电镀使用表格
电镀条件设定表

40h
1 PCS/周
2.目视无素材外露,红潇,起泡等。
附著性
(80±2℃*4h→RT*0.5h
→-40±2℃*1.5h→
冷热循环
RT*0.5h→70*95%RH*3h →RT*0.5h→-40±2℃
*1.5h→
RT*0.5h)*2Cycle膜厚计检电镀膜厚 测
测铬,镍,铜厚度
无起泡、皱纹、剥离及龟裂等异常。 铬≧0.15um 镍≧8.0um 铜+镍≧20um
客户名称 产品编号 产品图示
电镀条件设定表
制订日期 件长mm
挂钩图示
版次 件宽mm
备注 遮阳板数量
遮阳板面积
2
DM
总遮阳板面积
2
DM
挂钩设定 飞靶钩数 困难系数 单件面积
单钩载量 主挂数量
单电流面积 DM 2 总面积
支/挂 支/靶 DM2 DM 2
电流设定
新线电流设条定件电流备安注:配挂数=相当主挂的配件量输入值
制品弧度 检具检测 测APLOBL,CPLOBL点 APLOBL= 略
CPLOBL= 略
1 PCS/周
1 PCS/周 全数
规范
客户规范 规范编号:MS82-3702 试验方法 规范编号:NES M4063 试验内容 规范编号:NES M4063 NES M0132 NES M0138 基准判定 规范编号:NES M4063 NES M0132 NES M0138
实际电流记
电镀槽 电流密度 培
程式时间s 手动设定电流 电流 士 允许值 录
□
配挂
打底铜
品 名
硫酸铜
件 号
半光镍 高硫镍 全光镍 微孔镍 铬
总挂面钩积设 飞靶定钩 单钩数载 主挂量数
{企业管理表格}表面处理电镀管理精编

{企业管理表格}表面处理电镀管理第二十章電鍍管理電鍍管理包括下列內容:(1)規範(specifications)。
(2)測試(test)。
(3)控制與分析(controlsandanalysis)。
(4)品質管理(qulitycontrols)。
(5)成本管理(costcontrols)。
(6)安全與衛生(safetyandhealthhazards)。
20.1 表面處理規範規範(specifications)通常分三大類:(1)製程規範(processspecification)。
(2)生產規範(productspecification)。
(3)性能規範(performance)。
規範常見的有下列幾種:(1)中國國家標準CNS。
(2)美國材料及試驗學會標準ASTM。
(3)美國國家標準ANSI。
4.美國軍事標準MIL。
(5)其他如JIS,DIN,ISO,SAE,BSI。
鍍層規範的主要有下列項目:(1)厚度(thickness)。
(2)覆蓋面(coverage)。
(3)附著性(adhesion)。
(4)耐腐蝕性(corrosionprevention)。
(5)外觀及表面加工(appearanceandsurfacefinish)。
(6)基材品質(qualityofsubstrate)。
(7)附加要求(supplementaryrequirements)。
20.2 表面處理測試表面處理之測試主要的項目如下:(1)鍍層厚度測試(thicknesstests)。
(2)鍍層附著性測試(adhesiontests)。
(3)鍍層硬度測試(hardnesstests)。
(4)鍍層殘留應力測試(residualstresstests)。
(5)鍍層強度測試(tensiletests)。
(6)鍍層延展性測試(ductilitytests)。
(7)鍍層耐磨性測試(abrasiontests)。
(8)鍍層耐腐蝕性測試(corrosiontests)。
