滚压加工
滚压加工工艺

滚压加工工艺简介滚压加工工艺是一种常见的金属加工方法,通过滚压设备对金属材料进行形变加工,使其获得所需的形状和尺寸。
滚压加工技术广泛应用于汽车制造、航天航空、机械制造等领域。
本文将从滚压加工的原理、工艺流程、设备和应用等方面进行详细探讨。
原理滚压加工是通过在金属材料表面施加大压力,将其塑性变形至所需形状的一种加工方法。
滚压过程中,金属材料处于塑性变形的温度范围,使其分子间结构发生变化,从而改变材料的形状和尺寸。
滚压加工可以通过改变滚轮形状、滚轮排列方式和滚压力度等参数,对金属材料进行精确的控制,以获得满足要求的成品。
工艺流程滚压加工的主要工艺流程包括预处理、滚压加工和后处理三个步骤。
1. 预处理预处理是滚压加工的第一步,其目的是为了提高金属材料的可塑性,减少滚压过程中的应力和能量消耗。
预处理可以采用热处理、化学处理和机械处理等方法,使金属材料达到适合滚压加工的状态。
2. 滚压加工滚压加工是整个工艺的核心步骤,该步骤通过滚压设备对金属材料进行形变加工。
滚轮的形状和排列方式决定了金属材料的变形方式,滚压力度决定了加工的变形程度。
滚压过程中需要对滚轮、工件和润滑液进行充分的冷却和润滑,以降低摩擦和热量的产生,提高加工效果和生产效率。
后处理是滚压加工的最后一步,其目的是对加工后的成品进行整形、调整和修整。
后处理可以采用热处理、机械加工和表面处理等方法,使成品达到所需的精度、表面光洁度和机械性能要求。
设备滚压加工依靠专用的滚压设备进行实施,主要包括滚轮、滚床和润滑系统等组成部分。
1. 滚轮滚轮是滚压设备的核心部件,其形状和排列方式直接决定了加工成品的形状和尺寸。
滚轮可以分为单排滚轮、双排滚轮和多排滚轮等不同形式,根据加工要求选择合适的滚轮类型。
2. 滚床滚床是用于支撑和定位金属材料的装置,保证滚轮对工件的加工精度和一致性。
滚床的结构和刀具的改变,可以实现对不同形状和尺寸的工件进行滚压加工。
3. 润滑系统润滑系统主要用于降低滚压过程中的摩擦和热量产生,提高加工效果和生产效率。
滚压技术
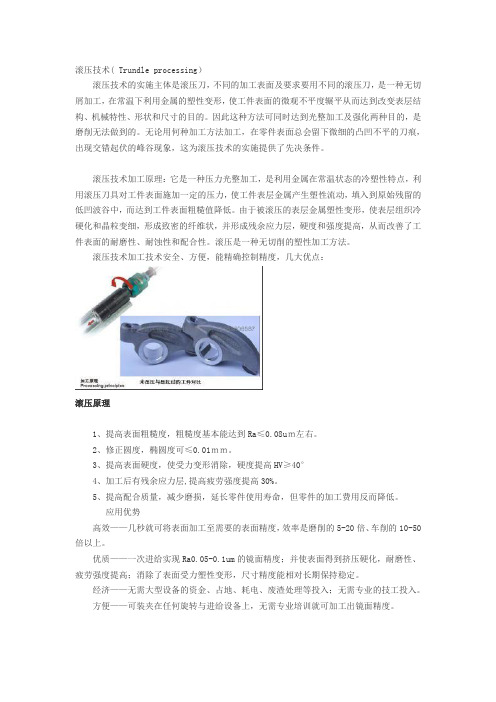
滚压技术( Trundle processing)滚压技术的实施主体是滚压刀,不同的加工表面及要求要用不同的滚压刀,是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。
因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,这为滚压技术的实施提供了先决条件。
滚压技术加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压刀具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。
由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。
滚压是一种无切削的塑性加工方法。
滚压技术加工技术安全、方便,能精确控制精度,几大优点:滚压原理1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08um左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥40°4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
应用优势高效——几秒就可将表面加工至需要的表面精度,效率是磨削的5-20倍、车削的10-50倍以上。
优质——一次进给实现Ra0.05-0.1um的镜面精度;并使表面得到挤压硬化,耐磨性、疲劳强度提高;消除了表面受力塑性变形,尺寸精度能相对长期保持稳定。
经济——无需大型设备的资金、占地、耗电、废渣处理等投入;无需专业的技工投入。
方便——可装夹在任何旋转与进给设备上,无需专业培训就可加工出镜面精度。
环保——没有切屑(保护环境)、低能耗。
安全——无切削滚压刀具没有刀刃。
滚压加工后的好处镜博士外径滚压后效果对比金属工件在表面滚压加工后,表层得到强化极限强度和屈服点增大,工件的使用性能、抗疲劳强度、耐磨性和耐腐蚀性都有明显的提高。
金属滚压热加工工艺流程

