Fdrill无屑热熔钻/挤压攻丝技术原理及其应用
挤压攻丝工作原理
挤压攻丝工作原理挤压攻丝是一种常用于金属制造和加工中的工艺,它可以在金属材料上形成均匀分布的内螺纹。
挤压攻丝的工作原理是利用机械力将一根螺纹攻具迫使进入金属工件中,从而形成一条与攻具螺纹相符的内螺纹。
挤压攻丝的工作过程可以简单描述如下:首先,将金属工件固定在攻丝机上,并且确定攻丝机上的切削速度、进给速度和主轴转速等工艺参数。
接下来,选取合适的攻铣刀具,将攻丝刀具安装到机床主轴上,并根据需求调整攻丝刀具的位置和角度。
然后,开启机床的主轴和进给装置,沿着工件上的轴线方向将攻丝刀具移动至工件表面,并逐渐将其沿轴线方向推入工件内部。
在推入的过程中,攻丝刀具的切削刃将金属表面材料移除,形成一个空腔,并把空腔内的材料推向侧面。
攻丝刀具同时施加压力,使金属材料在轴向上发生塑性变形,从而形成内螺纹。
最后,将攻丝刀具沿轴线方向缓慢退出,使其离开工件表面。
这样,一个完整的内螺纹就形成了。
挤压攻丝的工作原理涉及到液压学、弹性力学和塑性变形等多个学科1.切削原理:攻丝刀具的螺纹刃具有切削功能,切削力通过攻丝刀具使金属材料发生剪切断裂,从而形成螺纹。
2.塑性变形原理:攻丝刀具施加的轴向压力使金属材料在轴向上发生塑性变形,从而形成内螺纹。
3.金属流动原理:攻丝刀具通过切削和塑性变形使材料流向螺纹空间,并逐渐形成内螺纹。
4.金属材料的物理特性:挤压攻丝需要考虑金属材料的硬度、延伸性和导热性等物理特性,以确定工艺参数和攻丝刀具的选型。
挤压攻丝是一种高效、精确、经济的内螺纹加工方法。
它可以实现大批量和高质量的内螺纹制造,广泛应用于航空、汽车、机械制造等行业。
通过研究和掌握挤压攻丝的工作原理,可以提高内螺纹加工的效率和质量,为工业生产提供更好的解决方案。
热熔钻技术的工作原理

热熔钻技术的工作原理
热熔钻技术是一种高效、精准的钻孔方法,它的工作原理是利用高温熔化钻头,使其能够穿透各种材料。
这种技术在工业生产中得到广泛应用,特别是在航空航天、汽车制造、建筑等领域。
热熔钻技术的工作原理主要包括以下几个步骤:
1. 钻头加热
热熔钻技术的核心是钻头加热。
钻头通常由钨合金制成,具有高熔点和高硬度,能够承受高温和高压。
在钻孔前,钻头需要被加热到足够高的温度,以便熔化材料并形成孔洞。
加热方式通常有电阻加热、激光加热、等离子体加热等。
2. 材料熔化
当钻头达到足够高的温度时,它会熔化材料并形成孔洞。
熔化材料的温度通常高于材料的熔点,因此需要控制加热时间和温度,以避免材料过度熔化或烧焦。
3. 孔洞形成
一旦材料被熔化,钻头就可以穿透材料并形成孔洞。
钻孔的直径和深度可以通过控制钻头的形状和加热时间来调整。
在钻孔过程中,需要保持钻头和材料之间的距离和角度,以确保孔洞的质量和精度。
4. 冷却和清洁
钻孔完成后,需要对钻头和材料进行冷却和清洁。
冷却可以通过喷水或其他冷却介质来实现,以避免钻头过热和材料变形。
清洁可以通过吹气或其他方法来清除孔洞中的碎屑和残留物。
总的来说,热熔钻技术是一种高效、精准的钻孔方法,它的工作原理是利用高温熔化钻头,使其能够穿透各种材料。
这种技术在工业生产中得到广泛应用,特别是在航空航天、汽车制造、建筑等领域。
挤压攻丝工作原理

挤压攻丝工作原理
挤压丝锥加工工艺:
挤压丝锥由高质量的高速钢鹪於成,并预制有润滑槽和用于特殊用途的镀TIN 涂层。
