计数型测量系统研究(对比法)
MSA经典讲解
分析线性
--如果测量系统存在线性问题,需要通过调整软件、 硬件或者同时调整两者,再校准以达到0偏 倚。
--如果在测量范围内偏倚不能被调整到0,只要测量系 统保持稳定,仍可以用于产品/过程控制 ,但不能进 行分析。
书山有路勤为径, 学海无涯苦作舟
线性误差的原因
仪器需要校准,需要减少校准时间间隔 仪器、设备或夹紧装置磨损 缺乏维护 磨损或损坏的基准,基准出现误差 量具的工作范围的上限和下限未经正确的校准 仪器质量差—设计或一致性不好 仪器设计或方法缺乏稳健性 应用错误的量具 不同的测量方法—设置、安装、夹紧、技术 测量错误的特性 变形 环境 书山有路勤为径,
4.根据通常的SPC要求作评估(稳定?) 5.将测量标准差与过程变差相比较,以确定适用性
书山有路勤为径, 学海无涯苦作舟
对稳定性图的分析
如果稳定性有问题时,均值和极差图会出现漂移或非控制 状态 -均值图出现非控制状态时,表明测量系统测量不正确, 检查: 偏倚改变了-- 确定原因并改正 如果原因是磨损-- 重复校准、维修
-不必计算测量系统稳定性数值-- 通过减少系统变差 来 改善稳定性
书山有路勤为径, 学海无涯苦作舟
第五章
GR&R分析
书山有路勤为径, 学海无涯苦作舟
GR&R
GR&R: 测量系统误差由精确度、稳定度、重复性、再现性合 并而成,其中重复性跟再现性简称为GR&R
注意: -重复性和再现性用于衡量测量系统变差的宽度或分 布 -偏倚、稳定性和线性用于对测量系统变差作定位
读数和其它相关数据)
书山有路勤为径, 学海无涯苦作舟
对量具稳定性的影响
长时间的不用或间歇使用 二次稳定性试验的测量数很大或很小 环境或系统变化,例如:湿度,气压
浅谈计数型MSA
浅谈计数型MSA在外观检验工作中,检验的目的是把不合格品堵截及反应整个系统的真实情况以便于改进,但由于检验人员的判定误差、标准知识的理解误差以及个人检验经验的差异等种种原因,导致检验结果常常偏离真实情况甚至把不合格品直接漏到客户手中的情况时常发生。
众所周知,影响产品质量特征值变异的六个基本质量因素(人、机器、材料、操作方法、测量和环境)。
而正确的测量,永远是质量改进的第一步。
如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。
为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
测量系统可分为"计数型"及"计量型"测量系统两类。
测量后能够给出具体的测量数值的为计量型测量系统;只能定性地给出测量结果的为计数型测量系统。
对于外观检验的工序通常使用的是计数型MSA测量系统进行分析。
计数型测量系统分析,它只能通过(过/不过或者是将测量结果分为不同的等级)更主要的是针对人的因素对测量结果的影响。
在我们公司实行计数型MSA考核的前提是检验标准的制定、培训。
检验哪些项目,用何种标准,操作的细节,判定过与不过的标准要尽量细化。
同样的工具、同样的环境、同样的标准,同样的样品、同样的操作细则,唯一不同的就是检验者。
检验者之间的标准知识理解差异、操作手法差异、经验差异等在可控的范围内,那整个测量系统就趋于稳定。
测量系统的稳定,是我们想要的,也是每个客户最担心的。
计数型MSA评定的指标从测量系统的有效性及测量人员个体&个体之间的有效性、漏判率、误判率这几个指标来判定。
有效性:分为检验者的有效性和测量系统的有效性。
检验者的有效性-检验者对同一实物样板(3次顺序编号不同)3次的检验结果与基准值的一致性的比率。
测量系统的有效性-设定每一组(3人1组)为一个系统,3个检验者对同一实物样板(3次顺序编号不同)3次的检验结果与基准值的一致性的比率称之为系统有效性。
计数型MSA(minitab)

数据收集与整理
按照测量计划进行数据收集
按照制定的测量计划,使用合适的测量系统进行数据收集。
数据整理
对收集到的数据进行整理,包括数据筛选、缺失值处理、异 常值处理等。
