(整理)钣金工具大全及使用方法
钣金常用工具大全
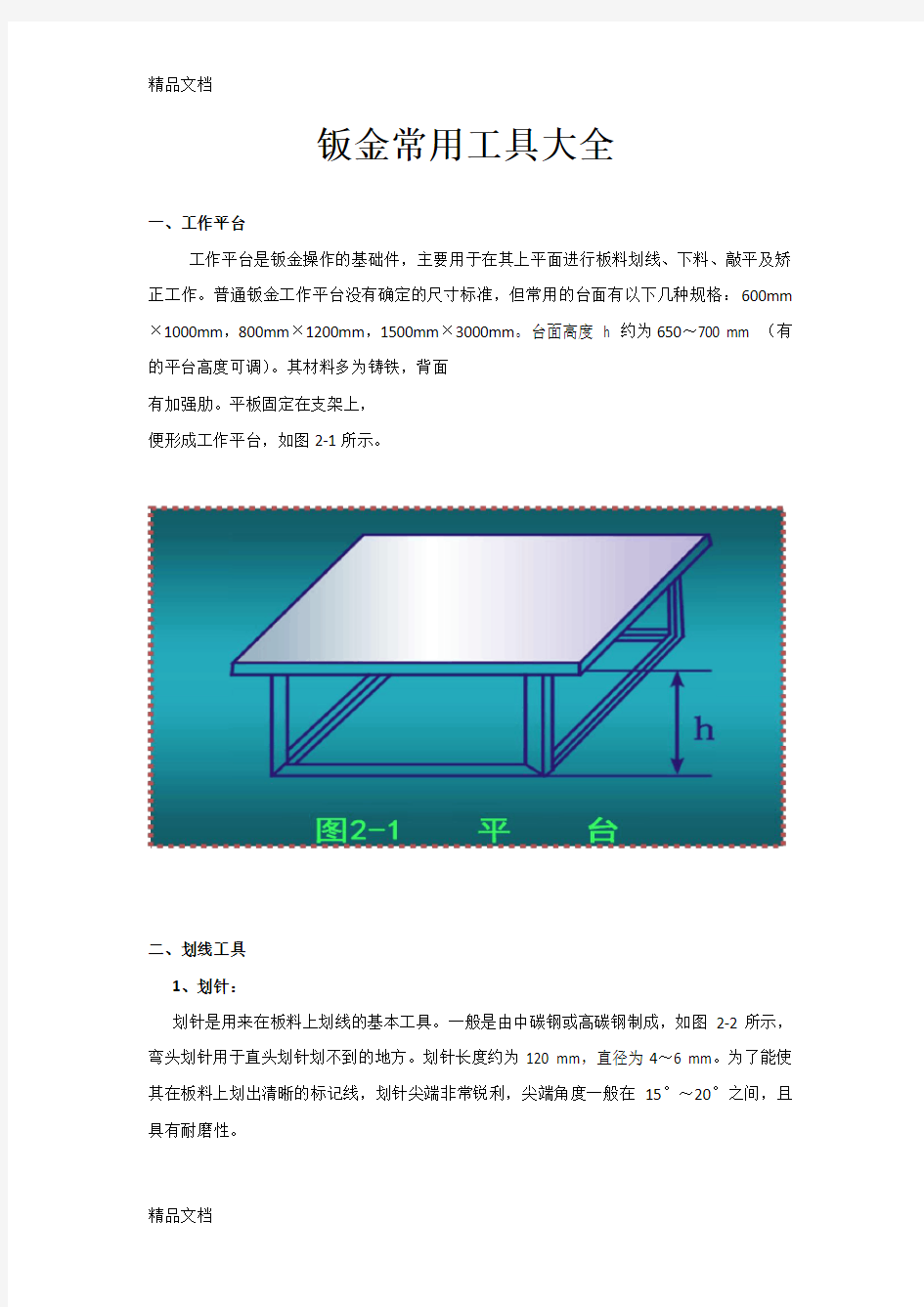
一、工作平台
工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm ×1000mm,800mm×1200mm,1500mm×3000mm。台面高度h 约为650~700 mm (有的平台高度可调)。其材料多为铸铁,背面
有加强肋。平板固定在支架上,
便形成工作平台,如图2-1所示。
二、划线工具
1、划针:
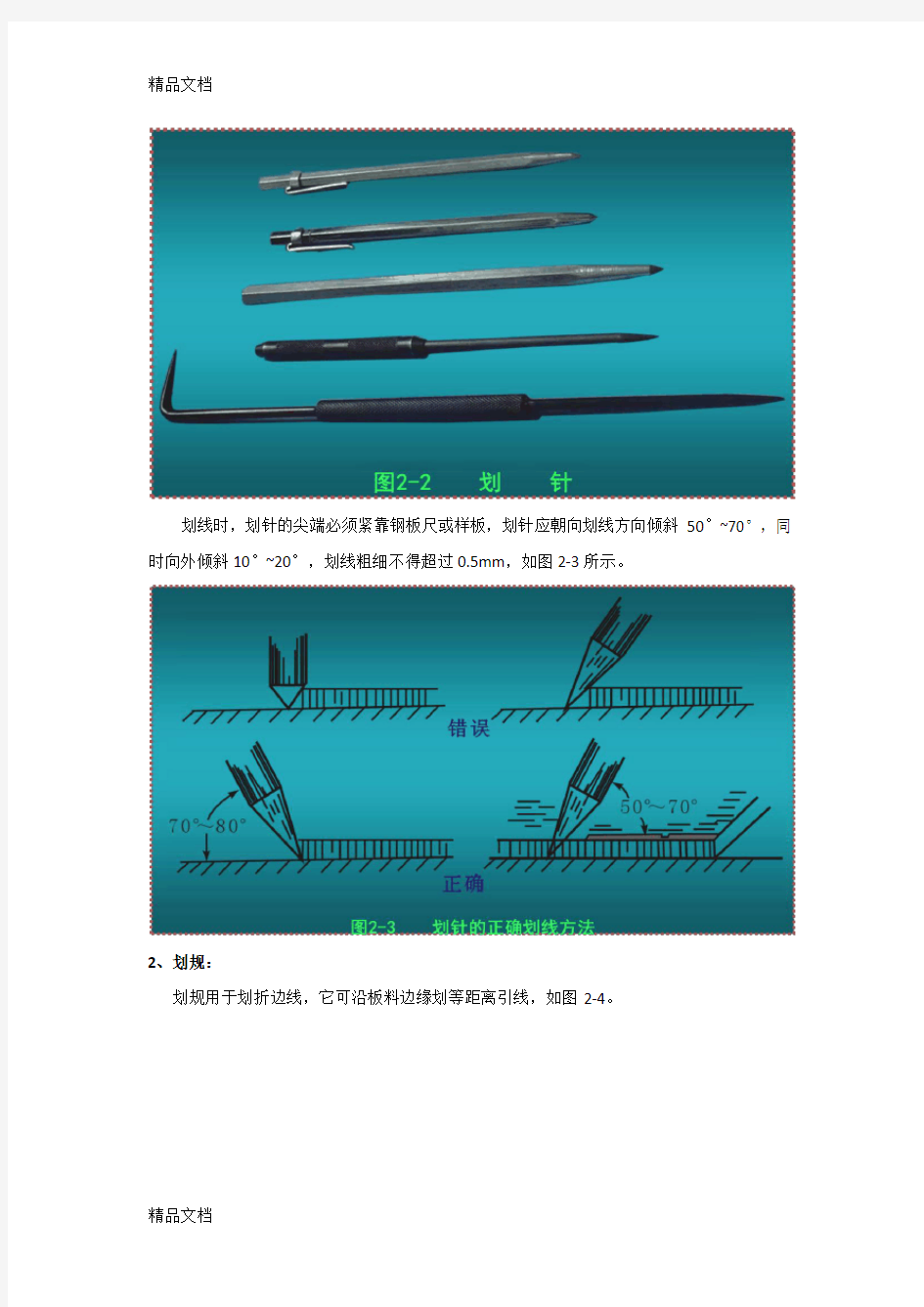
划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120 mm,直径为4~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。
划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。
2、划规:
划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规:
圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图2-5(a)、(b)、(c)所示
4、样冲:
样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角
两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。
划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。它是由底座、立柱、夹紧螺母和划针组成。
6、划线工具的应用:
圆弧线的划法
(1)划规开档位置的调整:
为了使划规尖脚移取的尺寸准确,应在钢尺上重复移取几次,这样可以看出误差的大小。如10mm,一次差0.1mm,往往不容易看出来,若量5次后相差0.5mm就能明显地看出来了,如图2-8所示。
(2)中心点在工件边缘的划法:
如图2-9所示,如果圆弧的中心点在
工件的边缘上,可借助于辅助支座进行。
(3)中心点在工件之外的划法:
如图2-10所示,如果圆弧中心点在工件之外,可将一块打样冲孔的延长板夹在工件上。
(4)使用圆规划圆的方法:
如图2-11所示,用圆规划圆时,掌心压住圆规顶端,使规尖扎入金属表面或样冲孔中。划圆周线时,常常正反各划半个圆周线而成一个整圆。
7、材料的合理配裁:
(l)集中下料法:
如图2-12所示,由于工件的形状大小不一,为了合理使用材料,将使用同样牌号、同样厚度的工件集中一
次划线下料。
(2)长短搭配法:
长短搭配法适用于条形板料的下料。下料时先将较长的料排出来,然后根据长度再排短料,这样长短搭配,使余料最小。
(3)零料拼整法:
如图2-13所示,在钣金作业中,有时按整个工件划料,则挖去的材料较多,浪费较大,常常有意将该工件裁成几部分,然后再拼起来使用,可以节省用料。
(4)排板套裁法:
如图2-14所示,当工件下料的数量较多时,为使板料得到充分利用,必须对同一形状的工件或各种不同形状的工件进行排样套裁。排样的方式通常有直排、斜排、单行排列、多行排列、对头直排、对头斜排等。
三、整形工具
1、锤子:锤子是汽车钣金维修中的基本工具,它的形状很多,作用也不一样。
(1)扁头锤:主要用于敲击平面,也可以敲击较深的凹陷和边缘拐角,如图2-15a 所示。
(2)捅锤:主要用于直捅敲击弧形构件,也可以横击,还可以当撬具和垫铁使用,如图2-15b所示。
(3)拱锤:主要用于圆弧形工件的整形和制作,如整修或配制小型车的轴端盖等,如图2-15c所示。
(4)中间锤:为了使工件避免直接捶击而使用中间锤,如图2-15d所示。
(5)平头整形锤:主要用于修整箱形角等部位,如图2-15e所示。
(6)鹤嘴锤:主要用于消除工件表面的小凹坑,如图2-15f所示。
(7)其他形式根据捶击需要,锤头可以做成各种形状,如橡胶锤、木锤、铜锤等,如图2-15g。
钣金锤的使用方法:
操作要求:
(1)通过训练掌握钣金锤的使用方法;
(2)使用前擦净锤面及手柄上的油污,以免滑脱伤人;
(3)检查手柄是否松动,以免锤头脱出造成事故。
2、顶铁:
顶铁是一种手持的铁砧,与锤配合进行钣金修理作业,也称为垫铁或衬铁,如图2-17所示。
图2-18所示为各种不同形状的顶铁。
用顶铁法修整可分为“正托”和“偏托”两种方式。“偏托”法是直接用顶铁抵住最大凹陷处,使用木锤或尼龙锤敲击凹陷周围产生的隆起变形,即“深入浅出”地由最大凹凸变形处开始敲平,如图2-19a所示。
当局部凹凸变形被修平至一定程度时,应改用图2-19b所示的“正托”法进一步敲平。
顶铁法敲平的工序如图2-20所示。所用顶铁的端面形状应与被修正壁板形状吻合。
3、匙形铁:
匙形铁是车身修理的特殊工具,主要用于抛光金属表面,所以也叫修平刀,如图2-21。
如图2-22所示。不同的匙形铁可与不同的面板形状匹配使用。
当面板背面的空间有限时,匙形铁也可当作顶铁使用,如图2-23所示。
4、凹坑拉出器和拉杆:
对于密封型车身面板的凹陷,无法利用现成的孔洞使用撬镐撬起时,可采用凹坑拉出器或拉杆进行修理,此时需在表面皱褶处钻孔。凹坑拉出器如图2-24所示,拉出器的顶端呈螺纹尖端形式,或呈钩状形式。
将拉杆的弯钩插入所钻的孔,钩住凹坑两侧向外提拉(如图2-25、26),视具体情况在周围轻轻捶击,将凹坑拉起,同时敲打其隆起点(如图2-27)经整平后用气焊修补孔洞,喷漆复原。
使用钣金吸盘可即时修复凹坑,如图2-28。
5、夹具与撬具:
在钣金修理中,对部件进行整形,板料折边或固定划线等加工,经常用到各种夹具,其形状如图2-29。为完成某一特定形状的板件而使用的各种撬具如图2-30。
6、车身锉刀:
车身锉刀用于修整由于锤、顶铁、匙形铁等钣金工具作业留下来的凹凸不平的痕迹,锉刀外形如图2-31。
车身锉刀的使用方法:
步骤1:当所锉部位比较平时,以30°角握锉刀直推,如图2-32a所示;或直握锉刀偏30°角斜推,如图2-32b所示。
步骤2:凸起的表面,沿曲率最小的弧面的母线方向握住锉刀直推,如图2-33a所示;或者以等于或小于30°角进行侧推,如图2-33b所示。
四、剪切工具
1、手动剪刀:
手动剪刀分为手剪刀和台式剪刀,一般用于某种条件下单件生产或半成品的修整工作。如图2-34所示。
手工剪切方法:
(1)直线的剪切方法:
如图2-35所示,剪切短料直线时,被剪去的那部分,一般都放在剪刀的右面。
(2)外圆的剪切方法:
如图2-36所示,剪切外圆应从左边下剪,按顺时针方向剪切,边料会随着剪刀的移动而向上卷起。若边料较宽时,可采取剪直线的方法。
(3)内圆的剪切方法:
如图2-37所示,剪切内圆时,应从右边下剪,按逆时针方向剪切,边料会随着剪刀的移动而向上卷起。
(4)厚料的剪切方法:
如图2-38所示,剪切较厚板料时,可将剪刀夹在台虎钳上,在上柄套上一根管子、右手握住管子,左手拿住板料进行剪切。也可由两人操作,一人敲,一人持剪刀和板料,这样敲击也可剪切较厚板料。
2、电动剪:
电动剪属于振动式剪刀,由一个小型
电动机带动刀杆上下快速运动,与下刀头
配合达到剪切的目的,如图2-39所示。
3、风动手提式振动剪:
风动手提式振动剪简称风剪。其特点是体积小,重量轻,操作灵活轻便。风动手提式振动剪如图2-40所示。
五、锯割工具
目前钣金件修理中多使用可调式锯弓,如图2-41所示。
可调式手锯的使用方法:
步骤1:选择锯条。
选择方法:目前常用锯条长度为300 mm(锯条两端小圆孔中心距)、宽10mm、厚0.6mm。
步骤2:安装锯条。
步骤3:将工件夹持在台虎钳上,锯缝应靠近钳口处,以免切割时工件颤动。
步骤4:右手紧握锯柄,左手挟持前端弓架,手锯握持方式如图2-42所示。
步骤5:起锯时,锯齿与工件表面约呈15°且锯齿面应保持在3个齿以上,如图2-43所示。
步骤6:锯割时,右手推动手锯,左手向下略施压力,并扶正锯弓作往复运动;
步骤7:锯割速度一般以每分钟往复30次左右为宜,但还应考虑工件的材料。
六、铆枪
铆接是车身修理作业不可缺少的工艺。用弹射铆钉枪进行铆接是十分方便的。图2-44所示为电动抽芯铆枪。
图2-45为铆接过程示意图。先将铆钉组件插入被连接件的通孔中,用铆钉器将外伸之铆钉杆拉断,铆接即告成功。
钣金工具大全及使用方法
钣金常用工具大全 一、工作平台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm ×1000mm,800mm×1200mm,1500mm×3000mm。台面高度h 约为650~700 mm (有的平台高度可调)。其材料多为铸铁,背面 有加强肋。平板固定在支架上, 便形成工作平台,如图2-1所示。 二、划线工具 1、划针: 划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120 mm,直径为4~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。
划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。 2、划规: 划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规: 圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图2-5(a)、(b)、(c)所示 4、样冲: 样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角
两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。 划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。它是由底座、立柱、夹紧螺母和划针组成。 6、划线工具的应用: 圆弧线的划法
solidworks板金成型工具用法
s o l i d w o r k s板金成型工 具用法 The document was prepared on January 2, 2021
Solidworks 钣金成 型工具用法 对于钣金与冲压零部件经常需要制作冲头,用以切除零件内的材料,以形成特定的孔与形状。SW的设计库中自带了一些成形工具,我们可以直接用在产品设计中。但很多时候,我们需要开发特定的成形工具来完成我们的设计工程。 有一点首先要明确:成型工具只能在钣金设计状态下使用。 下面讲一下如何制作成形工具。我们以图1所示成形工具进行讲解。
1.拉伸一个机体特征,具体尺寸没有要求,但要比图1的尺寸大。这个机体特征是为了形成圆角而做的一个工具,后面还要删除。如图2。 2.在其上拉伸一个圆头键突台,并把底边倒的圆角,完成后如图3。
3.在上平面新建一个草图,与机体特征等大,将机体特征完全拉伸切除掉,效果如图4。切除后的模型如图5。 4.在”钣金”工具栏,找到并选取成形工具命令,此命令属性中有两个选项框,“停止面”与“要移除的面”,除此之外还有一个隐含的“接触面”,软件没有列出,当选择了“停止面”与“要移除的面”后,剩下的面默认为“接触面”。“停止面”控制成形工具压入钣金件的方向与深度。成形工具垂直于钣金表面和“停止面”压入,当“停止面”与钣金原来的表
面重合时停止,以控制深度。与“要移除的面”相接触的面被切掉。成形工具剩下的表面在钣金表面压出轮廓。针对示例成形工具,“停止面”选上表面,“要移除的面”选下表面,如图6,图7。 5.首先将零件保存,只有保存以后才能添加到成形工具库。接下来从特征树中右击最顶部的零件名选择“添加到库”,打开图8的属性框。
工具与设备常识教学
课题:第二节工具与设备常识 一、教学内容分析: 本节教材从制作设计原型(或模型)的需要出发,选择介绍了制作设计原型最常用的工种——木工和钳工最常用工具及操作方法。既是为学生学习设计所必须了解的工具设备常识提
供基础,又是为学生制作自己的设计内容提供技能基础。使学生知道工具和设备是技术的组成因素并学会操作最基本的工具设备。 如果选择的教学载体设计课题不是教材中的多功能学习用品盒,而且制作设计原型(模型)所用的主要工艺是其他工种,教师可自编校本教材进行补充或置换。但要把握两点:第一,知识限于常识范围;第二,操作技能是制作设计原型(模型)所必须的基本操作。 二、学情分析: 学生在自己的设计图纸完成后,对制作设计原型(模型)跃跃欲试,教师可以利用这股激情引导学生学习本节内容。由于不同的学习基础、家庭环境及社会交往的影响,学习本节内容时学生在动手能力上会表现出较大的差异。在安全方面,学生的意识普遍较差,教师一定要考虑的非常全面细致。 三、教学目标: 1、知识与技能: 知道工具和设备是技术的组成因素; 了解木工、钳工的常用工具和设备及基本操作常识; 尝试使用木工或钳工最常用的工具、设备; 建立操作的安全意识和规范意识 2、过程与方法: 通过学习尝试使用木工或钳工最常用的工具、设备;学习科学研究的方法,发展实际操作的能力。 3、情感态度与价值观: 学生通过尝试使用木工或钳工最常用的工具、设备;形成一种积极的、主动的学习方式;认识到工具和设备也是人类智慧的结晶,也是技术的组成因素。 四、重点与难点: 教学重点:通过一、二个工种的常用工具、设备的学习获得相关的知识与技能 教学难点:操作技能训练 五、教学策略和手段: 学生在自己的设计图纸完成后,对制作设计原型(模型)跃跃欲试,但直接让学生制作自己的设计可能对学生有点难度,所以教师应设计一种最简单的、又能包含必须基本操作技能的实物,让学生制作。对作品不需评价,教师要重在知道学生学习操技能。 本节主要采用阅读与观察结合,示范与模仿结合,讲解与实践结合的教学方法。 六、教学流程:
常用手动工具使用
工具使用 1.螺丝刀 螺丝刀也称为螺钉旋具、改锥、起子或解刀,用来紧固或拆卸螺钉。它的种类很多,常见的有:按照头部的形状的不同,可分为一字和十字两种;按照手柄的材料和结构的不同,可分为木柄、塑料柄、夹柄和金属柄等四种;按照操作形式可分为自动、电动和风动等形式。 一字形螺丝刀(见图5-10):这种螺丝刀主要用来旋转一字槽形的螺钉、木螺丝和自攻螺丝等。它有多种规格,通常说的大、小螺丝刀是用手柄以外的刀体长度来表示的,常用的有100mm、150mm、200mm、300mm和400mm等几种。要根据螺丝的大小选择不同规格的螺丝刀。若用型号较小的螺丝刀来旋拧大号的螺丝很容易损坏螺丝刀。使用时应注意。 图5-10 十字形螺丝刀(见图5-11):这种螺丝刀主要用来旋转十字槽形的螺钉、木螺丝和自攻螺丝等。使用十字形螺丝刀时,应注意使旋杆端部与螺钉槽相吻合,否则容易损坏螺钉的十字槽。十字螺丝刀的规格和一字螺丝刀相同。 图5-11 多用途螺丝刀:它是一种多用途的组合工具,手柄和头部是可以随意拆卸的。它采用塑料手柄,一般都带有试电笔的功能。螺丝刀的具体使用方法如图5-12所示
此外,还有电动螺丝刀等,在此不作一一介绍。 图5-12 2.手锯 手锯(见图5-13左图)是手工锯割的主要工具,可用于锯割零件的多余部分,锯断机械强度较大的金属板、金属棍或塑料板等。手锯由锯条和锯弓组成。锯弓用以安装并张紧锯条,由钢质材料制成。锯条也用钢质材料制成,并经过热处理变硬。锯条的长度以两端安装孔的中心距离来表示,我们常用的是300mm的一种。锯条的锯齿有粗细之分,通常以每25mm长度内的齿数来表示,有14、18、24 和32等几种。 图5-13 锯条的安装如图5-13右图所示,应使齿尖朝着向前推的方向。锯条的张紧程度要适当。过紧,容易在使用中崩断;过松,容易在使用中扭曲、摆动,使锯缝歪斜,也容易折断锯条。握锯一般以右手为主,握住锯柄,加压力并向前推锯;以左手为辅,扶正锯弓。根据加工材料的状态(如板料、管材或圆棒),可以做直线式或上下摆动式的往复运动,如图5-14所示。向前推锯时应均匀用力,向后拉锯时双手自然放松。快要锯断时,应注意轻轻用力。
汽车钣金工具和设备
汽车钣金工具和设备 第四章汽车钣金工具和设备 一、工作台与工具箱 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm×1000mm,800mm×1200mm,1500mm×3000mm。台面高度 h 约为 650,700 mm (有的平台高度可调)。其材料多为铸铁,背面有加强肋。平板固定在支架上,便形成工作平台,如图3-2-1所示。 图3—2—1工作台 二、划线工具 1、划针: 划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图所示,弯头划针用于直头划针划不到的地方。划针长度约为120 mm,直径为4,6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15?,20?之间,且具有耐磨性。图3—2—2。 图3—2—2划针
划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜 50?,70?,同时向外倾斜10?,20?,划线粗细不得超过0.5mm,如图3-2-3所示。 图3—2—3 2、划规: 划规用于划折边线,它可沿板料边缘划等距离引线,如图3-2-4。 图3—2—4划规 3、圆规: 圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图 3-2-5(a)、(b)、(c)、(d)所示。 图3—2—5 4、样冲: 样冲也叫心冲,由高碳钢制成,长度约90,150mm,尖端磨成30?,40?或60?角两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图3-2-6所示。
钣金工具大全及使用方法
钣金工具大全及使用方 法 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
钣金常用工具大全 一、工作平台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm×1000mm,800mm×1200mm,1500mm×3000mm。台面高度 h 约为650~700 mm (有的平台高度可调)。其材料多为铸铁,背面 有加强肋。平板固定在支架上, 便形成工作平台,如图2-1所示。 二、划线工具 1、划针: 划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约
为120 mm,直径为4~6 mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。 划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过,如图2-3所示。 2、划规: 划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规: 圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。圆规尖脚上焊有硬质合金,并经淬火处理。常用圆规如图2-5(a)、(b)、(c)所示
4、样冲: 样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角两种,并经淬火处理。样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。 划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。它是由底座、立柱、夹紧螺母和划针组成。
