数控车工图纸(中级工偏难10套)
数控车床图纸实用全套PPT

数控车床图纸(túzhǐ) 数控程序编程的参考解答
第八页,共9页。
谢谢(xiè xie)观看
第九页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 图形(túxíng)的型值点的坐标值: 数控车床图纸 数控程序(chéngxù)编程的参考解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 图形(túxíng)的型值点的坐标值: 数控车床图纸(túzhǐ) 数控车床图纸 数控程序编程的参考(cānkǎo)解答 1,X16 Z-8 2,X16 Z-13 3,X20 Z-15
数控车床图纸(túzhǐ)
第一页,共9页。
数控车床图纸 数控程序(chéngxù)编程的参考解答
第二页,共9页。
数控车床图纸(túzhǐ) 数控程序编程的参考解答
第三页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
第四页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
图形(túxíng)的型值点的坐标值: 1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
第五页,共9页。
数控车床图纸(túzhǐ页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
车工技能鉴定试题图纸

车工技能鉴定试题图纸车工技能鉴定试题图纸我也是学数控刚考过中级证,挺容易,我个人觉得还是挺重要的最主要是以后出去工作,你还能亮出来说明其实你也是中级工而且既然你都选择读了数控,车工证当然要考所谓普车:指普遍通用的车床,操作相对(数控)较简单。
它问世较早,现广泛用于第二产业(工业),实用性很广,很强。
数控车:它实质就是普车的优化品,他在普车的基础上增加了数控编程系统,它可使工艺复杂的车加工图形,通过电脑植入程序后,使数控车床按照程序加工复杂的零件图形,并可反复使用同一个程序,得出一个高精度,高效率的生产水平。
数控车是在原来的普通车床基础上利用电脑软件控制加工的先进设备,它比普通车床精度要高进口设备因为很多都是滚珠丝杠,导轨都是全封闭,系统有很多种常用的如法拉克;西门子;三菱等,主要优点是在圆弧与角度加工上比普通设备方便加工,刀具多采用机加刀具,对光洁度有很大提高,时间有闲不多说了总之如从事机械行业在车加工上还是选择数控车在质量与产量上都会有很大提高近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,普通机械正逐渐被高效率、高精度、高自动化的数控机械所代替。
目前国外机械设备的数控化率已达到85%以上,而我国的机械设备的数控化率不足20%,随着我国机制行业新技术的应用,我国世界制造业加工中心地位形成,数控机床的使用、维修、维护人员在全国各工业城市都非常紧缺,再加上数控加工人员从业面非常广,可在现代制造业的模具、钟表业、五金行业、中小制造业、从事相应公司企业的电脑绘图、数控编程设计、加工中心操作、模具设计与制造、电火花及线切割工作,所以目前现有的数控技术人才无法满足制造业的需求,而且人才市场上的这类人才储备并不大,企业要在人才市场上寻觅合适的人才显得比较困难,以至于导致模具设计、CAD/CAM工程师、数控编程、数控加工等已成为我国各人才市场招聘频率最高的职位之一。
数控铣工中级练习图

数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件二材料45钢毛坯150×150×20考核时间300min 项目名称
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
职业技能鉴定模拟试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
其余
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:。
数控车中级工图纸及评分实用标准(六套)
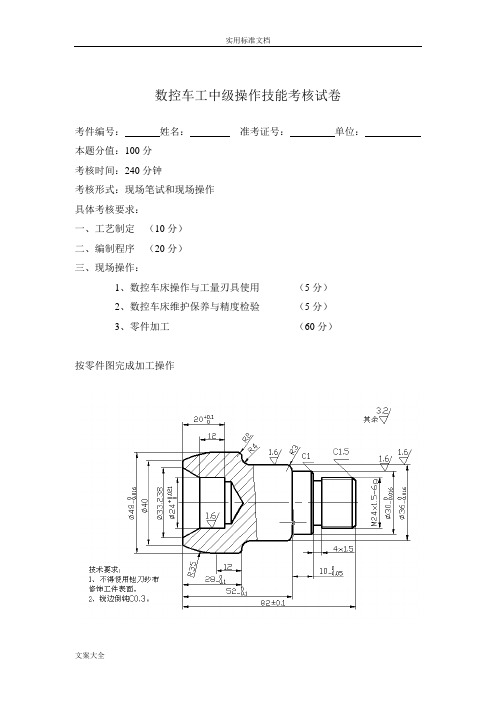
数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表考评员:年月日考评组长:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表零件加工评分表考评员:年月日考评组长:年月日。
数铣图纸,车铣组合图纸
A
2
φ26 M24×2-6H C1
