工业工程动作分析(ppt 50张)
工业工程教材动作分析

动作分析的背景
01
随着工业自动化和智能制造的快 速发展,企业对于生产效率和成 本控制的要求越来越高。
02
动作分析作为工业工程的重要工 具之一,被广泛应用于生产现场 的优化和管理。
动作分析的流程
01
观察与记录
对作业过程进行实地 观察,并详细记录操 作人员的每个动作。
02
分析与分类
将记录的动作进行分 类、整理,并分析其 合理性和效率。
包括对生产线上的各个工位进行作业 分析、测量作业时间、确定标准作业 时间、调整工位和任务分配等。
作业测定
作业测定的概念
作业测定是对生产线上各个工位的操作时间 、工作负荷等进行测量的方法,是制定标准 作业时间的基础。
作业测定的方法
包括秒表法、工作抽样法、预定动作时间标准法等 。
作业测定的应用
通过对生产线上的各个工位进行作业测定, 可以确定标准作业时间,为制定生产计划、 安排生产进度提供依据。
Chapter
案例一:生产线优化
总结词
通过动作分析优化生产线,提高生产效率
详细描述
在生产线优化案例中,工业工程师运用动作分析的 方法,对生产线上的各个作业环节进行细致观察和 分析,识别出无效、浪费的动作和不合理的作业流 程。通过改进工具、设备布局和作业方法,消除多 余动作,提高作业效率和生产线的整体性能。这有 助于降低生产成本、提高产品质量和满足市场需求 。
03
动作分析的应用
Chapter
生产线平衡
生产线平衡的概念
生产线平衡是指通过合理安排生产线 上各工位的作业任务和操作时间,使 整个生产线的作业时间达到均衡,从 而提高生产效率。
生产线平衡的步骤
生产线平衡的优化方法
第七章 动作分析

第七章动作分析7.1 动作分析概述一、动作分析的定义动作分析是在程序决定后,研究人体各种动作的浪费,以寻求省力、省时、安全和最经济的动作的过程。
其定义是:动作分析是按操作者实施的动作顺序观察动作,用特定的记号记录以手、眼为中心的人体各部位的动作内容,并将记录表格化,以此为基础,判断动作的好坏,找出改善点的一套分析方法。
从定义我们可以看出:(1)动作分析的对象是操作者实施的动作。
这里的动作是指操作者身体各个部位的每一个活动。
如寻找、握取、移动、装配必要的目的物等。
(2)动作分析的目的是发现操作人员的无效动作或浪费现象,简化操作方法,减少工作疲劳,降低劳动强度。
(3)动作分析的实质是研究分析人在进行各种操作的细微动作,删除无效动作,使操作简便有效,以提高工作效率。
下面简单介绍其中常用的三种:(1)动素分析:观察人体中的手、足动作和眼、头活动,把两手的动作顺序、方法与眼睛的各种活动联系起来,用描述最小动作单元的动素记号记录动作并加以分析的一种方法。
(2)慢速摄影分析:按每11s拍摄一张照片的标准对作业实施过程拍摄,以此进行观察分析,把握操作者和所有物件移动中存在的问题的一种分析方法。
(3)VTR分析:用摄像机对作业的实施过程摄像,再通过放像进行观察和分析的一种方法。
此法可忠实的记录作业的实施过程,并能马上放像,因此除用于动作分析外,也广泛用于其他的作业改善。
7.2 动素分析一、动素和动素分析的概念在双手作业分析中如果把握了作业动作的实际情况,可以得到一定程度的改善。
但仅把握和分析了动作大概的实施顺序和方法,还不能深入探讨每一个细微的动作和状态。
动素分析就是把作业动作进一步细分为手、足、眼、头等人体各部位的一个一个的动作,以便进行细微的分析和讨论。
比如,对手的等待状态,可以进一步明确是处于“简单的手的空闲状态”还是处于“用眼寻找目的物过程中的手等待状态”,通过这样的分析,可以更好的探讨改善的策略。
虽然动作有许多种类,但是将动作进一步细分到不能再分的要素后,可以发现所有的动作都由一些简单的、共同的基本动作组成,我们把这些简单的、共同的基本动作称之为动素。
《工业工程》PPT课件

工作时
空闲时间
1.3
2
车削时2的人机作业图(原1方.3法)
利用率 1.3 / 3.3 39 % 2 / 3.3 61 %
人
2. 采用“5W1H”提问技术和“ECRS”原则进行分析改进
—
问:为什么去毛刺并检查尺寸要在机器停止时去毛刺并检查?
