Lecture1 精密超精密加工课件
合集下载
精密加工超精密加工和细微加工课件

➢超精密磨床的技术要求
很高的主轴回转精度和很高的导轨直线 度,以保证工件的几何形状精度;常常 采用大理石导轨增加热稳定性
应配备有微进给机构,以保证工件尺寸 精度以及砂轮修整时的微刃性和等高性
工作台导轨低速运动的平稳性要好,不 产生爬行、振动, 以保证砂轮修整质量 和稳定的磨削过程
精密加工超精密加工和细微加工课 件
IT5以上)、Ra<0.1µm的加工方法, 如金刚石车削、高精密磨削、研磨、 珩磨、冷压加工等
精密加工超精密加工和细微加工课 件
3.超精密加工 指加工精度在0.1µm ~0.01µm、Ra
为0.01µm的加工方法,如金刚石 精密切削、超精密磨料加工、电子 束加工、离子束加工等
精密加工超精密加工和细微加工课 件
防振:机床振动对精密加工和超精密 加工有很大的危害,为了提高加工系 统的动态稳定性,除了在机床设计和 制造上采取各种措施,还必须用隔振 系统来保证机床不受或少受外界振动 的影响。应能有效地隔离频率为 6Hz~9Hz、振幅为0.1µm~0.2µm的外 来振动
精密加工超精密加工和细微加工课 件
超净:在未经净化的一般环境下,尘 埃数量极大
切削时,其ap<lm,刀具可能处于工件 晶粒内部切削状态。切削力要超过分子 或原子间巨大的结合力,从而使刀刃承 受很大的剪切应力,并产生很大热量, 造成刀刃的高应力、高温的工作状态
金刚石精密切削的关键问题是如何均匀、 稳定地切除如此微薄的金属层
精密加工超精密加工和细微加工课 件
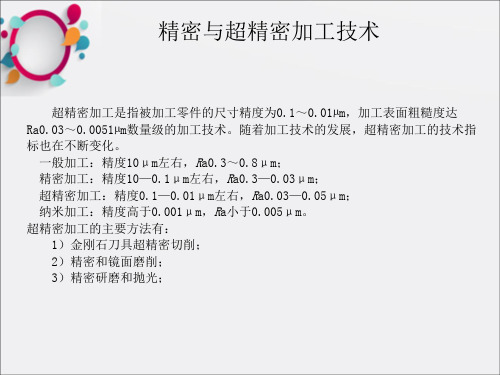
一、精密加工和超精密加工的界定 1.一般加工
指加工精度在10µm左右(IT5~IT7)、 表面粗糙度为Ra0.2µm~0.8µm的加工方 法,如车、铣、刨、磨、电解加工等。 适用于汽车制造、拖拉机制造、模具制 造和机床制造等
精密与超精密加工技术课件

珩磨效果影响因素
珩磨效果受到多种因素的影响 ,如磨石的粒度、粘结剂的类 型、珩磨头的转速和压力等。
电解加工工艺
电解加工工艺概述
电解加工是一种利用电化学反应去除 工件材料的加工方法,具有加工精度 高、表面质量好等特点。
电解加工工艺流程
电解加工工艺通常包括工件表面处理 、电解液的选择和调整、电解加工设 备的设置以及加工参数的控制等步骤 。
、汽车和航空领域。
陶瓷材料
陶瓷材料具有高硬度、高耐磨性和 耐高温等特点,常用于制造刀具、 磨具和高温部件。
复合材料
复合材料由两种或多种材料组成, 具有优异的综合性能,如碳纤维复 合材料具有高强度和轻质的特点。
复合材料
玻璃纤维复合材料
玻璃纤维复合材料具有高 强度、高刚性和耐腐蚀等 特点,广泛应用于建筑、 船舶和汽车领域。
抛光效果受到抛光轮的材料、转速、抛光膏或抛光液的成分以及抛光 压力等因素的影响。
珩磨工艺
珩磨工艺概述
珩磨是一种利用珩磨头上的磨 石与工件表面进行摩擦,以去 除表面微小凸起和划痕的加工
方法。
珩磨材料
珩磨头上的磨石由硬质颗粒和 粘结剂组成,具有较高的硬度 和耐磨性。
珩磨工艺流程
珩磨工艺通常包括工件表面处 理、涂敷润滑剂、珩磨头的旋 转运动以及工件的往复运动等 步骤。
碳纤维复合材料
碳纤维复合材料具有高强 度、轻质和耐高温等特点 ,常用于制造航空器和体 育用品。
金属基复合材料
金属基复合材料以金属为 基体,加入增强纤维或颗 粒,以提高材料的强度、 刚度和耐磨性。
04
精密与超精密加工工艺
研磨工艺
研磨工艺概述
研磨材料
研磨是一种通过研磨剂去除工件表面微小 凸起和划痕的加工方法,以达到平滑表面 的效果。
