逆变电焊机的电路设计
峰值电流模式控制逆变焊机控制电路的设计
峰值电流模式控制逆变焊机控制电路的设计峰值值流模式控制逆值值机控制值路的值值逆值值机的最主要值成部分是逆值弧值值源~的功能是把工值交流值整流~再通值功率晶管它体的值值逆值成高值交流方波~然后通值值值器降值~整流二管整流~通值值值和工件值生值接值弧~包极括恒值~恒流外特性。
逆值弧值值源一般采用值值制;脉,方式~通值值值直流值平值值值出值值或来PWM值流~逆值值源控制方式有值值型和值流型值~值值型只通值值出值值反值和值定值值反值比值控两将来PWM制脉冲从值化而控制逆值值值和值源的值出。
值流型控制是用一值流值感器去值值值值器原个PWMPWM值的值流~反值到芯片~参与值值~形成值值值流值值控制系值。
双PWMPWM,值流型控制有值多的值点,1逐控制~值值值快~值值性能好,因值值值的是原值值流~所以不出值值值型控制值路个脉冲响会1.1中由于值波值感的存在而值致值速度慢的值值~因此值流型控制有值出精度高~值定性好的值点。
响具有瞬值的保值能力~能迅速值值力值子器件值行保值,因值值逐控制~值值器原值内个脉冲当1.2值流值流值~能迅速值值力值子器件值行保值。
能防止高值值值器偏磁的值生,高值值值器值生偏磁值~磁值流增加~容易值毁值值器~值流型励1.3 控制中采用值值原值值流的方法~能自值值值值器的值值磁平衡。
称,控制值路的值值2值流控制芯片的工作原理2.1 UC3846值流模式控制分值峰值值流模式控制和平均值流模式控制。
采用的是峰值值流模式控UC3846制法~值值的值感值流和值值外值值定的值流值分值接收到即将比值器的段值行比值~如值,两PWM值值器一次值值流采值信被放大三倍后值值值差放大信比值~然后去控制号与号脉值值制信PWM号脉内的值。
值流值和值值外值同值起作用值值脉内号值~如果值值值器一次值出值值流~而外值值值信由PWM于存在值出值感值速度比值慢~值值流信被值值感器值值到后值值放大外值值值值差放大信响内个号霍与号比值后迅速值值会脉值~因此比值值型控制芯片值速度更快~在值值器磁芯响PWMUC3846PWM偏磁值~能同值值值值值器一次值和二次值的值流。
逆变电焊机原理及图纸

逆变触发电路图:脉冲及时序板原理图:IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
DC/AC逆变器的制作-------------------------------------------------------------------------------- 江苏电子网QQ:99296827这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)图3这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
图4由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
逆变电焊机原理图的讲解-推荐下载
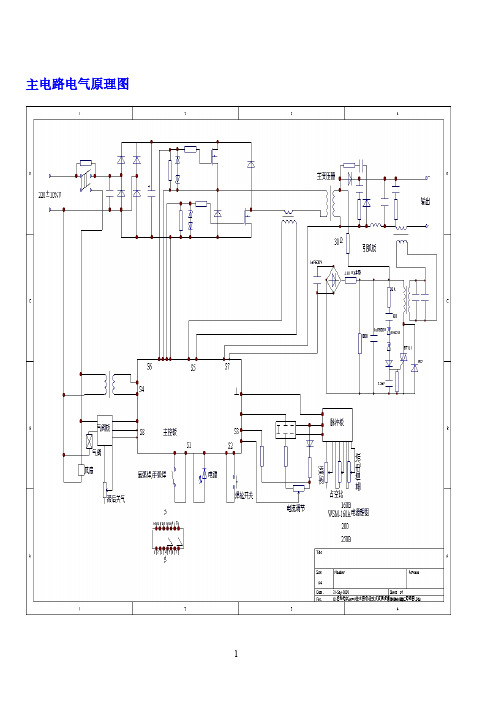
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性 这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子 1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3) 这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal OxideSemiconductor Field Effect Transistor (金属氧化物半导体场效应管)的缩写。
az25kW逆变焊接电源主电路设计
如果把6次谐波脉动电压Ud(6)限制在 的范围内则:
(式中 Id(6) ────6次脉动电流有效值, ───市电网频率,当f =50Hz时, =314rad/s)
确定电解电容时,应首先考虑电网波动±10%,当输出整流输出电压为最低值为
90%U0= ;
且要保证输出功率则 Id(6) ;
(2.1)
整流滤波后电压为:
(2.2)
考虑电网电压波动(±10%波动)则整流滤波最高电压为:
(2.3)
整流滤波最低电压为:
(2.4)
电源输出功率为Pd=2kW,考虑设整流器、斩波器、逆变器的效率的都为%98,以及高频变压器的效率都为90﹪,并假设电源的功率因数为0.95,设计最大整流输出功率为:
(2.5)
②二极管的过电压保护:
整流二极管的过电压保护,通常是在二极管元件两端并联RC电路,如图所示。整流二极管过电压保护电路RC的选择:
电容
电容耐压 ,电阻R一般取R=10~30 ,对于整流管取下限值。其功率满足:
——二极管额定电流(A)
——整流输出额定电压(V)
——二极管两端电压峰值。
10
20
50
100
200
综合比较串联谐振逆变器和并联谐振逆变器的优缺点,从适合高频小功率应用的角度,本设计选用串联谐振逆变器电路拓扑。
2.2串联谐振式逆变电源稳压调节方式
因为电网电压波动10%,所以要通过稳压调节稳定高频变压器原流I10,从而稳定高频变压器输出电压使负载正常工作。串联谐振式逆变电源的调压主要方法是直流侧调压。直流调压通常采用相控整流或直流斩波来改变逆变器的输入直流电压的大小。
500
1000
0.1
逆变焊机主电路原理详细分析
逆变焊机主电路原理详细分析首先咱们先从主电路回来学习分析,以后有时间我会继续整理补助电源控制电路驱动电路保护回路等!!分享给大家,希望能帮到大家与大家一起讨论,互相学习。
一、什么叫主回路主回路指焊机中提供功率电源的电路部分。
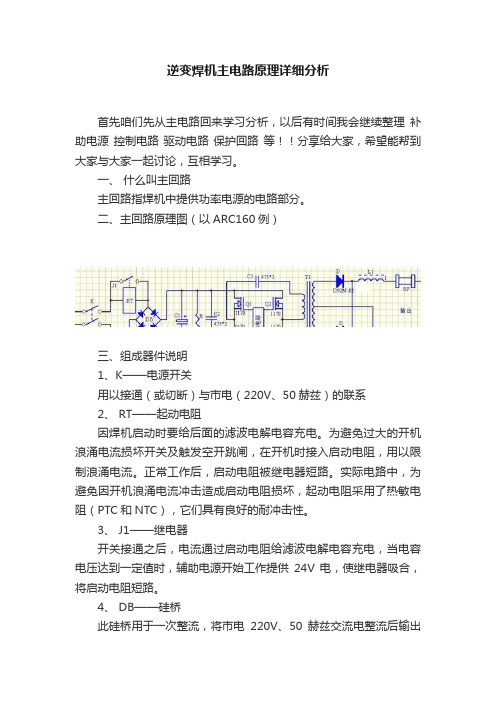
二、主回路原理图(以ARC160例)三、组成器件说明1、K——电源开关用以接通(或切断)与市电(220V、50赫兹)的联系2、 RT——起动电阻因焊机启动时要给后面的滤波电解电容充电。
为避免过大的开机浪涌电流损坏开关及触发空开跳闸,在开机时接入启动电阻,用以限制浪涌电流。
正常工作后,启动电阻被继电器短路。
实际电路中,为避免因开机浪涌电流冲击造成启动电阻损坏,起动电阻采用了热敏电阻(PTC和NTC),它们具有良好的耐冲击性。
3、 J1——继电器开关接通之后,电流通过启动电阻给滤波电解电容充电,当电容电压达到一定值时,辅助电源开始工作提供24V电,使继电器吸合,将启动电阻短路。
4、 DB——硅桥此硅桥用于一次整流,将市电220V、50赫兹交流电整流后输出308V的直流电。
5、 C1——电解滤波电容整流后输出的308V的直流电为脉动直流,此电容起滤平作用6、 R——放电电阻在关机以后,滤波电容中存有很高电压,为了安全,用此电阻将存电放掉。
7、 C2——高频滤波电容在高频逆变中,需要给开关管提供高频电流,而电解滤波电容因本身电感及引线电感的原因,不能提供高频电流,因此需要高频电容提供。
8、 Q——开关管开关管Q1、Q2、Q3、Q4组成全桥逆变器,在驱动信号作用下,将308V直流转变成100Kz(10万赫兹)交流电的。
9、 C3——隔直电容为避免直流电流流过变压器肇成变压器饱而接入此电容。
10、T1——主变压器变压器的作用是将308V的高压变换成适合电弧焊接所需要的几十伏的低压。
11、D——快速恢复二极管D5、D6的作用是二次整流,即将100KHz的高频交流电流再次转变成直流电流。
12、L1——电抗器电抗器具有平波续流作用,可使输出电流变得连续稳定,保证焊接质量。
逆变电焊机原理图的讲解之欧阳化创编
主电路电气原理图时间:2021.02.06 创作:欧阳化主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