机
答:过去一直是这样的。
问:有无改进的可能性?
作
答:有。
问题和改革意识,“永远有更合理的做事方法”
简化和标准化意识
全局和整体意识,把研究的对象看作一个整体的系统, 把内部的事务作结构化分解,找出内在联系
人本意识,人是生产经营活动中最重要的要素,一切工 作只有通过人的参与才能发挥作用。以人为中心
创新意识
从需求出发的意识,面对问题寻找最合适的方法解决, IE不是什么先进的技术,它是用合理的方式整合现有的 资源,使其达到最好的效果。
第三次提问
目的 为何做(Why) 为何要这样做 是否不需要做
原因 做什么(What) 是否必要
有无其他更合适的对象
时间 何时做(When) 为何要此时做 有无其他更合适的时间
地点 何处做(Where) 为何要此处做 有无其他更合适的地点
人员 方法 效果
何人做(Who) 为何要此人做 有无其他更合适的人
主要内容
工业工程概述 工业工程与精益生产 工作研究、程序分析、作业分析、动作分析 工业工程的相关知识
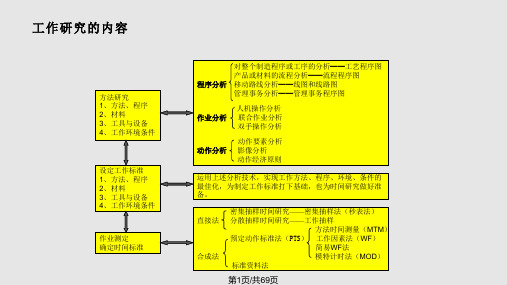
三 工作研究
工作研究是工业工程体系中最重要的基础技术
工作研究
方法研究 把工作简化并 制定出进行此 项工作更经济 的方法和程序
作业测定 确定进行某项 工作所需时间 的长短
提高效率
工作研究的分析过程是从粗到细,从宏观到微 观,从整体到局部的过程。用图表示如下。
基础工业工程作业分析PPT课件
件置于机器旁边
0.24
空闲
第10页/共69页
两种操作方法的对比
项目
现行方法 改进方法
工作时间 人 (min) 机
1.2
1.12
1.2
1.16
空闲时间 人 (min) 机
0.8
0.24
0.8
0.2
周期时间(min)
2.0
1.36
利用率 人 (%) 机
60
83
60
86
节省 0.08 --0.56 0.6 0.64 23 26
简易WF法 模特计时法(MOD) 标准资料法
第1页/共69页
作业分析概述 • 作业分析的含义
通过对以人为主的工序的详细研究,使作业者、作业对象、作业工 具三者科学合理地布置和安排,达到工序结构合理,减轻劳动强度、减少 作业工时消耗、缩短整个作业的时间,以提高产品的质量和产量为目的而 作的分析,称为作业分析。
时间
人
单位
3 从料箱取材料
10 将材料装上车床
2 开动车床
35 空闲
2 停止车床
5 卸下成品
3 放入成品箱
机器
空闲
装料 切削加工
卸料 空闲
第23页/共69页
时间 单位
3
12 35
7 3
例:在半自动车床上车削心棒
• 改进方法一
时间
人
单位
10 将材料装上车床
2 开动车床
机器
装料
3 从料箱取材料
3 将加工好的零件放 入成品箱
第27页/共69页
人-机作业分析 • 闲余能力的分析
在用人—机作业分析闲余能力时,确定一个作业者可同时操作几台机器 的计算公式如下:
基础工业工程动作分析
第 六 章 动 作 分 析
锡钎焊作业动素分析表
左手
动素
右手
分析要点
伸到工件处
抓起工件 成品堆放处
放开 等待 等待 移动 对准电路板 作业 放回焊丝 等待 等待
1
2 3 4 5 6 7 8 U 9U 10 11 12
伸到工件处
抓起工件 移动工件到锡钎焊处
放开 伸手到处
握取 移动电烙铁 对准电路板(定位) 锡焊丝作业(使用) 锡焊丝作业(使用) 移动电烙铁 放开电烙铁
1.3 动作分析的目的