电镀制程工艺参数巡查记录表
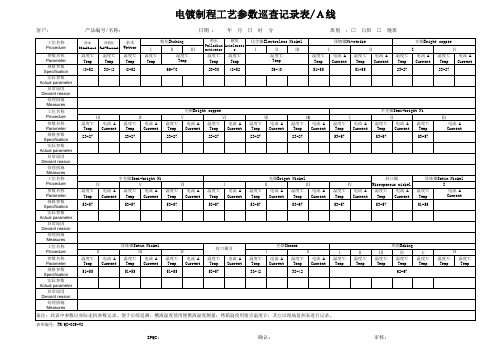
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
除-Etching Wetter
温度℃ Temp
温度℃ Temp
工位名称 Procedure
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
工位名称 Procedure
参数名称 Parameter 规格参数 Specification 实际参数 Actual parameter 异常原因 Deviant reason 处理措施 Measures
51-55
51-55
Ⅳ 温度℃ 电流 A
Temp Current
51-55
封口镍Ⅱ
温度℃ Temp
53-57
电流 A Current
光铬Chrome
Ⅰ
Ⅱ
温度℃ 电流 A 温度℃ 电流 A Temp Current Temp Current
38-42
38-42
Ⅰ 温度℃
Temp
Ⅱ 温度℃
Temp
烘箱Baking
23-27
Ⅰ 温度℃ 电流 A
Temp Current
53-57
半光镍Semi-bright Ni Ⅱ
温度℃ 电流 A 温度℃ Temp Current Temp
53-57
53-57
Ⅲ
电流 A Current
半光镍Semi-bright Ni
Ⅳ
Ⅴ
电镀厂QPA审核表--直接使用
1 2 3 4 5 6 7 8 9 10 11 12
,现场质量控制过程以及检测过程控制状态较好 多问题,仍有许多不符合项,需要进一步改进。
但是在审核过程中发现工艺过程执行状况不是很好在各生产过程中依然存在许多问题仍有本次审核总体得分为经过对工艺过程审核发现贵公司工艺过程上基本满足我公司产品加工工艺质量要求现场质量控
审核结论
最终得分__ ,
经过对工艺过程审核,发现贵公司工艺过程上基本满足我公司产品加工工艺质量要求,现场质量控制过程以及检 审核结论 。但是在审核过程中发现,工艺过程执行状况不是很好,在各生产过程中依然存在许多问题,仍有许多不符合项 本次审核总体得分
金属材料表面处理代号

C类标记:A1C:表示电镀锌15-20μm后钝化成彩虹色-参考标准GB/T1238-19 A(电镀锌) 1(镀层厚度3μm)
代号
单金属镀层
A
无镀层要求
B
3
C
5
4
CuZn 黄铜
D
8
5
Nib 镍
E
10
6
NibCr 镍铬
F
12
7
CuNib 铜镍
G
15
8
CuNibCr 铜镍铬
H
20
9
Sn 锡
J
25
10
CuSn 铜锡(青铜)
K
30
11
Ag 银
L
12
CuAg 铜银
N
13
ZnNi 锌镍
P
14
ZrCo 锌钴
Q
15
ZnFe 锌铁
R
16
17
18
标记示例:六角头螺栓 GB/T5782 M10*60 8.8级、电镀彩锌,最小镀层厚度5μm2)、光饰状态为“光亮”并经铬酸 标记后:六角头螺栓 GB/T5782 M10*60 8.8级 A2(参考上表)
一、金属材料电镀处理
p.Zn8.c2C:表示电镀彩锌厚度8μm-参考GB/T9799-1988
处理特征 c(铬酸盐处理)
级别 2(铬酸盐处理等级)
附注
后处理(颜色) C(铬酸盐处理类
型)
备注 Fe/Ep.Zn8.c2C
典型外观参考以下表格
铬酸盐处理标记-参考标准GB/T5267.1-2002)
厚度 8(最小镀层厚度)
表面处理 电镀兰白锌 电镀兰白锌
电镀彩锌 电镀军绿 电镀黑锌
电镀生产线安全检查记录表

