乙烯装置脱甲烷塔系统的运行分析
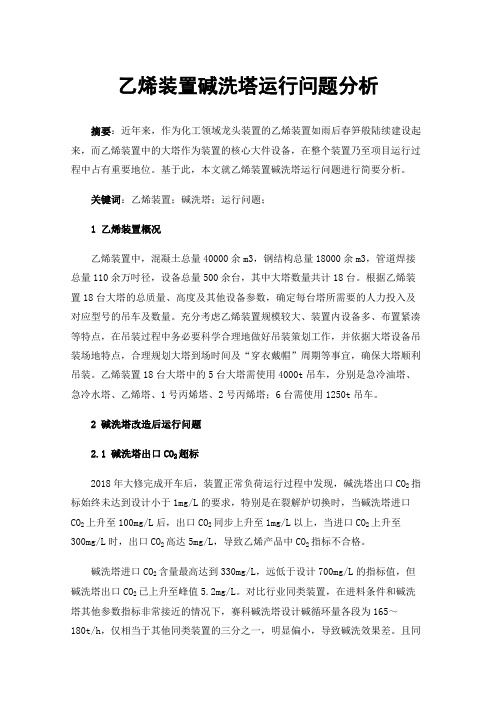
炼厂干气预精制脱甲烷塔操作波动研究

时间
图 2 脱 甲烷塔灵敏板温度趋势
中国石 油化 工股 份有 限公 司镇 海炼 化 分ห้องสมุดไป่ตู้公 司
冷 箱被冷 却到 一9 0℃ 后 进 入炼 厂 干气 脱 甲烷塔 , 采用来 自乙烯 装 置乙烯 精馏 塔塔 釜 的 乙烷 作 为吸
收液 吸收进 料 中 的 C :和重 质 组 分 。塔 釜 再 沸 器
1 0 0 0 k t / a乙烯装 置 , 配 套建设 了 1 6 0 k t / a的炼 厂
过调 节流 经丙烯 收集罐 的液相 丙烯 流 量来 控制 塔 釜加 热量 , 以确保 塔釜物 料 的甲烷含量 不 大 于 1 0 0 m L / m 。塔 釜 富 乙 烯液 进 入 冷 箱 , 回收 冷 量 后 进
S O x 、 水、 汞等 杂质 … , 处理 过 的炼厂 干气 进 入单 独
干气 预精 制单 元 , 以炼 厂 2套 催 化 装 置 的 干 气 为 原料 , 经 过 升压 、 碱洗 、 除氧、 干燥 、 脱 汞 等 一 系 列 工序脱 除炼 厂干 气 中的 C O 、 H: S 、 氧、 N O x 、 乙炔 、
由一 2 7℃气 态丙 烯作 为热源 , 设 有温度 控制 器 , 通
再沸 器加 热不 畅 日益严 重 。脱 甲烷 塔灵 敏 板 温 度
趋势 见图 2 , 脱 甲烷塔 塔釜 甲烷含量 趋势见 图 3 。
去
图1 炼 厂干气预精制脱 甲烷塔流程示意
的 甲烷 含量 上 升 , 严重 时造 成 乙 烯 产 品 因 甲 烷加
¨
T I l
^ ,
入冷箱 回收冷 量后送 人 炼油 厂 的燃 料气 管 网。流
程见图 1 。
1 . 2 波动情 况 2 0 1 1年 2月 1 6日 1 5 : 0 0左 右脱 甲烷 塔 灵 敏 板温 度急剧 下 降 , 随后 一 段 时 间 内 脱 甲烷 塔 灵 敏
乙烯装置危险因素分析及其防范措施_1

【本文为word版,下载后可修改、打印,如对您有所帮助,请购买,谢谢。
】乙烯装置危险因素分析及其防范措施乙烯装置流程长,且复杂,既有高温裂解反应,又有催化反应,高温高压、低温负压,物料大多为甲类危险品,过程中使用碱、氨等腐蚀性物质,物料中存在H2S等有毒气体,所以易发生事故。
除出现物料泄漏发生着火爆炸事故外,干燥剂粉尘、水合物等易造成冷箱冻堵,热区和裂解炉还会出现结焦、聚合等堵塞事故发生。
(一)开停工危险因素分析和防范措施1。
开工危险因素分析和防范措施乙烯装置开工过程,装置从常温、常压逐渐升温升压或降温减压,最终达到各项正常指标。
物料、公用工程等将逐步引人装置。
需要经历干燥、气密、压缩机试车一点火炬、燃料气接入、裂解炉点火升温一调质油、水接人、循环、升温一丙烯、乙烯接人制冷压缩机开车、机泵预冷一裂解炉投油、裂解气压缩机开车、碱洗、冷箱降温一甲烷化开车、加氢开车等大量步骤和较长时间。
物料引入、送出频繁,操作参数波动较大,人员连续作业时间长,所以事故易发生。
开工过程步骤紧密相连,一环扣一环,应提前作好开工方案,按部就班进行。
各阶段易发生事故分析如下:(1)干燥、气密干燥、气密是装置的开工准备。
此段过程时间间隔长,部分在系统引入物料后进行,低点大气排放此时不应进行,防止大量物料由于【本文为word版,下载后可修改、打印,如对您有所帮助,请购买,谢谢。
】阀门关闭不严窜人处于干燥过程的系统,物料泄漏容易发生火灾爆炸事故。
此类事故以前未出现,但有未遂时间,应引起重视。
(2)点火炬接燃料气火炬点燃是乙烯装置正式进入开工阶段,必须保证该系统氮气置换合格,防止通入可燃气后点火爆鸣。
开工初期物料排放量小,氮气排放量大,应控制氮气排放,防止吹灭火炬。
(3)裂解炉点火升温裂解炉在每次点火升温前,均应炉膛置换,测爆合格方可点火。