第
六
➢(1)了解操作者身体各部分的动作顺序和方
章
法。
➢(2)了解以两手为中心的人体各部位是否能
动
尽可能同时动作,是否相互联系。
作
➢(3)明确各种动作的目的,动作过程中的必
分
要动作和不必要动作
析
➢ (4)了解在必要的作业动作中两手的平衡。
1.4 动作分析的用途
第
六
➢ (1)为减轻作业疲劳、提高工作效率而找出动作存在的
法.
➢ (7)提高能细微分析动作和判断动作好坏的动作意识。
2.1 观察作业动作的方法
第
六
目视动作观察法
章
➢动素分析法
动
作
影像动作观察法
分
析
➢慢速摄影分析
➢常速影像分析
2.2 动作分析的方法
第
六
方法
目的
分析对象
优点
缺点
章
能用最小
的单位分
动 作 分 析
目 视 动 作 观 察 法
人体各部分 在固定的作业 析动作,
等待
1.2 动作分析的定义
基础工业工程操作分析PPT共51页

43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
基础工业工程操作分析
51、没有哪个社会可以制订一部永远 适用的 宪法, 甚至一 条永远 适ห้องสมุดไป่ตู้的 法律。 ——杰 斐逊 52、法律源于人的自卫本能。——英 格索尔
53、人们通常会发现,法律就是这样 一种的 网,触 犯法律 的人, 小的可 以穿网 而过, 大的可 以破网 而出, 只有中 等的才 会坠入 网中。 ——申 斯通 54、法律就是法律它是一座雄伟的大 夏,庇 护着我 们大家 ;它的 每一块 砖石都 垒在另 一块砖 石上。 ——高 尔斯华 绥 55、今天的法律未必明天仍是法律。 ——罗·伯顿
Fundamental Industrial Engineering (IE)
基础工业工程
2
3
4
5
6
7
4.2 人机操作分析——人机程序图
8
人机程序图法
9
人机程序图示例1
10
人机程序图示例1
11
12
人机程序图示例1
13
人机程序图示例1
14
人机程序图示例1
15
人机程序图示例1
29
4.3 联合操作分析
30
联合操作分析
31
示例
32
33
34
35
36
37
38
4.4 双手操作分析
39
动作分析符号
40
双手操作图法
41
IE工业工程七大手法分析.pptx
流程法 應用範圍
四.五五法(質疑創意法)
四.五五法(質疑創意法)
四.五五法(質疑創意法)
四.五五法(質疑創意法)
四.五五法(質疑創意法)
四.五五法(質疑創意法)
注意點:
生產線平衡
❖ 關注瓶頸工序的工序改善 ❖ 拆解分配瓶頸工序作業 ❖ 追求人均產量,提高平衡率 ❖ 合併相關工序 ❖ 作業時間少的工序分解到其他工序
• 13、志不立,天下无可成之事。20.11.1420.11.1414:35:1414:35:14November 14, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
。2020年11月14日星期六下午2时35分14秒14:35:1420.11.14
• •
T H E E N D 15、会当凌绝顶,一览众山小。2020年11月下午2时35分20.11.1414:35November 14, 2020
16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年11月14日星期六2时35分14秒14:35:1414 November 2020