工艺安全检查
工艺流程检查:检查电镀生产线的工艺流程是否符合规范,是否存在安全隐患。
设备安全检查:对电镀生产线的设备进行安全检查,包括电源、电机、传动装置等部件是否 正常。
化学品安全检查:检查电镀生产线所使用的化学品是否符合安全标准,是否存在泄漏、腐蚀 等安全隐患。
操作规程检查:检查电镀生产线的操作规程是否规范,操作人员是否经过培训并熟悉操作规 程。
电镀生产线安全检查记 录表审核与整改
审核流程与标准
审核目的:确 保电镀生产线 安全检查记录 表的准确性和
完整性
审核范围:涵 盖电镀生产线 的各个关键环
节和设备
审核方法:采 用现场检查、 资料审查和员 工访谈等方式
审核标准:依 据相关法规、 行业标准和公 司内部规定进
行评估
整改要求:针 对审核中发现 的问题,提出 具体的整改措
添加章节标题
电镀生产线安全检查记 录表概述
定义与目的
定义:电镀生产线安 全检查记录表是一种 用于记录电镀生产线 安全检查情况的表格
目的:确保电镀生产线 的安全运行,及时发现 并消除潜在的安全隐患, 保障员工的人身安全和 企业的财产安全
适用范围
适用于电镀生产线 的安全检查
适用于电镀生产线 的日常维护和保养
汇报人:
记录表存档要求
存档时间:至少保存一年 存档方式:电子版或纸质版 存档内容:包括检查日期、检查人员、检查结果、整改措施等信息 保密要求:对敏感信息进行脱敏处理,确保信息安全
记录表查阅与使用权限
记录表查阅:记录表应存放在安全 检查部门,方便相关人员查阅
查阅时间:记录表应在规定时间内 进行查阅,避免过期信息影响判断
电镀生产线安全检查记 录表管理与存档
电镀件检验规范(含表格)
电镀件检验规范
(IATF16949/ISO9001-2015)
1.0目的
为检验员提供检验规则和检验方法,保证原材料的可靠性从而保证产品满足客户的要求。
2.0适用范围
适用于本公司电镀产品的检验。
3.0作业内容
3.1 测量工具:胶纸、十六格刀片、NacL、纯净水、量杯
3.2 缺陷分类及定义:
A类:单位产品的极重要质量特性不符合规定。
B类:单位产品的一般质量特性不符合规定。
3.3判定依据:
抽样检验依《抽样方案表》。
3.4不合格制品按《不合格品管理控制程序》、《原材料不合格处理流程》执行。
3.5 检验项目、标准、缺陷分类一览表
4.0相关文件
4.1 《产品规格书》
4.2《不合格品管理控制程序》
4.3《原材料不合格处理流程》
5.0记录表格
5.1 《抽样方案表》
5.2 《电镀件检验报告单》
电镀件检验报告单。
电镀锌的标记方法
电镀锌的标记方法
一、螺纹电镀层的A类标记方法
该方法适合螺栓、螺母等带有螺纹紧固件的电镀处理标记,也是最常见的标记方法之一。
此种标记方法由以下三部分组成:
镀层金属/ 最小镀层厚度/ 光饰和铬酸盐处理。
具体标记详见以下表格:
举例说明:
金属镀层为锌Zn,最小镀层厚度为5μm,经铬酸盐处理为光亮淡蓝色。
标记为A2K。
二、镀层标记 ISO4042-2018
下述标记方式依据标准ISO4042-2018。
众所周知,电镀涂层系统可由许多层组成,然而也并不是所有层都需要存在,如下图所示。
关于锌和锌合金电镀涂层标记系统见下图:
◆锌和锌合金涂层一般以Zn、ZnNi、ZnFe等最为常见。
◆转化涂层为无六价铬钝化(代码 n 表示无六价铬)以及六价铬钝化。
◆封闭剂以及润滑剂的涂覆主要为满足特定防腐需要或者调整摩擦系数。
◆各个标识部分请详见以下列表。
紧固件标记示例
示例1
据ISO4042的锌镍合金电镀涂层,镍为12%-16%含量,最低中性盐雾试验时间720小时不发生基体金属红锈腐蚀,无六价铬的透明钝化层,无封闭润滑外涂层等,标记如:紧固件