对于KTI设计的裂解炉在点火前必须进行气密实验,可以有效地防止燃料气泄漏进炉膛,点火爆鸣。
而其他炉型没有此功能设计,所以多点测爆是必须的,尤其是联锁停炉后的恢复点火,如果炉膛温度低于燃料气的燃点时必须测爆。
乙烯装置脱丁烷塔工艺优化分析

炼油与化工REFINING AND CHEMICAL INDUSTRY第30卷36乙烯装置脱丁烷塔工艺优化分析张力军(中国石油大庆石化公司化工一厂,黑龙江大庆163714)摘要:乙烯装置脱丁烷塔主要分离碳四产品,通过分析影响脱丁烷塔平稳运行的因素,优化工艺控制系统、提高检修质量及优化药剂注入量等措施,实现了脱丁烷塔的稳定操作,减缓了脱丁烷塔内聚合反应的发生,保证了脱丁烷塔长周期运行。
关键词:脱丁烷塔;乙烯;聚合;优化中图分类号:TQ221.211文献标识码:B文章编号:1671-4962(2019)04-0036-02Process optimization analysis of debutanizer in ethylene plant(No.l Chemical Plant of PetroChinaDaqing Petrochemical Company,Daqing163714,China)Abstract:The function of debutanizer of ethylene plant was mainly to separate C4products.This paper analyzed the infuluence factors of stable operation of debutanizer,optimized process control system,improved the quality of maintenance and optimization of drug injection to implement the stable operation of debutanizer and slow down the debutanizer polymerization reaction so as to ensure the debutanizer for a long lead operation.Keywords:debutanizer;ethylene;polymerization;optimize脱丁烷塔是乙烯装置分离系统的重要组成部分,塔内发生聚合反应是制约其长周期运行的主要因素,在保证碳四组分损失较小的前提下,通过对脱丁烷塔优化分析,保证脱丁烷塔运行稳定⑴O 1装置概况某石化公司的270kt/a乙烯装置采用布郎•路特(B&L)公司前乙烘加氢反应器和前脱丙烷的工艺⑵。
乙烯装置先进控制系统(APC)调研报告

乙烯装置先进控制系统(APC)调研报告1 A公司乙烯装置概况A公司乙烯装置改造后,现有两个裂解炉区、两个急冷系统、两个裂解气压缩系统,两股裂解气经混合干燥后,进入一个顺序分离系统。
装置主要产品有乙烯、丙烯、C4馏份等,同时副产氢气、甲烷、轻重燃料油、裂解汽油等。
2 A公司乙烯装置APC构成2.1 系统硬件构成先进控制技术是以DCS系统为基础的,AspenTech的APC软件都要求在上位机系统实现。
A公司乙烯装置先进控制硬件采用三台上位机系统,均为运行Windows NT4.0操作系统的DELL服务器,装置DCS系统为YOKOGAWA的 CS/CS3000,两系统采用AspenTech开发的通讯接口软件Cimio以Client / Server结构双向通讯。
三台服务器各有分工,LJDMC运行DMCplus,LJWEB运行Infoplus.21和SPYRO,LJDMCWATCH运行Aspen Watch。
三台服务器采用TCP/IP协议相互连网,实现APC的各功能。
APC控制系统硬件构成简图如图1。
