超精密加工的原理
NANOTECH 350FG 介绍

成形:采用研磨加工方法;
研磨方法:用空气轴承的研磨机; 特殊刀头的形状
四、 五轴机超精密加工 的方法
普通切削加工 SSS FTS
4.1 普通切削加工(轴对称零件)
主轴只做回转运动,不带C轴模式 只通过X和Z轴的插补走出面型 可加工PMMA,铜,铝,锗,氟化钙等材料 不同材料需要使用不同的刀具和工艺
详细指标链接
Ultra-Precision three, four, or five axis CNC machining system for on-axis turning of aspheric and toroidal surfaces; slow-slideservo machining (rotary ruling) of freeform surfaces; and raster flycutting of freeforms, linear diffractives, and prismatic optical structures
Electronic Gage Head with Magnetic Stand
NanoMETER
NanoBalance™
Work Spindle Trim Balancer
Workpiece Measurement & Error Compensation System (WECS)
三、超精密加工刀具
面型测量仪器:ZYGO激光干涉仪,轮廓仪 粗糙度测量仪器:VEECO白光干涉仪
ZYGO激光干涉仪
GPI™ XP/D激光干涉仪--运用移相干涉原理,提供高精度的
平面面形,球面面形,曲率半径,样品表面质量,传输波
第三章先进制造工艺技术(超高速加工)

床身结构
➢落地式床身,整体铸铁结构,龙门式框架的 主轴立柱,尽可能由主轴部件来实现二轴甚 至三轴的线性移动。
➢由于刀具重量变化极小,在工件乃至工作台 不进行快速线性移动的情况下, 机床快速线 性移动的部件的重量近乎常量,更容易实现 快速加速和减速情况下的运动惯量及实现动 态平衡,减少由于动态冲击所带来的不稳定, 保证稳定的且更高的加工精度和产品质量。
内装式同轴电动机主轴温升
➢ 热升温引起主轴热变形的解决办法:采用电子传 感器控制温度,使用水冷或油冷循环系统,使主 轴在高速下成为“恒温”;而用油雾润滑、混合 陶瓷轴承等新技术,使得主轴可以免维护、长寿 命、高精度。
➢ 举例:STEP-TEC的电主轴采用了矢量式闭环控 制、高动平衡的主轴结构、油雾润滑的混合陶瓷 轴承,可以随室温调整的温度控制系统,确保主 轴在全部工作时间内温度衡定。
➢常用材料:涂层碳化钨硬质合金、碳(氮)化 钛硬质合金、陶瓷刀具材料、立方氮化硼 (CBN)、立方/六方复合氮化硼(WBN)和聚晶金 刚石(PCD)等。
➢各种常用材料的高速切削速度:铝合金 1000~7000m/min;铜合金900~5000m/min; 钢500~2000m/min;灰铸件800~3000m/min。 其进给速度范围一般为2~25m/min。
➢可获得高转速和高的加(减)角速度,转速达 到0~42000r/min,甚至更高。
➢结构简化,造价下降,精度和可靠性提高。 ➢噪声、振动源消除,主轴自身热源消除。 ➢回转精度高,摩擦振动小, ➢主轴箱成为紧凑、独立、方便移动的部件,
超精密机床结构
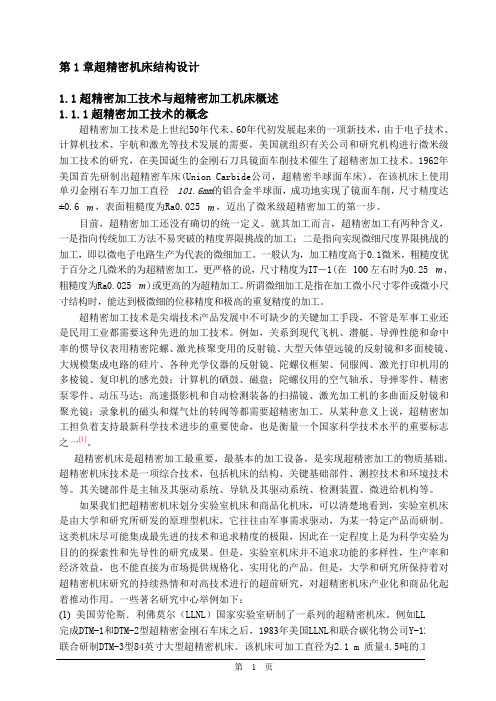
