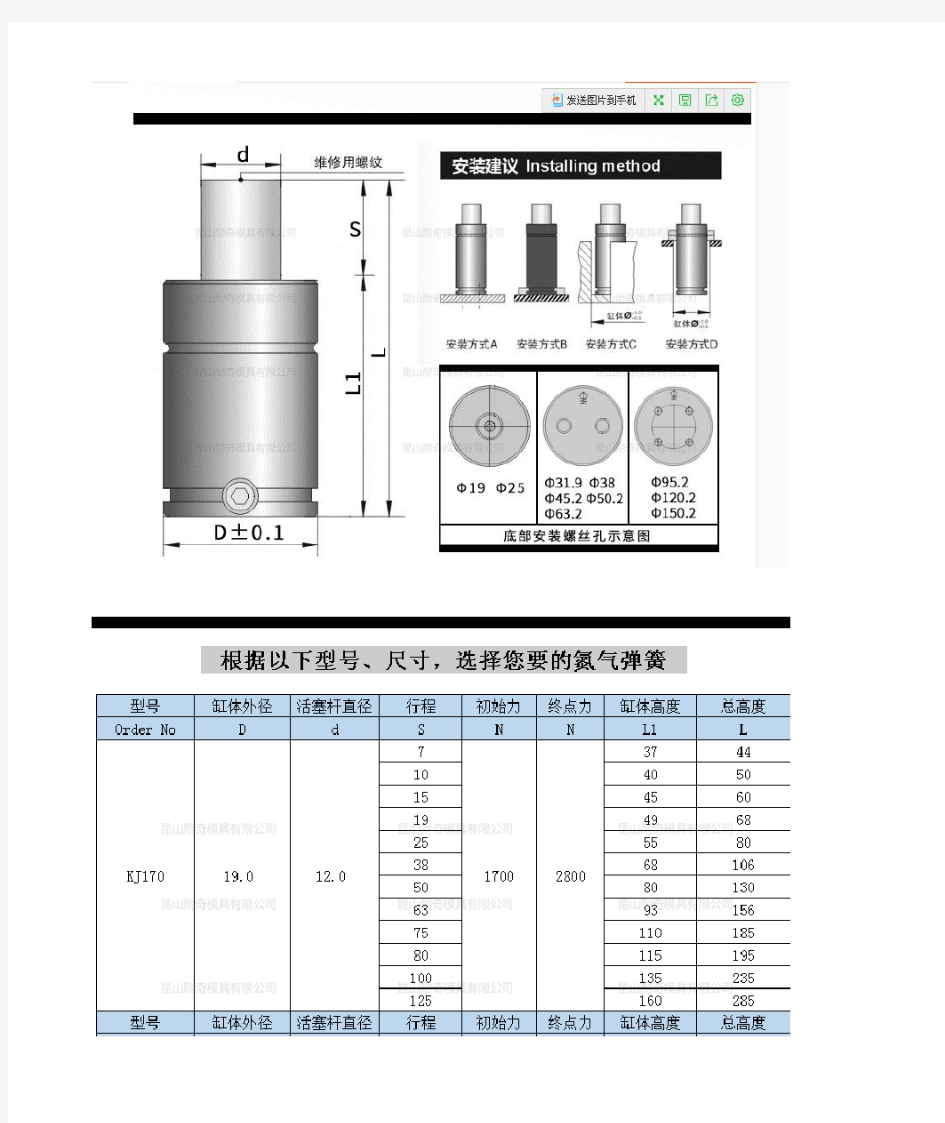
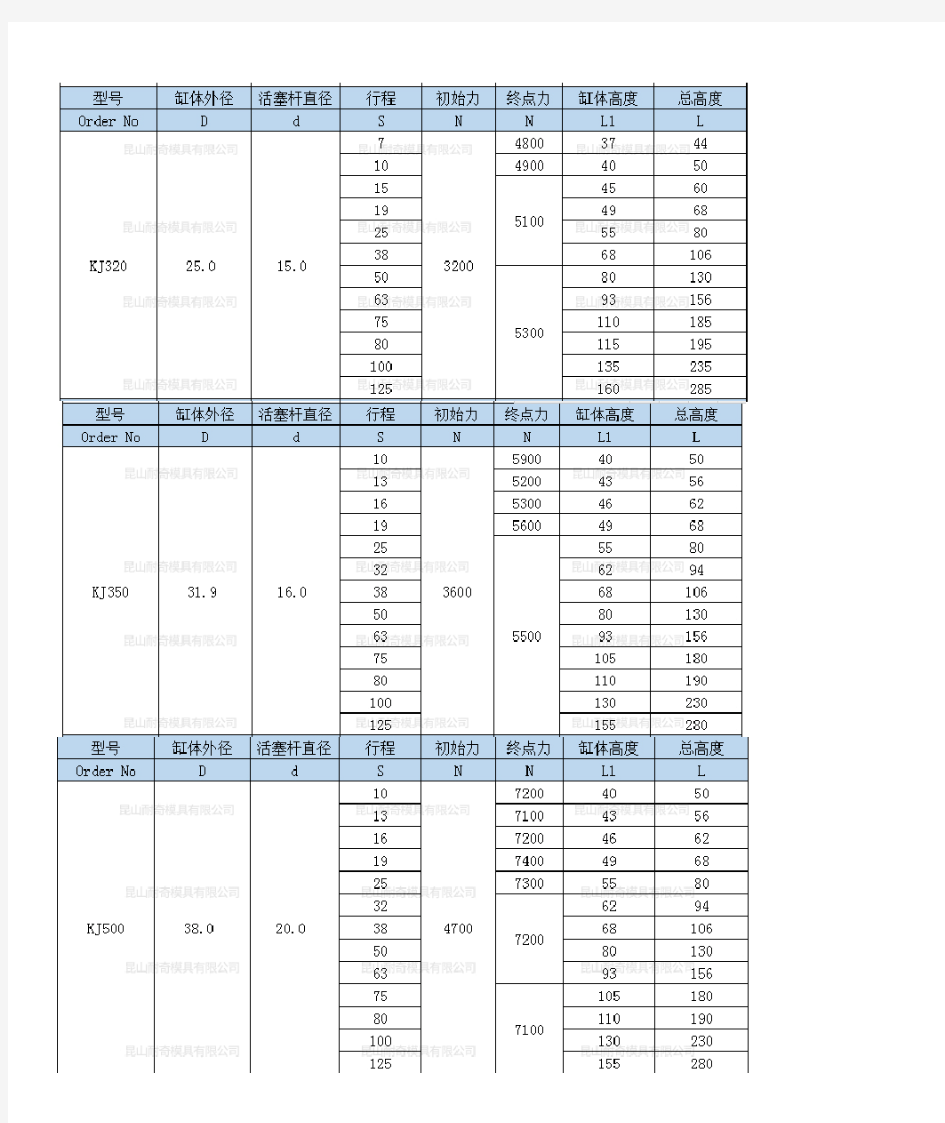
氮气弹簧规格表
弹簧参数及尺寸
弹簧参数及尺寸 三分钟弹簧世界 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm2):τ=(8PDK)/(πd3) 变形量(mm):F=(8PD3n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D3n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd2/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm3。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd3/8D)τ。 ∵ P。=(πd3/8D)π。取π。C≈60, 则:P。=(πd3/8D)·(60/C)=(23.56d4)/D2 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。 1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。 2、材料弹簧材料直径为0.16 ~ 0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。当采用YB(T)11中的B组钢丝时,需在标记中注明代号“S”。 3、弹簧如需设置芯轴或套筒时,其尺寸按图3及表1规定。 4、制造精度弹簧的刚度、外径、自由高度按GB1973规定的3级精度制造。如果按2级精度制造时。则加注符号“2”。但两端面对外廓素线的垂直度按3级精度制造。
KALLER氮气弹簧
Our very latest Micro EO24TM Hose and Tube gas link system uses dual-sealed end connections and combines both flexibe hoses and pliable steel tubes into one modularly versatile, gas link system. The Micro EO24TM gas link system replaces both our previous Micro-Hose TM and Micro-Tube TM sytems, although spare parts for these older systems will still be available for a limited time. Similarly, the Micro EO24TM Tube system uses compact (AF 10mm) Clamp Nut end connections that are soft sealed and self crimping, which also makes them both leak proof and vibration resistant. The Micro EO24TM Hose system uses the same flexible hoses as our EZ-Hose system, but the compact (AF 10mm) crimped end connections are dual-sealed to ensure both leak proof and vibration resistant connections. Micro EO24TM Control Block (Contains 16x M6 connection ports) Order No. 3023888 (without Rupture Screw)Order No. 3123888 (with Rupture Screw) Micro EO24TM Hose System Micro EO24TM Tube System Micro EO24TM Hose System End Connections O-ring soft seal 24o conical metal seal Micro EO24TM Tube System End Connections Micro EO24TM Tube Soft seal M6 Adapter Clamp nut Crimp ring Micro EO24TM Tube (per 1m length)Order No. 504594 Clamp Nut Order No. 504589 Micro EO24TM Hose Order No. 4023500-XXXX The ability to combine the two systems together makes the installation of a gas link system much easier for the end user. For example, very short lengths of tube can be cut if gas springs are spaced very close together, while the hose can be used if the location of the Control Block in the gas link system is tucked far away from where the gas springs are situated.