金属滚压热加工工艺流程英文回答:Metal rolling is a hot working process used to shape and deform metal sheets or strips. It involves passing the metal through a pair of rotating rolls to reduce its thickness and change its cross-sectional shape. This process is commonly used in the manufacturing of various products such as plates, sheets, rods, and wires.The process begins with the preparation of the metal, which involves cleaning and heating it to the desired temperature. The metal is then fed into the rolling mill, where it is passed between the rolls. The rolls exert pressure on the metal, causing it to deform and reduce in thickness. The metal is then passed through a series of rolls to achieve the desired shape and thickness.One of the advantages of metal rolling is its ability to produce long lengths of uniform and consistent metalproducts. This is achieved by controlling the speed and pressure of the rolls, as well as the temperature of the metal. By adjusting these parameters, manufacturers can produce metal products with precise dimensions and mechanical properties.Metal rolling also offers flexibility in terms of the types of metals that can be processed. It can be used to work with a wide range of metals, including steel, aluminum, copper, and titanium. Each metal has its own unique properties and behaviors during the rolling process, which need to be taken into consideration.For example, steel is a commonly rolled metal that is known for its strength and durability. It undergoes significant deformation during the rolling process, which results in a reduction in thickness and an increase in length. Aluminum, on the other hand, is a softer metal that requires lower rolling pressures and temperatures. It is often used in the production of lightweight and corrosion-resistant products.中文回答:金属滚压是一种热加工工艺,用于塑造和变形金属板材或带材。
金属板材加工件滚压

金属板材加工件滚压随着工业的不断发展,各种金属板材加工件正在成为不可或缺的一个部分。
其中,滚压加工技术在大量的金属板材加工件制造过程中起到了相当重要的作用。
滚压技术指的是利用金属板材的弯曲性和可塑性,在较小的压力下形成复杂的曲面形状,常用于制造管道、筒体、轴承壳等工业件。
在实现高品质的金属加工产品的过程中,滚压加工技术已被广泛应用。
一、滚压加工技术的原理滚压加工技术是通过将金属工件放置在钢筒或滚轮内部,利用钢筒或滚轮的圆周弯曲而达到所需的形状。
在滚压加工技术中,钢筒的直径通常要大于工件的直径。
因此,滚压加工技术通常使用三件辊机进行操作,其中两件辊为支撑辊,一件为滚轮。
滚轮通常使用大直径的滚轮,其表面为圆弧形,以确保能够将工件弹性地弯曲到所需的形状。
二、滚压加工技术的应用滚压加工技术经常应用于制造管道、筒体、轴承壳等工业产品。
例如,在制造管道时,滚压加工技术将直接影响到管道的强度和密封性。
与锻造相比,滚压加工技术可以更好地控制金属板材的变形。
通过滚压技术制造的管道表面光滑,内外径均匀,重量轻,并且易于安装。
而在制造旋转件时,采用滚压加工技术可大大提高制造效率和准确度。
三、滚压加工技术的优缺点滚压加工技术具有很多优点。