第1章超精密机床结构设计1.1超精密加工技术与超精密加工机床概述1.1.1超精密加工技术的概念超精密加工技术是上世纪50年代未、60年代初发展起来的一项新技术,由于电子技术、计算机技术、宇航和激光等技术发展的需要,美国就组织有关公司和研究机构进行微米级加工技术的研究,在美国诞生的金刚石刀具镜面车削技术催生了超精密加工技术。
1962年美国首先研制出超精密车床(Union Carbide公司,超精密半球面车床),在该机床上使用单刃金刚石车刀加工直径101.6mm的铝合金半球面,成功地实现了镜面车削,尺寸精度达±0.6m,表面粗糙度为Ra0.025m,迈出了微米级超精密加工的第一步。
目前,超精密加工还没有确切的统一定义。
就其加工而言,超精密加工有两种含义,一是指向传统加工方法不易突破的精度界限挑战的加工;二是指向实现微细尺度界限挑战的加工,即以微电子电路生产为代表的微细加工。
一般认为,加工精度高于0.1微米,粗糙度优于百分之几微米的为超精密加工,更严格的说,尺寸精度为IT-1(在100左右时为0.25m,粗糙度为Ra0.025m)或更高的为超精加工。
所谓微细加工是指在加工微小尺寸零件或微小尺寸结构时,能达到极微细的位移精度和极高的重复精度的加工。
超精密加工技术是尖端技术产品发展中不可缺少的关键加工手段,不管是军事工业还是民用工业都需要这种先进的加工技术。
例如,关系到现代飞机、潜艇、导弹性能和命中率的惯导仪表用精密陀螺、激光核聚变用的反射镜、大型天体望远镜的反射镜和多面棱镜、大规模集成电路的硅片、各种光学仪器的反射镜、陀螺仪框架、伺服阀、激光打印机用的多棱镜、复印机的感光鼓;计算机的硒鼓、磁盘;陀螺仪用的空气轴承、导弹零件、精密泵零件、动压马达;高速摄影机和自动检测装备的扫描镜、激光加工机的多曲面反射镜和聚光镜;录象机的磁头和煤气灶的转阀等都需要超精密加工。
从某种意义上说,超精密加工担负着支持最新科学技术进步的重要使命,也是衡量一个国家科学技术水平的重要标志之一[1]。
飞秒激光微纳加工原理

飞秒激光微纳加工原理
飞秒激光微纳加工是一种利用飞秒激光进行超精密微纳制造的技术,
主要应用于微电子、生物医学、光电子等领域。
它具有高精度、高效率、低热损伤等特点。
飞秒激光微纳加工的原理是利用高能量、短脉冲、高重复率的飞秒激
光对材料进行加工。
飞秒激光的脉冲宽度非常短,仅为飞秒级别(10
的负15次方秒),相当于光线在1个飞毫秒内只能向前传播几百纳米,因此可以实现非常精确的微纳加工。
同时,由于飞秒激光的能量密度
极高,材料在短时间内受到的能量也非常大,所以可以实现非常高效
的加工。
在这个过程中,飞秒激光能够将材料表面的电子加速并抛出,形成光
电子等离子体。
这种等离子体可以将材料表面的原子排列进行微调和
调整,形成微纳级别的结构和模型。
通过精确控制激光的功率、脉冲
宽度和频率,可以实现精确控制微纳结构的形成。
飞秒激光微纳加工技术可以实现各种微纳加工过程,例如切割、雕刻、拼接等。
应用范围广泛,可以用于生命科学中的细胞分离、药物筛选等,还可以用于制备光电子器件中的微光导器件、微透镜组件、微表
面结构等。
同时,由于飞秒激光微纳加工技术具有非常高的可控性和
精度,因此也可以用于制造微纳机器人、MEMS器件等。
总之,飞秒激光微纳加工是一种非常先进的微纳制造技术,具有高效率、高精度、低热损伤等优点。
它将对未来的微纳制造、微电子、生物医学等领域产生深远的影响。
《现代制造技术》ppt 第3章 精密加工和超精密加工
度、高外表质量、高寿命的一种高效加工方法。 可有效地提高尺寸精度、形状精度和减小Ra值, 但不能提高孔与其他外表的位置精度。