弹簧规格一览表
压缩弹簧规格都有哪些?压缩弹簧规格主要包括弹簧的线径、外径、重量等信息,在使用前都应详细对照了解。为方便大家查询,世界工厂特汇总压缩弹簧规格一览表,以供参考学习。 压缩弹簧又叫螺旋弹簧,主要作用是承受压力。有圆柱形、圆锥形、中凸形和中凹形以及少量的非圆形等。当收到外载荷时弹簧收缩变形,有储存变形的功能。 弹簧规格一览表 型號外徑內徑自由長定數最大預荷重密荷長彈簧逃 外徑X長度(Φ) (Φ) (mm) 壓孔 量(mm) 直徑 (Φ) TR14.5X20 25 30 35 40 45 50 TR17X25 30 35 40 45 50 60 TR21X30 35 40 45 50 60 70 80 90 100 TR26X40 45 14.5 9 17 11 21 13 20 1.20 10 250.96 12.5 300.73 15 350.63 17.5 400.55 20 450.49 22.5 500.44 25 25 1.60 12.5 30 1.27 15 35 1.09 17.5 400.95 20 450.84 22.5 500.72 25 600.60 30 30 1.47 15 35 1.26 17.5 40 1.05 20 450.93 22.5 500.80 25 600.67 30 700.57 35 800.50 40 900.44 45 1000.40 50 40 2.25 20 45 1.91 22.5 8 10 12 1114 (187.9)16 18 20 10 12 1914 (186.3)16 18 20 23 12 14 16 18 2120 (285.9)23 27 31 34 39 16 18 16 19 23
弹簧规格表_new
弹簧规格表_new 弹簧规格表 弹簧使用次数和压缩比的关系 使用100万次使用50万次使用30万次色别 (压缩比:占自由高度的%) 较小 40.0 45.0 50.0 黄色Yellow 轻 32.0 36.0 40.0 蓝色Blue 荷重中 25.6 28.8 32.0 红色Red 种类重19.2 21.6 24.0 绿色Green 超重 16.0 18.0 棕色Brown 弹簧几何尺寸及负荷公差 外径D(mm) 内径D(mm) 自由高度H 0 ?50(mm) 自由高度H 0 ?50(mm) 负荷P N (N) 旋向 0.0 +0.7 ?0.5 ?10%H 0 ?10%P N 右 -0.7 +0.1 弹簧最大压缩量 种类最大压缩度 较小荷重自由高度×58, 轻荷重自由高度×48, 中荷重自由高度×38, 重荷重自由高度×28, 超重荷重自由高度×24, 弹簧规格表-KH重荷重 KH 重荷重 Heavy Load
外径内径自由长定数 30万 50万 100万产品 Outer Inner Free Spring 0.3million 0.5million 1million 编号 Dia. Dia. Length Const. 压缩量(mm) 荷重(kgf) 压缩量(mm) 荷重(kgf) 压缩量(mm) 荷重(kgf) (mm) (mm) (mm) (kgf/mm) KH08x15 15 5.83 3.6 3.2 2.9 20 20 4.38 4.8 4.3 3.8 25 25 3.50 6.0 5.4 4.8 30 30 2.92 7.2 6.5 5.8 35 35 2.50 8.4 7.6 6.7 8 4 21 19 17 40 40 2.19 9.6 8.6 7.7 45 45 1.94 10.8 9.7 8.6 50 50 1.75 12.0 10.8 9.6 55 55 1.59 13.2 11.9 10.6 60 60 1.46 14.4 13.0 11.5 KH10x20 10 5 20 6.25 4.8 30 4.3 27 3.8 24 25 25 5.00 6.0 5.4 4.8 30 30 4.17 7.2 6.5 5.8 35 35 3.57 8.4 7.6 6.7 40 40 3.12 9.6 8.6 7.7 45 45 2.78 10.8 9.7 8.6 50 50 2.50 12.0 10.8 10.0 55 55 2.27 13.2 11.9 10.6 60 60 2.08 14.4 13.0 11.5 KH12x20 20 8.96 4.8 4.3 3.8 25 25 7.17 6.0 5.4 4.8 30 30 5.97 7.2 6.5 5.8 35 35 5.12 8.4 7.6 6.7 40 12 6 40 4.48 9.6 43 8.6 38 7.7 34 45 45 3.98 10.8 9.7 8.6 50 50 3.58 12.0 10.8 10.0 55 55 3.26 13.2 11.9 10.6 60 60 2.99 14.4 13.0 11.5 KH14x25 25 9.83 6.0 5.4 4.8 30 30 8.19 7.2 6.5 5.8 35 35 7.02 8.4 7.6 6.7 40 40 6.15 9.6 8.6 7.7 45 45 5.46 10.8 9.7 8.6 14 7 59 53 47 50 50 4.92 12.0 10.8 10.0 55 55 4.47 13.2 11.9 10.6 60 60 4.10 14.4 13.0 11.5 65 65 3.78 15.6 14.0 12.5 70 70 3.51 16.8 15.1 13.4 KH16x25 25 12.83 6.0 5.4 4.8 30 30 10.69 7.2 6.5 5.8 35 35 9.17 8.4 7.6 6.7 40 40 8.02 9.6 8.6 7.7 45 45 7.13 10.8 9.7 8.6 50 50 6.42 12.0 10.8 9.6 16 8 77 69 62 55 55 5.83 13.2 11.9 10.6 60 60 5.35 14.4 13.0 11.5 65 65 4.94 15.6 14.0 12.5 70 70 4.58 16.8 15.1 13.4 75 75 4.28 18.0 16.2 14.4 80 80 4.01 19.2
