碳纤复合材料汽车蓄电池壳体优化设计
使用碳纤维材料制造电池箱体结构的优势

使用碳纤维材料制造电池箱体结构的优势碳纤维是一种由高强度碳纤维和环氧树脂或其他合成树脂制成的复合材料。
与传统的金属材料相比,使用碳纤维材料制造电池箱体结构具有以下优势:1.轻量化:碳纤维材料具有优异的比强度和比刚度,重量轻,可以减少整个结构的重量。
这对于电动汽车等需求高能量密度和高续航里程的应用来说尤为重要,可以提高电池的能量密度和续航里程。
2.高强度和刚度:由于碳纤维具有出色的强度和刚度,使用碳纤维制造电池箱体结构可以提供更好的结构强度和刚度,能够抵抗车辆运行中的各种力和振动,保护电池。
3.高温性能:碳纤维具有出色的高温性能,能够在高温环境下保持结构的稳定性,不易发生变形和破裂。
这对于电池箱体结构来说尤为重要,因为电池的充放电过程中会产生大量热量。
4.耐腐蚀性:传统的金属材料容易受到腐蚀和氧化的影响,而碳纤维材料具有优异的耐腐蚀性,能够抵抗酸碱等化学品的腐蚀,提高电池箱体结构的使用寿命。
5.良好的隔热性能:碳纤维具有较低的导热系数,可以阻断热量的传导,减少热量对电池的影响,提高电池的工作效率。
6.设计自由度高:碳纤维材料可以通过模塑、压胀、层叠等方式进行制造,具有良好的可塑性和可加工性。
可以根据具体需求进行灵活设计,满足电池箱体的各种要求。
7.良好的电磁屏蔽性能:碳纤维材料具有极低的电阻率,可以有效屏蔽电磁辐射,提供较好的电磁屏蔽性能。
8.高可持续性:碳纤维材料是一种可回收利用的材料,可以进行再生利用,对环境影响较小。
与传统的金属材料相比,碳纤维材料具有更好的可持续性和环保性。
因此,使用碳纤维材料制造电池箱体结构可以提高电池的能量密度和续航里程,提供更好的结构强度和刚度,提高电池的工作效率,延长电池的使用寿命,同时具有较好的可持续性和环保性。
这使得碳纤维材料成为制造电池箱体结构的理想选择。
某碳纤维复合材料发动机壳体设计研制
某碳纤维复合材料发动机壳体设计研制摘要:为了解决汽车发动机的散热问题和提高燃油经济性,在发动机壳体上进行优化设计研究。
通过对现有材料力学性能分析发现,当采用高强度钢时,会导致其强度下降;同时由于热膨胀系数较低,因此需要增加隔热层厚度来降低热量损失;此外,还可以利用金属陶瓷等导热性能良好的材料来代替传统铝材作为隔热层。
基于以上考虑,提出一种新式的新型复合材料发动机壳体结构设计方案,该方案主要包括3部分内容。
(1)以铝合金为主体材料,将镁合金与铁素混凝土相结合形成了一种全新的复合型镁铝合金,并且这种复合材料具备优异的抗热震能力以及优良的耐腐蚀性能。
(2)将铜基复合材料引入到镁铝合金中来增强镁铝合金整体的刚性及抗变形能力。
(3)在原有的基础上将两种不同类型的材料组合而成,使得复合材料的综合力学性能得到进一步提升,从而实现了复合材料发动机的高效散热目的。
关键词:碳纤维;复合材料;发动机壳体0 引言目前国内外对于汽车零部件的开发主要集中于金属材料和非金属材料上。
其中以铝合金为代表的合金材料在强度方面具有很高的要求;而以钢为代表的钢材则更加注重其加工工艺性及力学性能,这也使得该类材料在应用中受到限制,难以满足现代化工业发展需求。
因此,如何提高此类材料的综合性能成为了相关领域学者关注与研究的重点内容之一。
近年来随着计算机技术的快速进步以及相关学科知识的不断更新、完善,人们逐渐意识到将新材料运用到实际生产生活当中是一种必然趋势,并开始积极探索新型复合材料的研发工作。
基于此背景下,众多学者针对不同种类的复合材料进行了深入研究分析,如纤维增强塑料(Fiber-Enhanced Polymers)、陶瓷等。
1 碳纤维复合材料发动机壳体结构及技术参数针对汽车行业对于高性能轻量化要求的发展趋势和市场需求,以某车型为对象,通过对该车型的主要零部件进行分析与优化后,确定了其所需的新型碳纤维复合材料(CFRP-UHPC)材料。
客车蓄电池托架结构优化设计