2.2 DMC控制器及CLP结构图项目采用了DMCPlus多变量预估控制技术和CLP复合线性规划技术。
DMCPlus 及CLP控制器框架结构如图2所示。
整个乙烯装置总计开发23个主控制器、18个子控制器和2个CLP控制器。
具体控制器如下:老区裂解炉控制器:每台裂解炉采用1个DMCPlus控制器,共11个控制器。
图1 APC控制系统硬件构成简图图2 DMCPlus控制器和CLP结构图●老区急冷控制器:采用1个DMCPlus控制器,包括汽油分馏塔和急冷水塔2个子控制器。
●老区压缩控制器:采用1个DMCPlus控制器。
●脱丙烷塔控制器:采用1个DMCPlus控制器,包括高、低压脱丙烷塔2个子控制器。
●丙烯精馏塔控制器:采用1个DMCPlus控制器,包括新、老丙烯塔2个子控制器。
●乙烯塔温度控制器:采用1个DMCPlus控制器,包括新、老乙烯塔2个子控制器。
乙烯装置碱洗塔运行问题分析
乙烯装置碱洗塔运行问题分析摘要:近年来,作为化工领域龙头装置的乙烯装置如雨后春笋般陆续建设起来,而乙烯装置中的大塔作为装置的核心大件设备,在整个装置乃至项目运行过程中占有重要地位。
基于此,本文就乙烯装置碱洗塔运行问题进行简要分析。
关键词:乙烯装置;碱洗塔;运行问题;1 乙烯装置概况乙烯装置中,混凝土总量40000余m3,钢结构总量18000余m3,管道焊接总量110余万吋径,设备总量500余台,其中大塔数量共计18台。
根据乙烯装置18台大塔的总质量、高度及其他设备参数,确定每台塔所需要的人力投入及对应型号的吊车及数量。
充分考虑乙烯装置规模较大、装置内设备多、布置紧凑等特点,在吊装过程中务必要科学合理地做好吊装策划工作,并依据大塔设备吊装场地特点,合理规划大塔到场时间及“穿衣戴帽”周期等事宜,确保大塔顺利吊装。
乙烯装置18台大塔中的5台大塔需使用4000t吊车,分别是急冷油塔、急冷水塔、乙烯塔、1号丙烯塔、2号丙烯塔;6台需使用1250t吊车。
2 碱洗塔改造后运行问题2.1 碱洗塔出口CO2超标2018年大修完成开车后,装置正常负荷运行过程中发现,碱洗塔出口CO2指标始终未达到设计小于1mg/L的要求,特别是在裂解炉切换时,当碱洗塔进口CO2上升至100mg/L后,出口CO2同步上升至1mg/L以上,当进口CO2上升至300mg/L时,出口CO2高达5mg/L,导致乙烯产品中CO2指标不合格。
碱洗塔进口CO2含量最高达到330mg/L,远低于设计700mg/L的指标值,但碱洗塔出口CO2已上升至峰值5.2mg/L。
对比行业同类装置,在进料条件和碱洗塔其他参数指标非常接近的情况下,赛科碱洗塔设计碱循环量各段为165~180t/h,仅相当于其他同类装置的三分之一,明显偏小,导致碱洗效果差。
且同类装置三段碱洗塔下碱段均采用板式塔形式,以保持塔板持液量保证碱洗塔吸收酸性气体的效果。
2.2 塔内黄油生成量多根据相关文献的结论,在大部分碱洗塔CO2泄漏过程中均发现碱循环段的碱液中含有较多的黄油,黄油的存在并参加循环在很大程度上会影响吸收效果,造成塔顶CO2穿透。
乙烯装置分离冷区三塔系统的工况模拟和优化

乙烯装置分离冷区三塔系统的工况模拟和优化
郭宝林
【期刊名称】《乙烯工业》
【年(卷),期】1993(0)2
【摘要】1 前言在我厂30万吨/年乙烯装置中,冷区三塔系统(预分馏塔 DA-350、脱甲烷塔 DA-301和脱乙烷塔 DA-401)是重要的生产部位,用于低温物料的首级分离。
其工艺过程涉及换热、制冷、精馏、流体输送等单元操作。
为使装置在最优工况下运行,厂技术人员采用计算机进行工况的模拟和离线调优,并选择冷区的三个塔作为调优目标,拟解决的问题
【总页数】3页(P19-21)
【作者】郭宝林
【作者单位】燕化公司化工一厂
【正文语种】中文
【中图分类】TQ221.211
【相关文献】
1.乙烯装置急冷系统的流程模拟与热量回收优化分析 [J], 林晓华;苏成利;李平;王晓涛