4-C1.5
4 20
φ18 1.6 40
2-C1
1.6
φ36
2-φ6H7
60 4-C8 (有2效-M深6度φ106)0
60
2-14
φ22
4-R5
A向(局 部)
40
2-M6 (有效深度10)
2-R7
3.2
其余
15 40
5
0.8
15
15
54
105
2-C5
题 1.6
20
31
其余
2-R2 45
R2(周圈)
6°
33
12
题8
样M24×2-6g
45°
2-R2(周圈) 2-R2
45°
姓名 机床
吊耳
比例 1:1.5 材料 2A12
裁判 接收
2中0职12组年现2 0代中1 2制年职造全技教国术职师赛业项企院数校业控技铣顶能加大岗工赛技培术 比训赛
图号 X0101 第2张共5张
24.5 0.8
3.2
其余
φ18
3 5
2-14 φ22
40
4-R5
题2-φ6.2 2-R7
样
姓名 机床
保护片
比例 1:1.5 材料 黄铜
裁判
2012年20中12年职全教国职师业院企校业技能顶大岗赛 培训 图号
X0104
接收
中职组现代制造技术赛项数控铣加工技术比赛 第 5 张 共 5 张
1
45#
1ቤተ መጻሕፍቲ ባይዱ
2A12
1
2A12
数量
材料
备注
组合机构
数控车编程图纸,由易到难,各位小伙伴请自行收藏练习!

数控车编程图纸,由易到难,各位小伙伴请自行收藏练习!
昨天有小伙伴找到我问我有没有数控车床的图纸,呃,昨天没有,但是今天呢,就不一定了,哈哈,因为整理了本篇文章了呗,咳咳咳,那个程序就恕我无法完成,毕竟我不会嘛,如果有哪位小伙伴会而且也愿意分享的话可以留言给莫莫哦,下一期可以就你会的图总结一篇文章,然后署上你的名字哦!噫,这算不算是一个新的方式了呀,如果这个方式大家愿意的话,那么我每天留一个位给大家发挥怎么样??欢迎乐于分享的小伙伴私聊我哦!
图一
图二
图三图四图五图六
图七。
车工技能鉴定试题图纸.doc
车工技能鉴定试题图纸我也是学数控刚考过中级证,挺容易,我个人觉得还是挺重要的最主要是以后出去工作,你还能亮出来说明其实你也是中级工而且既然你都选择读了数控,车工证当然要考所谓普车:指普遍通用的车床,操作相对较简单,车工技能鉴定试题图纸。
它问世较早,现广泛用于第二产业, 实用性很广,很强。
数控车:它实质就是普车的优化品,他在普车的基础上增加了数控编程系统,它可使工艺复杂的车加工图形,通过电脑植入程序后,使数控车床按照程序加工复杂的零件图形,并可反复使用同一个程序,得出一个高精度,高效率的生产水平。
数控车是在原来的普通车床基础上利用电脑软件控制加工的先进设备,它比普通车床精度要高进口设备因为很多都是滚珠丝杠,导轨都是全封闭,系统有很多种常用的如法拉克;西门子;三菱等,主要优点是在圆弧与角度加工上比普通设备方便加工,刀具多采用机加刀具,对光洁度有很大提高,时间有闲不多说了总之如从事机械行业在车加工上还是选择数控车在质量与产量上都会有很大提高近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,普通机械正逐渐被高效率、高精度、高自动化的数控机械所代替。
目前国外机械设备的数控化率已达到85%以上,而我国的机械设备的数控化率不足20%, 随着我国机制行业新技术的应用,我国世界制造业加工中心地位形成,数控机床的使用、维修、维护人员在全国各工业城市都非常紧缺,再加上数控加工人员从业面非常广, 可在现代制造业的模具、钟表业、五金行业、中小制造业、从事相应公司企业的电脑绘图、数控编程设计、加工中心操作、模具设计与制造、电火花及线切割工作,所以目前现有的数控技术人才无法满足制造业的需求,而且人才市场上的这类人才储备并不大,企业要在人才市场上寻觅合适的人才显得比较困难,以至于导致模具设计、CAD/CAM工程师、数控编程、数控加工等已成为我国各人才市场招聘频率最高的职位之一,职业技能鉴定《车工技能鉴定试题图纸》在各种招聘会上,数控专业人才更是企业热衷于标注“急聘”、“高薪诚聘”等字样的少数职位之一, 以致出现了“月薪6000元难聘数控技工”,“年薪16万元招不到数控技工”的现象。
数控车中级工图纸及评分标准(六套)

数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日江苏省职业技能鉴定数控车工中级操作技能考核试卷考件编号:姓名:准考证号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车削(高级)技能实训示例练习一一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)保证零件的加工精度及表面粗糙度。