丝锥尾部的方轴是用来传递攻丝所需扭矩的最优化设计。
和传统的切削丝锥加工出的螺纹相比,使用无屑挤压丝锥加工成的螺纹具有超高强度。
它不是靠切削材料的颗粒组织来形成螺纹,相反由于丝锥特殊的几何构造,将材料挤压并重新分布形成了螺纹。
这种无切屑挤压成型加工过程不仅不会损坏金属固有的纤维方向,相反会使金属材质更加密固。
所以用挤压丝锥加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征。
挤压丝锥是使用Fdrill热熔钻头钻孔后加工螺纹的最赶氲乃孔丁H热圩昕姿形成的衬套,即使在衬套下端的薄壁部位,挤压丝锥也可以将材料挤压并重新分布形成螺纹,有效保证了螺纹的强度。
挤压攻丝工作原理:
图中蓝色区域代表螺纹部分,红-灰色区域代表挤压丝锥。
图中黄线代表切削丝锥工作的螺纹底孔内径,绿线代表Fdrill挤压丝锥挤压攻丝的螺纹内径,比切削螺纹内径要略大。
切削丝锥将材料切除从而形成螺纹。
挤压丝锥挤压攻丝则完全不同:材料将随着挤压丝锥的挤压运动在内重新分布形成螺纹。
注意,随着金属材料的向上和向下的移动,最后形成挤压螺纹。
挤压丝锥保留所有材料并形成的挤压螺纹,保证螺纹的强度。
热熔自攻丝fds原理
热熔自攻丝fds原理宝子们!今天咱们来唠唠这个超有趣的热熔自攻丝FDS原理呀。
你看啊,热熔自攻丝FDS就像是一个小小的魔术大师呢。
它主要是用在汽车制造这些地方,把不同的零件紧紧地连接在一起。
这个FDS啊,其实就是一种特殊的连接技术。
想象一下,那些汽车的零件就像一群小伙伴,它们得紧紧抱在一起才能让汽车跑得又稳又快。
热熔自攻丝FDS就像是给这些小伙伴们牵红线的小天使。
它的原理里面有个很关键的部分就是热熔。
啥是热熔呢?就好比是把一块糖加热,糖就会变得软软的、黏黏的。
热熔自攻丝也是这样,在连接的时候,它会被加热到一个合适的温度。
这个温度啊,就像是魔法数字一样,不能太高也不能太低。
如果温度太高了,就像糖被烤焦了一样,自攻丝可能就会变得太软或者变形,那就没法好好工作啦。
要是温度太低呢,又像糖还没化够,不够黏糊,也不能把零件牢固地连接起来。
然后呢,咱再说说这个自攻丝的部分。
自攻丝就像是一个小小的钻头,不过它可比普通的钻头聪明多了。
它在热熔的状态下,会慢慢地钻进要连接的零件里。
就像小蚂蚁挖洞一样,一点一点地深入。
它钻进零件的过程可有意思了。
它一边钻,一边还会把周围的材料给挤开。
这就像是在人群里挤出一条路来一样,虽然有点挤,但是它就是有这个本事。
而且啊,它钻进去之后,因为之前被热熔了,所以它会和零件紧紧地融合在一起。
就像两个好朋友拥抱得特别紧,怎么也分不开了。
这个热熔自攻丝FDS还有一个很贴心的地方呢。
它在连接零件的时候,不会像有些连接方式那样,对零件造成很大的伤害。
比如说,有些连接方式可能会让零件出现裂缝或者变形,就像给零件弄了个小伤口一样。
但是FDS就很温柔啦,它就像是轻轻地给零件做了个按摩,然后让它们亲密无间地结合在一起。
在汽车制造的大工厂里,热熔自攻丝FDS就像一群勤劳又聪明的小工匠。
它们默默地在各个角落工作着,把汽车的车身、车架这些重要的部分连接得稳稳当当的。
你要是去汽车工厂参观啊,看不到它们可会觉得有点小遗憾呢。
热熔钻攻丝零件的方法[发明专利]