2.兰州石化公司24万t/a乙烯装置、急冷系统模拟与优化 [J], 刘翀;唐国椿
3.乙烯装置冷箱脱甲烷系统模拟优化 [J], 张辉
4.乙烯装置急冷系统模拟优化与应用 [J], 王朝;王江;李东山
5.乙烯装置冷箱和脱甲烷塔系统的模拟及优化 [J], 陆向东
因版权原因,仅展示原文概要,查看原文内容请购买。
乙烯装置能耗指标分析与优化措施林慧男
乙烯装置能耗指标分析与优化措施林慧男发布时间:2021-10-07T08:30:28.871Z 来源:《基层建设》2021年第18期作者:林慧男[导读] 本文以A石化公司为例,对乙烯装置能耗指标分析与优化措施进行探讨。
中国石油化工股份有限公司天津分公司天津市 300270摘要:本文以A石化公司为例,对乙烯装置能耗指标分析与优化措施进行探讨。
关键词:乙烯装置;能耗指标;优化措施1概述A石化有限责任公司乙烯装置采用美国S&W公司专利技术。
裂解单元由7台USC-176U型液体原料裂解炉(6开1备)和1台USC-12M型循环气裂解炉组成。
分离采用前脱丙烷、前加氢、双塔脱丙烷、乙烯精馏塔和乙烯制冷压缩机形成开式热泵的乙烯分离工艺。
生产过程中由于装置原料从乙烷到加氢裂化尾油等种类较多且工况复杂,造成裂解气组成和流量变化较大,使设备效率下降、运行数据不稳定,导致装置能耗、物耗指标不理想。
通过对装置能耗指标的分析,进而提出优化措施。
装置于2018年4月进行停工大检修,2018年7月完成检修后恢复开车。
2装置能耗指标分析乙烯装置能耗组成中占比较大的是燃料气、蒸汽、循环水。
下面针对这几个方面加以分析。
乙烯装置主要单耗和综合能耗对比情况见表1。
表1 乙烯装置主要单耗和综合能耗对比2.1蒸汽单耗对比相同工艺流程的同类装置,A石化乙烯装置蒸汽单耗相对较高。
蒸汽单耗过高的原因是:裂解炉急冷锅炉产汽量过低,超高压蒸汽产量低于设计指标约40t/h,导致裂解气压缩机透平抽汽量低于设计流量50t/h。
裂解炉1~4号为重质炉裂解气容易结焦,其运行初期和末期产汽量相差较大,且急冷锅炉采用二合一结构,换热面积为57.5m2,比轻质炉急冷锅炉换热面积少19%。
总体来看,重质炉产汽量低于设计流量,需要从自备电站接入大量蒸汽保持装置蒸汽管网平衡。
自备电站由于机组抽汽发电能力不足,高、中压蒸汽直接减温、减压量较大,造成蒸汽生产能耗较高。
乙烯装置接入的蒸汽量越多对装置综合能耗影响越大。
新节能脱甲烷系统
prme r w r ajs d ado t i d h ihpesr rc iggsf w a ht a i c yf h dt te aa t s e dut pi z .T ehg —rs ecakn a o rt ta w sd et a e oh e e e n m e u l e r ll s
s v n meha iain y tm wa d v l p d y sn p o e s i lto a d p i z to a i g de t n z t s se o s e eo e b u ig r c s smu ain n o tmia in. E p n e we e x a dr s r
ProII案例-脱甲烷塔及冷箱系统流程模拟
ProII案例-脱甲烷塔及冷箱系统流程模拟百思论坛⼯程技术交流平台脱甲烷塔及冷箱系统流程模拟⼀、⼯艺流程简述该系统⼯艺流程简图给出在图1。
该流程系早期的脱甲烷及冷箱系统流程之⼀。
裂解⽓进料FEED进⼊脱甲烷塔T1,塔顶⽓相出料T1V进⼊⼄烯吸收塔T2,塔顶液相出料T1A经节流伐V1节流后进⼊冷箱E1,塔釜液相出料T1B送往后续装置。
塔T2利⽤⽓液分离罐F1分出的液体F1B作为吸收剂,对物料T1V中的⼄烯进⼀步吸收,以减少⼄烯损失。
⼄烯吸收塔塔顶物料T2A进⼊冷箱进⾏冷却,釜液T2B则返回脱甲烷塔塔顶第⼀板作为回流。