摘要:针对某些客车蓄电池托架结构设计笨重、灵活性差,导致安装和维修不方便的问题,设计了一款可抽拉式蓄电池托架。
该托架主要由异形槽钢、三节式滑轨、内托盘等部件组成,能够实现蓄电池向外抽拉560 mm,大大提升了安装和检修的方便性。
为验证优化后托架能否满足使用要求,利用CATIA建立三维模型并导入ANSYS中进行有限元分析,结果表明,结构强度满足工况要求。
关键词:蓄电池托架;抽拉式;三维模型;有限元分析引言客车上的蓄电池作为车辆重要的供电设备,能够为发动机的启动、点火系统提供电源,同时为汽车用电器提供稳定的直流电源,保证汽车的电子器件正常工作。
另外,客车蓄电池也是一个巨大的“电容器”,它可以起到稳定发电机发出的交流电的浪涌电压的作用,从而在客车高速运转时,使电压稳定,更好地保护客车的用电器。
作为固定和放置蓄电池的托架,其结构的优劣不仅影响到客车的正常运行,还直接影响到安装和使用的方便性。
据实地考察,现有蓄电池托架结构一般分为抽拉式和不可抽拉式,主要用于客车上蓄电池的存放和固定。
抽拉式托架可以将蓄电池抽出,其抽拉结构主要由轴承组成。
此结构抽拉距离有限,且抽拉力大,实用性能较差。
不可抽拉式托盘在电瓶舱体内固定后不可移动,间接性缩小了舱内电气部件的检修空间,给后续维护带来不便。
另外,现有蓄电池托架安装结构分为螺栓固定和焊接固定。
螺栓固定时螺栓外露,位于托架外侧;采用焊接固定方式时,整个托盘使用中不可拆卸,灵活性差,后续检修不便,且该固定方式焊点外露,随着车辆的颠簸和雨水泥土的冲刷,焊接位置会出现锈蚀和开裂现象。
以上两种固定方式都影响了电瓶舱体的整体美观性。
基于此,对蓄电池托架结构进行优化,设计一款可抽拉式蓄电池托架,抽拉过程主要靠三节式滑轨实现,抽拉距离长;利用CATIA建立三维模型,并将其导入ANSYS中进行有限元分析,旨在验证优化后的蓄电池托架有足够的强度,能够满足客车工况的使用要求。
1总体结构和使用说明1.1 总体结构本设计的可抽拉式蓄电池托架主要由异形槽钢、三节式滑轨、内托盘、限位杆、固定销等部件组成,其结构简图如图1所示。
某纯电动汽车电池箱结构设计分析及优化

某纯电动汽车电池箱结构设计分析及优化一、本文概述本文主要探讨了纯电动汽车电池箱的结构设计分析及优化。
随着环保意识的提高和新能源汽车的发展,电动汽车已成为现代社会的重要组成部分。
电池箱作为电动汽车的关键部件之一,用于存放电池单元并提供电力给汽车的电动驱动系统,其结构优化设计对电动汽车的性能和安全性至关重要。
本文将对电动汽车电池箱的结构进行分析,并针对现有结构存在的问题,提出相应的优化设计方案,以期提高电池箱的性能和可靠性。
通过本文的研究,旨在为纯电动汽车电池箱的设计提供参考和指导,推动电动汽车行业的进一步发展。
二、电池箱结构设计理论基础电池箱是纯电动汽车的核心组件之一,其主要功能是安全、高效地储存和供应电能。
在进行电池箱的结构设计时,需要综合考虑电气性能、机械强度、热管理、安全性和成本效益等多方面因素。
本节将重点讨论电池箱结构设计的基本理论和关键参数。
(1)安全性:确保电池在正常使用和极端条件下都能保持安全,防止电池过热、短路和泄漏。
(2)电气性能:优化电池箱的布局,减少电池间的电阻,提高电池组的整体性能。
(3)机械强度:电池箱需要有足够的强度和刚度,以承受车辆运行中的各种振动和冲击。
(4)热管理:合理设计电池箱的散热系统,确保电池在适宜的温度范围内工作,延长电池寿命。
(2)单体电池箱:将单个电池封装在一个独立的箱体内,适用于小型电动汽车。
(3)整体式电池箱:将所有电池集成在一个大型的箱体内,适用于大型电动汽车。
(2)电池箱材料:选择具有良好机械性能、耐腐蚀性和散热性能的材料。
(3)电池箱布局:合理布置电池,减少电池间的电阻,提高电池组的性能。
(4)电池箱连接方式:选择合适的连接方式,确保电池间的电气连接可靠。