氮气弹簧
氮气弹簧在模具中的应用 一、国内外氮气弹簧发展概况 氮气弹簧是一种具有弹性功能的部件,它将高压氮气密封在确定的容器内,外力通过柱杆将氮气压缩,当外力去除时,靠高压氮气膨胀,来获得一定的弹压力,这种部件称为氮气缸或称气体弹簧,或称氮气缸弹压装置,简称氮气弹簧(“Nitrogen Cylinder”、“GasSpring”)。 目前常规弹性元件是弹簧、橡皮和气垫,这些弹性元件在工业领域中得到了广泛的应用,解决了各种弹性储能的需要,发挥着其应有的作用。 —在模具工业中,一直大量使用着弹性元件。这些年来,模具技术和模具制造水平有了很大的发展和提高,工业产品对模具的需求量越来越大,模具朝着精密、复杂、高效、长寿命的方向迅速发展,而原有的常规弹性元件存在着一定的缺点,不能满足这种形势的需要,不能理想地解决冲压工艺的要求,往往影响冲压件质量,使模具结构设计变得比较复杂,影响模具在压力机上更换的时间;同时常规弹性元件占有的模具空间太大,增大了模具制造的成本。例如:弹簧、橡皮均存在着需要预紧,才能达到设计所需求的弹压力,而它们的弹压力又是随行程加大而明显地增大,这种弹压力不恒定的性能,可能导致零件不能成形,对拉延压边是很不理想的。对于复杂的拉延成形零件,这个矛盾就显得特别突出,有时只好采用增加工序的办法来解决这类问题。再如弹簧、橡皮的起始力都不大,这一点对要求起始力比较大的弯曲、翻边等工艺,也不理想。由此产生的结果是,冲压制件的质量不稳定,调整模具费时费力。对于密集型冲头的冲裁工艺,如采用弹簧或橡皮卸料,往往会遇到模具的卸料空间不够安放弹簧或橡皮,因而需要加大模具空间来解决这类问题。还可举出不少这类例子。当前冲压设计人员只能采用气垫来部分弥补这些不足。但是采用压力机气垫时,模具的设计、调整、使用都不很方便;由于气压的波动和
碟形弹簧规格表
D d t t'H h0h0/t f=0.25h0f=0.50h0f=0.75h0f=1.00h0kgs/1000pcs 外径内径厚度高度F/N F/N F/N F/N公斤/1000片 6 3.20.30.450.150.545841191530.044 8 3.20.20.40.21122026300.064 8 3.20.30.550.250.8346791041260.099 8 3.20.40.60.20.5691301862380.133 8 3.20.50.70.20.41282463574650.166 C8 4.20.20.450.25 1.25213339420.057 B8 4.20.30.550.250.8352891181420.086 A8 4.20.40.60.20.5781472102690.114 碟形弹簧规格表
10 3.20.30.650.35 1.175182981080.166 10 3.20.40.70.30.75751331792200.221 10 3.20.50.850.350.71652964045000.277 10 4.20.40.70.30.75791401892320.203 10 4.20.50.750.250.51102062943770.254 10 4.20.60.850.250.421823475026520.304 C10 5.20.250.550.3 1.2304858630.112 B10 5.20.40.70.30.75881552092570.18 A10 5.20.50.750.250.51222283254180.225 12 4.20.40.80.41851411782060.311 12 4.20.50.90.40.81432493314020.389 12 4.20.610.40.672244055576940.467 12 5.20.50.90.40.81502633504240.36 12 5.20.60.950.350.581963615066410.432 12 6.20.50.850.350.71342393264040.325 12 6.20.60.950.350.582143945526990.39 12.5 5.20.50.850.350.71112002703370.382 C12.5 6.20.350.80.45 1.29841301511600.254 B12.5 6.20.50.850.350.71202152933630.363 A12.5 6.20.710.30.432394576608550.508 C147.20.350.80.45 1.29681061231310.311 B147.20.50.90.40.81202102793380.444 A147.20.8 1.10.30.3828454779710400.711
氮气弹簧
氮气弹簧常见问题 氮气弹簧的工作温度是多少 ? 工作温度: -6°C - 71°C 氮气弹簧最高的运行速度是多少 ? 最高运行速度: 35 m/min 氮气弹簧最高的工作压力是多少 ? 充气压力范围: 15 - 150 bar 充气媒介? 氮气 如何实现线形弹簧与氮气弹簧的转换 ? 如何决定氮气弹簧的数量 ? 1. 首先决定压力需求 在转换的过程中,第一步是要知道现有的模具所需的压力要求,如果您知道完成操作的所需压力,可直接采用相应吨位的氮气弹簧。 如果您不知道您所需总的压力,可通过计算模具中原有线形弹簧所提供的总压力求出。同时,您必须要清楚所需压力是初始压力(预压)还是最终压力(满冲程),一旦知道了这些,您可得到您所需总的压力需求。 找出线形弹簧压力的最常用的办法是查阅制造商的产品压力图表,通过图表,您可知道模具中线形弹簧的规格,颜色,预压和冲程,也可使用测压计来得出弹簧的压力。 当您得出模具中一只线形弹簧的压力,乘以弹簧的数量,也可得到总的压力。 例如:10 0.75 “ ( 19毫米)× 5 ” ( 127毫米)直径螺旋弹簧各自提供80磅。( 0.3千牛)的初始武力时预装0.75 “ ( 19毫米)。总数的初步武力= 80磅( 0.36千牛)× 10 =八〇〇磅。( 3.6千牛)武力2. 计算氮气弹簧数量 首先,氮气弹簧的直径要与线形弹簧的直径相符,氮气弹簧提供了所有与常用的线形弹簧相匹配的直径:从 .75" (19 mm) 到 2" (51 mm) ,当需要决定所需的氮气弹簧的数量时,可用相同直径压力最大的氮气弹簧的压力除以所需总的压力即可。通常情况下, 很少要求弹簧提供的压力与所需压力相同。但是,请记住,所提供的压力要在垫板上均匀分布,在设计时,您可采用较多具有较低压力的弹簧在模具中实现这个要求。
