加工中心设备点检表
合集下载
加工中心设备日点检表

以人为本 持续改进 追求完美 顾客满意
国泰精密机件(无锡)有限公司
加工中心日点检表
设备编号
年月
项目 点检项目
时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查各按钮是否有损坏
2
工作台是否清洁
3 刀库切削是否清理干净
4
主轴运转是否有异响
5
冷却油管有无漏油
6
气压装置是否正常
7
冷却液位是否正常
8
安全门是否有效
9 自动供油装置油位是否正常
10
防尘板的检查
11 冷却风扇运转是否正常Fra bibliotek12点检人
1.设备正常用“V”异常用“X”,备用 “△” 2.在发现异常时填写《设备维修单》,送往技术部 3.正在生产之设备交接班后2小时内点检,待开机机台在开机前进行点检,整班未开的在下班前1小时内完成,由设备管理人与现场组长进行不定时稽核!
编号:QR-PR-054A 保存期 1年
国泰精密机件(无锡)有限公司
加工中心日点检表
设备编号
年月
项目 点检项目
时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查各按钮是否有损坏
2
工作台是否清洁
3 刀库切削是否清理干净
4
主轴运转是否有异响
5
冷却油管有无漏油
6
气压装置是否正常
7
冷却液位是否正常
8
安全门是否有效
9 自动供油装置油位是否正常
10
防尘板的检查
11 冷却风扇运转是否正常Fra bibliotek12点检人
1.设备正常用“V”异常用“X”,备用 “△” 2.在发现异常时填写《设备维修单》,送往技术部 3.正在生产之设备交接班后2小时内点检,待开机机台在开机前进行点检,整班未开的在下班前1小时内完成,由设备管理人与现场组长进行不定时稽核!
编号:QR-PR-054A 保存期 1年
龙门加工中心点检表

3、系统气压正常
4、照明灯、指示灯正常
5、主轴转动正常
6、检查安全防护装置是否有效 和可靠
7、导轨、刀库、机械手装置运 行正常
8、电机及液压马达声音有无异 常 9、切削液油位、油温正常
10、程序运行正常
点检人签名:确认人签Fra bibliotek:周点检项目 1、清洗热交换器过滤网 2、清洗切削液水槽过滤网
一二三四
月点检项目
点检人签名: 注:在点检过程中,若正常则
打“√”,反之则打“×”。
点检人签名:
点检人签名:
龙门加工中心点检表
版本号:A-0 ;表单编号:
车间名称:模具车间
设备名称:加工中心
设备编号:
年月
内容
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1、润滑油油位、油压正常
2、润滑气压正常
4、检查冷却水、油管、油缸有无漏油
4、清洁切削液水箱(三个月)
4、检查电器零件、清洁控电箱(一年)
5、检查压缩空气系统及各开关、旋钮的作业 情况
5、检查并及时对加工中心各轴行程开关进行 清洁(三个月)
5、更换油压系统液压油并清洁油箱、更换换 刀机构齿轮箱内油品(一年)
点检人签名:
点检人签名:
点检人签名:
1、清洁油压单元滤油网
2、检查润滑油打油是否正常
确认
季 度、半 年 点 检 项 目
1、清洗润滑油箱、排屑机及数控车床油压夹 头分解清洗(三个月) 2、刀库加润滑油脂、换刀机构加齿轮油、打 刀缸添加润滑油(三个月)
确认
CNC加工中心点检表编

检查操作程序是否正确,参数设置是否准确
检查刀具是否磨损,刀具是否锁紧,主轴转子端螺纹及弹簧套是否完好
检查各轴运行是否灵活,主轴、电机运行是否正常,有无异常噪音及温升
检查切削液液位是否正常,管路是否堵塞,液箱是否清洁,泵是否正常工作