电池在充放电过程中会产生热量,如果不能及时散发,会影响电池的性能和寿命。
电池箱的热管理至关重要。
常见的热管理方式包括:(1)自然散热:通过电池箱的材料和结构设计,利用自然对流和辐射散热。
本节对电池箱结构设计的基本理论和关键参数进行了分析,为后续的电池箱结构优化提供了理论基础。
燃料电池车辆的设计与优化
燃料电池车辆的设计与优化燃料电池车辆是一种基于氢气作为燃料的电动车辆,与传统的充电电动车辆相比,它具有更长的行驶里程和更快的加氢速度,具备更好的适应性和可持续性。
然而,燃料电池车辆的设计与优化是一个极为复杂的问题,需要考虑多个方面的因素,包括车身结构、氢气贮存系统、燃料电池系统等。
本文将探讨燃料电池车辆的设计与优化,从技术角度探讨其限制与发展。
一、车身结构设计燃料电池车辆的车身结构需要满足一系列的要求,包括轻量化、高刚性、低噪音、低阻力等。
车身结构的轻量化是提高车辆能效的必要条件,这需要从材料、设计和工艺等多个方面来实现。
首先,材料方面,轻量化和高强度是车身材料的首要要求。
目前主流车身材料包括铝合金、碳纤维复合材料、镁合金等。
其中,碳纤维复合材料是目前最轻的公路车辆材料,其密度不到铝合金的三分之一,而且强度、刚度、耐腐蚀性能都很好,但它的缺点是价格高、断裂韧性差、易受损。
因此,在车身结构设计中需要权衡轻量化和成本、安全等各个因素。
其次,设计方面,车身结构应该采用低、长、宽的比例,以降低车身重心、降低阻力系数、提高行驶稳定性。
车身结构设计中还需要考虑座舱结构、能量吸收结构等参数,并根据车体载荷进行优化设计,以提高车身刚性和安全性。
在此基础上,可以采用计算机辅助设计和结构优化等技术,提高车身结构的效率和性能。
二、氢气贮存系统设计氢气贮存系统是燃料电池车辆的关键组成部分,它的设计要求应该兼顾安全、有效贮氢量、压力控制、耐久性和火灾爆炸等问题。
目前市场上最常见的氢气贮存方式是高压储氢,即采用几百MPa高压存储氢气。
这种方式的优点是贮氢密度高,能够提供较远的行驶里程,但其缺点也是导致燃料电池车辆未能得到广泛应用的重要原因,包括安全、可靠性、成本高等问题。
为了降低氢气压力带来的安全风险,未来的氢气贮存系统正在向着低压、高密度的方向发展。
一种更为有前途的氢气贮存方式是利用化学储氢,例如利用氢化物、化合物、纳米颗粒等物质来储存氢气。
汽车充电机支架复合材料结构设计与分析
轻量化是车辆设计的目标之一,零部件的轻量化是达到整车减重的关键。
一般有两种方法实现汽车零件的轻量化,一是零件结构的优化,二是采用较轻的材料。
无论是原先采用的金属材料还是替代金属材料采用的较轻的材料,零件结构的优化一直是重要的研究内容。
汽车电瓶箱支架、发动机底护板以及发动机罩板等,采用拓扑形貌联合优化的方式对其进行结构优化设计[1-4],或采用自由尺寸优化方法对蓄电池壳体和驱动桥壳进行零件结构优化设计[5-6],均可以降低零件重量。
采用轻质材料是实现汽车零件轻量化的重要手段之一,又分为金属基和非金属基两大类,金属基材料如铝合金[7]、镁合金[8]等,非金属基材料如塑料、纤维复合材料等。
目前,纤维复合材料在汽车零件轻量化应用中起着重要作用。
采用碳纤维和玻璃纤维编织而成的混杂纤维复合材料替代汽车顶盖中横梁的原钢制材料件[9],不仅满足力学性能要求,而且实现了零件的轻量化。
采用玻璃纤维增强聚丙烯材料制作汽车底护板[10],碳纤维复合材料电池箱等零件[11],均有利于车身整体的轻量化。
本研究的轻量化设计对象为充电机支架,原采用的是铝质材料,现考虑采用碳纤维复合材料替代,以减轻其重量。
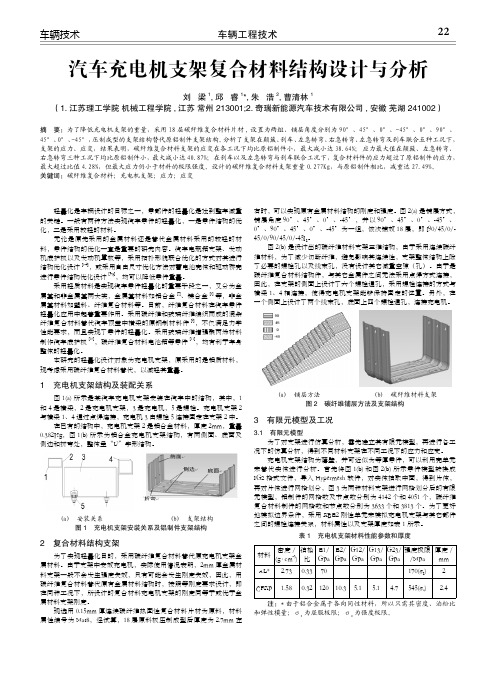
1 充电机支架结构及装配关系 图1(a)所示是某汽车充电机支架安装在汽车中的结构,其中,1和4是横梁,2是充电机支架,3是充电机,5是螺栓。
充电机支架2与横梁1、4通过点焊连接,充电机3由螺栓5连接固定在支架2中。