常用机械设计工具集
常用机械设计工具集 常用机械设计工具集由杭州新迪数字工程系统有限公司开发,本软件参照机械工业出版社出版的《机械设计手册》第五版,将机械设计中常用计算公式、参数查表等开发成一款工具集,帮助工程师快速完成设计工作,帮助企业缩短产品研发周期,提供工作效率。 【常用机械设计工具集公式—截面力学计算公式】 【常用机械设计工具集公式—联轴器选型计算】
【常用机械设计工具集公式—标注公差查表】 软件功能与特色 ?软件简单易用 软件以Excel表格方式呈现出来,易于使用; 通过颜色色块区分输入框和计算结果,清晰明了; 通过目录树的形式切换不同计算公式或者查表; 输入一个参数即可同时计算出不同参数的结果; ?提高设计效率 缩短产品研发周期; 提高工程师设计效率; 与3DSource云平台结合,在线使用、及时更新; 简化查找参数过程; ?合理的公式排版 提供公式出处和参考资料; 区分计算区和注解区; 方便工程师快速校核分析; ?公式种类多样 涵盖不同的行业,参数选型计算、一般力学计算、流体学计算等多种类型的公式;计算工具数量达570多个;
查表包括常用公差查询; 工具目录列表◆一般力学计算公式 ?运动学基本公式 ?动力学基本公式 ?机械传动中转动惯量的换算 ?一般物体旋转时的转动惯量 ?各种截面的力学特性 ?接触应力计算 ?单个螺栓连接的受力分析和强度计算 ?被连接件刚度CF计算 ?键连接强度计算 ?螺旋传动的运动及功率计算 ?梁的强度计算 ?销连接的强度计算公式 ◆联轴器选用计算 ?联轴器选用计算 ◆离合器选用计算 ?联轴器选用计算 ◆轴承计算公式 ?滑动轴承 ?滚动轴承 ◆弹簧计算公式 ?圆柱螺旋压缩弹簧计算公式 ?压缩弹簧端部型式与高度、总圈数等的公式 ?矩形截面圆柱螺旋压缩弹簧计算公式 ◆齿轮传动计算公式 ?直齿轮(外齿合、内齿合) ?斜齿轮(外齿合、内齿合)
钣金常用工具介绍
日常行车难免会遇到刮刮碰碰,这时就免不了对爱车进行钣喷修复,而钣金作业的质量直接影响到后续的喷涂作业,同时也会影响钢板的使用寿命,那么如何提升钣金作业质量呢?俗话说”工欲善其事必先利其器”, 今天我们先来介绍一下一汽马自达Mazda 4S店的钣金师傅们手中究竟握有哪些“利器”。北京汽修培训班 手动工具 钣金锤 钣金用锤多种多样,不同的锤头、不同的材质应用各不相同,下面我们来一一列举。 整平锤 外板整形的主力。锤头有圆有方,锤面平整略有弧度,用于整平外板。 尖嘴锤
又叫“镐锤”、“鹤嘴锤”,一端锤头细长、呈鹤嘴状,用于精细修复外板上的小凸起。 收缩锤 锤面呈锯齿状,敲到铁板上会留下细小的点痕,可有效控制整平过程中产生的金属延展。 橡胶锤 橡胶制锤头,配合不同重量的锤头可用于金属外板及结构件的整形。 木锤 轻质木质锤头,在外板整平时可有效抑制金属延展。 垫铁
与各种钣金锤配合使用,在敲击时给钢板提供支撑。也可从背面对钢板进行整形。 划针 可在金属板上划出“标记”。在修复筋线之前,先用划针做好标记,这样修复出的筋线就不会“跑偏”了。 打板 用于修复筋线部位,修出来的筋线又直又板。 直尺 看似普普通通的一把直尺,在钣金师傅的手中通过一“靠”一“比”就可以很轻松的判断出钢板表面是否平整。
粗撬棍 利用杠杆原理,可在板件内部由内至外对凹陷进行大致整形。 细撬棍 利用光学原理以及杠杆原理对车辆进行免伤漆修复,“小磕小碰”再也不用进行整套的钣金喷漆了。 柔性锉 通过观察锉削痕迹,可以方便的检查出板件上的凸起部位,便于钣金师傅进行后续整平修复。 动力工具 气动砂带机
汽车钣金技术课程标准
《汽车钣金技术》课程标准 一、课程定位 《汽车钣金技术》是汽车检测与维修专业学习的专业拓展课之一,是为了本专业所培养人才的可持续发展所开设的课程。 本课程重点理解与掌握现代汽车各组成部分的结构、现代汽车车身部件拆装与调整方法、钣金修复工艺、车身变形量的调整、焊接基本操作技术等。以汽车车身碰撞维修的基本工艺过程以及学生的认知过程为主线,介绍车身钣金修理的专业理论和实用技能。 本课程是为了培养学生具备利用车身维修资料和设备对汽车车身钣金维修的能力,培养学生车身修复的职业技能,养成良好的职业素质,并注重学生社会能力和综合素质的培养,也是顶岗实习进入钣喷工作岗位前的专业综合技能训练。 二、课程建设目标 1、能力目标 (1)会车身部件的调整与更换方法和焊接技术; (2)会使用和维护操作车身维修的常用设备工具; (3)能遵循安全作业规范及5S现场管理法(整理、整顿、清洁、清扫、自律)的工作要求。 2、知识目标 (1)了解汽车车身结构以及附件的知识; (2)了解各种钣金修理的设备、工具和材料的基本结构及注意事项; (3)了解汽车钣金修理的方法、工艺及操作要求。 3、态度目标 (1)主动探索知识获取方法、注重提高学习效率; (2)培养良好的职业道德与职业素质,具有高度技术素养和责任心; (3)认真完成小组分配的任务,养成团队合作、质量、环保、效率意识; (4)合理解决训练出现的问题,养成健康向上的心态。 4、终极目标 使学生掌握一定汽车车身修复能力,能在企业中从事钣喷区的基本工作,从而具备高技术人才的可持续发展能力。 三、课程总体设计 1、设计思想 根据汽车钣喷岗位工作任务和任职要求,参照国家汽车维修职业资格标准,以工学结合为切入点,突出汽车钣喷工职业能力培养,选取课程内容。 (1)课程内容的选取 以汽车车身碰撞刮伤后钣金维修的基本工艺过程以及学生的认知过程为主线,分为三个单元来学习钣金技术的专业理论和实用技能:一、车身结构;二、汽车车身部件的拆装与调整;三、汽车车身变形损伤的修理;四、钣金焊接工艺; 选择常见车型的常见车身故障,和常用的钣金设备,以钣金案例为典型任务,以常用设备为手段,设计制作一定数量的教学模块,通过模块化教学使学生能通过有限的、具有代表性的典型案例,尽快掌握汽车钣金方法和车身修复技巧。 (2)教学方法 结合汽车检测与维修技术专业学生特点,基于行动导向,采用“任务引领,
汽车车身修复、钣金、喷漆