![热熔钻攻丝零件的方法[发明专利]](https://img.taocdn.com/s3/m/c7b64b3d50e2524de4187e95.png)
专利名称:热熔钻攻丝零件的方法专利类型:发明专利
发明人:阿曼达·凯·弗赖斯
申请号:CN201310025374.4
申请日:20130122
公开号:CN103240578A
公开日:
20130814
专利内容由知识产权出版社提供
摘要:本发明提供了一种通过热熔钻螺钉将多个零件固定在一起的方法。
在第一零件的一个侧部上形成凹槽,第二零件装配成与第一零件的所述侧部接合,使得凹槽朝向第二零件。
热熔钻螺钉穿过凹槽并且材料从零件移入由凹槽限定的空隙内。
通过使热熔钻螺钉与由凹槽形成的空隙对齐可以连接两个或多个板或零件,其中凹槽通过压花一个或多个板而形成。
申请人:福特环球技术公司
地址:美国密歇根州迪尔伯恩市
国籍:US
代理机构:北京德恒律治知识产权代理有限公司
更多信息请下载全文后查看。
钣金制品钨钢热熔钻钻孔攻丝技术及应用
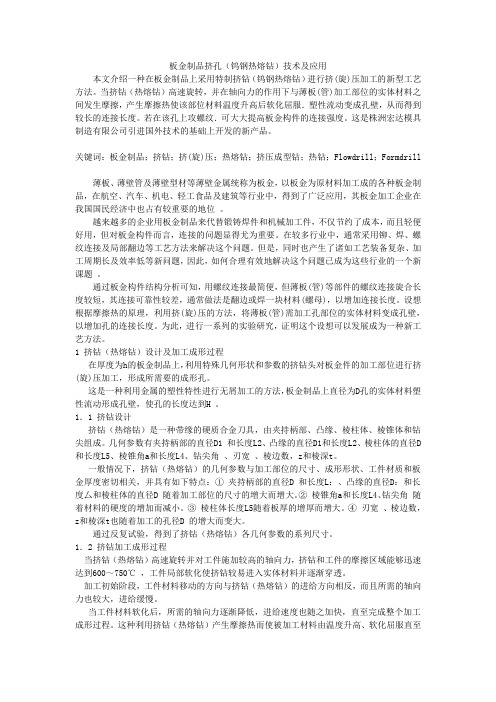
板金制品挤孔(钨钢热熔钻)技术及应用本文介绍一种在板金制品上采用特制挤钻(钨钢热熔钻)进行挤(旋)压加工的新型工艺方法。
当挤钻(热熔钻)高速旋转,并在轴向力的作用下与薄板(管)加工部位的实体材料之间发生摩擦,产生摩擦热使该部位材料温度升高后软化屈服.塑性流动变成孔壁,从而得到较长的连接长度。
若在该孔上攻螺纹.可大大提高板金构件的连接强度。
这是株洲宏达模具制造有限公司引进国外技术的基础上开发的新产品。
关键词:板金制品;挤钻;挤(旋)压;热熔钻;挤压成型钻;热钻;Flowdrill;Formdrill薄板、薄壁管及薄壁型材等薄壁金属统称为板金,以板金为原材料加工成的各种板金制品,在航空、汽车、机电、轻工食品及建筑等行业中,得到了广泛应用,其板金加工企业在我国国民经济中也占有较重要的地位。
越来越多的企业用板金制品来代替锻铸焊件和机械加工件,不仅节约了成本,而且轻便好用,但对板金构件而言,连接的问题显得尤为重要。
在较多行业中,通常采用铆、焊、螺纹连接及局部翻边等工艺方法来解决这个问题。
但是,同时也产生了诸如工艺装备复杂、加工周期长及效率低等新问题,因此,如何合理有效地解决这个问题已成为这些行业的一个新课题。
通过板金构件结构分析可知,用螺纹连接最简便,但薄板(管)等部件的螺纹连接旋合长度较短,其连接可靠性较差,通常做法是翻边或焊一块材料(螺母),以增加连接长度。
设想根据摩擦热的原理,利用挤(旋)压的方法,将薄板(管)需加工孔部位的实体材料变成孔壁,以增加孔的连接长度。
为此,进行一系列的实验研究,证明这个设想可以发展成为一种新工艺方法。
1 挤钻(热熔钻)设计及加工成形过程在厚度为h的板金制品上,利用特殊几何形状和参数的挤钻头对板金件的加工部位进行挤(旋)压加工,形成所需要的成形孔。
这是一种利用金属的塑性特性进行无屑加工的方法,板金制品上直径为D孔的实体材料塑性流动形成孔壁,使孔的长度达到H 。
1.1 挤钻设计挤钻(热熔钻)是一种带缘的硬质合金刀具,由夹持柄部、凸缘、棱柱体、棱锥体和钻尖组成。
挤压丝功用途

挤压丝功用途挤压丝是一种工业设备,主要用于在金属、塑料、橡胶等材料上施加一定的压力,通过挤压的力量将其塑造成特定的形状。
挤压丝具有广泛的应用领域,下面将详细介绍其主要的功能和用途。
1. 金属加工:挤压丝在金属加工领域有着广泛的应用。