在已有的结构中,充电机支架2是铝合金材料,厚度2mm,重量0.382Kg,图1(b)所示为铝合金充电机支架结构,有两侧面、底面及侧边和折弯处,整体呈“U”字形结构。
(a) 安装关系 (b) 支架结构图1 充电机支架安装关系及铝制件支架结构2 复合材料结构支架 为了实现轻量化目的,采用碳纤维复合材料替代原充电机支架金属材料。
由于支架中安放充电机,实际使用情况表明,2mm 厚金属材料支架一般不会发生强度失效,只有可能会发生刚度失效,因此,用碳纤维复合材料替代原有金属材料结构时,按照等刚度要求设计,即在同种工况下,所设计的复合材料充电机支架的刚度同等于或优于金属材料支架刚度。
新能源汽车用轻量化材料的制备和优化
新能源汽车用轻量化材料的制备和优化随着能源问题日益严重,全球对环保和节能的需求越来越强烈。
作为传统燃油车的替代品,新能源汽车成为了目前各国政府在促进可持续发展和减少尾气排放方面的重要举措。
而轻量化材料的应用也成为了新能源汽车发展的重要方向之一。
传统的燃油汽车大量使用钢铁、铝合金等材质,而新能源汽车则需要采用更轻、更耐腐蚀、具有特殊功能的材料,以达到减少车辆重量、延长电池续航里程、提高车辆性能的目的。
目前较为常见的轻量化材料主要有碳纤维、玻璃纤维、复合材料等。
一、碳纤维的制备和应用碳纤维是一种高强度、高模量的新型材料,具有优异的轻量化效果。
其主要成分为聚丙烯腈纤维(PAN)。
碳纤维的制备过程中,首先需要将PAN进行加热、氧化,使得其成为胶态,然后$将胶态PAN拉伸、缠绕成丝状,进行成形。
最后再进行碳化处理,将胶态PAN中的非纤维元素热解掉,使其成为纯碳的纤维。
目前,碳纤维在新能源汽车的应用较为广泛。
比如特斯拉Model S中的车身、挡风玻璃等部件都采用了碳纤维。
而碳纤维的普及化,对于新能源汽车轻量化的发展也将起到一定的促进作用。
二、复合材料的制备和应用复合材料是一种由两种或两种以上不同材料通过化学或物理方法结合而成的材料。
它的强度、刚度和韧性都非常高,而且具有轻质、隔音等优点,是新能源汽车轻量化的重要材料之一。
复合材料的制备主要分为两种方法:第一种是利用纤维增强的方法,通过将纤维和树脂进行复合制备;第二种是利用粒子增强的方法,通过将微米或纳米级粒子掺入到针对材料进行的基质中制备。
新能源汽车中,复合材料的应用主要在车身和轮毂上,比如丰田Mirai等多款氢燃料电池车的车身采用复合材料材质。
同时,复合材料还可以用于电池盒壳体、电池支架等零部件的制造。
三、玻璃纤维的制备和应用玻璃纤维是利用玻璃作为原材料,通过高温熔融后拉丝制备而成的一种纤维。
它具有耐腐蚀、耐高温、强度高等特点。
新能源汽车中,玻璃纤维的应用主要在车身上,比如宝马i3的车身就是采用了玻璃纤维和碳纤维的复合材料。
复合材料耐压壳体标准件优化设计
复 合 材 料 结 构 进 行 准 确 的 分 析 ,而 且 优 化 技 术 也 已 经广泛的应用于铺层复合材料的设计。
对 于 耐 压 壳 体 等 薄 壁 圆 柱 壳 体 ,其 失 效 形 式 主 要 有 强 度 破 坏 和 失 稳 破 坏 两 种 。强 度 破 坏 是 指 耐 压 壳 体 的 某 些 受 力 点 达 到 屈 服 状 态 ,产 生 塑 性 变 形 而 导 致 结 构 破 坏 。失 稳 破 坏 是 指 耐 压 壳 体 内 部 应 力 在 未 达 到 材 料 的 强 度 极 限 的 情 况 下 ,产 生 较 大 的 变 形 而 使 结 构 降 低 承 载 能 力 ,甚 至 发 生 破 坏 。
2 . 1 复合材料耐压壳体建模
建 立 耐 压 壳 体 模 型 (壳 模 型 ),模型为参数化
模 型 ,模 型 各 几 何 尺 寸 参 数 包 括 R1,R2,R3,L1,L2:
初 始 建 模 尺 寸 如 表 1:
表 1 壳模型初始建模尺寸
第2 期 2019 年 5 月
纤维复合材料
FIBER COMPOSITES