珩磨效果受到多种因素的影响 ,如磨石的粒度、粘结剂的类 型、珩磨头的转速和压力等。
电解加工工艺
电解加工工艺概述
电解加工是一种利用电化学反应去除 工件材料的加工方法,具有加工精度 高、表面质量好等特点。
电解加工工艺流程
电解加工工艺通常包括工件表面处理 、电解液的选择和调整、电解加工设 备的设置以及加工参数的控制等步骤 。
、汽车和航空领域。
陶瓷材料
陶瓷材料具有高硬度、高耐磨性和 耐高温等特点,常用于制造刀具、 磨具和高温部件。
复合材料
复合材料由两种或多种材料组成, 具有优异的综合性能,如碳纤维复 合材料具有高强度和轻质的特点。
复合材料
玻璃纤维复合材料
玻璃纤维复合材料具有高 强度、高刚性和耐腐蚀等 特点,广泛应用于建筑、 船舶和汽车领域。
抛光效果受到抛光轮的材料、转速、抛光膏或抛光液的成分以及抛光 压力等因素的影响。
珩磨工艺
珩磨工艺概述
珩磨是一种利用珩磨头上的磨 石与工件表面进行摩擦,以去 除表面微小凸起和划痕的加工
方法。
珩磨材料
珩磨头上的磨石由硬质颗粒和 粘结剂组成,具有较高的硬度 和耐磨性。
珩磨工艺流程
珩磨工艺通常包括工件表面处 理、涂敷润滑剂、珩磨头的旋 转运动以及工件的往复运动等 步骤。
碳纤维复合材料
碳纤维复合材料具有高强 度、轻质和耐高温等特点 ,常用于制造航空器和体 育用品。
金属基复合材料
金属基复合材料以金属为 基体,加入增强纤维或颗 粒,以提高材料的强度、 刚度和耐磨性。
04
精密与超精密加工工艺
研磨工艺
研磨工艺概述
研磨材料
研磨是一种通过研磨剂去除工件表面微小 凸起和划痕的加工方法,以达到平滑表面 的效果。
精密加工和超精密加工 ppt课件

微进给装置
计算机数控
ppt课件
先进制造技术单击此处编来自母版标题样式ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击此处编辑母版标题样式
砂带磨削 珩磨
超精研 研磨
ppt课件
先进制造技术
单五击、此砂处带编磨削辑:母版标题样式
工艺整合化 在线加工检测一体化
绿色化
ppt课件
先进制造技术
2.3 精密、超精密磨削加工
单击此处编辑母版标题样式
一、概念
精密砂轮磨削:利用精细修正的粒度为60#~80#的普 通砂轮进行磨削,其加工精度可达1µm,表面粗糙度可达 Ra0.025µm。
超精密砂轮磨削:利用经过仔细修正的粒度为W40~ W5的砂轮进行磨削,可以获得加工精度为0.1µm,表面粗 糙度为Ra0.025~Ra0.008µm的加工表面。
不适宜加工铁族金属材料。
立方氮化硼(CBN)
硬度莫氏硬度9.8-10
导热系数、热膨胀系数和研磨 能力也很突出;
稳定性和化学惰性大大优于金 刚石
适合加工普通磨料难以加工且 金刚石又不宜加工的硬而韧的 金属材料如工具钢、模具钢、 不锈钢、耐热合金等特别是高 钒高速钢、铝高速钢等对磨削 温度较为敏感的金属材料。
微刃的微切削作用 微刃的等高切削作用 微刃的滑挤、摩擦、抛光作用
ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击超此精精处磨编削机辑理母: 版标题样式
1、超精磨削是一种极薄切削,切屑厚度极小,磨削 深度可能小于晶粒的大小,磨削就在晶粒内进行,因此 磨削力一定要超过晶体内部非常大的原子、分子结合力, 从而磨粒上所承受的切应力就极速地增大,可能接近被 磨削材料的剪切强度极限。同时,磨粒切削刃处收到高 温和高压的作用,要求磨粒材料有很高的高温强度和高 温硬度。
计算机数控
ppt课件