模具交付程序
时间:2013-6-25 8:32:32 冷冲压模具设计标准 模具设计规定 冷冲压模具验收标准(外发模具) 项目部: 品质部: 生产部: 设计部: 总经理: 1.0 目的 规范试模运作,使得模具能按时试模,同时减少一些无谓的试模,缩短模具交期,提升公司效益. 2.0 适用范围 适用于本公司外发设计制作的所有模具. 3.0总则 模具设计前需给出《模具设计、制造、交付进度表》,表中需详细列出模具图纸设计、模具制造(线割/热处理/精磨等)及模具组装/试模三大阶段时间安排,并由供应商组织技术评
审会议;表中需详细列出模具装配、初次试模交样时间。 供应商对图纸设计中的<<工序图>>及<<排样图>>完成后,设计方需要将上述资料递交峰川相关负责人,峰川相关责任人在接到上述相关资料后经过内部评审。然后与供应商进行双方沟通评审,确认模具设计方案,供应商在未收到峰川项目负责人书面确认模具方案时不得进行模具加工制造。且供应商不得随意更改模具设计方案及不按照图面要求加工,否则由此造成的一切损失由供应商全部承担。原则上供应商需对《工序图》、<<排样图>>、设计进度及评审结果承担全部风险责任。模具设计寿命要求保证为100万次。整个设计过程中,峰川模具技术公司只作为技术支持。所有部件设计时必须考虑便于模修人员安装、拆卸。应尽量避免为更换冲头,而出现过多拆卸的情况。 图纸作为峰川验收的重要依据,所有模具零部件需确保与图纸一致,否则按照不合格品处理。模具交付后,峰川将按照图纸对模具零部件进行实测,如发现设计与制造不符合,将不予以验收。产品验收后,保留最终验收工件及全尺寸报告作为参考样品,后期模具更改完成后需保证产品质量与样品稳定一致。 模具尺寸不小于报价时模具预算尺寸,如模具为工程模工序数必须与报价时所报的工序数一致。 4.0实施细则 第一阶段:模具设计 设计图纸要求 A工艺流程图 1.工艺流程图中必须详细列出每道工位的内容,用不同颜色区分工作内容。OP10 、OP20、OP30 等为工位序号,颜色与工位对应。 2. 所有冲孔,原则上需要在同一个工位,一次冲压成型,易于保证位置度要求。所有孔的尺寸做上公差。 B结构总图 结构总图中必须附带所有部件装配关系,以及上、下模具视图,能清晰反应出整套模具的设计结构。在装配图中有详细的零部件清单。图纸需要包含全部零部件外形尺寸。总图将作为最终预算(报价)的重要依据。 C设计计算说明书 1. 峰川将冲床相应参数提供给设计方。 2. 供应商需要进行工艺计算,设计说明书中须包含冲裁力等计算数据,确保模具结构布置
弹簧的压缩量和计算
弹簧的压缩量和计算 弹簧的压缩量和计算在一套冲压模具中,需要用到比较多的弹性材料,其中包括各种不同规格的弹簧、优力胶、氮气弹簧等,按照不同的需要选用不同的弹性材料。像折弯、冲孔一般用普通的扁线弹簧就可以了,比如棕色弹簧,也称为咖啡色弹簧;如果力量不够就加氮气弹簧,当然成本要高一点;优力胶一般用于拉深模具、整形模具、或整平面度用。拉深模具用优力胶非常不错,当然也可以选用氮气弹簧。其他的像顶料销、浮块、两用销等一般用线簧或黄色弹簧,只要可以脱料、不把产品顶出印子、顶变形就好了。优力胶的特点就是力量比较均衡,然而其寿命比较短,生产一段时间就可能裂掉了、不行了、萎掉了,因此一般比较少用,通常比较常用氮气弹簧。整平面度优力胶用的多。弹簧包括扁线弹簧、线簧等,弹簧的目的就是脱料、压料,弹簧力度的???小,关系着模具生产是否顺利、打出来的产品是否合格等。弹簧力量小了,有可能会造成产品变形、模具不脱料、产品不好从模具里面拿出来、带料,刀口、冲头容易磨损等各种问题。扁线弹簧一般按颜色划分为:棕色、绿色、红色、蓝色、黄色,力量也依次减弱,颜色不同, 力量大小就不同,压缩量也不同。有一个土方法可以计算弹簧的压缩量,那是我刚进厂学模具不久,对模具还不怎么懂,我师父教我的:事先测量一下弹簧的总高度,再把弹簧放台虎钳中,锁死,然后用卡尺测量一下弹簧被夹死之后剩下的长度,再用弹簧的总长度减去这个数,再除以总长度即可,此方法任何弹簧通用,比如棕色弹簧长度为60mm,被虎钳夹死后应该还剩下45.6左右,然后你再用60 减去45.6等于14.4,再用14.4除以60,结果等于0.24,这就是它的压缩量。弹簧按照不同生产次数,比如100万次、50万次、30万次,压缩量选的越大,弹簧寿命越短, 模具寿命也就越短(当然弹簧打坏了是可以换的),模具生产一段时间可能弹簧就没力了, 质量差一点的弹簧还有可能断在模具里面。一般按照30万次来计算弹簧的压缩量,也就是说模具打30万次弹簧可能就没力了,当然一般的冲压模具寿命都没那么长,也可以按最大压缩量来计算,按最大压缩量来计算的话,只能保证弹簧不打爆在模具里面。模具压得死一点, 对产品平面度也有好处。具体的压缩量如下表: 颜色颜色100次50万次30万次最大压缩量棕色弹簧16% 18% 20% 24% 绿色弹簧19.20% 21.60% 24% 28% 红色弹簧25.60% 28.80% 32% 38% 蓝色弹簧32% 36% 40% 48% 黄色弹簧40% 45% 50% 58% 最大压缩量(这个弹簧可以压下去多少),弹簧的最大压缩量等于弹簧的自由高度乘以弹簧的最大压??比,例如棕色弹簧,长度为60mm,那么它的最大压缩量为:60*24%约等于14,这根弹簧最大可以压下去14个毫米,它的最大行程是14个毫米,模具的行程必须小于14个毫米,超过14个毫米,弹簧就可能会失效、变形,还有可能打断在模具里面,或模具打爆,冲床压不下去等。模具组立之前,也就是装模之前,必须先计算一下弹簧的压缩量是否合适,这样在试模的时候才不用担心模具会出问题、打爆等