No. 2 22 May , 2019
复合材料耐压壳体标准件优化设计
张伟1吴医博2原中晋1
( 1 达索系统SIM U LIA ,北 京 100025 ) ( 2 中船重工7 2 5 所 ,洛 阳 471023)
摘 要 本 文 以 复 合 材 料 耐 压 壳 体 标 准 件 为 例 ,实现对复合材料铺层厚度、角度的自动化优化,在满足强度准则、 屈曲、以及刚度约束的要求下实现标准件的轻量化优化,铺 层 从 7 0 层降低到6 1 层 ,可有效降低标准件成本。同 时根据参数化的耐压壳体几何构型和复材铺层,建立起耐压壳体仿真分析的标准件库标准自动化流程,用户不需 要熟悉各相关软件的使用方法,即可进行相关分析。通 过 Isight实现复合材料耐压壳体几何尺寸与铺层信息的综 合优化,从而实现最优。 关 键 词 复 合 材 料 ;铺层优化;自动化;多岛遗传算法;多学科多目标优化
碳纤维增强复合材料的结构设计和性能研究
碳纤维增强复合材料的结构设计和性能研究碳纤维增强复合材料是一种轻量化、高强度、高刚度的新型材料,已经广泛应用于航空、航天、汽车、体育用品等领域。
本文将着重讨论碳纤维增强复合材料的结构设计和性能研究。
一、碳纤维增强复合材料的结构设计结构设计是碳纤维增强复合材料应用领域中至关重要的一环。
在碳纤维增强复合材料的设计中,一般需要考虑以下几个因素:1.纤维方向在复合材料中,碳纤维是承载力的主要成分,因此纤维方向对材料的性能影响极大。
一般情况下,纤维方向应与所受力的方向一致,从而最大化材料的强度和刚度。
2.纤维体积分数纤维体积分数指纤维在复合材料中所占的体积比例。
一般来说,纤维体积分数越高,复合材料的强度和刚度越高。
但是,在实际应用中,纤维体积分数过高会导致复合材料的成本增加、加工难度增大等问题。
3.纤维长度纤维长度是指碳纤维的长度。
在碳纤维增强复合材料的设计中,纤维长度不仅影响材料的强度和刚度,还会影响材料的加工难度和成本。
4.界面处理碳纤维和基体之间的界面是影响复合材料性能的重要因素之一。
在界面处理中,常用的方法包括化学表面处理、物理表面处理和界面增强。
二、碳纤维增强复合材料的性能研究碳纤维增强复合材料具有优异的性能,但是在实际应用中,其性能受到多种因素的影响,需要进行深入研究和分析。
1.力学性能力学性能是碳纤维增强复合材料的重要性能之一,包括弹性模量、屈服强度、拉伸强度等指标。
在碳纤维增强复合材料的力学性能研究中,常用的测试方法包括拉伸试验、弯曲试验、压缩试验等。
2.热性能热性能是碳纤维增强复合材料的重要性能之一,包括耐高温性、导热性等指标。
在碳纤维增强复合材料的热性能研究中,常用的测试方法包括热膨胀试验、热导率试验等。
3.耐腐蚀性能碳纤维增强复合材料的耐腐蚀性能是其在某些特殊环境下应用的重要性能之一。
在碳纤维增强复合材料的耐腐蚀性能研究中,常用的测试方法包括环境试验、电化学测试等。
4.疲劳性能碳纤维增强复合材料在使用过程中会受到多次往复负载作用,因此疲劳性能是其应用领域中的重要性能之一。
碳纤维预浸料复合材料制造工艺优化
碳纤维预浸料复合材料制造工艺优化一、碳纤维预浸料复合材料概述碳纤维预浸料复合材料,是由碳纤维增强体和树脂基体预浸而成的一种高性能材料,因其优异的力学性能和轻质特性,在航空航天、汽车制造、体育器材等领域得到了广泛应用。
这种材料的制造工艺涉及多个步骤,包括纤维的制备、树脂的选择、预浸料的制备、成型工艺等,每一个环节都对最终产品的性能有着重要影响。
1.1 碳纤维预浸料复合材料的特性碳纤维预浸料复合材料具有轻质、高强度、高刚度、耐腐蚀、耐疲劳等特性。
这些特性使得它在要求高性能和轻量化的应用中具有不可替代的优势。
例如,在航空航天领域,使用碳纤维复合材料可以有效减轻飞机重量,提高燃油效率和飞行性能。
1.2 碳纤维预浸料复合材料的制造工艺制造工艺是决定复合材料性能的关键因素。
制造工艺包括但不限于纤维的表面处理、树脂的选择和配方、预浸料的制备技术、成型工艺等。