首先,它可以充分利用金属板材的变形特性,使得工件可塑性增强并且变形能力越大。
其次,滚压加工技术可以在不增加原材料成本的情况下改变材料的形状。
这种技术在轴承壳之类的工业部件制造中被广泛使用。
此外,滚压加工技术可以保证金属板材的表面光洁平整,无痕迹,不影响材料的耐久性和强度。
虽然滚压加工技术有很多优点,但也存在一些缺点。
由于加工依赖于材料的弯曲性和可塑性,对于硬度较大的材料,滚压加工技术可能无能为力。
此外,由于压力分布不均,厚度变化不可避免,可能会对工件的使用产生不良影响。
总之,滚压加工技术是一种非常实用的金属加工技术,可以大大提高工件的制造效率,同时还能保证工件的高品质和极佳的外观效果。
滚压工艺流程
滚压工艺流程滚压是一种常用的金属加工工艺,特别适用于轴类零件的生产。
滚压工艺流程一般包括材料准备、预滚制备、滚制加工及后处理等环节。
首先,材料准备阶段。
在滚压加工前,需要对所用材料进行选材、截断和均整等工作。
选材时需要根据产品的实际使用条件和要求,选择适合的金属材料。
然后对材料进行截断和均整,使其符合滚压加工的要求。
其次,是预滚制备阶段。
预滚是滚压加工中的前期准备工作,主要是为了使材料在滚制时更容易变形。
预滚过程一般包括两个步骤,即粗预滚和精预滚。
粗预滚是通过对材料进行一次较大的变形,使其初步达到滚制工艺要求。
精预滚是在粗预滚的基础上,通过对材料的细致处理,使其达到最终滚制要求。
接下来,是滚制加工阶段。
滚制是滚压加工的核心环节,通过滚齿轮与材料之间的相对运动,使材料发生塑性变形。
滚制一般由两个或多个连续的滚子完成,滚轮的齿形与产品的轮廓相对应。
在滚制过程中,滚齿轮对材料进行轴向和径向的压制和挤压,使其发生变形并逐渐成为所需形状。
滚制过程中,滚齿轮的传动通常由液压或气动装置完成,以保证在加工过程中对材料的均匀和稳定的压制。
最后,是后处理阶段。
在滚制加工完成后,还需要对产品进行一些后处理工作,以保证其质量和性能。
后处理一般包括退火、淬火和表面处理等工艺。
退火是为了消除材料在滚制过程中产生的应力和变形,提高产品的力学性能。
淬火是为了提高产品的硬度和强度,同时增加其耐磨和耐腐蚀性能。
表面处理可以采用镀锌、镀铬、喷涂等方法,以提高产品的外观和耐用性。
总之,滚压工艺流程包括材料准备、预滚制备、滚制加工及后处理等多个环节。
每个环节都对产品的质量和性能有着重要影响,需要经过精细的设计和操作,才能得到满足要求的产品。
滚压工艺的应用广泛,不仅可以用于生产轴类零件,还可以在汽车、机械、航空航天等领域得到广泛应用,为各行各业的发展提供重要的支撑。
滚压加工工艺
滚压加工工艺一、概述滚压加工是一种常用的金属加工方法,它通过将金属材料放在两个滚轮之间进行挤压和拉伸,从而使其形成所需的形状和尺寸。
这种加工方法适用于各种不同类型的金属材料,包括钢、铝、铜等。
本文将介绍滚压加工的详细过程和注意事项。
二、设备和工具1. 滚压机:滚压机是实现滚压加工的关键设备。
它由两个或多个滚轮组成,可以通过电动或液压系统驱动。
2. 模具:模具是用于塑造金属材料的工具。
它们通常由钢制成,并根据需要进行设计和制造。
3. 切割机:切割机用于切断金属材料,以便更容易地进行滚压加工。
4. 量规:量规用于测量金属材料的尺寸和形状。
5. 打磨机:打磨机用于去除金属表面上的锈迹和不平整处。
三、准备工作1. 准备好所需的设备和工具,并确保它们都处于良好状态。
2. 检查金属材料的尺寸和形状是否符合要求,并在必要时进行切割和打磨。
3. 根据需要,设计和制造所需的模具。
4. 将模具安装到滚压机上,并调整滚轮之间的距离,以便适应所需的加工形状。
5. 调整滚压机的速度和压力,以便实现所需的加工效果。
四、滚压加工过程1. 将金属材料放置在滚压机上,并将其夹住以防止移动。
2. 启动滚压机,并将金属材料通过滚轮之间的空隙拉伸和挤压,直到其达到所需形状和尺寸为止。
3. 在加工过程中,注意控制滚压机的速度和压力,以避免过度挤压或拉伸导致金属材料损坏或变形。
4. 在完成加工后,使用量规检查金属材料的尺寸和形状是否符合要求。
如果需要进一步处理,则可以使用打磨机去除表面上的锈迹或不平整处。
五、注意事项1. 在进行滚压加工时,必须注意安全。
操作人员必须戴上适当的保护设备,如手套、护目镜等。
2. 在进行滚压加工前,必须仔细检查金属材料的尺寸和形状是否符合要求,并在必要时进行切割和打磨。
3. 在进行滚压加工时,必须注意控制滚压机的速度和压力,以避免过度挤压或拉伸导致金属材料损坏或变形。
4. 在进行滚压加工后,必须使用量规检查金属材料的尺寸和形状是否符合要求,并在必要时使用打磨机去除表面上的锈迹或不平整处。
油缸管滚压加工工艺
油缸管滚压加工工艺
油缸管滚压加工工艺是一种将油缸管材料通过滚压机进行加工,使其得到所需的形状和尺寸的工艺方法。
具体的工艺步骤如下:
1. 材料准备:选择合适的油缸管材料,并对其进行切割,使其长度适合加工需要。