图3方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡图4信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal OxideSemiconductor Field Effect Transistor (金属氧化物半导体场效应管)的缩写。
逆变电焊机原理图的讲解
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor FieldEffect Transistor (金属氧化物半导体场效应管)的缩写。
CO2逆变焊机主电路设计
中频变 压器 一次 侧 电流
I=I ×N:NI 4 0 ×2 5÷2 = 0 l / = 0A . 0 5 A
上 图为 I B G T全 桥逆 变 主 回路 电气 原理 图 。主 电路 可分 为
三部分 :
式 中 I为中频变 压器一次侧 电流 , 5 A计算 ; 为 中频 , 按 0 I
变压器二次侧电流 , 即焊 机 输 出 电流 4 0 N , , 中频 变 压 0 A; N! 为
第 一 部分 , 入 整 流 滤 波 电路 。 极管 D一 成 输入 , 输 二 。D 组 C
为高频滤波电容 ; 隔离电网与逆变 电路之 间的谐 波干扰 ; 电阻 R 、, !R 和电容器组 C 、 , :C 组成滤波 电路 ; 限流 电阻 ,限制 R为
D 和 直 流 电抗 器 I 组 成 单 相 全 波 整 流 滤 波 输 出 电 路 ; C J 1 R 、。
I 、 I . .= 42 A / ×1 5×1 7 . 4 4
输入电网电压整流滤波后 , 直流输 出电压最大值
Ud = U × 11×a . = ×3 0× 1 1 .= 5 V 8 . x 11 6 0
点, 已经逐步成为大 、 中容量逆变器的功率电子开关管的主流。
具有开关频率高、 出功率大 、 输 无二次击穿现象等特点 , 广泛地
应 用 于各 种开 关 电 源 、 频 器 和逆 变 装 置 。 变
式中u 为IB G T承受 的稳态最大电压; U为电网电压有效 值 3 0 a为安全系数 , 11 8 V; 取 .。
关 断 时 的峰 值 电 压
U… ( d × 11 +1 0) ×a = U .5 5 = ( 5 ×11 + 5 60 .5 1 0)
逆变电焊机原理图的讲解之欧阳引擎创编
主电路电气原理图欧阳引擎(2021.01.01)主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
图4图3MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal OxideSemiconductor Field Effect Transistor (金属氧化物半导体场效应管)的缩写。
逆变电焊机的电路设计
丽水职业技术学院机电信息分院毕业设计设计名称逆变电焊机的电路设计学生学号:1103051619学生姓名:沈佳欢导师姓名:徐爱亲班级机电1116专业名称机电一体化技术提交日期2014年04月15日答辩日期2014年06月03日2014年6月丽职院机电信息分院毕业设计摘要简绍了逆变焊机的结构分布电路设计,逆变焊机在我国的发展前景。
简单介绍了一下逆变焊机的工作原理,逆变过程。
逆变即工频交流-直流-高频交流-变压-直流逆变焊割设备的工作过程,是将三相或单相50Hz工频交流电整流、滤波后得到一个较平滑的直流电,由IGBT或场效应管组成的逆变电路将该直流电变为15~100kHz的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流(或再次逆变输出所需频率的交流电)。
逆变焊割设备的控制电路由给定电路和驱动电路等组成,通过对电压、电流信号的回馈进行处理,实现整机循环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊割工艺效果。