汽车车身修复概述 第1部分汽车车身修复基础 1.1 汽车车身修复工具 1.1.1 常用工具 (1)车身修复的基本工具 工作台与工具箱、划线工具、测量工具、整形工具、剪切工具、夹具等。 (2)车身修复设备 根据汽车碰撞修复的工艺流程,目前设备工具大致可分为车身大梁矫正系统、车身整形设备、焊接设备、车身测量系统和相关附件。 1)车身大梁矫正系统主要分为L型简易车架车身矫正器、地框式矫正设备(俗称地八卦系统)、框架式矫正设备(专用型设备)和平台式矫正设备(通用型设备)。 2)车身整形设备主要包括加热工具、钣金修复机(介子机)、打磨切割工具和焊接设备(CO2和惰性气体保护焊以及点焊机等)等。 3)测量系统主要有电子测量系统和机械测量系统两大类,对车身进行三维数据测量。 4)为了配合车身大梁矫正系统安装和定位车身,还需要与矫正台相匹配的一些固定车身用的附件,以及一些专门配合特定车型的专用夹具等。 1.1.2 专用工具 (1)举升机
又称升降机,汽车举升机是用于汽车维修行业举升的汽保设备,无论整车大修,还是小修保养,都离不开它。举升机按照功能和形状来分:单柱、双柱、四柱、剪式。 (2)风炮 风炮是一种气动工具,因为它工作的时候噪音比较大如炮声,故而得名,也称作气动扳手。它的动力来源是空压机输出的压缩空气,当压缩空气进入风炮气缸之后带动里面的叶轮转动而产生旋转动力用来拆卸轮胎螺丝,方便,省力的汽修专用工具。 (3)工作台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm×1000mm,800mm×1200mm,1500mm×3000mm。台面高度h约为650~700mm(有的平台高度可调)。其材料多为铸铁,背面有加强肋。平板固定在支架上,便形成工作平台。 1.2 汽车凹陷修复类型 1.2.1 传统钣金修复 钣金修复就是把将汽车金属外壳变形部分进行修复,比如车体外壳被撞了个坑,就可以通过钣金使之恢复原样,然后再通过喷涂专用油漆,使变形的汽车金属表面恢复到与其他完好的地方一样,光亮如初。 一般需要一下几个步骤:钣金校正、刮灰塑型、汽车钣金喷漆、钣金喷漆漆面处理。
钣金安全操作规程
钣金安全操作规程 1、工作前清理工作场地,以免其他杂物妨碍工作,检查所使用的工具,机具技术线是否良 好,连接是否牢固。 2、进行校正作业或使用车身校正平台应正确夹持、固定、牵制、并使用合适的顶杆、拉具、 夹具及站立位置,谨防物件弹跳伤人。 3、使用折床、碰焊机、电焊机时,必须事先检查各部分及焊机接地的情况,确认无异常, 方可按程序启动使用。 4、电焊条要干燥、防潮,工作时根据工作情况选择合适的电流及焊条,电焊作业时,操作 者需要佩戴面罩及防护用品。 5、焊补邮箱必须放尽燃油,彻底情绪确认无残油,敞开油箱盖谨慎施焊。 6、氧气瓶、乙炔瓶要放在远离火源的地方,不得在太阳下暴晒,不得撞击,所有氧焊工具 不得沾油污,油漆,并定期检查焊枪、气瓶、表头、气管是否漏气。 7、搬运氧气瓶、乙炔瓶必须使用专用小车,不得在地上拖拉气瓶。 8、】 9、 10、进行氧焊点火时,先开乙炔后开氧气,熄火时先关乙炔,发生回火时迅速卡紧胶管,先 关乙炔气阀再关氧气气阀。 钣金校正设备操作规程 一、进入钣金工作区要穿戴好工作服、手套;严禁穿拖鞋,高跟鞋进入。 二、操作前准备: 1、设备操作前清理场地,平台周围不能堆放杂物,整理油管,气管,电缆,防止工作时挤 压。 2、检查油管,气管各接头是否连接良好,如有损坏,需立即更换,严禁再用。 3、油泵使用后必须定期更换液压油,换油时打开邮箱,邮箱底部的杂物要全部清洗干净。 4、~ 5、油泵气源必须无水、无尘,必须在气路上装有油水分离器,三个月必须更换分离器的滤 芯,每次使用前必须排水。 6、 7、检查柱塔滚动滑轮固定螺栓是否松动,及时拧紧,以免滑落伤人。 三、上下车操作规程: 1、平台升降时设备附近严禁站人,车上下时必须有人在一旁指导,车辆停靠在平台指定位 置。 2、平台升降操作应平稳,平台轮腿无节流阀时,严禁全开油泵泄压阀。 3、平台升降时,柱塔固定在平台另一侧,防止滑动;二次举升升固定在轮腿一侧。 4、汽车在平台上要使用驻车档,轮胎前后垫好三角木。 5、| 6、平台轮腿锁止销在平台升起后必须锁死。 四、车辆固定操作规程: 1、 2、夹具夹紧前检查钳口,应无油污和杂物。 3、检查夹具是否有变形、裂纹,如有需更换,严禁再用,防止受力断裂飞出伤人。 4、主夹具固定螺栓,钳口紧固螺栓要完全拧紧。 五、测量操作规程: 1、量具轻拿轻放,切勿碰撞,防止变形。
汽车钣金修复技术
汽车钣金修复技术 摘要: 汽车钣金就是汽车维修的一种方法,又叫冷做。如果车身外观损坏变形,就需要钣金这个工序,汽车碰撞修复已经由原始的“砸焊拉补”发展成为车身二次制造装配。碰撞事故车辆的修复不再是简单的汽车钣金的敲敲打打,修复的质量也不呢不过单靠肉眼去观察车辆的外观缝隙,维修人员不但要了解车身的技术参数和外形尺寸,更要掌握车身材料特性,受力的特性传递车身变形趋势和受力点以及车身的生产工艺。如焊接工艺等等。在掌握这些知识的基础上,维修人员还要借助先进的测量工具,通过精准的车身三维测量,以判断车身直接的间接的受损变形情况,制定出完整的车身修复方案,配合正确的车身修复方案,将车身各关键点恢复到原有的位置。 关键词:裂纹,缝隙,凹凸,车门,翼子板,测量,锈蚀 目录:1.汽车车身修复技术概述 2.汽车车身修复工具介绍 3.汽车车身修复测量工艺 4.汽车修复技术工艺 5.汽车涂装工艺 概述:
随着汽车技术的发展,汽车的车身结构特别是轿车车身的材料、结构也发生了变化,承载式车身的应用越来越广泛。由此给车身修复工作提出了更高的要求。钣金修复后不只是为了恢复外形,而更重要的是尽最大的努力使整个车身壳体恢复到损伤前的状态,以保证修复过的汽车不因为车身修复而出现“二次事故”;喷涂方面不仅要满足外观平整的要求,对色彩、耐用等要求也日益提高。所有这些必须应用先进的设备,进行规范作业,严把质量关,以满足车身维修作业高标准、高质量的要求。 车身修复工具介绍: 一、钣金维修常用手工工具 汽车钣金常用手工工具包括:通用工具、车身修理工具等。 1.通用工具 汽车钣金维修所使用的工具如各式扳手、螺丝刀、钳子和铁剪刀等一些常用的手工工具。 2.车身修理工具 (1)球头锤。扳金作业的多用途工具,用于校正弯曲结构,一般用于作业初成型车身部件。 (2)橡皮锤。用于柔和地敲击薄钢板,不会损坏油漆表面。 (3)铁锤。铁锤是复原损坏的钣金件所必需的工
机械常用工具(英汉)