分析数据并评估测量系统的性能
数据分析
对整理后的数据进行统计分析,包括 描述性统计、假设检验等。
评估测量系统的性能
根据数据分析结果,评估计数型MSA 的测量系统性能,包括稳定性、重复 性、再现性等方面的评估。
进一步研究计数型MSA在不同行业和 领域的应用,以拓展其应用范围。
深入研究计数型MSA与其他测量系统 评估方法的比较和整合,以提供更全 面的测量系统评估方案。
探索使用其他统计软件进行计数型 MSA分析的可行性,以提高分析效率 和准确性。
鼓励更多企业采用计数型MSA来评估 其测量系统性能,以提高产品质量和 生产效率。
同时间或不同操作员检测到的缺陷的一致性来评估。
案例三:产品包装缺陷检测系统
要点一
总结词
要点二
详细描述
产品包装缺陷检测系统是计数型MSA的又一应用案例,用 于检测产品包装的完整性。
产品包装缺陷检测系统通常使用机器视觉技术来识别包装 上的缺陷或瑕疵,如裂缝、污渍、缺失标签等。计数型 MSA可以用于评估产品包装缺陷检测系统的准确性,通过 比较检测到的缺陷与实际存在的缺陷的一致性来评估。此 外,还可以评估产品包装缺陷检测系统的可靠性,通过比 较不同时间或不同操作员检测到的缺陷的一致性来评估。
通过识别和纠正测量系统 中的问题,可以减少不必 要的浪费和返工,从而降 低生产成本。
提高生产效率
准确的测量结果有助于加 快生产速度,提高生产效 率。
ห้องสมุดไป่ตู้
计数型MSA的应用场景
计数型GRR-KAPPA(MSA第四版-测量系统分析)
1
22
0
0
1
0
1
0
1
1
0
0
23
1
1
1
1
1
1
1
1
1
1
24
1
1
1
1
1
1
1
1
1
1
25
0
0
0
0
0
0
0
0
0
0
26
0
1
0
0
0
0
0
0
1
0
27
1
1
1
1
1
1
1
1
1
1
28
1
1
1
1
1
1
1
1
1
1
29
1
1
1
1
1
1
1
1
1
1
30
0
0
0
0
0
1
0
0
0
0
31
1
1
1
1
1
1
1
1
1
1
32
1
1
1
1
1
1
1
1
1
1
33
1
1
1
1
1
1
1
1
1
1
34
0
0
1
总检查 数 一致的 数量 95%UCI 计算所 得结果 95%LCI
系统有效结果%
50 39 88.5% 78.0% 64.0%
系统有效结果%与参考 的比较 50 39 88.5% 78.0% 64.0%
计数型测量系统分析报告

1
总计
数量 期望的数量 数量 期望的数量 数量 期望的数量
B*参考 交叉表
B
0
1
总计
C*参考 交叉表
数量 期望的数量 数量 期望的数量 数量 期望的数量
C
0
1
总计
Kappa 判定
数量 期望的数量 数量 期望的数量 数量 期望的数量
A 0.92 一致性好
重复性 检查总数 匹配数 有效性 判定
评价人
A B C
B
C
数
总检查数
50
50
50
50
50
50
型
匹配数
48
48
49
47
47
48
量
95%UCI
99.51% 99.51% 99.95% 98.75% 98.75% 99.51%
计算结果
96.00% 96.00% 98.00% 94.00% 94.00% 96.00%
具
95%LCI
86.29% 86.29% 89.35% 83.45% 83.45% 86.29%
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
0
0
0
测量系统分析(MSA)

%Tolerance
(SV/Toler) 30.91 20.51 23.12 0.00 23.12 118.79 122.74
各因素对变差的贡献度
10%,测量系统能力很好 30%,测量系统处于临界
>10,良好 5~9 ,尚可
Number of Distinct Categories = 5
重复性&再现性(G&RR)
15
线性(Linearity)
什么是线性
在其量程范围内,偏倚是基准值的线性函数.