(3)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一01图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1.零件左端加工步骤(1)夹零件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ20 X 29mm)。
(3)车端面。
(4)粗、精加工零件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参考点,程序结束。
2.零件右端面加工步骤(1)夹Φ40外圆。
(2)车端面保证零件总长。
(3)粗加工零件右端轮廓。
(4)精加工零件右端轮廓至尺寸要求。
(5)切槽5 X 1.5至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2)合理选择刀具、切削用量,提高零件加工质量。
(3)注意圆弧坐标点的计算。
刀具选择表五、加工参考程序O0001 (零件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔粗加工循环)N40 G71 P45 Q80 U-0.5 W0.1 F0.3N45 G0 X32N50 G1 Z0 F0.1N55 X30 Z-1N60 Z-9N65 X26 Z-16N70 Z-24N75 X20N80 Z-29N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q80 (内孔精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换2号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆粗加工循环)N145 G71 P150 Q180 U0.5 W0.1 F0.3N150 G0 X37N155 G1 Z0 F0.1N160 X40 Z-1.5N165 Z-24N170 X46N175 X48 Z-25N180 Z-40N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (零件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0202 (换2号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q110 U0.5 W0.1 F0.3N45 G0 X21N50 G1 Z0 F0.1N55 X23.8 Z-1.5N60 Z-25N65 X24N70 Z-30N75 G2 X28 Z-44 R10N80 G1 Z-52N85 X30N90 G3 X40 Z-57 R5N95 G1 Z-64N100 X46N105 X48 Z-65N110 G0 U5N115 X100 Z100 (返回换刀点)N120 T0303 S400 (切槽)N125 G0 X25 Z-25N130 G1 X21 F0.15N135 G0 X25N140 Z-24N145 G1 X21 F0.15N150 Z-25N155 G0 X100N160 Z100N165 M05N170 M00 (暂停、测量、补偿)N175 M03 S1000 T0202N180 G0 X52 Z2N185 G70 P45 Q110 (外圆轮廓精加工循环)N190 G0 X100 Z100N195 T0404 S700 (换4号刀)N200 G0 X26 Z2 (循环起点)N205 G92 X23 Z-22 F1.5 (螺纹切削固定循环)N210 X22.725N215 X22.425N220 X22.125N225 G0 X100 Z100;(返回换刀点)N230 M05N235 M30;(程序结束、机床复位)练习一零件图练习二一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)熟悉非圆曲线的参数方程。
(3)掌握数控车非圆曲线成形面的编程与加工的基本方法(4)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一02图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。
加工零件右端时,编程零点设置在零件右端面的轴心线上。
1.零件左端加工步骤(1)夹零件毛坯,伸出卡盘长度50mm。
(2)钻孔(Φ20 X 25mm)。
(3)车端面。
(4)粗、精加工零件左端轮廓至尺寸要求。
(5)粗加工内孔。
(6)精加工内孔至尺寸要求。
(7)回参考点,程序结束。
2.零件右端面加工步骤(1)夹Φ42外圆。