本设计通过对主电路工作原理的分析,对整流滤波部分电路参数,逆变部分电路参数的分析,以及内部各个器件的要求进行了说明和分析。
从而明确了焊接电源的性能结构和发展方向。
关键字:逆变焊机;控制电路;驱动电路;电路参数;脉宽1逆变电焊机的电路设计目录一、引言 (3)二、设计任务分析 (3)2.1逆变焊机国内外市场分析 (3)2.2逆变焊机的优点 (3)2.2.1逆变焊机体积小 (3)2.2.2逆变焊机节能、高效 (4)2.2.3逆变焊机稳定性好 (4)三、技术方案初选 (4)3.1逆变焊机电路设计 (4)3.1.1逆变电路的认识 (4)3.1.2逆变器的原理 (5)3.2逆变焊机机壳的设计 (5)3.2.1逆变焊机机壳的分析 (5)3.2.2机壳画制的基本步骤 (6)四、技术方案的详细设计(实施) (6)4.1样机制作 (6)4.1.1样机电路板 (6)4.1.2样机机壳及内元器件分布 (6)4.2样机调试 (6)五、总结评价 (7)致谢 (8)参考文献 (9)附录 (10)2丽职院机电信息分院毕业设计一、引言逆变焊割设备在20世纪70年代面世以来发展迅速,在20世纪80年代在发达国家获得普遍应用,在欧美等发达国家逆变焊割设备逐步取代传统焊割设备成为焊割设备的主流,逆变焊割设备使用比例已达到60%~70%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
逆变焊割设备在20世纪70年代面世以来发展迅速,在20世纪80年代在发达国家获得普遍应用,在欧美等发达国家逆变焊割设备逐步取代传统焊割设备成为焊割设备的主流,逆变焊割设备使用比例已达到60%~70%。逆变电源总的发展趋向是向着大容量、轻量化、高效率、模块化、智能化发展并以提高可靠性、性能及拓宽用途为核心,愈来愈广泛应用于各种弧焊方法、电阻焊、切割等工艺中。高效和高功率密度(小型化)是国际弧焊逆变器追求的主要目标自之一。高频化和降低主要器件的功耗是实现这一目标的主要技术途径。当前,在日、欧等国和地区,20KHz左右的弧焊逆变器技术已经成熟,产品的质量较高且产品已系列化。
四
4.1
4.1.1
做材料清单,领取所需元器件。插件,按照插件图做出相应的一些控制板,逆变板,高频模块。对于插好件的电路板浸锡炉,后再剪短元器件多余部分。检查有无缺焊,虚焊。做出样板后需将其进行调试。如无误即可进行说明板子没有问题。同时也要接好一些小元器件的接线工作,如一些小电感和电位器。
4.1.2
样机机壳到后,先根据其孔位基本的排布好元器件。确定好每个元器件所在的位置。若分布无误机壳按照接线图接线。接线的同时要注意线的合理走向,合理分布。要求整齐美观。做出合适的小件图。
五
逆变焊机现如今已大范围推广,其使得电的利用率提高,在当今这个能源紧缺的社会,其是有很大的发展前景,逆变电路有着很大的前景。不仅仅只用于电焊机,这种使能源高利用率的技术将在各行业发展开来。逆变技术要运用于等离子切割机。约工业用电 70 亿千瓦时(仅按替代传统焊割设备产生的节能效应计算,未考虑焊割设备市场容量未来增长情况),相当于两座百万千瓦装机容量火电厂全年发电量,可减少280万吨标准煤消耗和 700万吨二氧化碳排放,并可为国家节约铜材约4.5万吨、钢材约 2.8万吨。逆变焊割设备采用电子驱动半导体功率器件,可以在微秒级的时间范围精确控制电流的大小,控制精度的提高大幅提升了焊割精度,可以满足各种弧焊方法的需要。 传统焊割设备的焊接电流只能通过手动调节变压器的抽头和铁芯进行粗略调整,导致电弧稳定性较差,无法对焊接过程进行准确控制,对焊缝成形、飞溅量的控制较差,难以满足制造业焊接精细化要求。逆变技术一个焊机能源的新时代。
2.2.2逆变焊机节能、高效
逆变焊割设备变压器和电抗器的体积和重量大大减小,其有效功率输出可达到 82%~93%。而传统焊割设备的有效功率输出只有 40%~60%,严重浪费电力资源。
2.2.3逆变焊机稳定性好