真值 1
观测值1
倾斜小
••••••
真值 2
观测值2
倾斜大
测定的下限范围
测定的上限范围
16
线性(Linearity)
线性案例
由一个测量员用同一台千分尺对长度分别为10mm, 20mm, 50mm, 100mm的块规各进行5次测量,测量的基准值及偏倚如下:
控
Gage R&R (ANOVA) for 膜厚值
Gage name:
膜厚仪
Date of study: 2019/8/5
Reported by: QA Tolerance: Misc:
Components of Variation
Percent10500 0
Gage R&R
Repeat
Reprod Part-to-Part
G&RR 练习
A组:选取10件bar-pin,用游标卡尺对标注厚度进行2个测量者,每件2次的G&RR分析.
B组:选取10件Bushing,用游标卡尺对标注外径进行2个测量者,每件2次的G&RR分析.
计数型测量系统分析
用Minitab进行kappa(通过不通过)测量系统研究
每位检验员评估结果与标准 的一致性
Kappa量测能力评价指标
判断指标
判断基准 (良好)
90% ↑
判断基准 (考虑)
75~90%
判断基准 (不足)
75% ↓
今天就谈到这,欢迎大家交流!
在弹出的页面上输入相应信息
其他菜单按如下方式进行选择
Minitab 结果分析 检验员自身判定一致性
每位检验员自身评估一致性 相符数/检验数=42/50=84%
不和标准比较,仅 是检验员自身比较
Minitab 结果分析 检验员自身判定一致性
每位检验员自身评估一致性
Minitab 结果分析 每个检验员与标准判定一致性
评价人事先要进行培训,确 保有能力进行相应的评价
用Minitab分析例子
检查汽车保险杠的外观;取样50个;3个检验员,每个人各检验三次
测量的数据表如图所示(部分截图)
Minitab 操作步骤
输入测量数据
打开Minitab 软件,输入后的数据如图所示
Minitab > 质量工具 > 属性一致性分析
结果的一致性
Kappa,是度量测验结果一致程度的统计量
还可以比较:两个测 量员的测量结果之间 的一致性以及和标准 的一致性程度
Kappa不考虑评价人 之间不一致的程度, 只考虑他们是否一致
Kappa分析可以获得的好处包括
加强计数型量测分析 分析确定检验员检验能力 降低误判率机会 对计数型测量提出改进机会
用Minitab进行Kappa(通过不通过)测量系统研究 用Minitab进行Kappa(通过不通过)测量系统研究
大家好!今天我们谈谈:“计数型测量”如何进行测量系统研究。用Kappa的方法进行,用minitab软件进行
MSA讲义

Width Error 寬度变差
i.e. Spread of measurement - Precision
測量的分佈 - 精密度
17
计量型测量系统研究
Guideline for determining Stability 确定稳定性的指南
1. 2. 3. 4. 5. 6. 取样品并建立相对于可溯源标准的基准值 最理想可取預期測量的最低值, 最理想可取預期測量的最低值, 最高值和中程数的标准样品 定期測量标准样品( 等等) 定期測量标准样品(天,周,等等) 应在不同时间记录读数 將数据按时順序画在Xbar&R X&S控制图上 Xbar&R或 將数据按时順序画在Xbar&R或X&S控制图上 建立控制限并用标准控制图分析评价失控或不稳定状态 作图法) (作图法)
若我们要知道制程输出是否达到要求及在控制之內, 所用的测量系统必須具备足够能力 去量度制程的变差, 原因是測量过程本身亦存在一定的变差, 所以我们必須对所选用的 测量系统/仪器先作一些统计分析,才可决定这測量统/仪器是否适用.