2. 加热处理:将切割好的油缸管材料进行加热处理,提高其塑性和可加工性。
3. 装夹定位:将加热处理好的材料放入滚压机的定位夹具中,确保其位置准确。
4. 滚轮调整:根据需要的形状和尺寸,调整滚轮的位置和角度,以确保滚压过程中能够得到正确的加工结果。
5. 滚压加工:启动滚压机,通过滚轮对材料进行滚动压制,使其逐步变形,得到所需的形状和尺寸。
6. 检查质量:在加工过程中,需要对滚压后的油缸管进行质量检查,包括外形、尺寸、表面质量等方面的检查。
7. 清洁和防腐处理:对加工好的油缸管进行清洁和防腐处理,以提高其表面的光洁度和抗腐蚀性能。
8. 完工:经过以上步骤加工好的油缸管即可用于相应的应用领域。
通过油缸管滚压加工工艺,可以高效地对材料进行加工,得到高精度、高质量的油缸管产品,广泛应用于机械、汽车、航空航天等领域。
滚压工艺流程
滚压工艺流程
《滚压工艺流程》
滚压工艺是一种在金属加工中常见的工艺,通过滚压机将金属坯料经过一定的压制和变形,从而得到所需形状和尺寸的成品。
滚压工艺流程包括了多个步骤,下面将介绍其主要流程。
首先是材料准备阶段,这一步骤主要是对原材料进行切割、清洗和预热处理,以确保后续滚压过程中能够保持良好的成形性能。
接下来是模具设计和制造,滚压工艺需要使用专用的滚压模具,因此在这个步骤中需要根据产品的形状和尺寸要求设计和制造相应的模具。
然后是滚压加工,这是整个工艺流程中最关键的步骤。
在滚压机的作用下,经过模具设计的金属坯料将按照要求的形状和尺寸进行压制和变形,最终成为成品。
随后是成品处理,包括去除表面的氧化皮、进行退火和淬火处理,以提高成品的强度和硬度。
最后是成品加工和检测,通过切割、打磨等加工手段将成品加工成最终的产品形态,并进行严格的尺寸和质量检测,以确保产品符合设计要求。
整个滚压工艺流程需要经过严格的操作和精密的控制,以确保
成品能够满足客户的需求。
而滚压工艺也因其高效、成本低、生产速度快等优势,受到了广泛的应用和欢迎。
金属滚压热加工工艺流程
金属滚压热加工工艺流程英文回答:Metal rolling is a hot working process used to shape metal into desired forms and dimensions. It involves passing a metal billet or ingot through a pair of rotating rolls to reduce its thickness and increase its length. This process is commonly used in the manufacturing of steel sheets, plates, and bars.The metal rolling process can be divided into several stages: preheating, rolling, and post-rolling operations. In the preheating stage, the metal is heated to a specific temperature to improve its plasticity and reduce the force required for rolling. This is usually done in a furnace or through induction heating.Once the metal is heated, it is fed between the rolls, which exert pressure on the metal and cause it to deform. The rolls rotate in opposite directions, pulling the metalthrough and reducing its thickness. This is known as the rolling stage.After the metal has been rolled, it may undergo additional post-rolling operations such as annealing, quenching, or tempering. These processes are used to improve the mechanical properties of the metal and relieve any residual stresses.Metal rolling offers several advantages over other forming processes. Firstly, it allows for the production of