检 2 MΩ 或 4 MΩ 电阻时,设备下限电阻报警值设置为 1 MΩ,保证点检的测试过程设备不报警。
5.2.3 耐压点检测试:进行参数设置后,将耐压测试仪红色夹子夹于“通过端”或“报警端”,黑色组接线端接于公共端并开始测试,待测试结束后记录结果。
RK-101测试时间不应超过 20 s,测试间隔不小于1 min;RK101D测试时间不应超过5 s,测试间隔不小于1 min。
5.2.4 绝缘电阻点检测试:进行参数设置后,将耐压测试仪红色夹子夹于1 MΩ端,黑色组接线端接于公共端并开始测试,待测试结束后记录结果。
依照上述的测试程序完成对2 MΩ、4 MΩ端的点检测试。
5.2.5如发现运行检查中出现不符合现象,必须追溯到上次已检测的样品,并确认仪器检测失效原因。
如是设备发生故障应进行及时检修,并重新校准后,对样品进行再次检测。
5.2.6如是点检盒发生故障,应进行检修并重新校准,并执行《设备管理程序》与《不符合工作控制程序》。
设备保养作业指导书
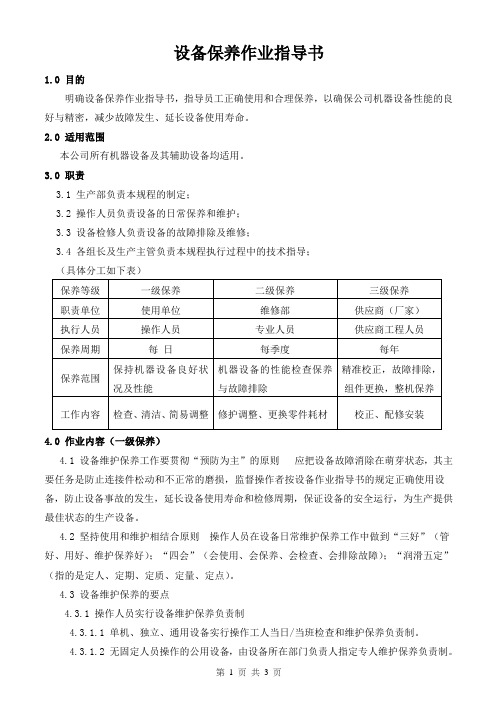
设备保养作业指导书1.0 目的明确设备保养作业指导书,指导员工正确使用和合理保养,以确保公司机器设备性能的良好与精密,减少故障发生、延长设备使用寿命。
2.0 适用范围本公司所有机器设备及其辅助设备均适用。
3.0 职责3.1 生产部负责本规程的制定;3.2 操作人员负责设备的日常保养和维护;3.3 设备检修人负责设备的故障排除及维修;3.4 各组长及生产主管负责本规程执行过程中的技术指导;(具体分工如下表)4.0 作业内容(一级保养)4.1 设备维护保养工作要贯彻“预防为主”的原则应把设备故障消除在萌芽状态,其主要任务是防止连接件松动和不正常的磨损,监督操作者按设备作业指导书的规定正确使用设备,防止设备事故的发生,延长设备使用寿命和检修周期,保证设备的安全运行,为生产提供最佳状态的生产设备。
4.2 坚持使用和维护相结合原则操作人员在设备日常维护保养工作中做到“三好”(管好、用好、维护保养好);“四会”(会使用、会保养、会检查、会排除故障);“润滑五定”(指的是定人、定期、定质、定量、定点)。
4.3 设备维护保养的要点4.3.1 操作人员实行设备维护保养负责制4.3.1.1 单机、独立、通用设备实行操作工人当日/当班检查和维护保养负责制。
4.3.1.2 无固定人员操作的公用设备,由设备所在部门负责人指定专人维护保养负责制。
4.3.1.3 每台设备都要制订和悬挂设备保养记录单,要写明维护保养者及检查人的姓名、维护保养内容及时间。
4.3.2 维护保养责任人的职责4.3.2.1 严格按照设备作业指导书的规定,正确使用好自己操作的设备,不超负荷使用。
开机前10分钟要仔细检查设备,检查连接螺栓的紧固程度,螺栓是否松动,对松的螺栓进行紧固处理,以防在使用中脱落。
然后空负荷试机,确认设备声音是否正常,检查各控制开关是否失灵,检查传动系统各操作手柄、电器开关位置正确无松动,操作灵活可靠。
如发现问题和异常现象,要停机检查,自己能处理的马上处理,不能处理的,及时报告班组长或主管,立即检修处理。
五金模具日常点检作业指导书