这些工艺步骤需要精确控制,以确保复合材料的一致性和可靠性。
二、碳纤维预浸料的制备技术碳纤维预浸料的制备是复合材料制造过程中的重要环节。
预浸料的质量直接影响到最终产品的性能。
预浸料的制备技术包括纤维的表面处理、树脂的选择、浸渍工艺等。
2.1 纤维的表面处理碳纤维的表面处理是提高纤维与树脂之间粘合强度的关键步骤。
常见的表面处理方法包括化学处理、等离子体处理、紫外线处理等。
这些处理方法可以增加纤维表面的粗糙度和活性,从而提高与树脂的粘合力。
2.2 树脂的选择树脂是复合材料中的重要组成部分,它不仅提供保护和粘合作用,还影响着复合材料的最终性能。
常用的树脂包括环氧树脂、聚酯树脂、酚醛树脂等。
选择合适的树脂需要考虑其与纤维的相容性、固化特性、力学性能等因素。
2.3 浸渍工艺浸渍工艺是将树脂均匀地涂覆在纤维上,形成预浸料的过程。
浸渍工艺的关键在于控制树脂的涂覆量和均匀性。
常用的浸渍方法有溶液浸渍法、熔融浸渍法、热熔浸渍法等。
不同的浸渍方法有着不同的优缺点,需要根据具体的应用需求和材料特性来选择。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳纤复合材料汽车蓄电池壳体优化设计 胡仁祥,周金宇 (江苏理工学院 常州市装备再制造工程重点实验室,江苏 常州 213001) 摘 要:碳纤维增强复合材料具有比强度高、比模量高、耐腐蚀性好等诸多优异性能,在汽车结构中得到了广泛的应用。利用Altair OptiStruct软件建立了电池壳体有限元模型,对汽车蓄电池壳体结构进行了优化设计。整个汽车蓄电池壳体优化过程包括三个阶段:概念设计阶段、系统设计阶段、详细设计阶段。首先,在概念设计阶段利用自由尺寸优化模块确定了铺层块的形状;然后,在系统设计阶段利用尺寸优化模块完成了铺层厚度的优化;最后,在详细设计阶段利用铺层顺序优化模块完成了铺层顺序的优化。优化结果表明,通过优化设计能减轻电池壳体的重量,减重比高达66%,优化效果明显。 关键词:复合材料;蓄电池壳体;有限元建模;优化设计 1 引言 碳纤维复合材料具有比强度大、可设计性强等优良性能,越来越受到国内外汽车行业的重视[1]。碳纤维复合材料的诸多优点决定了在汽车零件中将会获得获得越来越多的应用。 目前常用优化软件,如Ansys、Patran/Nastran、等能够对复合材料纤维角度和纤维厚度进行优化[2],而OptiStruct软件不仅仅能够对复合材料纤维角度和纤维厚度进行优化,还能对铺层的顺序进行优化等,从而解决了很多复合材料优化设计的难题。 以汽车蓄电池壳体作为研究对象,采用碳纤维复合材料替代金属材料,利用HyperMesh软件创建汽车蓄电池壳体模型,然后用OptiStruct软件对壳体结构进行了优化设计。电池壳体优化过程包括三个阶段:概念设计阶段、系统设计阶段、详细设计阶段。通过优化后与优化前的结果对比,优化后明显减小了汽车蓄电池壳体的质量,实现了轻量化的目标。 2 电池壳体有限元模型的建立 在对汽车蓄电池壳体进行优化设计之前,需要建立电池壳体的有限元模型并对其进行模态和静力分析,得到电池壳体优化前质量、位移。 2.1 有限元模型 电池壳体由壳体底板、壳体筋条以及壳体其他部分构成,整个电池壳体都采用碳纤维复合材料。用壳单元来代替实体进行分析。首先用HyperMesh对电池实体进行抽中面,得到一个壳体,再对壳体进行网格划分,电池壳体结构的网格总数为326230个,底板的网格数量为131960个,筋条的网格数量为39380个。创建材料和属性,实现电池壳体的赋材。利用HyperLaminate对整个电池壳体进行铺层。再创建Load Collector和Load Step,建立约束和载荷,进行模态和静力分析。电池壳体模型主要分为三个部分:壳体底板,壳体筋条以及壳体其他部分,如图1所示。 