检查气压是否正常,气管有无漏气,空气过滤器是否排水
检查冷凝器显示面板是否正常,散热口是否正常排风
CNC加工中心点检表(第二次修改)FED-QR-122-09
部 门:设备名称:设备编号:
检查内容
日 期: 年 月
检查
周期
检查项目指引
1
2
3
4
5
67Leabharlann 891011
12
13
14
15
16
17
18
19
10
21
22
23
24
25
26
27
28
29
30
31
每
天
检查机器各部位是否清洁
检查开关按钮是否灵活,锁紧螺丝是否松脱
检查电箱散热风扇是否正常
每周
六
更换过滤棉及清洗冷凝器过滤网
检查主轴、丝杆、导轨是否清洁
检查油气过滤器油杯油量是否足够
每年
检查工作台平面度是否正常(工务部每年调整水平度)
记录人:
检查方法:看、试、听
记录符号:
正常
异常
已修好
重大问题处理意见:
V
X
△
检查刀具是否磨损,刀具是否锁紧,主轴转子端螺纹及弹簧套是否完好
检查各轴运行是否灵活,主轴、电机运行是否正常,有无异常噪音及温升
检查切削液液位是否正常,管路是否堵塞,液箱是否清洁,泵是否正常工作
检查气压是否正常,气管有无漏气,空气过滤器是否排水
检查冷凝器显示面板是否正常,散热口是否正常排风
CNC加工中心点检表(第二次修改)FED-QR-122-09
部 门:设备名称:设备编号:
检查内容
日 期: 年 月
检查
周期
检查项目指引
1
2
3
4
5
67Leabharlann 891011
12
13
14
15
16
17
18
19
10
21
22
23
24
25
26
27
28
29
30
31
每
天
检查机器各部位是否清洁
检查开关按钮是否灵活,锁紧螺丝是否松脱
检查电箱散热风扇是否正常
每周
六
更换过滤棉及清洗冷凝器过滤网
检查主轴、丝杆、导轨是否清洁
检查油气过滤器油杯油量是否足够
每年
检查工作台平面度是否正常(工务部每年调整水平度)
记录人:
检查方法:看、试、听
记录符号:
正常
异常
已修好
重大问题处理意见:
V
X
△
立式加工中心日常保养点检表
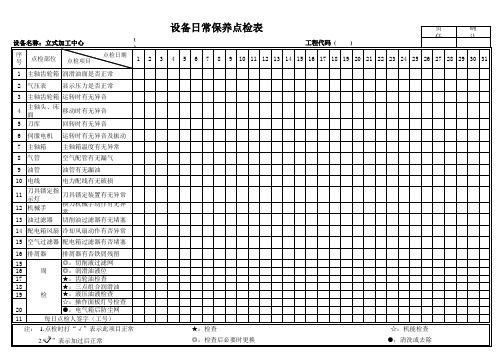
注: 1.点检时打“√”表示此项目正常
2.“ 加”表示加过后正常
★:检查 ◎:检查后必要时更换
☆:机能检查 ●:清洗或去除
2 气压表 显示压力是否正常
3 主轴齿轮箱 运转时有无异音
4
主轴头、床 面
移动时有无异音
5 刀库
回转时有无异音
6 伺服电机 运转时有无异音及振动
7 主轴箱 主轴箱温度有无异常
8 气管
空气配管有无漏气
9 油管
油管有无漏油
10 电线
电力配线有无破损
11
刀具锁定指 示灯
刀具锁定装置有无异常
12 机械手
换刀机械手动作有无异 常
13 油过滤器 切削油过滤器有无堵塞
14 配电箱风扇 冷却风扇动作有否异常
15 空气过滤器 配电箱过滤器有否堵塞
16 排屑器 排屑器有否铁屑残留
15
◎:切削液过滤网
16
周 ◎:润滑油液位
17
★:齿轮油检查
18
★:三点组合润滑油
19
检 ★:液压油液检查
☆:操作面板灯号检查
20
●:电气箱后防尘网
11
每日点检人签字(工号)
设备名称:立式加工中心
序 号点检表
责
确
( )
工程代码 ( )
任
认
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 主轴齿轮箱 润滑油面是否正常
加工中心设备日常保养点检表

开机后
检查夹治具是否有损坏或基本点是否仍然正常
开机后
检查加工刀具是否缺失或不足
开机后
检查加工程序是否完整
开机后
检查集中润滑油泵油位,不足时加注68#导轨油
8小时