点检类别编号点检内容/标准图示位置点检方法点检工具重要性责任人周期1模具闭合高度、吨位与设备匹配①测量卷尺一般装模工即时2模具上下表面清洁、无杂物②③目视抹布一般装模工即时3导柱、导套、导向、弹簧等无缺损④⑤目视★一般装模工即时4导柱、导套、导向等活动部位有润滑④⑰目视润滑油一般装模工即时1导柱、导套、导向、弹簧螺丝未松动④⑥工具预紧内六角扳手高装模工1次/4H 2定位、限位位置固定,螺丝未松动⑥⑦⑧工具预紧内六角扳手高装模工1次/4H 3模具上下型面清洁、无杂物⑨目视抹布一般操作工即时4夹码螺丝未松动⑩工具预紧各类扳手高装模工1次/4H 5导柱、导套、导向等活动部位有润滑④⑰目视润滑油一般装模工1次/4H 6即时清理模具内的垃圾、废料、边料⑨⑪目视废料盒高操作工即时1模具上下表面、型面清洁、无杂物②③⑨目视抹布一般操作工即时2模具覆膜防水、防锈⑳目视薄膜一般装模工即时3模具铭牌、导柱、导套、导向、弹簧完整④⑤⑫目视★高装模工即时4导柱、导套、导向等活动部位有润滑④⑰目视润滑油一般装模工即时5模具各部位完好,无磨损、断裂、崩模④⑥⑰目视★高装模工即时6模具按照指定位置存放,台账清晰,方便查找⑳目视★一般装模工即时1模具导柱、导套、导向、弹簧、氮气弹簧完好无损④⑤⑬目视扳手/备件高维修工1次/月2模具冲针、凹模刃口如有磨损并修磨凸凹模刃口⑯⑲目视扳手/备件高维修工1次/月3模具各滑动部件有无卡死、断裂并对各滑动部件加油⑭⑰目视/模拟润滑油/备件高维修工1次/月4拉伸、折弯、翻边凸凹模有无拉花,对拉花部位进行抛光及修复⑨⑭目视抛光膏高维修工1次/月5退料板、凹模、镶件、有无断裂变形,及时更换⑭⑯⑲目视扳手/备件高维修工1次/月6模具各落料孔、导正孔、翻边孔是否堵塞,模具紧固部件有无松动⑥⑯⑲目视各类扳手高维修工1次/月7各导正块、定位、浮升销、出料装置是否顺畅⑤目视/模拟各类扳手高维修工1次/月 ⑳8模具覆膜防水、防锈⑳目视薄膜一般维修工1次/月编制: 模具日常点检作业指导书BS-MJBY-2016-A.0审批:强制保养图示说明上机点检过程点检下机点检。
安规仪日常点检规范
编制:审核:批准:文件名称:安徽XXXX科技有限公司耐压测试仪日常点检作业指导书4.4 仪器必须每年一次交由相关负责人进行进行校准,操作人员应检查仪器在有效期内使用。
5.注意事项:5.1 严格按照每2小时进行点检,确保仪器功能处于正常测试状态。
5.2 测试过程中,操作人的双脚应与大地绝缘,必须踩在操作台面下方的绝缘胶垫上。
5.3 长时间不使用仪器,应切断仪器电源,保护仪器和节省电能。
5.4 保持仪器表面清洁,测试前后的点检器和各连接线应妥善保管,避免损伤破坏。
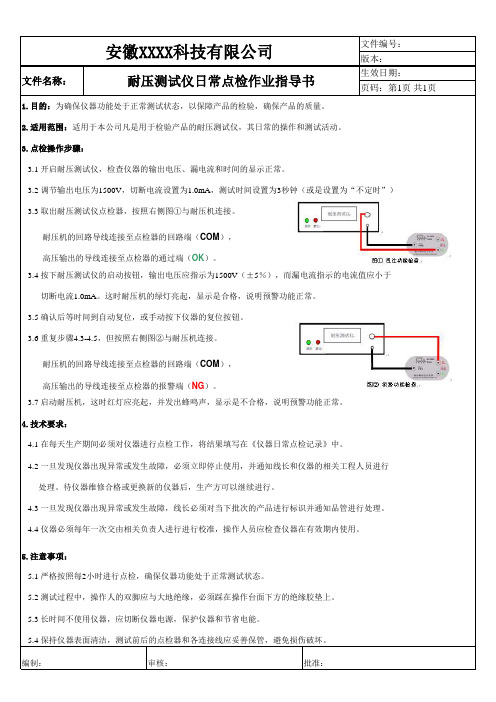
3.7 启动耐压机,这时红灯应亮起,并发出蜂鸣声,显示是不合格,说明预警功能正常。
4.技术要求:4.1 在每天生产期间必须对仪器进行点检工作,将结果填写在《仪器日常点检记录》中。
4.2 一旦发现仪器出现异常或发生故障,必须立即停止使用,并通知线长和仪器的相关工程人员进行 处理。
待仪器维修合格或更换新的仪器后,生产方可以继续进行。
4.3 一旦发现仪器出现异常或发生故障,线长必须对当下批次的产品进行标识并通知品管进行处理。
3.4 按下耐压测试仪的启动按钮,输出电压应指示为1500V (±5%),而漏电流指示的电流值应小于 切断电流1.0mA 。
这时耐压机的绿灯亮起,显示是合格,说明预警功能正常。
3.5 确认后等时间到自动复位,或手动按下仪器的复位按钮。
3.6 重复步骤4.3-4.5,但按照右侧图②与耐压机连接。
耐压机的回路导线连接至点检器的回路端(COM ),高压输出的导线连接至点检器的报警端(NG )。