开口扳手 Open End Wrenches 梅花扳手 Spline End Wrenches 块扳手 Crowfoot Wrenches 开口/梅花扳手 Combination Wrenches 内六角扳手 Hex Wrenches 平板棘轮扳手 Slab Ratchet 棘轮扳手 Ratchet Wrenches 力矩扳手 Torque Wrenches 管钳 Pipe Wrenches 活动扳手 Adjustable Wrenches 六角套筒 Six Point Sockets 梅花套筒 Twelve Point Sockets 万向套筒 Universal Sockets 转接头 Adaptor 套筒接杆 Socket Extension 万向转接头 Universal Joint 螺刀Screwdrivers 快速螺刀 Fast Screwdrivers 仪表螺刀 Electronic miniature Screwdrivers 十字头螺刀 PILLIPS Screwdrivers 磁性螺刀 Magnetic Screwdrivers 一字头螺刀 Flat Tip Screwdrivers A
摇把 Speeders 钳Pliers 尖嘴钳 Needle Nose Pliers 大力钳 Locking Pliers 保险丝钳 Safety Wire Twisters 鹰嘴钳 Adjustable Joint Pliers 插头钳 Connector Plug 剥线钳 Wire Strippers 鱼口钳 Combination Slip-Joint Pliers 卡环钳 Convertible Snap Ring Pliers 剪线钳 Diagonal Cutters 压线钳 Wire Crimpers 电气工具Electronic Tools 矿灯Safety Lamb (Miner’s Lamb) 手电 Flashing Light 对讲机 Interphone 电烙铁 Electronic Iron 耳机 Earphone 防静电手腕 Static Wrist 电池 Battery 充电器 Charger 扬声器 Speaker B
solidworks板金成型工具用法
s o l i d w o r k s板金成型 工具用法 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
Solidworks 钣金成 型工具用法 对于钣金与冲压零部件经常需要制作冲头,用以切除零件内的材料,以形成特定的孔与形状。SW的设计库中自带了一些成形工具,我们可以直接用在产品设计中。但很多时候,我们需要开发特定的成形工具来完成我们的设计工程。 有一点首先要明确:成型工具只能在钣金设计状态下使用。 下面讲一下如何制作成形工具。我们以图1所示成形工具进行讲解。 1.拉伸一个机体特征,具体尺寸没有要求,但要比图1的尺寸大。这个机体特征是为了形成圆角而做的一个工具,后面还要删除。如图2。 2.在其上拉伸一个圆头键突台,并把底边倒的圆角,完成后如图3。 3.在上平面新建一个草图,与机体特征等大,将机体特征完全拉伸切除掉,效果如图4。切除后的模型如图5。
4.在”钣金”工具栏,找到并选取成形工具命令,此命令属性中有两个选项框,“停止面”与“要移除的面”,除此之外还有一个隐含的“接触面”,软件没有列出,当选择了“停止面”与“要移除的面”后,剩下的面默认为“接触面”。“停止面”控制成形工具压入钣金件的方向与深度。成形工具垂直于钣金表面和“停止面”压入,当“停止面”与钣金原来的表面重合时停止,以控制深度。与“要移除的面”相接触的面被切掉。成形工具剩下的表面在钣金表面压出轮廓。针对示例成形工具,“停止面”选上表面,“要移除的面”选下表面,如图6,图7。 5.首先将零件保存,只有保存以后才能添加到成形工具库。接下来从特征树中右击最顶部的零件名选择“添加到库”,打开图8的属性框。 6.这样我们就可以在钣金零件中应用这个成形工具了。只需要切换到任务窗格中的设计库并浏览到我们建立的成型工具,从中拖放到钣金零件表面即可。效果如图9。 注意问题: 1.有时候当我们拖放成形工具到钣金上时会提示“你要尝试去建立一派生的零件吗”,这个问题是因为我们没有把这个文件夹标记为成形库。我们选中任务窗格中的设计库并浏览到
SW 钣金成型工具制作方法及常见问题集锦_2003
四方法自制成形工具 成形工具是钣金行业常用的工具,Solidworks 自带的成形工具远远不能满足工 厂的需要,下面列举了四种方法自制钣金成形工具。 方法一:以自建模型“成形工具零件”为例(见图1), 1、 单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定” 2 、 单击“另存为”,选择零件格式为“ Form Tool (*.sldftp)”,零件名称不变,保存至文件夹“ *\成形工具”。 3、 在右侧“任务窗格”里的“设计库”单击“添加文件位置”,如图3,浏览到文件 夹“*\成形工具”,确定,在设计库生成了“成形工具”库。 即生成了一个成形工具,拖放成形工具即可使用。 方法二:同样以自建模型“成形工具零件”为例(见图1), 1、 把成形工具的特征即“要移除的面”外观设为纯红色(R255,G0,B0), 2、 在“停止面”新建草图,把“停止面”转换实体引用建立一个“停止面”轮 廓的草图, 3、 保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式 仍为“.sldprt ”。 即生成了一个成形工具,拖放成形工具即可使用。 方法三:同样以自建模型“成形工具零件”为例(见图1), 1、单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定”。 2、保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式仍为“.sldprt ”。 即生成了一个成形工具,拖放成形工具即可使用。 方法四:对于已有的成形工具,我们可以通过修改调整特征以满足我们的需求。 以设计库成形工具模型“百叶窗”为例(见图4), 1、 右键单击“百叶窗”打开,在特征树中删除多余特征如图5所示 2、 修改模型尺寸 3、 单击命令“成形工具”,如图6所示选择“要移除的面”和“停止面”,单 击“确定”。 4、 单击“另存为”,选择零件格式为“Form Tool (*.sldftp)”,重新命名零件名 称,保存至设计库里百叶窗文件夹下。 即生成了一个成形工具,拖放成形工具即可使用。 以上四种方法的比较见下图:
机械加工常用测量器具和使用知识