(2)车端面保证零件总长。
(3)粗加工零件右端轮廓。
(4)精加工零件右端轮廓至尺寸要求。
(5)切槽5 X 2至尺寸要求。
(6)粗、精加工螺纹至尺寸要求。
(7)回换刀点,程序结束。
三、注意事项(1)工作需调头加工,注意工件的装夹部位和程序零点设置的位置。
(2)合理选择刀具、切削用量,提高零件加工质量。
(3)注意椭圆坐标点的计算与编程。
(4)注意加工时零件的装夹部位。
刀具选择表五、加工参考程序O0001 (零件左端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0505N30 G0 X19 Z2 (循环起点)N35 G71 U1 R1 (内孔轮廓粗加工循环)N40 G71 P45 Q70 U-0.5 W0.1 F0.3N45 G0 X34N50 G1 Z0 F0.1N55 G2 X34 Z-2 R2N60 G1 Z-10N65 X26N70 Z-22N85 G0 X100 Z100 (返回换刀点)N90 M05N95 M00 (暂停、测量、补偿)N100 M03 S1000 T0505N105 G0 X19 Z2N110 G70 P45 Q70 (内孔轮廓精加工循环)N115 G0 X100 Z100 (返回换刀点)N120 M05N125 M00N130 M03 S600 T0202 (换2号刀车外圆)N135 G0 X52 Z2 (循环起点)N140 G71 U1 R1 (外圆轮廓粗加工循环)N145 G71 P150 Q180 U0.5 W0.1 F0.3N150 G0 X40N155 G1 Z0 F0.1N160 X42 Z-1N165 Z-23N170 X46N175 X48 Z-24N180 Z-35N185 G0 X100 Z100N190 M05N195 M00N200 M03 S1000 T0202N205 G0 X52 Z2N210 G70 P150 Q180 (外圆轮廓精加工循环)N215 G0 X100 Z100N220 M05 (返回换刀点)N225 M30;(程序结束、机床复位)调头加工O0002 (零件右端)N05 T0101 M03 S600 G0 X100 Z100 (主轴正转、换1号刀)N10 G0 X52 Z0 (循环起点)N15 G1 X-1 F0.2 (车端面)N20 G0 X100 Z100N25 T0202 (换2号刀)N30 G0 X52 Z2 (循环起点)N35 G73 U10 R15 (外圆轮廓粗加工循环)N40 G73 P45 Q145 U0.5 W0.1 F0.3N45 G0 X26N50 G1 Z0 F0.1N55 X28 Z-1N60 X30 Z-15N65 Z-22N70 X32N75 X34.8 Z-23.5N80 Z-45N85 X36.826N90 X38.826 Z-46N95 G65 H01 P#101 Q-75522 (椭圆加工)N100 G65 H31 P#102 Q26000 R#101N105 G65 H32 P#103 Q20000 R#101N110 G65 H02 P#104 Q#102 R64000N115 G65 H03 P#105 Q#103 R51000N120 G65 H02 P#101 Q#101 R-1000N125 G1 X#104 Q#105 F0.1N130 G65 H85 P100 Q#105 R-63779N135 G1 X48 Z-70N140 G0 U10N145 X100 Z100N150 T0303 S400N155 G0 X40 Z-45N160 G1 X32 F0.15N165 G0 X40N170 Z-45N175 G1 X32 F0.15N180 Z-45N185 G0 X100N190Z100N195 M05N200 M00 (暂停、测量、补偿)N205 M03 S1000 T0202N210 G0 X52 Z2N215 G70 P45 Q145 (外圆轮廓精加工循环)N220 G0 X100 Z100N225 T0404 S700 (换4号刀)N230 G0 X40 Z-20 (循环起点)N235 G92 X34 Z-43 F1.5 (螺纹切削固定循环)N240 X33.5N245 X33.3N250 X33.125N255 G0 X100 Z100;(返回换刀点)N260 M05N265 M30;(程序结束、机床复位)练习二零件图练习三一、实训目的(1)能根据零件图的要求,合理编制加工程序。
(2)熟悉非圆曲线的参数方程。
(3)培养学生综合应用的思考能力。
二、加工操作步骤参见GJLX一03图,加工该零件时一般先加工零件左端,然后调头加工零件右端。
加工零件左端时,编程零点设置在零件左端面的轴心线上。