逆变焊割设备抗干扰能力强,不易受电网电压波动和温度变化的影响。传统焊割设备采用交流电源,由于电流和电压方向频繁改变,每秒钟电弧要熄灭和重新引燃100~120次,电弧不能连续稳定燃烧,使得工件加热时间较长,降低了焊缝的的强度,难以满足高质量焊接的要求。
由于逆变焊割设备中的逆变频率远远高于工频(是工频的300~2000倍),因此,其变压器的体积和重量会大大减小。同理,工作频率大幅度提高,电抗器的体积和重量也会大幅度减小。
变压器和电抗器体积、重量的大幅度减小,使逆变焊割设备本身的体积和重量大幅度减小,重量仅为传统焊机的 1/10~1/5,方便生产、运输和使用,并能在焊割设备制造中大量节约金属材料(主要为铜、硅钢片、铝等)的耗用。
丽水职业技术学院
机电信机的电路设计
学生学号:1103051619
学生姓名:沈佳欢
导师姓名:徐爱亲
班 级机电1116专业名称机电一体化技术
提交日期2014年04月15日答辩日期2014年06月03日
2014年6月
摘要
简绍了逆变焊机的结构分布电路设计,逆变焊机在我国的发展前景。简单介绍了一下逆变焊机的工作原理,逆变过程。逆变即工频交流-直流-高频交流-变压-直流
工频交流-直流-高频交流-变压-直流
逆变焊割设备的工作过程,是将三相或单相 50Hz 工频交流电整流、滤波后得到一个较平滑的直流电,由 IGBT或场效应管组成的逆变电路将该直流电变为15~100kHz 的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流(或再次逆变输出所需频率的交流电)。逆变焊割设备的控制电路由给定电路和驱动电路等组成,通过对电压、电流信号的回馈进行处理,实现整机循环控制,采用脉宽调制PWM 为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊割工艺效果。
2.2
2.2.1
弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。这是因为变压器,无论是原绕组还是副绕组,其电势E与电流的频率f、磁通密度B、铁芯截面积S及绕组的匝数W有如下关系:
E=4.44fBSW
而绕组的端电压U近似地等于E,即:
U≈E=4.44fBSW
当U、B确定后,若提高f,则S减小,W减少,因此,变压器的重量和体积就可以大大减小。
附录
图1
图2
图3
图4
再之我要感谢机电信息分院那些教导我的老师,感谢老师督促我,在大学里能认真的学习。老师那负责任的教学态度,让每个学生都对自己负责,认真学习。
最后我还要感谢我的同学们,室友们。谢谢你们给我的论文上那方方面面的意见,让我能完成这篇论文。
参考文献
(1)张大鹏 基于PWM整流器的中频逆变电阻焊机系统研究[D] :[硕士论文] 安徽理工大学 2011
t1前:S1、S4通,uo和io均为正。
t1时刻断开S1、S4,合上S2、S3,uo变负,但io不能立刻反向。
io从电源负极流出,经S2、负载和S3流回正极,负载电感能量向电源反馈,io逐渐减小,t2时刻降为零,之后io才反向并增大
3.1.2
逆变器其原理类似于开关电源。通过一个震荡芯片,或者特定的电路,控制着震荡信号输出,比如输出50HZ信号,然后这个信号通过放大,推动MOS管[场效应管或晶体闸管]不断开关,这样直流电输入之后,经过这个MOS管的开关动作,就形成一定的交流特性,经过修正电路修正,就可以得到类似电网上的那种正弦波交流,然后送入一个变压器,这个变压器就是工频变压器,他是220V to 24V的变压器,即输入220V的话输出就是24V,输入24V输出则为220V,相当于就是一般的24V变压器。
致谢
将近半个学期的实习即将结束,这是也是最后一次算是在大学里的学习了。我的大学生活将要画上完美的句号。毕业论文的撰写是一个严肃的事情,容不得有半点马虎。我能成功的写完这份毕业论文我要感谢从中帮助过我的人和单位。