机械加工常用测量器具和使用知识 根据“测量器具的选择原则”,选用适当的测量器具进行测量。测量器具的计量工作应遵循测量器具的保养、检修、鉴定计划,确保所用量检具精度、灵敏度、准确度。测量器具的正确使用方法,请参照使用说明书或相关参考资料,轻拿轻放、保持清洁、防锈、防振,合理存放保管。 一、平板 1、钢制平板一般用于冷作放样或样板修整;铸铁平板除具有钢制平板用途外,经压砂后可作研磨工具;大理石平板不须涂防锈油脂,且受温度影响较小,但湿度高时易变形。 2、0、1、2级平板一般作检验用,3级平板一般作划线用。 3、平板安放平稳,一般用三个支承点调整水平面。大平板增加的支承点须垫平垫稳,但不可破坏水平,且受力须均匀,以减少自重受形。 4、平板应避免因局部使用过频繁而磨损过多,使用中避免热源的影响和酸碱的腐蚀。 5、平板不宜承受冲击、重压、或长时间堆放物品。 二、样板直尺和平尺 1、样板直尺使用时不得碰撞,应确保棱边的完整性,手握持绝热板部分,避免温度影响响精度和产生锈蚀。 2、测量前,应检查尺的测量面不得有划痕、碰伤、锈蚀等缺陷。表面应清洁光亮。 3、平尺工作面不应有蚀蚀、斑痕、鳞片、凹坑、裂缝以及其他缺陷。平尺应无磁性。
4、一般应按不同要求选用不同精度的平尺。 三、直角尺 1、00级和0级直度角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。 2、使用前,应先检查各工作面和边缘是否被碰伤。角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。将直尺工作面和被检工作面擦净。 3、使用时,将直度角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。注意轻拿、轻靠、轻放,防止变曲变形。 4、为求精确测量结果,可将直度角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。 四、万能角度尺 1、使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。 2、测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。 3、测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。 五、游标卡尺 1、使用前,应先把量爪和被测工件表面的灰尘、油污等擦干净,以免碰伤游标卡尺量爪面和影响测量精度,同时检查各部位的相互作用。如尺框和微动装置移动是否灵活,紧固螺钉是否能起作用等。
汽车钣金教案
汽车钣金校本讲义 汽车钣金(80课时) 本课程是汽修专业中一门实践性的技术基础课程。其任务是在实训过程中有机地将工艺理论、工艺知识和工艺实践结合起来,培养学生有一定的实践技能,提高学生的全面素质,为学生进一步学习机械工程学科的有关知识和有关课程奠定一定的实践基础。正确认识车身识图,钣金基本工艺与设备,车身检测与校正,通过课程教学和技能实训,使学生基本具备车身检测及整形的知识与技能主要讲授常用汽车的钣金常用工具与设备,加工工艺,汽车钣金复制件加工工艺,汽车车身构件拆装,车身检验,测量与校正。 一、培养目标 通过中级技术理论教育与实际操作训练,使受训人员的专业技术操作技能达到汽车钣金工中级水平。 二、具体要求 根据JT26交通行业技术等级标准的规定,汽车维修钣金工(中级)应具备如下知识与技能: 1、具有汽车维修钣金工的理论知识 2、掌握汽车钣金维修的操作知识和技能 3、能独立完成汽车钣金的一、二级维护和小修作业,并能在高 级技术人员的指导下完成汽车大修钣金作业 第一讲钳工基本工具 ?学习目标:认识钳工工具的种类及使用方法 ?重点:钳工工具的种类及使用方法 第二讲钣金常用工具与设备介绍 重点:掌握工具的用途 难点:熟悉工具的用途 第三讲钣金操作技能训 ?重点:掌握工具使用方法 ?难点:掌握工具使用方法 ?钣金操作技能训一 ?重点:掌握工具使用方法 ?难点:掌握工具使用方法 钣金操作技能训练二 目标:正确使用拉拔器。 重点、难点:使用拉拔器 钣金操作技能训练三 目标:掌握盘式砂磨机的使用方法。 1
重点、难点:盘式砂磨机的使用方法。 钣金操作技能训练之四 ————外形修复机的使用 ?目标:熟练掌握外形修复机的使用步骤 ?重点、难点:掌握外形修复机的使用步骤 第4讲门板修复训练 门板修复训练之一 ?目标:熟练找出受损部位,制定修理计划 ?重点、难点:找出受损部位,制定修理计划。 门板修复训练之二 ?教学目标:掌握清除修复区域油漆涂层的方法。 ?重点、难点:掌握清除修复区域油漆涂层的方法。门板修复训练之三 ?目标:掌握释放门板内应力。 ?重点、难点:释放门板内应力的方法 第五讲板件更换 板件更换训练一 板件更换二 ?目标:掌握钣金件拆卸后处理方法 ?重点、难点:钣金件拆卸后处理方法 板件更换三 ?目标:掌握门槛的替换方法 ?重点、难点:门槛的替换方法。 一、工作平台 工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm×1000mm,800mm×1200mm1500mm×3000mm。台面高度h 约为650~700 mm (有的平台高度可调)。 其材料多为铸铁,背面 有加强肋。平板固定在支架上, 便形成工作平台,如图2-1所示。 2
机械制图工具和使用方法
机械制图工具和使用方法 机械制图分为软件绘图和尺规绘图两种。而尺规绘图的工具主要有丁字尺、三角板、比例尺、分规、圆规、铅笔等等。我们正确的使用这些工具去绘图才能提高机械制图的质量和效率,快速有效的绘制出各种机械图样。 一、图板和丁字尺。 图板是用来铺放制图纸张的,因此必须固定好,并用胶带将图纸粘接在图板上。图板必须要保持平整光滑和干燥,平时使用图板时要注意保护图板的边,并且防止图板受潮。 丁字尺是用来绘制直线的。使用时必须保持尺头内侧面必须垂直,紧贴图板工作边。 二、三角板。 一副三角板有45度60度两种三角板,配合着使用可以画出15度的倍角来,也可用两个三角板画出垂直线和平行线 。 三、比例尺。 比例尺只能做量取用不能用来画线。在比例尺不同侧面有不同比例的刻度可以很方便的画出不同比例的直线。 四、绘图仪器。 1、分规;分规是用来等分线段和在尺子上量取尺寸的工具,使用时两个针尖要保持 对齐。 2、圆规;圆规用来画圆或圆弧。钢针分为台阶状(支撑尖)和锥状(普通尖),画 圆时应当用台阶状的,以免针尖插入图板过深。圆规的铅芯应当用比画直线的铅芯软一号的。磨成矩形的用来画粗实线,锥状的用来画细实线。画圆时匀速前进