图1 电池壳体有限元模型 Fig.1 Finite Element Model of the Battery Shell 2.2 载荷工况 此电池壳体是为了放置蓄电池而设计的。筋条上需承受蓄电池的重量,为了简化将力均匀分布在筋条的各个孔上,利用HyperMesh软件创建质心,用柔性连接(rbe3)将孔上的各个载荷点都集中在质心点上。因此,在分析工况时只需将集中力加载在质心上。此电池壳体应用于纯电动汽车,该汽车主要在城镇路面上行驶,在行驶过程中可能遇到的三种工况,即弯曲工况分析、转弯工况分析、垂直极限工况分析。下面针对这三种工况,对其进行分析。 2.2.1 弯曲工况分析 该工况主要是用来模拟汽车在静止或者是在平整的路面上行驶时结构的变形情况。在该工况下,电池壳体主要受到的载荷是电池模块在重力加速度的作用下所受到的重力。公式表示为: 式中:F—重力载荷; m—电池模块质量; g=9.8N/m2。 电池模块重量为128kg,因此电池壳体所受到的重力载荷为1254.4N。弯曲工况在模型上具体描述为:在电池壳体8个连接部位施加固定约束,在Z负方向的质心点上施加载荷,集中力大小为1254.4N。得到的XYZ的合力方向位移云图,如图2所示。 图2 弯曲工况位移云图 Fig.2 Displacement Contour of Bending Condition 2.2.2 转弯工况分析 该工况主要是由汽车在进行高速转弯时,车身因离心力的作用而产生的侧向载荷产生的。同样的,电池壳体也属于汽车的一部分,因而电池壳体也承受一定的侧向载荷,表示为: 式中:F1—重力载荷; F2—离心力载荷; m—电池整备质量; g=9.8N/m2)。 工况中的重力载荷为1254.4N,离心力载荷为627.2N。转弯工况在模型上具体描述为:在电池壳体8个连接部位施加固定约束,向Z负方向的质心点上施加重力载荷,集中力大小为1254.4N。向Y正方向的质心点上施加离心力载荷,大小为627.2N。得到的XYZ的合力方向位移云图,如图3所示。 图3 转弯工况位移云图 Fig.3 Displacement Contour of Turning Condition 2.2.3 垂直极限工况分析 该工况是模拟汽车在凹凸不平的道路上行驶时,车身发生垂直方向的颠簸而产生垂直方向的载荷,引起结构变形的情况。在垂直极限工况下,电池壳体需承受两倍的重力载荷,表示为:式中:F—垂直方向载荷;m—电池整备质量; g=9.8N/m2。 工况中,两倍的重力载荷为2508.8N。垂直极限工况在模型上具体描述为:在电池壳体8个连接部位施加固定约束,在Z负方向的质心点上施加重力载荷,集中力大小为2508.8N。得到的XYZ的合力方向位移云图,如图4所示。 图4 垂直极限工况位移云图 Fig.4 Displacement Contour of Vertical Limiting Condition 3 电池壳体的优化过程 OptiStruct软件是以有限元为基础的优化工具,提供了拓扑优化、形貌优化、自由尺寸优化等优化方法[3]。通过对结构优化变量、优化约束、优化目标以及制造约束的设定,使得优化变得更加有效。新型复合材料优化设计分为三个阶段:概念设计阶段,系统设计阶段,详细设计阶段,分别采用自由尺寸优化,尺寸优化,铺层顺序优化。复合材料电池壳体被分为三个部分:壳体底板、壳体筋条、壳体其他部分。这三部分都用碳纤维铺了4层,每层0.5mm。这电池壳体由SMEAR超级层组成,超级层是指将同角度的层铺在一起,这样会降低模型的总铺层数。超级层一共分为4种角度:0°、±45°、90°。 3.1 自由尺寸优化(概念设计阶段) 自由尺寸优化的基本思想是找出板壳结构上每个区域(单元)的最佳厚度[3]。 3.1.1 自由尺寸优化问题描述 在满足电池壳体结构体积分数<0.3的情况下,使得电池壳体的加权柔度最小;优化变量:每个单元的超级层厚度。 