large quantities of metal products with consistent dimensions and quality. Secondly, it can be used to produce complex shapes and profiles that are difficult to achieve through other methods. Lastly, it can improve the mechanical properties of the metal, such as strength and toughness.Metal rolling is widely used in various industries, including automotive, construction, and aerospace. For example, in the automotive industry, metal rolling is used to produce steel sheets that are used for car body panels.In the construction industry, it is used to manufacture steel beams and columns. In the aerospace industry, it is used to produce aluminum sheets for aircraft components.In conclusion, metal rolling is a hot working process that is used to shape metal into desired forms and dimensions. It involves several stages, including preheating, rolling, and post-rolling operations. Metal rolling offers several advantages and is widely used in various industries.中文回答:金属滚压是一种热加工工艺,用于将金属塑造成所需的形状和尺寸。
滚压成型的工艺
滚压成型的工艺
滚压成型是一种常用的金属塑性加工工艺,用于将金属材料通过滚轧过程转变成所需形状的工艺。
其主要步骤包括:料段进料、滚动压扁、滚轧和出料。
具体工艺步骤如下:
1. 准备工作:确定滚压机设备的参数和滚轧辊的尺寸,并准备好金属材料。
2. 料段进料:将金属材料放置在滚压机的进料位置上。
3. 滚动压扁:滚轧机上的辊轴旋转,使辊轴上的辊压扁金属材料,使其变形。
4. 滚轧:经过前一步的压扁后,金属材料通过滚动轧制的辊轴,逐渐形成所需的形状。
5. 出料:完成滚轧后的金属材料从滚轧机的出料口排出。
滚压成型工艺具有以下优点:
1. 可以高效、精确地加工金属材料,使其形成规则的形状。
2. 可以在较短的时间内完成大批量的生产。
3. 滚压成型的过程中,金属材料的内部结构也发生变化,提高了材料的性能。
然而,滚压成型也存在一些限制和挑战,如对滚压机设备的要求较高,需要根据具体的形状和尺寸选择合适的滚轧工艺,并进行适当的模具设计。
此外,滚压成型也有一定的限制,无法实现过于复杂的形状。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。
由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。
滚压是一种无切削的塑性加工方法。
滚压前注意事项目前,按外力传递到滚压工具的加工方法可分为机械式、滚压式和弹簧式三类。
按加工性质,可分为光精加工、强化加工两类。
通过不同材质的试验,我们发现:(1)滚压压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。
一般情况下,滚压力增加,表面粗糙度提高。
但是滚压力增加到一定程度,表面粗糙度不再提高。
如继续增加,滚压表面开始恶化,甚至出现裂纹。
(2)提高工件表面粗糙度,采用滚压加工效果最好。
在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。
但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。
如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。
因此,预加工表面最好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
(3)材料软,塑性大,容易被滚压光。
随着塑性降低,硬度的提高,永久变形量随之减少。