指导老师的帮助,是必不可少的。没有指导老师的帮助和耐心讲解是无法完成的。指导老师尽心尽力的帮助,才能让我完成这次大学的最后一次学习。一直对我们严肃的监督和督促,让我们认真的对待,不然我的论文不可能保质保量的完成
(6)吴九澎主编 ; 中国焊接协会焊接设备分会编著 逆变焊机选用手册 [M] 北京 : 机械工业出版社, 2012:1-3
(7)黎曙永磁无源焊机逆变电源主电路及驱动电路研制[D]:[硕士论文]昆明理工大学2011
(8)李宗友伟创ZX7-400型逆变直流手弧焊机维修实例[J]:电子报.2011年/4月/10日/第008版
4.2
样机接线完成后,把其抱上调试台进行调试。调试的时候,要注意的是先要将其强电去除,先用示波器测试其驱动波形是否正确。不然将有炸管的可能。调试出驱动波形后,再接入强电,测其空载波形。电压应慢慢加强,看到波形不对,应将马上关断电源,以免炸坏元器件。空载波形正确后再测其负载波形。确定波形没问题后,将其拉去试焊。试焊看其好不好起弧,同时调节它的电流大小,看电流能不能调节。
二
2.1
电焊机是现代工业重要的工艺装备,广泛应用于造船、化工、冶金、建筑、机械、汽车、轻工、电力等各工业部门,也是航天、电子、原子能等国防尖端工业中不可缺少的加工设备,目前世界各国均对电焊机产品的研制给予了足够的重视。目前,日本、美国等工业发达国家的焊机制造厂商和中国的许多焊机制造企业几乎全部进入到逆变式焊机时代。这是因为逆变焊机对大幅度节省原材料(铜、硅钢片),降低制造成本,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造企业产品更新换代的必由之路。国内逆变焊机的发展主要受电力电子器件发展的推动,自从快速晶闸管、晶体管、门极可关断晶闸管、MOS场效应管和绝缘栅极晶体管等相续问世以后,就利用逆变原理将其作为开关元件应用于焊接设备,陆续开发出晶闸管逆变焊机、晶体管逆变焊机、场效应管逆变焊机和IGBT逆变焊机。
(2)王泽庭 高压电子束焊机电源的研究与实现[D]: 2011[硕士论文]
(3)贾德利 IGBT逆变电源的设计与应用[M]:哈尔滨工程大学出版社 2012:1-5
(4)孙孝峰、顾和荣、王立乔、邬伟扬 高频开关型逆变器及其并联并网技术[M]:机械工业出版社 2011:2-3
(5)高凤友 无源逆变电源的原理与应用[M]:化学工业出版社 2011:1-5
三
3.1
3.1.1
逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则是把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机称为IGBT逆变焊机。 逆变焊割设备由逆变电源与外接设备组成。逆变电源是逆变焊割设备的主要设备,其工作过程为:
3.2.2机壳画制的基本步骤
首先确定机型,了解内部所需要的一些元器件。基本排布做好,从而确定其机壳的基本大数据尺寸。再而对其内部的孔进行定位,要求每个元器件之间有合理的空间,不可接触某些金属器件,以免发生漏电。每个板直接需要能装配,画制合理的尺寸。特别是那些连接孔。后发往定制出样机机壳,装出样机,后确定机壳。
逆变焊割设备的工作过程,是将三相或单相50Hz工频交流电整流、滤波后得到一个较平滑的直流电,由IGBT或场效应管组成的逆变电路将该直流电变为15~100kHz的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流(或再次逆变输出所需频率的交流电)。逆变焊割设备的控制电路由给定电路和驱动电路等组成,通过对电压、电流信号的回馈进行处理,实现整机循环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊割工艺效果。本设计通过对主电路工作原理的分析,对整流滤波部分电路参数,逆变部分电路参数的分析,以及内部各个器件的要求进行了说明和分析。从而明确了焊接电源的性能结构和发展方向。