弹簧参数、尺寸及计算公式资料
弹簧参数及尺寸 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧A0.20*3.20*8.80-2左GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm²):τ=(8PDK)/(πd³) 变形量(mm):F=(8PD³n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd²/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm³。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd³/8D)τ。 ∵P。=(πd³/8D)π。取π。C≈60, 则:P。=(πd³/8D)·(60/C)=(23.56d4)/D² 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。 1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。
模具弹簧规格及参数
模具弹簧规格及参数 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
模具弹簧规格及参数 一.弹簧功能 弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用. 二.规格系列 1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等. 2.种类 3.弹簧长度:15<=L<=80MM时,每5MM为一个阶; 80=
5.弹簧内径等于弹簧外径的二分之一. 6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样 结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大 7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比. 汽车模具使用50万次的最大压缩比.. 8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比 例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长 50x24%=12(mm) 9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比 例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧 弹簧的长度=20÷%+5MM= 查表选用75MM长弹簧 一般选弹簧长度会加5mm的安全余量 10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm) 11.弹簧模板孔的大小直径<20模板孔=D+1 直径>=20模板孔=D+2 三.选用原则 1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预 压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%). 2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向 上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧. 3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧. 4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.
(模具专业)毕业设计文献综述
燕山大学 本科毕业设计(论文)文献综述 课题名称:拉伸 侧冲孔复合模及自动送 料装置与塑料模设计 学院(系):机械工程学院 年级专业:模具1班 学生姓名: 指导教师: 完成日期:2010年3月15日 一、课题国内外现状 模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志[2]。因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。 在电子、汽车、电机、电器、仪器、仪表、家电和通信等产品中60%—80%的零部件都要依靠模具成型。用模具生产部件所具备的高精度、高复杂程度、高一致性、高生产率和代消耗,是其他加工制造方法所不能比拟的。模具又是“效益扩大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。目前,全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业。我国的模具工业的发展,也日益受到人们的关注和重视。近几年,我国模具工业一直以每年15%左右的增长速度发展。 二、研究主要成果 现代模具设计的内容是:产品零件(常称为制件)成型工艺优化设计与力学计算,尺寸与尺寸精度确定与设计等,因此模具设计常分为制件工艺分析与设计、模具总体方案设计、总体结构设计、施工图设计四个阶段[7]。 (1)AD/CAE/CAM计算机辅助设计、模拟与制造一体化 CAD/CAE/CAM一体化集成技术是现代模具制造中最先进、最合理的生 产方式。 (2)设备在现代模具制造中的作用 现代模具制造尽可能地用机械加工取代人工加工。这就确定了先进设备在 现代制造中的作用,尤其现在加工中心、数控高速成型铣床、数控铣床、数控车床、多轴联动机床、数控模具雕刻机、电火花加工机床、数控精密磨床、三坐标测量机、扫描仪等现代化设备在工厂中的广泛使用。