② 可加工铸铁件、淬硬和不淬硬钢件及青铜 件等,但不宜加工韧性大的有色金属件。
③ 珩磨主要用于孔加工。在孔珩磨加工中, 是以原加工孔中心来进行导向。加工孔径 范围为φ5~ φ500,深径比可达10。
3.1.3 工艺特点
1.精密加工和超精密加工都是以精密元件为 加工对象,与精密元件密切结合而开展起 来的。
2.精密加工和超精密加工不仅要保证很高的 精度和外表质量,同时要求有很高的稳定 性或保持性,不受外界条件变化的干扰, 因此,要注意以下几个方面:
〔1〕工件材料本身的均匀性和性能的一致性,不允 许存在内部或外部的微观缺陷,甚至对材料组织 的纤维化有一定要求,如精密磁盘的铝合金盘基 就不允许有组织纤维化,精密金属球也是一样。
精密切削加工
3.2.1 精密切削加工
精密、超精密切削加工主要是利用立方氮 化硼〔CBN〕、人造〔聚晶〕金刚石和单晶 金刚石刀具进行的切削加工。
3.2.2 精密、超精密切削加工应用实例
尖端产品和现代化武器依赖于超精密加工, 如:
(1)导弹的命中精度,由惯性仪决定,而惯性 仪是超精密加工产品,1Kg重的陀螺转子, 其质量中心偏离其对称轴0.5nm,会引起 100m的射程误差和50m的轨道误差;
3.3.3 精密磨削加工实例
1〕圆柱形镜面磨削加工方法:磨削速度选 V=25~35m/s,粗磨时fr=0.02~0.07mm,精 磨时fr=3~10µm;当用油石研、抛时, V=10~50m/min,材料的去除速度为 0.1µm~1µm/min。超精磨削可到达0.01µm的 圆度和Ra 0.002µm的外表粗糙度。
现代制造技术第3章 精密加工和超精密加工

3.6 研磨
3.6.1 研磨 研磨是一种简便可靠的精密加工方法,研 磨后的表面的尺寸误差和几何形状误差, 在研具精度足够高的情况下可以小到0.1~ 0.3,表面粗糙度可达Ra0.04~0.01。在现 代工业中往往采用研磨作为加工最精密和 最光洁的零件的终加工方法。 3.6.2 超精密研磨 超精密研磨是一种加工精度达0.1以下,表 面粗糙度Ra在0.02以下的研磨方法。
3.4.3珩磨的用途 珩磨主要用于加工孔径为5~500毫米或更 大的各种圆柱孔,如缸筒、阀孔、连杆孔 和箱体孔等,孔深与孔径之比可达10,甚 至更大。在一定条件下,珩磨也能加工外 圆、平面、球面和齿面等。圆柱珩磨的表 面粗糙度一般可达Ra0.32~0.08微米,精 珩时可达Ra0.04微米以下,并能少量提高几 何精度,加工精度可达IT7~4。平面珩磨的 表面质量略差。
(2)哈脖望远镜重量达900Kg的大型反射镜的 加工 (3)精密雷达、精确制导、电子对抗、TMD、 NMD、间谍卫星等 (4)人造卫星仪表轴承 (5)红外导弹中红外线反射镜 (6)超小型计算机等
(7)海湾战争、克索沃战争、伊拉克战争中美 国及其盟国武器系统中大部分与超精密加 工技术有关。如:精密雷达、精确制导、 电子对抗、隐形飞机、夜战能力、间谍卫 星、红外制导等。 (8)美国及其盟国的胜利在某种意义上看,可 以说是高技术战争、是高科技的胜利。没 有超精密加工技术,就没有真正的国防工 业。
3.超精密加工 超精密加工是指被加工零件的尺寸公差为 0.001数量级,表面粗糙度Rz为0.001数量 级的加工方法,加工中所使用的设备,其 分辨率和重复精度应为0.01数量级。目前, 超精密加工的精度正从微米工艺向纳米工 艺提高。微米工艺是指精度为1~10-2的 微米、亚微米级工艺,而纳米工艺是指精 度为10-2~10-3的纳米级工艺(1= 103nm,nm称纳米)。
超精密冲切工艺有哪些技术特点?