⽓液分离罐F1出⼝的⽓相F1A进⼊冷箱E2,冷却到更低温度后,进⼊⽓液分离罐F2,分出⽓液相,⽓相F2A依次进⼊冷箱E2, E1作为冷剂;液相F2B经节流伐V2减压后,依次进⼊冷箱E2, E1作为冷剂。
⼆、初始数据1、进料数据裂解⽓压⼒为33.4kg/cm2,温度-58℃,流量10460kg/h,质量组成如表1所⽰:表1 裂解⽓组成组分H2 CH4 C2H4 C2H6 C2H2 C3H6 C3H8组成 1.362 19.245 41.19 7.265 1.775 16.335 0.483组分丙炔C4H6-1,3 C4H8-1C4H10C5H12丙⼆烯组成0.625 5.015 3.185 0.208 0.895 0.4152、各塔结构参数表2 各塔结构参数塔脱甲烷塔T1 ⼄烯吸收塔T2理论板数18 4进料位置2,7 1,4操作压⼒(kg/cm2) 33.2 323、⼯艺规定表3 各有关⼯艺规定物料T2A1F1A1F2A1 F2A2 T1A2 温度(℃) -112.5-164-130 -110 -110 脱甲烷塔釜液中甲烷摩尔浓度≤0.1%;回流⽐≤0.6;塔顶冷凝器冷后温度≤-98℃;节流伐V1 节流后压⼒3.0kg/cm2节流伐V2 节流后压⼒1.4kg/cm2三、流程模拟模块及物料表4 流程计算模块及物流表模块名称流程图代号⼊⼝物流号出⼝物流号脱甲烷塔 T1 FEED,T2B T1V,T1A,T1B⼄烯吸收塔 T2 T1V,F1B T2A,T2B 冷箱1 E1 T2A,F2A1,F2B2,T1V1 T2A1,F1A2,F2B3,T1V2冷箱2 E2 F1A,F2A,F2B1 F1A1,F2A1,F2B2 ⽓液分离罐 F1 T1A1 F1A,F1B⽓液分离罐 F2 F1A1 F2A,F2B 节流伐 V1 T1V T1V1节流伐 V2 F2B F2B1四、主要计算结果主要计算结果给出在表5。
浅析烯烃分离装置脱乙烷塔冻堵原因分析与处置措施
39甲醇制烯烃工艺的成功运用,开创了以煤炭为原料制取石油制品的先河。
原料甲醇经催化反应生产富含乙烯、丙烯的低碳烯烃混合物。
中煤蒙大公司采用DMTO烯烃制取技术及美国LUMMUS的分离工艺组合,相比于传统石油裂解工艺具有流程短、操作简便等特点。
但由于甲醇制烯烃反应机理的复杂性,甲醇转化低碳烯烃的过程中,副反应驳杂,增加了后续的分离难度,易引发次生的生产波动事故。
一、分离工艺流程简介某公司选用美国LUMMUS分离工艺,工艺采用前脱丙烷后加氢及脱甲烷塔丙烷洗技术。
DMTO装置的产品气首先经过二级压缩,在压缩机段间脱除绝大部分水及重质烃类后,经由水洗塔脱除氧化物、碱洗塔脱除二氧化碳后送往压缩机三段,压缩机三段排出气体经逐级降温后送往气液烃干燥器,干燥后的产品气、液送往高低压脱丙烷塔精馏,低压脱丙烷塔釜组分经脱丁烷塔分离后,塔顶采出混合碳四产品,塔釜产出混合碳五产品。
高压脱丙烷塔顶轻质组分送往压缩机四段,经再次升压后的产品气作为脱甲烷塔进料,脱甲烷塔顶氢气、甲烷等组分送至燃料气管网,塔釜物流送至脱乙烷塔进行碳二、碳三组分的分离。
脱乙烷塔顶混合碳二组分经乙烯塔精馏分离,塔顶产品即为聚合级乙烯产品。
脱乙烷塔釜碳三组分进入丙烯精馏塔,塔顶产品即为聚合级丙烯产品。
聚合级乙烯、丙烯产品分别输往相应罐区贮存,便于聚合装置进行再加工。
二、脱乙烷塔冻堵原因分析脱甲烷塔操作压力高于脱乙烷塔,操作温度低于脱乙烷塔,理论上产品气中水会优先冻堵脱甲烷塔。
但脱甲烷塔采用鲍尔环作为填料,脱乙烷塔属于板式塔,为提高精馏塔操作弹性,脱乙烷塔浮阀分为轻质、重质浮阀,生产稳定期间,轻质浮阀的启闭程度高于重质浮阀,因此填料塔盘的孔隙率高于浮阀塔盘的孔隙率,通透性高,微冻堵不影响脱甲烷塔的操作,不会波及产品指标。
其次,脱甲烷塔顶采出量为4.5-5.6t/h的燃料气,塔内上升气相量较少,进料中微量的水难以被塔内气相携带至塔顶,因此,塔顶微量水不易积累,难以形成大面积塔盘冻堵。