• 10、人的志向通常和他们的能力成正比例。14:35:1414:35:1414:3511/14/2020 2:35:14 PM
动作分析工业工程
3、合并两个及以上的动作
实例5:合并两个印章减少盖印动作 实例6:用双管注射器减少涂覆树脂动作
实例5:合并两个印章减少盖印动作
实例6:用双管注射器减少涂覆树脂动作 两面涂
(二)关于作业现场布置
1、工具材料放在操作者前面的固定位置处
实例7:指定工具、物料的放置位置 实例8:固定工具与原料箱 实例9:把标签放置台改放在操作者前面的固定
实例12:按便于作业的顺序布置工具
(三)关于工夹具与机器
1、利用便于抓取工具、物料的物料箱
从物料箱中抓取物料时,应仅是简单的伸 手和抓取动作,不应需要集中注意力和调节方 向。
实例13:漏斗型物料箱的应用 实例14:用波纹板简化抓取动作
实例13 漏斗型物料箱的应用
漏斗型物料箱的应用
实例14 用波纹板简化抓取动作
实例11:通过改变作业现场的布置取消 “变换工件方向”的动作
实例10 利用夹钳的放置筒取消“改变夹钳握持方 式”的动作
利用夹钳的放置方法
实例11 通过改变作业现场的布置取消“变换工件 方向”的动作
改变作业现场的布置
3、按作业顺序放置工具物料
把作业顺序放置工具物料,可以减少寻 找、选择等动作,轻快地进行作业。
左手
抓下盖
移至装配点
持住
装配
#
持住
伸手至成品箱 放手
动素
1 2 3
4#
5 6
7
8 9 10 11
12 U
13 14 15
右手 抓上盖 移至下盖处 预定位 装配 伸手至螺丝 抓取
移至上盖处
定位 伸手至螺丝刀
抓住 移至装配点
使用 放手 等待 伸手至上盖箱
分析要点
[经管营销]工业工程课程-IE-动作经济型原则ppt课件
图1
图2
非对称型 不能操作
正向对称型 能操作但没节拍
反向对称型 最容易操作
分析:人的动作符合对称反向原那么
从身体动作的容易度而言,同一动作的轨迹周期性反复是最 自然的,双手或双臂运动的动作如能坚持反向对称,双手的运动 就会获得平衡,动作也会变得更有节拍。
其他反向对称例子
驾驶车辆操作方向盘
步行时双臂的动作
改善后
上图的动作是12D792机种组装螺丝的双手操作
改善前后对比
操作实图
作业 人数
标准时间
节约人力 节约时间
改善前 (单手操作)
改善后 (双手操作)
3
9.36S
2
8.24S
1人
1.12S
分析:原先领班安排,1人取包装袋,2人组装螺丝,共三人,但是存在人 员等待景象〔人员富余〕;现改动操作方法, 1人取包装袋,1人双手组装 螺丝,去包装袋动作较快,可以协助组装螺丝,即节约时间又节约人力。
第二条原那么:人体的动作应尽量利用最低等级 而得到称心的结果
等 动作 级 枢轴
人体动作部位
典型动作
1 指节 手指
将螺母拧入螺栓、用手指按下打 字机键盘、或抓取一个小的零件。
2 手腕 手指及手腕
将零件定位到夹具上或两个零件 的配合装配。
3 肘 手指、手腕及小臂 伸手及移动物体
4臂
手指、手腕、小臂 及大臂
钳锤
多功能扳手
工具合为一体,运用方便、节约取工具时间
第九条:手柄的设计应尽能够增大与手 的接触面;机器上的杠杆、手轮的位置,应 尽量使任务者少改动姿态。
增大磨擦力
厂内的全自动电动起子
手动旋具
第十条原那么:工具及物料应尽能够预防 在任务位置。〔事前定位〕