一般来说钢和铜的滚压效果较好,铸铁的效果较差。
可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。
滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。
因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。
(4)滚压过盈量的大小对表面粗糙度和几何精度的影响很大。
通过试验得知,最合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为最小。
最大过盈量受多种因素的影响,因此最佳过盈量的确定要根据具体条件多次试验来确定。
(5)滚压速度对表面粗糙度影响很小,所以我们可以提高滚压的速度来提高生产效率。
(6)滚压的次数不宜太多。
一次滚压效果最为显著,可降低粗糙度2~3级。
二、三次次之。
(7)进给量的大小应按滚珠的直径大小而定。
进给量越小,表面粗糙度越小。
最佳的进给量应通过试验来确定。
(8)滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。
但用滚珠作为变形构件可降低整个滚压工具成本。
而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。
而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
优点无切削加工技术安全、方便,能精确控制精度,几大优点:1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
应用优势高效——几秒就可将表面加工至需要的表面精度,效率是磨削的5-20倍、车削的10-50倍以上。
优质——一次进给实现Ra0.05-0.1um的镜面精度;并使表面得到挤压硬化,耐磨性、疲劳强度提高;消除了表面受力塑性变形,尺寸精度能相对长期保持稳定。
经济——无需大型设备的资金、占地、耗电、废渣处理等投入;无需专业的技工投入。
方便——可装夹在任何旋转与进给设备上,无需专业培训就可加工出镜面精度。
环保——没有切屑(保护环境)、低能耗。
安全——无切削滚压刀具没有刀刃。
滚压的实施主体是:滚压刀(也叫滚压头、滚压工具、滚光刀、挤光刀、挤压头等)、滚压机等,其原理基本是一样,可咨询:宁波高新区镜博士科技有限公司周刚。
滚压刀柄部形式:有直柄、莫氏锥柄(如图)、螺纹柄、BT柄、十字柄等,柄部的不同只是为了适应加工的机床,如:钻床、铣床、车床、镗床、加工中心、攻钻专机(如图)等。
而滚压刀的内部结构没有其它变化,为适应加工工件的不同,有不同的尺寸要求,滚压刀基本是根据工件的需要定制,要扩大滚压刀具的加工范围,就必须考虑工件的尺寸范围。
镜博士滚压刀柄部图镜博士滚压刀应用滚压应用的不足如下:1、滚压会在工件表面产生硬化层,此层与内部材料有明显的分层现象,容易造成表层脱落。
2、滚压工艺很难掌握,处理不当,容易造成废品。
3、刚性力,1000N-3000N,对机床传动机构导轨、损伤很大,严重损伤机床精度和寿命。
4、刀具使用寿命短,易损坏,综合使用成本高。
5、无法满足细长杆、薄壁管件等刚性差的零件的加工解决方案:豪克能金属表面加工:利用金属在常温下冷塑性的特点,运用豪克能对金属表面进行无研磨机的研磨,使金属零件表面达到更理想的表面粗糙度要求,也可以形象的说类似熨衣服一样,将零件表面熨平;同时在零件表面产生理想的压应力,提高零件表面的显微硬度,耐磨性及疲劳强度和疲劳寿命。
与传统滚压工艺相比,豪克能工艺如下:1、在半精车的基础上一次加工即可达到镜面效果,Ra0.2以下。
2、对工件作用力小,和正常车削一样,为弹性力,不到滚压力的10%,对机床无不良影响。
3、产生表面强化层,强化层和材料内部是连续过渡,无剥离现象,对零件性能极为有利。
4、可加工细长杆、薄壁件等刚性差的零件5、因是弹性接触,操作简单,能开机床的操作工就可操作加工,能保证性能达到要求。
加工条件加工前表面由于滚压加工是利用滚柱碾压的加工方法,所以加工后的表面粗糙度受凸起部分的高度及形状(即加工前状态)的影响。
如果加工前表面状态粗糙(凸起部分高,凹陷部分深),则不能将凸起部分完全添埋凹陷部分,造成加工表面粗糙。
另外,凸起部分的形状也影响加工后的表面。
由车床或镗床单点切削得到的规则的凹凸形状,且为容易碾压的高度时,可得到最理想的表面。
一般加工前的表面状况越好,加工后的表面状况越好,同时滚压头的磨耗也少。
如果需要,可增加一道工序。
加工前尺寸由于滚压加工是利用滚柱碾压的加工方法,所以加工前后工件的直径将发生变化(内径将扩大,外径将减小)。
为了能加工到尺寸公差范围内,应考虑这个变化量决定前工序的尺寸。
直径的变化量与工件的材质、硬度、滚压量有关,所以最初进行2~3次试加工后决定其尺寸。
驱动机械滚压头标准型号有莫尔斯锥形装卡部及平行装卡部。