3.点检操作步骤:3.1 开启耐压测试仪,检查仪器的输出电压、漏电流和时间的显示正常。
3.2 调节输出电压为1500V ,切断电流设置为1.0mA ,测试时间设置为3秒钟(或是设置为“不定时”)3.3 取出耐压测试仪点检器,按照右侧图①与耐压机连接。
耐压机的回路导线连接至点检器的回路端(COM ),高压输出的导线连接至点检器的通过端(OK )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备日常点检标准作业指导书——————冲床 设备名称、型号:开式压力机 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL-2016001 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
动作 手试
压制、回程、
急停按钮,反应灵敏可靠 1S 1D ● ●
照明灯 2 外观 目视 固定牢靠、无异损 1S 1D ○ ○
亮度 目视 照明正常 1S 1D ● ●
工作部分 润滑注油箱 3 油量 目视 油量高于最低刻度线,否则添加润滑油
1S 1W ○ ○
加油 手动
加入符合要求的润滑油,并摇动摇杆给机床注润滑油 1S 1D ● ●
3 2 1 设备日常点检标准作业指导书——--—-油压机 设备名称、型号:油压机 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL—2016002 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
功能 手试 压制、急停工作正常使用 1S 1D ● ●
限位开关 2 功能 手试 功能正常,起限位作用 1S 1D ● ●
工作部分 油泵、油管 3 外观 目视 油泵、油管紧固无漏油,无晃动 1S 1D ○ ○ 滑块 4 功能 手试 每次作业前必须先按回程,查看滑块是否故障,不可直接压制 1S 1D ● ● 润滑 5 外观 目视 注油孔灌注润滑油润滑 1D 1W ○ ○
3 2
1 4
5 设备日常点检标准作业指导书———-——剪板机 设备名称、型号:剪板机 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL—2016017 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
功能 手试 压制、急停工作正常使用 1S 1D ● ●
脚踏开关 2 功能 试车 开关灵敏,动作有效 1S 1D ● ●
工作部分 刀架及台面 3 外观 目视 刀口无裂缝,缺口损坏,台面清洁 1S 1D ○ ○ 机床轴承润滑 4 外观 目视 轴承加油口润滑加油 1S 1W ○ ○
1 2
4 3 设备日常点检标准作业指导书—-————钻床 设备名称、型号:钻床 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL—2016005 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
动作 手试
启动、急停按
钮工作灵敏可靠 1S 1D ● ●
照明 2 外观 目视 照明灯固定牢固 1S 1D ○ ○
功能 试车 照明亮度合适 1S 1D ● ●
工作部分 润滑系统 3 外观 目视 润滑油泵是否工作 1S 1D ● ●
手柄 4 功能 试车 各档手柄操作是否灵敏 1S 1D ● ●