超精密冲切工艺有哪些技术特点?超精密冲裁是指通过一次冲压行程即可获得高表面粗糙度和高精度的冲裁零件工艺方法。
精密冲裁工艺要比采用普通冲裁工艺后再经整修的效率大幅度提高,并且节约了工时降低了成本,是一种能提高冲裁件质量即经济又有效的加工方法,目前广泛应用在航空、航天、汽车、机械、造船、家电领域等。
下面亿达渤润石化简单介绍下精密冲裁技术特点有哪些:打开今日头条,查看更多图片一、超精密冲裁的原理在普通冲裁的基础上对工件边缘采用强力压边超精密冲裁技术,是一种在强力压边下间隙很小的冲压工艺。
原理是先使导向压板上的形齿圈压入凹模刃口附近的金属板材上,然后在反压力加压的情况下冲裁力作用于板材上,使刃口内的材料在三向压应力状态下挤入凹模型腔内,从而形成超高精度的冲压零件。
二、超精密冲裁的优点(1)断面是三向压应力下纯剪切分离,冲压设备同时提高三个方向的主冲压、压料和顶件力。
(2)模具制造的的精度高且间隙非常小,并要采用高精度的滚珠导向装置。
(3)凸模或凹模刃口有小圆角,以便更多的材料被挤入变形区增加压应力。
(4)冲裁过程对设备精度、模具结构、材料及冲压油的性能要求高。
三、超精密冲裁的缺点(1)精冲机的投入较高,是普通压力机的十几倍。
(2)精冲机的专用性强,不适合多品种小批量的工艺,只有在批量达到一定规模后才可行。
(3)精冲技术是一个较新、较复杂的技术,不仅要有先进的精冲机,还要有许多先进的配套设备。
四、影响冲裁件质量的因素(1)纯金属冲裁件原料塑性好于合金,杂质元素通常都会引起脆性、降低塑性,各种合金对塑性有不同的影响。
(2)冲裁件金属的组织,单相组织比多相组织塑性好,第二相的性质、形状、大小、数量和分布状态的不同。
(3)工艺变形温度,随着冲裁过程中温度的升高塑性也随之增加,但是这种增加并非简单的线性上升。
(4)应变速率的增加,既有使金属塑性降低的一面,又有使金属塑性增加的一面,这两方面因素综合作用的结果,最终决定了金属塑性的变化。
精密和超精密加工
精密和超精密加工一、精密和超精密加工的概念与范畴通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。
目前,精密加工是指加工精度为1~0.1μm,表面粗糙度为Ra0.1~0.01μm的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
精密加工包括微细加工和超微细加工、光整加工等加工技术。
传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等,具体如下:a.砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。
b.精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。
c. 珩磨,用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1μm,最好可到Ra0.025μm,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。
d.精密研磨与抛光是通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。
精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025μm加工变质层很小,表面质量高,精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。
e.抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超精密加工的原理
一、引言
随着科技的发展,超精密加工已经成为了现代制造业中不可或缺的一部分。
它可以用于制造各种高精度的零部件,从而满足不同领域对于精度和质量的要求。
本文将详细介绍超精密加工的原理。
二、超精密加工概述
超精密加工是一种高精度、高效率、高质量的加工技术。
它可以制造出尺寸准确、表面光滑、形状复杂的零部件,其精度可以达到亚微米级别甚至更高。
目前,超精密加工已经广泛应用于航空航天、半导体等领域。
三、超精密加工原理
1. 精度控制原理
超精密加工需要控制零件尺寸和形状的误差在非常小的范围之内,因此需要使用高精度的测量设备来进行实时监测和控制。
同时,在加工过程中需要使用特殊的刀具和夹具来保证零部件在固定位置上进行切削。
2. 切削原理
超精密切削采用了微米级别以下的刀具,刀具的尺寸和形状都需要经
过高精度的设计和制造。
在切削过程中,需要控制刀具的进给速度、
转速、切削深度等参数,以确保零部件表面光滑、尺寸准确。
3. 磨削原理
超精密磨削是一种高效率、高精度的加工方法。
在磨削过程中,需要
使用高硬度、高耐磨性的砂轮,并控制砂轮的转速和进给速度。
同时,还需要对加工液进行特殊处理,以保证零部件表面质量。
4. 电解加工原理
电解加工是一种利用电化学反应来进行加工的方法。
在电解加工过程中,需要将零部件放置在电解槽中,并通过调整电流密度和时间来控
制加工深度和形状。
同时,还需要使用特殊的电极和介质来保证零部
件表面质量。
5. 光学加工原理
光学加工是一种利用激光或光束来进行加工的方法。
在光学加工过程中,需要使用高功率、高聚焦度的激光器或光束,并控制激光器或光
束的强度、频率和位置。
同时,还需要使用特殊的反射镜和透镜来控
制激光器或光束的方向和聚焦度。
四、超精密加工应用
超精密加工已经广泛应用于航空航天、半导体、医疗器械等高技术领域。
例如,在航空航天领域,超精密加工可以用于制造发动机叶片、
涡轮叶片等高精度零部件;在半导体领域,超精密加工可以用于制造芯片、晶圆等高精度零部件;在医疗器械领域,超精密加工可以用于制造人工关节、人造心脏等高精度零部件。
五、总结
超精密加工是一种高效率、高质量的加工技术。
它可以制造出尺寸准确、表面光滑、形状复杂的零部件,其精度可以达到亚微米级别甚至更高。
在实际应用中,需要根据不同的需求选择不同的加工方法,并严格控制各项参数以保证加工质量。