例如,挤压丝可以用于制造金属管道、金属型材、铝合金门窗等产品,在这些产品的制造过程中,通过挤压的方式将金属材料硬化、塑形,使其具有更高的强度和稳定性。
此外,挤压丝还可以用于金属板材的加工,例如生产汽车车身板、船舶板材等。
2. 塑料加工:挤压丝在塑料加工领域也有着重要的地位。
塑料挤压是一种常用的塑料成型工艺,可以通过挤压丝将塑料颗粒加热、熔化,并从模具中连续挤出成型。
挤压丝可以用于制造各种塑料制品,例如塑料管道、塑料板材、塑料条材、塑料薄膜等。
在建筑、家居、包装等行业中,这些塑料制品都有着广泛的应用。
3. 橡胶加工:挤压丝在橡胶加工领域也发挥着重要的作用。
橡胶挤压是一种常用的橡胶成型工艺,可以通过挤压丝将橡胶材料进行形状塑造。
橡胶挤压一般用于生产橡胶条、橡胶密封件、橡胶管道等产品。
在汽车工业、建筑行业、机械制造等领域,橡胶制品都广泛应用于密封、防水、减震等方面。
4. 木材加工:挤压丝在木材加工领域也具有重要意义。
木材挤压是一种将木材加热、软化后通过挤压丝连续挤出成形的工艺。
木材挤压可以用于生产各种木质制品,例如木地板、木门、木制家具等。
通过挤压丝的挤压作用,木材可以被压实,使其密度增加,从而提高其质量和稳定性。
5. 铝型材制造:挤压丝在铝型材制造领域有着非常广泛的应用。
铝型材挤压是一种通过挤压丝将铝锭加热、熔化后挤出成型的工艺。
铝型材挤压具有高效性和低成本的特点,广泛应用于建筑、航空航天、汽车制造等领域。
通过挤压丝的作用,铝材可以被塑造成各种不同的横截面形状,例如方管、圆管、异型材等,以满足不同行业的需求。
6. 钢材加工:挤压丝在钢材加工领域的应用也比较广泛。
钢材挤压通过将钢板或钢坯加热至塑性温度,然后通过挤压丝产生的压力将其成形。
热熔钻工艺

序号
螺牙孔径
热钻孔径 (mm)
热钻最大穿透厚度(mm)
标准型 标准型 平口型 平口型 短钻 长钻 短钻 长钻
设备参数选择
钢
不锈钢
转速 (RP 功率(K 转速 (R 功率(K
M)
W)
PM)
W)
1
M3×0.5
¢2.7
1.5
2.5
2
23002
M4×0.7 ¢3.7
a×a 3.40 4.90 4.90 6.20 8.00
牙型 60° 60° 60° 60° 60°
齿数
3 3 3 3 3
适用范围 牌号
YK20F
八.热熔钻的维护保养 热熔钻使用一段时期后,表面会有磨损,刀体上会附和一些热熔膏或工件杂质,为确保加工工件的准确,提高热熔钻的使用寿 命,可将热熔钻夹在车床或铣床夹头上,用研磨膏修磨,即可切忌注意安全。
一. 热熔钻的应用行业 汽车零部件行业 钣金,空调,散热器 家具,医疗器械,健身器材 自行车行业 烟草机械设备 演艺设备行业 货架制作行业 游艇制作行业 厨具制作行业
三.热熔钻材质的选型 热熔钻的硬质合金牌号的选用是根据加工不同工件状况而选用不同的牌号,可供选用的我公司研发的热熔钻系列牌号较多,
1
0
1800-240
6 2200-2800 1.5
1.5
0
1600-220
7 1900-2500 1.8
2.5
0
7
M12×1.75 ¢10.9
3
6
4
1500-210
7 1700-2300 2
2
0
8
M14×2.0 ¢13.0 3.5
6
4.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。