检查压缩空气三点组合,添加汽轮机油或主轴油;及时 排水
8小时
检查各运动部件有无异常声音、振动及发热现象
8小时
检查切削液液位高度,不足时需添加
8小时
随时保持机台、操作面板的干燥清洁
8小时
检查各安全门、电源开关、动力源开关是否关闭,把三 每天作业
轴移至行程中间,以保持机台均衡精度
结束时
清洁主轴锥度孔、三轴盖板、刀把、各轴马达、外观, 每天作业
并做好工作台等部件的防锈
结束时
更换冷却液
变脏变味 时
重大问题记录:
注:1、每天分早、中班时,相应人员进行维护后均应及时填写记录; 2、填写方法:正常打"√"、异常打"×"、休息时空白不填,重大设备故障请填写在"重大问题记录"栏。
时间要求
安全事项:请确保维护工作的安全,各电气门及护盖除了维护工作的需要绝不可以打开
开机前
开机前
检查气动系统压力(一般应大于0.6MPa)
开机前
检查系统有无报警信息,如有否正常 ,变压器是否 产生高温
开机后
检查主轴顶端,刀具座及其它附件是否有异音、破损或 损坏并清洁主轴周围
生产设备日常保养点检表
设备名称
设备型号 厂内编号 班组
加工中心
点检、维护事项
检查电源线及各线路,管路接头是否有破损或接触不 良,各安全装置是否正常,危险区域内无人员
检查各水、油、气路有无泄漏
cnc加工中心日常点检保养记录表
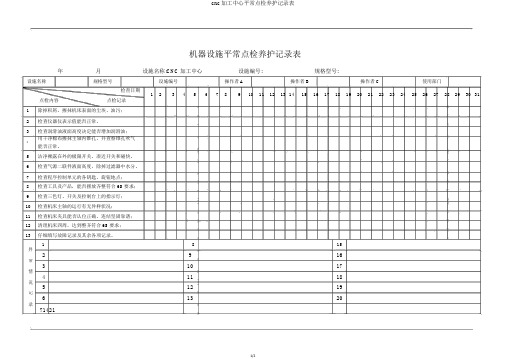
机器设施平常点检养护记录表年月设施名称:CNC 加工中心设施编号:规格型号:设施名称规格型号设施编号操作者A操作者B操作者C使用部门检查日期 234567 8910 11 12 13 1415 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31点检内容1 点检记录1除掉积屑,擦抹机床表面的尘埃、油污; 2 检查仪器仪表示值能否正常。
3检查润滑油液面高度决定能否增加润滑油;用干净棉布擦抹主轴内锥孔,并查察锥孔吹气 4能否正常。
5 洁净裸露在外的极限开关、凑近开关和碰快。
6 检查气源二联件液面高度,除掉过滤器中水分。
7 检查程序控制单元的各钥匙、旋钮地点;8 检查工具及产品,能否摆放齐整符合6S 要求; 9检查三色灯、开关及控制台上的指示灯;10 检查机床主轴的运行有无异样状况;11 检查机床夹具能否认位正确、连结坚固靠谱; 12 清理机床四周,达到整齐符合6S 要求; 13仔细填写故障记录及其余各项记录。
1815异2 9 16 常3 10 17 情4 11 18 况5 12 19 记 13206录71421重要备 1.检查方法:看、听、试安全注 2.检查周期:每日。
(由白班操作者负责)隐患记录注:养护后,用“√”表示进行了点检,“○”表示歇息或放假,“×”表示有异样状况,应在“异样状况记录”栏予以记录。
加工中心日常点检表

使用部门:
设备编号:
加工中心日常点检表
设备名称:
年
月
序 号
点检部位
点检项目
点检时间
开关、按钮无损坏;显示正常;
1
电器、照明 系统
控制柜空调滤网清洁;
照明灯正常。
2 刀库 运行正常
液压油位正常;
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
压力指示正常;
3 液压系统
散热器滤网清洁;
电机及油泵转向正常;
润滑油位正常;
4 润滑系统 压力指示正常;
电机及油泵转向正常
5 气压系统 压力表指示正常;
过滤网无积尘、及时清理;
6 冷却器
冷却器运行无异常、效果正常
7 刀具 刀具无灰尘油污; 8 排屑器 链排无积屑、电机运转正常; 9 主轴 主轴锥孔清洁;
10
6S
机床外身、周围环境、机床工装 及附件整理、清洁并注意防锈。