滚压加工与切削加工不同,不需大扭矩,小功率机床也可以使用,可安装在钻床、车床、六角车床、镗、钻孔器等设备上进行加工,勿需特殊设备。
润滑和清洗由于滚压加工是利用滚柱碾压进行加工,将产生细微粉尘。
粉尘不仅影响表面质量,而且加速滚压头的损耗,所以有必要大量注入切削液以清除粉尘。
滚压加工时应使用粘度低的切削液。
粘度高的切削液虽然润滑性好,可是清洗性能差,不适于滚压加工。
本公司备有滚压加工专用的滚压润滑油,只要在低粘度切削液中掺入5%的滚压润滑油,即可发挥其杰出性能。
加工部分的壁厚滚压加工是用滚柱滚压加工部分的表面,使其致密化。
所以,为了能够承受加工压力,待加工部分应有充分的壁厚(内径的20%)。
壁厚太薄或部分薄时,加工后将发生起伏或真圆度下降。
通常按以下方法解决这个问题:①减少滚压量;②利用夹具支撑外周;③在削薄壁厚以前实施滚压加工。
转速和进给量向右旋转滚压头进行滚压加工;也可固定滚压头,工件旋转也可得到同样结果。
转速与进给速度根据加工直径不同而不同。
无法进行滚压加工的部分用滚压头对盲孔及台阶轴进行滚压加工时,存在以下无法加工的部分:①滚柱前端圆弧部分;②滚柱前端到支架前端的距离;③支架前端到加工部分端面的缝隙;为了使无法进行滚压加工的部分最小,在定好工具直径后,将磨掉滚柱前端的心轴或使头的突出量与滚柱前端保持同一位置。
滚压注意事项滚压加工能解决某些工艺方法不易实现的关键问题。
例如对特大形缸体的加工。
同时它也适用于特小孔的精整加工或某些特殊材料的精整加工。
通过不同材质的试验,我们发现:(1)滚压压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。
一般情况下,滚压力增加,表面粗糙度提高。
但是滚压力增加到一定程度,表面粗糙度不再提高。
如继续增加,滚压表面开始恶化,甚至出现裂纹。
(2)提高工件表面粗糙度,采用滚压加工效果最好。
在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。
但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。
如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。
因此,预加工表面最好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
(3)材料软,塑性大,容易被滚压光。
随着塑性降低,硬度的提高,永久变形量随之减少。
一般来说钢和铜的滚压效果较好,铸铁的效果较差。
可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。
滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。
因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。
(4)滚压过盈量的大小对表面粗糙度和几何精度的影响很大。
通过试验得知,最合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为最小。
最大过盈量受多种因素的影响,因此最佳过盈量的确定要根据具体条件多次试验来确定。
(5)滚压速度对表面粗糙度影响很小,所以我们可以提高滚压的速度来提高生产效率。
(6)滚压的次数不宜太多。
一次滚压效果最为显著,可降低粗糙度2~3级。
二、三次次之。
(7)进给量的大小应按滚珠的直径大小而定。
进给量越小,表面粗糙度越小。
最佳的进给量应通过试验来确定。
(8)滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。
但用滚珠作为变形构件可降低整个滚压工具成本。
而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。
而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
通过一段时间的实践,初步体会到:(1)滚压效果与上道工序密切相关。
如车、镗后,工件表现凹凸程度越大,滚压力势必增大,进给量要减小,滚压效果不佳。
若采用尖头车刀,小进给量的方法进行精加工并对工件采用汽油,煤油清洗,在滚压过程中用煤油充分的冷却,可获得表面粗糙度Ra≤3μm加工表面。
(2)滚子直径及圆弧半径与加工表面的关系。
①滚子直径越大,滚子接触工件表现积越大,塑性变形不充分。
②当滚子直径及圆弧半径过小时,会给加工表现留下压痕。
实践表明:当滚子直径:D=11~14mm,R=3~5mm时,滚压进给量,S=0.035~0.1mm时滚压效果最好。
滚压前后的尺寸公差按直径计算可缩小10~15%。
总之,关于滚压方面的研究我们不能全部照搬,试验数据有待今后的更进一步的探索。