模具技术规范
2. 工艺方案图必须表达清楚,尺寸完整正确,能正确指导工艺数模设计及模具设计。 工艺方案图必须正确反映以下内容: 完成零件冲压加工的所有工序数及各工序加工内容,并用不同符号加以区分,工序用OP10、OP20……表示; 各工序冲压加工方向; 各工序零件送进、流出方向; 废料切刀的布置位置及切边、冲孔废料的排出方式; 斜锲加工方向、加工范围及结构简图; 各加工工序草图(含工序名称,工序加工内容,使用设备,模具代号等); 6.1.2总体要求 6.1.2.1 所有公差和功能性关键尺寸要集中标识。 6.1.2.2模具进料口要能控制好卷料送料。 6.1.2.3由侧滑块带动的裁切、折弯或成形工件须能安全复位(必要时装感应器)。滑动部 件,尤其是斜楔结构必须使用耐磨板。斜楔与板配合面用石墨自润滑结构,采用标准件。 可能的话,所有斜楔设计成易拆结构。 6.1.2.4考虑到模具保养时的安装、拆卸方便。所有易损件必须设计成快换结构。 6.1.2.5考虑到拆装模具的方便性,一套模具尽可能采用相同的规格,例如一套模具可以采 用M6, M12, M16三种,其它大小最好不再用。螺栓长度要超过孔深的2/3。 6.1.2.6冲件毛边高度不能超过料厚的百分之十(具体以产品图纸为准),不能有明显的不 均匀的变薄或变厚区域。如未特别注明,毛边遵照DIN标准9830,G级。 6.1.2.7所有的关键尺寸必须符合图纸要求。
6.1.2.8模具设计要考虑产品批量。该项目周期超过600万件,为大批量项目,模具主要 部分如刀口、成形凹模等要用优质钢进行表面处理(TiAlN、TiAlN+WC/C处理,镀层厚度 0.008),导向方式须采用滚珠导向。 6.1.2.9模具结构设计要考虑到模具打开或置于地面状态下部件的防护。 6.1.2.10模具主要部件需要有材质证明及淬硬证明。淬硬材料(主要部件)从相应专业厂 回来后,质量人员要复检其硬度,相关文件要保留到10000件产出。 6.1.2.11所有模具须能快速更换共用镶件(时间为5-10分钟)。 6.1.2.12 所有模具必须保证能与夹模器与机械手准确配合。 6.1.2.13 冲头须做成快换结构并由工程师书面确认。 6.1.2.14 快换镶件须小于15KG(建议小于10KG)。 6.1.2.15 成型部分须设计有自动喷油装置。 6.1.2.16 上下模板与导柱、导套孔的垂直度应小于0.03;上下模板的平行度应小于0.02 6.1.3材料及组成部分 6.1.3.1 标准件 ◆为了保证模具在寿命周期里能保养使用,标准件须采用国标(或提前约定之标 准),重要标准件如下表所列: ◆螺钉强度等级要求为12.9级 ◆导向件和弹簧按下表优先选用。表中没有的可以按国标或其它通用标准。
模具开发技术协议
XXXXXXXX有限公司 零件模具开发协议 零件名称:(见附件) 零部件号:见附件 甲方: 乙方: 签订日期:年月日 目录 一、协议的总体要求 (2) 二、模具规格 (3)
1、整体结构形式要求 (3) 2、分类结构形式要求 (3) 3、模具设计结构要求 (4) 4、模具材料应用 (6) 5、模具标准件选用 (7) 三、技术资料的交付 (8) 四、模具验收要求 (8) 五、模具制作周期要求 (8) 一、协议的总体要求 乙方为甲方制造种产品: 1、模具使用寿命50万次以上。 2、操作方式:手工冲压方式。 3、乙方模具设计完成后,需按附件清单提供技术资料。乙方的模具结构形式统一并且符合本技术协议中的 模具规格要求。 4、乙方应对设计的模具的结构,加工,使用等负全部责任。
5、乙方工艺图纸设计完成后,需经甲方进行工艺图纸会签,图纸会签前乙方通知甲方并将此次要会签的内 容明细发于甲方。 6、乙方模具结构图纸设计完成后,需经甲方进行模具结构图纸与相关资料的确认会签,图纸会签前乙方通 知甲方并将此次要会签的内容明细发于甲方。模具结构图纸会签前,乙方应准备好:工艺数模、DL图、校对审核后的模具结构图、模具材料明细、模具标准件明细等。 7、乙方对甲方会签提出的问题应积极解决,有分歧的问题应协商解决。 8、乙方应保证图纸设计和明细表的正确性,由于乙方设计异常产生的费用由乙方承担。甲方不对模具设计 方案正确性承担任何责任。 9、乙方模具设计应满足甲方手工冲压生产方式和甲方压力机参数规格的要求。 二、模具规格 1、整体结构形式要求 1)必须保证冲压件的质量,模具的使用性能、安全性、制造工艺性、维修性和一定的生产效率等方面 的要求。 2)模具结构形式应先进、可靠、合理,结构尺寸及零部件选用及加工均采用公制。大、中型模具本体 为实型铸造箱式框架结构,应保证模具的强度、刚度和外观质量。模具图中应画出弹簧压缩曲线图, 工作行程图等相关信息。 3)模具应有防止装错的结构及功能。 4)左右件应设置左右标记L、R(外板件除外); 5)斜楔机构尽可能设置在模具两侧非操作区,不能妨碍制件的投入和取出,若由于模具结构限制,必 须设置在操作区时应采用吊楔机构。所有斜楔均设置强制复位机构。 6)模具的导柱均安装在下模座上,模具的起重和翻转应在设计时考虑。 7)总重量3吨以上的模具采用插入式起吊柄(如下图所示),且起吊棒应有链条连接于吊耳附近以防 丢失。 吊耳示意图 8)安全性 ①模具应加行程、存放限制器。对于有弹性退料装置的模具,必须使用存放限制器,并保持存放 时弹性体不受压缩。 ②为便于上、下模合模时的安全性,应设计防反装置。 ③上模的活动部件均应有安全措施。 ④模具零部件必须考虑防松、防崩、防脱落、防反、防冲击等措施。 2、分类结构形式要求 1)拉延模: ①拉延凸模、凹模、拉延筋工作表面粗糙度Ra 0.8,压边圈工作表面粗糙度Ra 0.8,上下模座加工