传动系统 5 功能 试车 主轴电机无异响,转动平稳 1S 1D ● ●
3 4
1 2
5 设备日常点检标准作业指导书—-————数控车床 设备名称、型号:数控车床 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL—2016006 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮
1
外观 目视 无破损、固定无松动 1S 1D ○ ○
动作 手试 能正常使用 1S 1D ● ●
数控系统、伺服电机及各传感器 外观 手试 回零操作正常,显示屏无报警显示 1S 1D ● ●
工作部分 润滑系统 4 外观 目视
润滑装置齐
全、畅通、充足无污物 1S 1D ○ ○
功能 试机
自动油泵各
部位润滑供油能到位 1S 1D ● ●
防护罩、挡屑板 3 外观 目视 是否牢固可靠、清洁 1S 1D ○ ○
传动系统 2 外观 目视 主轴运行时是否有异响、各运动部件是否平稳 1S 1S ● ●
1 2
3 4 设备日常点检标准作业指导书——-———普通车床 设备名称、型号:普通车床 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL—2016007 点检周期:S班 D天 W周
M月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、
各个按钮、摇柄 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
动作 试车 动作有效,可靠 1S 1D ● ●
工作部分 主轴箱 3 功能 手试 动作有效,可靠 1S 1D ● ● 光杆,丝杆,操纵杆 5 外观 目视 表面无拉伤研伤 1S 1D ○ ○
各导轨面 外观 目视 润滑良好、无拉伤 1S 1D ○ ○ 润滑系统 6 外观 目视 各润滑部位有油润滑 1S 1D ○ ○
油位镜 油位 目视 油位镜达到镜面一半位置以上 1S 1D ○ ○ 卡盘、刀架 2 外观 目视 无磨损,松动 1S 1D ○ ○ 尾座 4 动作 试车 各操控杆灵敏有效,整体滑动灵敏、无卡阻 1S 1D ● ●
5
1 3 2
4 6 设备日常点检标准作业指导书-—————铣床 设备名称、型号:铣床 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制:
工业工程部 表号:ZJTL-2016008 点检周期:S班 D天 W周 M
月 Y年
点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值)
点检周期 点检状态
操作者 维护者 操作者 维护者
电器、控制 部分
操作面板、各个按钮操作杆 1
外观 目视 无破损、固定无松动 1S 1D ○ ○
动作 手试 操作灵敏动作可靠 1S 1D ● ●
电机导轨工作状况 2 外观 目视
运转正常,无
其他异常噪声、震动 1S 1D ● ●
接地装置 4 外观 目视 接地牢固、无松动 1S 1D ○ ○
工作部分 升降台主轴,主轴箱,进给箱 3 功能 试车 转动灵活、变速灵活无其他异响 1S 1W ● ●
润滑系统 5 外观 目视 油面达到镜面一半位置 1S 1D ○ ○
安全防护门 6 外观 目视 齐全、牢固 1S 1D ○ ○
1 2 4 3 5 6