标记-ISO4042/ZnNi/An/720h。
注:最小中性盐雾试验时间可代替涂层厚度的情况下,可忽略厚度,在末端增加耐腐蚀性能即可。
示例2
据ISO4042进行电镀锌涂层,其厚度12μm,钝化层为无六价铬彩虹色,随后有封闭剂,标记如:紧固件标记-ISO4042/Zn12/Cn/T2。
电镀车间PTH线物料添加更换使用表
深圳市一造电路技术有限公司
电镀车间PTH线物料添加更换使用表
班别:□白班 □晚班 日期 日用量 品名 整孔 微蚀 酸槽 预浸 整孔剂 棉芯 硫酸 双氧水 稳定剂 CP硫酸 预浸盐 盐酸 预浸盐 活化剂 盐酸 棉芯 加速剂 棉芯 化学铜M 化学铜A 化学铜B 棉芯 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日期: 年 月
活化
加速
化学铜 倒缸 柠檬酸
备注:“△”表示更换“○”表示倒缸(星期天为倒缸) 组长/科文: 主管审核: 表格
电镀A线工艺点检表
夜班:
审核:
表单编号:FM/PD--069 V2
半光镍2
半光镍3 55±2
半光镍4
半光镍5
半光镍6
光镍1
光镍2 光镍3
55±2
光镍4
珍珠镍1
珍珠镍2 53±2
珍珠镍3
珍珠镍4
封口镍1 55±2
封口镍2
光铬1 光铬2
40±2
脱解1
脱解2 /
脱解3
烤箱1
烤箱2
烤箱3 烤箱4
62-67
烤箱5
烤箱6
1、温度点检时应记录测量值,如有超标准的应立即报告主管并联络维修人员检修温控系统;2、检查过滤机时应查看过滤机是否有异响、是否漏液、压力是否在标示的范围内 (箭头指示区域或绿色标示区域),如无异响、无漏夜、压力在指示区域内则记录OK,否则记录异响、漏液、超压等,如有异响、漏液则通知维修人员检修,如压力超标则清洗 滤芯,检修完毕再确认,如仍有异常须通知上级继续处理;3、点检打气时要观察打气是否均匀、稳定,如无异常记录OK,否则记录异常点并调整,如调整不好则通知上级处理 (对于光铬,在使用时不可开打气,如停机后再开机,则在开机前开打气搅拌30 秒以上);4、点检液位时,如有副溢流口的,则液面高度应与其是否平齐,水洗槽则要求完全 浸没产品为OK,否则记偏低、偏高,偏低时补水、偏高时抽出多余槽液。
过滤 压力
打气
液位
实测 温度
过滤 压力
打气
液位
实测 温度
过滤 压力
打气
液位
除油 50±2
预粗化 40±2
亲水 50±2
粗化1
粗化2 68±2
粗化3
钯水 25±2
解胶 50±2
化学镍1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户:备注客户:备注
产品名称:产品名称:型号/规格:型号/规格:来料数量/重量:
来料数量/重量:
电镀种类:□锌□镍□磷化□其它 电镀种类:□锌□镍□磷化□其它 耗时:
耗时:
电镀后数量/重量:电镀后数量/重量:图纸尺寸:图纸尺寸:自检情况:自检情况:操作者:
操作者:
客户:备注客户:备注
产品名称:产品名称:型号/规格:型号/规格:来料数量/重量:
来料数量/重量:
电镀种类:□锌□镍□磷化□其它 电镀种类:□锌□镍□磷化□其它 耗时:
耗时:
电镀后数量/重量:电镀后数量/重量:图纸尺寸:图纸尺寸:自检情况:自检情况:操作者:
操作者:
单号:00001
单号:00001
深圳市磁研科技有限公司
电镀标识
深圳市磁研科技有限公司
电镀标识
深圳市磁研科技有限公司
单号:00001
深圳市磁研科技有限公司
电镀标识
电镀标识
单号:00001。