并向运动方向稍微倾斜可以减少画圆阻力。画小圆的时候可用弹簧圆规和点化规,特大圆可以使用加长杆。 五、曲线板。 曲线板是用来画非圆曲线的工具,它的轮廓线是由多段不同曲率半径的曲线组成。画图时,先找出曲线上的若干点,再徒手用铅笔轻轻地把各点连起来。为使曲线光滑,最好每次有4个点与曲线吻合先画1到3之间再画3到4之间直至画出光滑的曲线。 六、铅笔。 铅笔软硬用B和H表示。B前数字越大表示越软,H则相反。一般要多准备几种铅笔,画粗实线用B或2B,画细线或写字用H或HB。用于画粗实线的铅笔应该磨成矩形,而其他的一般磨成锥型即可。 画线时应该使铅笔前后方向与直纸面垂直,保持与前进方向30度左右的角度,铅芯紧靠尺边,用力均匀,速度适中。有一定经验后可以很轻松的画出粗细一致颜色深浅一致的直线,因此需要我们多加练习。
汽车钣金修复技术
汽车钣金修复技术 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
汽车钣金修复技术 摘要: 汽车钣金就是汽车维修的一种方法,又叫冷做。如果车身外观损坏变形,就需要钣金这个工序,汽车碰撞修复已经由原始的“砸焊拉补”发展成为车身二次制造装配。碰撞事故车辆的修复不再是简单的汽车钣金的敲敲打打,修复的质量也不呢不过单靠肉眼去观察车辆的外观缝隙,维修人员不但要了解车身的技术参数和外形尺寸,更要掌握车身材料特性,受力的特性传递车身变形趋势和受力点以及车身的生产工艺。如焊接工艺等等。在掌握这些知识的基础上,维修人员还要借助先进的测量工具,通过精准的车身三维测量,以判断车身直接的间接的受损变形情况,制定出完整的车身修复方案,配合正确的车身修复方案,将车身各关键点恢复到原有的位置。 关键词:裂纹,缝隙,凹凸,车门,翼子板,测量,锈蚀 目录:1.汽车车身修复技术概述 2.汽车车身修复工具介绍 3.汽车车身修复测量工艺 4.汽车修复技术工艺 5.汽车涂装工艺 概述: 随着汽车技术的发展,汽车的车身结构特别是轿车车身的材料、结构也发生了变化,承载式车身的应用越来越广泛。由此给车身修复工作提出了更高的要求。钣金修复后不只是为了恢复外形,而更重要
的是尽最大的努力使整个车身壳体恢复到损伤前的状态,以保证修复过的汽车不因为车身修复而出现“二次事故”;喷涂方面不仅要满足外观平整的要求,对色彩、耐用等要求也日益提高。所有这些必须应用先进的设备,进行规范作业,严把质量关,以满足车身维修作业高标准、高质量的要求。 车身修复工具介绍: 一、钣金维修常用手工工具 汽车钣金常用手工工具包括:通用工具、车身修理工具等。 1.通用工具 汽车钣金维修所使用的工具如各式扳手、螺丝刀、钳子和铁剪刀等一些常用的手工工具。 2.车身修理工具 (1)球头锤。扳金作业的多用途工具,用于校正弯曲结构,一般用于作业初成型车身部件。 (2)橡皮锤。用于柔和地敲击薄钢板,不会损坏油漆表面。 (3)铁锤。铁锤是复原损坏的钣金件所必需的工具,用来敲打损坏的金属板使其大致回到原形,在更换金属板时则用于清理损坏的金属板。 (4)镐锤。维修小的凹陷,其尖端用于将凹陷从内部锤出,对中心部位柔和地轻打即可,其平端与顶铁配合作业用于去除高点和波纹。
常用机械工具英语单词
机械工具 Mechanic's Tools spanner 扳子 (美作:wrench) double-ended spanner 双头扳 子 adjustable spanner, monkey wrench 活扳子,活络扳手 box spanner 管钳子 (美作:socket wrench) calipers 卡规 pincers, tongs 夹 钳 shears 剪子 wire cutters 剪线钳 multipurpose pliers, universal pliers 万能手钳 adjustable pliers 可调手钳 punch 冲子 drill 钻 chuck 卡盘 scraper 三角刮刀 reamer 扩孔钻 calliper gauge 孔径规 hacksaw 钢锯 rivet 铆钉
nut 螺母 locknut 自锁螺母,防松螺母 bolt 螺栓 pin, peg, dowel 销钉 washer 垫圈 staple U形钉 grease gun 注油枪 oil can 油壶 jack 工作服 机械加工 拋光 polishing 安装 to assemble 扳手 wrench 半机械化 semi-mechanization; semi-mechanized 半自动滚刀磨床 semi-automatic hob grinder 半自动化 semi-automation; semi-automatic 备件 spare parts 边刨床 side planer 变速箱 transmission gear 柄轴 arbor 部件 units; assembly parts 插床 slotting machine 拆卸 to disassemble 超高速内圆磨床 ultra-high-speed internal grinder
收集了一些常用的机械工具的英语单词
收集了一些常用的机械工具的英语单词,鄙人英文很差,前些日子接到苏州一家公司面试通知,告知将由法国佬面试,心里就怕怕了。哎,学好e文真的和经济挂钩啊,呵呵。 机械工具 Mechanic's Tools spanner 扳子 (美作:wrench) double-ended spanner 双头扳 子 adjustable spanner, monkey wrench 活扳子,活络扳手 box spanner 管钳子 (美作:socket wrench) calipers 卡规 pincers, tongs 夹 钳 shears 剪子 wire cutters 剪线钳 multipurpose pliers, universal pliers 万能手钳 adjustable pliers 可调手钳 punch 冲子 drill 钻 chuck 卡盘 scraper 三角刮刀 reamer 扩孔钻 calliper gauge 孔径规
hacksaw 钢锯 rivet 铆钉 nut 螺母 locknut 自锁螺母,防松螺母 bolt 螺栓 pin, peg, dowel 销钉 washer 垫圈 staple U形钉 grease gun 注油枪 oil can 油壶 jack 工作服 机械加工 拋光 polishing 安装 to assemble 扳手 wrench 半机械化 semi-mechanization; semi-mechanized 半自动滚刀磨床 semi-automatic hob grinder 半自动化 semi-automation; semi-automatic 备件 spare parts 边刨床 side planer 变速箱 transmission gear 柄轴 arbor 部件 units; assembly parts