弹簧参数及尺寸
弹簧参数及尺寸 https://www.360docs.net/doc/b64790779.html, 2005-6-25 三分钟弹簧世界 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm2):τ=(8PDK)/(πd3) 变形量(mm):F=(8PD3n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D3n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd2/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm3。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd3/8D)τ。 ∵ P。=(πd3/8D)π。取π。C≈60, 则:P。=(πd3/8D)·(60/C)=(23.56d4)/D2 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。
氮气弹簧概况和应用
氮气弹簧概况和应用 一、国内外氮气弹簧发展概况 氮气弹簧是一种具有弹性功能的部件,它将高压氮气密封在确定的容器内,外力通过柱杆将氮气压缩,当外力去除时,靠高压氮气膨胀,来获得一定的弹压力,这种部件称为氮气缸或称气体弹簧,或称氮气缸弹压装置,简称氮气弹簧(“Nitrogen Cylinder”、“GasSpring”)。 目前常规弹性元件是弹簧、橡皮和气垫,这些弹性元件在工业领域中得到了广泛的应用,解决了各种弹性储能的需要,发挥着其应有的作用。 在模具工业中,一直大量使用着弹性元件。这些年来,模具技术和模具制造水平有了很大的发展和提高,工业产品对模具的需求量越来越大,模具朝着精密、复杂、高效、长寿命的方向迅速发展,而原有的常规弹性元件存在着一定的缺点,不能满足这种形势的需要,不能理想地解决冲压工艺的要求,往往影响冲压件质量,使模具结构设计变得比较复杂,影响模具在压力机上更换的时间;同时常规弹性元件占有的模具空间太大,增大了模具制造的成本。例如弹簧、橡皮均存在着需要预紧,才能达到设计所需求的弹压力,而它们的弹压力又是随行程加大而明显地增大,这种弹压力不恒定的性能,可能导致零件不能成形,对拉延压边是很不理想的。对于复杂的拉延成形零件,这个矛盾就显得特别突出,有时只好采用增加工序的办法来解决这类问题。再如弹簧、橡皮的起始力都不大,这一点对要求起始力比较大的弯曲、翻边等工艺,也不理想。由此产生的结果是,冲压制件的质量不稳定,调整模具费时费力。对于密集型冲头的冲裁工艺,如采用弹簧或橡皮卸料,往往会遇到模具的卸料空间不够安放弹簧或橡皮,因而需要加大模具空间来解决这类问题。还可举出不少这类例子。当前冲压设计人员只能采用气垫来部分弥补这些不足。但是采用压力机气垫时,模具的设计、调整、使用都不很方便;由于气压的波动和管道节流损失,气垫所提供的力量也不是很准确;它所占有的空间比较大;需要配备专用的压缩空气站,况且并非所有的压力机均配有气垫。在使用气垫时,模具设计均要受气垫顶杆位置的限制,模具安装调试也不方便。为此,人们努力开发一种新型的弹性功能部件来替代常规的弹性元件,这种新型弹性元件具有更加完善的性能,能代替常规弹性元件,完成常规弹性元件难于完成的工作,具有常规弹性元件所不具备的性能,能代替常规弹性元件,完成常规弹性元件难于完成的工作,具有常规弹性元件所不具备的性能,氮气弹簧做为新型弹性功能部件也就应运而生。它能够补上述不足,简化模具设计、制造,方便模具调整;它可以作为独立部件,安装在模具中使用,也可以设计成一种氮气弹簧系统,作为模具的一部分参加工作,可以在系统中很方便实现弹压力恒定和延时动作,是一种具有柔性能的弹性部件。氮气弹簧不仅可以在模具行业中广泛地应用,也可以应用到其他工业领域,如汽车、电子、仪表等行业。由此看来,氮气弹簧的用途相当广泛,它的出现迎合了时代的要求,满足了工业发展的需要,显然,这项技术的发展如今正是方兴未艾。? 二、氮气弹簧的设计原理、基本参数和特性 1、氮气弹簧设计原理? 采用氮气作为工作介质的氮气弹簧,它的工作过程,可以近似认为是等温膨胀和压缩过程,因此必须遵循波义耳一马略特(Boyle-Mariotte)气体状态方程。 PV/T=C,P1×V1=P2×V2? 应当说明,除了理论计算之外,氮气缸的结构设计、密封技术是氮气弹簧成败之关键技术。从目前国内外产品来看,氮气弹簧的结构一般可分为:活塞式各柱塞式二大类型,采用单腔或复腔的气室结构,气室设计上多为背压式结构。从整体而言,氮气弹簧可分为独立式和非独立式二大类型。可运动部分和不可运动部分的结构,充气、配气结构和形式等的设计均与制造工艺技术相关联,与新材料、新工艺、新技术的应用相关联,这些新技术的应用程度,都将直接影响氮气弹簧的技术性能指标,影响氮气弹簧品质的高低。从这个意义说,氮气弹簧又是一种综合各项新技术应用的产品。 气体密封形式和技术是一项复杂的工作,密封高压气体就更复杂,高压气体不仅要很好地长期密封,并要在这压力下循环工作,有时其增压比高达1.6-2.0,因此高压气体的长期密封,要比高压液体的密封困难得多,它是一项综合性的技术,这其中有密封的结构形式,静密封与动密封的路径、形式,运动付的制造精度、表面粗糙度、表面处理技术、密封材料的选择、密封可靠性与寿命等。 2、氮气弹簧基本性能参数? 氮气弹簧的设计固然是希望拓宽应用面,能适用于各种不同的环境条件,不同的工艺要求,但就目前我们推荐的氮气弹簧,一般说来是在常温下使用,对于高温的环境,应当另作别论。其使用环境是:频率响应每分钟不高于40次;柱塞或活塞的运动速度应有30-40米/分;备用行程一般设计为3毫米;能在常温下正常使用。在这种条件下氮气弹簧的性能参数可以确定为以下几项内容:? (1)充气额定压力巴 (2)额定初始弹压力牛顿? (3)有效工作行程毫米