Байду номын сангаас
注:常用点检方法:视、听、闻、手感、清扫、加油、紧固。此表挂在设备处,使用时须按设备的要求对设备进行检查、保养,无异常填“√”,异常填“X”,并 作好异常记录。
,并
设备编号:
加工中心日常点检表
设备名称:
年
月
序 号
点检部位
点检项目
点检时间
开关、按钮无损坏;显示正常;
1
电器、照明 系统
控制柜空调滤网清洁;
照明灯正常。
2 刀库 运行正常
液压油位正常;
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
压力指示正常;
3 液压系统
散热器滤网清洁;
电机及油泵转向正常;
润滑油位正常;
4 润滑系统 压力指示正常;
电机及油泵转向正常
5 气压系统 压力表指示正常;
过滤网无积尘、及时清理;
6 冷却器
冷却器运行无异常、效果正常
7 刀具 刀具无灰尘油污; 8 排屑器 链排无积屑、电机运转正常; 9 主轴 主轴锥孔清洁;
10
6S
机床外身、周围环境、机床工装 及附件整理、清洁并注意防锈。
Байду номын сангаас
注:常用点检方法:视、听、闻、手感、清扫、加油、紧固。此表挂在设备处,使用时须按设备的要求对设备进行检查、保养,无异常填“√”,异常填“X”,并 作好异常记录。
,并
CNC点检表
操 作 员
备 注
日 检
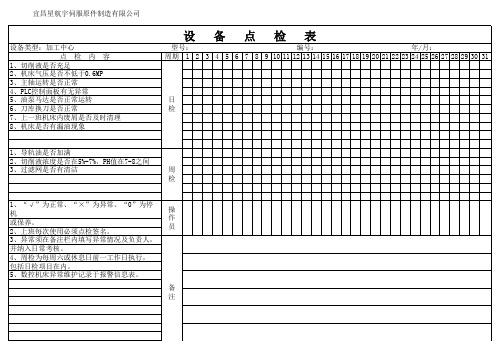
1、导轨油是否加满 2、切削液浓度是否在5%-7%,PH值在7-8之间 3、过滤网是否有清洁
周 检
1、“√”为正常、“×”为异常、“0”为停机 或保养。 2、上班每次使用必须点检签名。 3、异常须在备注栏内填写异常情况及负责人, 并纳入日常考核。 4、周检为每周六或休息日前一工作日执行, 包括日检项目在内。 5、数控机床异常维护记录于报警信息表。
1切削液是否充足2机床气压是否不低于06mp3主轴运转是否正常4plc控制面板有无异常5油泵马达是否正常运转6刀库换刀是否正常7上一班机床内废屑是否及时清理8机床是否有漏油现象1导轨油是否加满2切削液浓度是否在57ph值在78之间3过滤网是否有清洁1为正常为异常0为停机2上班每次使用必须点检签名
宜昌星航宇伺服原件制造有限公司
设
设备类型:加工中心 点 检 内 容 1、切削液是否充足 2、机床气压是否不低于0.6MP 3、主轴运转是否正常 4、PLC控制面板有无异常 5、油泵马达是否正常运转 6、刀库换刀是否正常 7、上一班机床内废屑是否及时清理 8、机床是否有漏油现象
备
点
检表Leabharlann 型号: 编号: 年/月: 周期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
查 4、导轨、工作台面等是否涂油
5、工作地是否清理
运行时间
操作工人签字
生产主管签字 检查示例:正常√ 异常× 待料 节假日:可以不填写
检查内容
成都天瀚智能科技有限公司
设备点检记录表
设备名称
三轴加工中心
编号
NO.: 日期
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
ቤተ መጻሕፍቲ ባይዱ
1、操作手柄、变速手柄的位置是否正确
班 2、刀具、夹具、位置有无变动及固定情况
前 检
3、油标、油位是否正常,并为各润滑点加油
查 4、安全、防护装置是否完好、可靠
5、开空车自身润滑、运转、液压、气压系统是否正常
班 1、夹紧部分是否正常
中 检
2、有无异音,温升、震动是否正常
查 3、润滑是否正常,导轨及滑动面是否来油
1、电源是否切断
班 2、各手柄、开关是否置于空位
后 检
3、铁屑是否清除,设备是否清扫干净