3.1.2 自由尺寸优化问题的数学模型 数学模型描述为:选择一组(N个)可变化的设计变量x={x1,x2,…,xN},在满足式(1)约束条件下,使目标函数 f(x)最小。 式中—第j个响应约束及其最大值;M—所有约束条件的个数;xik—第k个单元第i层的厚度;—第k个单元的第i层厚度的最小值和最大值;Np—超级层的层数;NE—设计区域单元的个数。 自由尺寸优化只需考虑全局的响应和制造约束,优化过程中利用软件中free-size模块,找到每个角度超级层的每个单元的厚度,最终以铺层块的方式给出每层单元的厚度。如铺了4层,经过自由尺寸优化之后,就会得出16层的铺层块,每层的铺层块都是不一样的。自由尺寸优化在设置4个方向的超级层之后,进行优化,电池壳体的总厚度和0°、±45°和90°超级层厚度分布,如图5所示。 图5 上三组图中自左上角逆时针分别为壳体壳体总厚度,45,90,0 度超级层厚度分布 Fig.5 Thickness Distribution of Other Parts of the Shell Anti-Clockwise from Left Upper Corner:Total Thickness and 45,90,0 Degree Super Plies in Three Groups of Photos 进行自由尺寸优化之后,电池壳体的每一层的形状以及厚度都已确定,电池壳体的质量也由17.71kg下降到了14.14kg,自由尺寸优化在优化过程中决定了铺层的基本结构。 3.2 尺寸优化(系统设计阶段) 尺寸优化的基本思想是对有限元模型的各种参数(如板的厚度、梁截面尺寸和材料属性等)进行优化。优化后可以得到每种形状的具体厚度,再除以实际铺层的厚度,那么就可以得到每种角度每种形状的铺层数目[3]。 3.2.1 尺寸优化问题描述 尺寸优化的目标是在满足电池壳体变形和赫兹的情况下,使得电池壳体的质量最小;优化变量是每种形状超级层厚度。 3.2.2 尺寸优化的数学模型 约束条件:0<disp_a<3 Modal_1>20 式中:T_Total—自由尺寸优化后的厚度;disp—给定的节点a的 位移;Modal_1—一阶模态。 尺寸优化阶段需要考虑所有的设计响应和制造约束,优化后,电池壳体的总厚度和0°、±45°和90°超级层厚度分布,如图6所示。 图6 上三组图中自左上角逆时针分别为壳体其他部分总厚度,45,90,0 度超级层厚度分布 Fig.6 Thickness Distribution of Other Parts of the Shell Anti-Clockwise from Left Upper Corner:Total Thickness and 45,90,0 Degree Super Plies in Three Groups of Photos 尺寸优化后,壳体已被优化为每层厚度为0.1mm的层合板结构,质量由自由尺寸阶段的14.14kg下降到了尺寸优化后的5.877kg,尺寸优化质量下降明显。 3.3 铺层顺序优化(详细设计阶段) 铺层顺序优化的基本思想是在不增加材料重量的情况下,通过更改电池壳体铺层顺序,使电池壳体的性能提高。 3.3.1 优化设计的问题描述 铺层顺序优化的目的是为了满足详细的制造约束,通过铺层顺序的不同组合,选择最佳的铺层方式,从而对电池壳体性能做最后的设置。 3.3.2 铺层的层数 对于电池壳体的单层板而言,相同铺层角度的单层厚度是相等的,t=0.1mm。再依据尺寸优化得出的结果,每个角度铺层厚 式中:Ni—每个角度的铺层层数。 3.3.3 铺层顺序的优化设置 从制造的工艺过程进行考虑,该复合材料电池壳体需要满足的原则有:①为了避免最后的铺层结果在同一方向,设置同一方向的层数不得多于4层;②从抗冲击力的角度出发,每层相邻的角度不大于45度;③电池壳体外表面应选用±45度进行铺层。此阶段需考虑所有的状态响应和制造约束,只需在铺层顺序优化阶段修改制造约束,优化运行后就可以得到最终的铺层结果。电池