4
为什的变差
5
Guideline for determining Bias 确定偏倚的指南
1. 取样品 (最好n≥10); 并建立相对于可溯源标准的基准值 最好n 用同一价人,以正常方法測量样品10 10次以上 2. 用同一价人,以正常方法測量样品10次以上 相对于基准值將数据画在直方图, 3. 相对于基准值將数据画在直方图, 并确定是否存在特殊原因或 出現异常
13
作测量系统研究的准备 -续
样品的选择 - 能否获得代表生产过程的样品, 样品必須是选自于过程 能否获得代表生产过程的样品, 并且代表整个生产的范围 编号 - 必須对一个零件编号以便于识別 分辨力 - 仪器的分辨力至少直接读取特性的預期过程变差的十分之 仪器的分辨力至少直接读取特性的預期过程变差 例如,如果特性的变差 仪器应能读取0.0001 一, 例如,如果特性的变差为0.001, 仪器应能读取0.0001 的变化确保測量方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
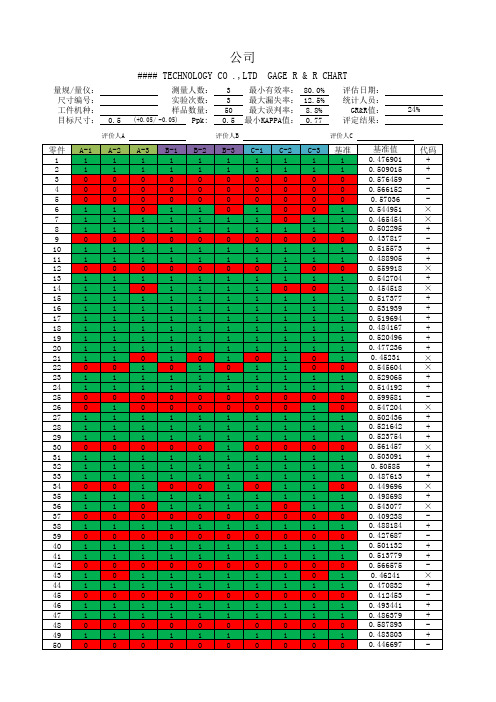
计数型测量系统研究(对比法)1.计数性测量系统测量值是一种有限的分级数,最常见的是通过/不通过量具,只有两个结果。
其他计数型测量系统,结果可以形成5~7个不同的分级数。
2.检验分析、交叉表方法:LSL USL 案例:生产过程处于受控并且性能子数
PP=PPK=0.5是不可接受的。
需要一个
遏制措施把不合格品从生产过程中祧出。
选择一个计数型量具100%检验。
把每一
个零件同一个特定限定值进行比较。
该
量具只判断零件合格/不合格。
(两个分级)
1)随机从过程中抽取50个零件,使用3个评价人,每人对每个零件评价3次。
2)用(1)指定为可接受判断,用(0)指定为不可接受判断。
4)交叉比较每个评价人之间的差别:
5)计算Kapaa系数
为了评价人一致的水平,用科恩的Kapaa系数来测量两个人之间一致性程度。
Kapaa是一个评价人之间一致性的测量值。
检验是否沿对角线格子中的计数(接受比率一样的零件)与那些仅是偶然的期望不同。
设:Po=对角线单元中观测值的总和
Pe=对角线单元中期望值的总和
则:Kapaa=(Po-Pe)/(1-Pe) (1)
Kapaa不考虑评价人的意见不一致的程度,只考虑他们一致与否。
6)评价准则
①Kapaa>0.75表示一致性好。
②Kapaa<0.40表示一致性差。
7)结论:分析指出所有评价人之间表现出的一致性较好。
9)计算Kapaa系数
计算Kapaa系数,确定每个人与基准值的一致性,然后计算测量系统的有效性。
问题:
1.什么是“95%上限”?其中93%、97%、90%是怎么算出的?2.什么是“95%下限”?其中71%、78%、66%是怎么算出来的?3.系统有效得分中:64%; 89%从何得来?
对每个评价人间多重假设检验可用等于零的假设进行:
Ho:两个评价人都相同的有效性相同。
经计算对每个评价人的计算评价结果都落在另一个评价人的置信区内,不能放弃零假设。
这一点验证了KAPPA的结论。
为了进一步分析,一名阻援列出了下面的数据表,数据表提供了对每个评
10)
问题:其中的84%,5%,8%是怎么算出来的。