先进制造技术单击此处编来自母版标题样式ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击此处编辑母版标题样式
砂带磨削 珩磨
超精研 研磨
ppt课件
先进制造技术
单五击、此砂处带编磨削辑:母版标题样式
工艺整合化 在线加工检测一体化
绿色化
ppt课件
先进制造技术
2.3 精密、超精密磨削加工
单击此处编辑母版标题样式
一、概念
精密砂轮磨削:利用精细修正的粒度为60#~80#的普 通砂轮进行磨削,其加工精度可达1µm,表面粗糙度可达 Ra0.025µm。
超精密砂轮磨削:利用经过仔细修正的粒度为W40~ W5的砂轮进行磨削,可以获得加工精度为0.1µm,表面粗 糙度为Ra0.025~Ra0.008µm的加工表面。
不适宜加工铁族金属材料。
立方氮化硼(CBN)
硬度莫氏硬度9.8-10
导热系数、热膨胀系数和研磨 能力也很突出;
稳定性和化学惰性大大优于金 刚石
适合加工普通磨料难以加工且 金刚石又不宜加工的硬而韧的 金属材料如工具钢、模具钢、 不锈钢、耐热合金等特别是高 钒高速钢、铝高速钢等对磨削 温度较为敏感的金属材料。
微刃的微切削作用 微刃的等高切削作用 微刃的滑挤、摩擦、抛光作用
ppt课件
先进制造技术
单击此处编辑母版标题样式
ppt课件
先进制造技术
单击超此精精处磨编削机辑理母: 版标题样式
1、超精磨削是一种极薄切削,切屑厚度极小,磨削 深度可能小于晶粒的大小,磨削就在晶粒内进行,因此 磨削力一定要超过晶体内部非常大的原子、分子结合力, 从而磨粒上所承受的切应力就极速地增大,可能接近被 磨削材料的剪切强度极限。同时,磨粒切削刃处收到高 温和高压的作用,要求磨粒材料有很高的高温强度和高 温硬度。
【机械制造】超精密加工技术ppt模版课件

• 概述 • 超精密加工范畴 • 超精密加工现状 • 超精密加工的设备与环境 • 超精密加工的发展展望
18.03.2021
Page 18
超精密加工范畴
• 在过去相当的一段时期,精密加工、特别是超精 密加工的应用范围很狭窄。近十几年来,随着科 学技术和人们生活水平的提高,精密和超精密加 工不仅进入了国民经济和人民生活的各个领域, 而且从单件小批生产方式走向大批量的产品生产 。
• 概述 • 超精密加工范畴 • 超精密加工的设备与环境 • 超精密加工技术的发展展望
18.03.2021
Page 3
概述
• 超精密加工技术是适应现代技术发展的一种机械 加工新工艺,综合应用了机械技术发展的新成果 及现代电子技术、测量技术和计算机技术中先进 的控制、测试手段等,使机械加工的精度得到进 一步提高,使加工的极限精度向纳米和亚纳米精 度发展。
18.03.2021
Page 16
概述
• 在英国国家纳米技术(NION)计划已开始实行,纳 米技术战略委员会(Nanotechno1ogy Strategy Committee)巳建立,正在实行合作的研究计划, 1990年6月英国正式出版《纳米技术》学术期刊。
18.03.2021
Page 17
超精密加工技术
18.03.2021
Page 34
超精密加工技术的机床设备
• 为实现超精密位置的确定,采用了精密数字伺服方 式,控制部分为内装式CNC装置和激光干涉测长仪 ,实现随机测量定位。为了实现刀具的微量进给, 在DC伺服机构内装有压电式微位移机构,可实现 nm级微位移。该车床采用了恒温油淋浴系统,油温 控制在20士0.0005˚,消除了加工中的热变形。该 车床还采用了压电晶体误差补偿技术,使加工精度 达到0.025μm,该机床可用于加工平面,球面及非 球面,用于加工激光核聚变工程的零件,红外线装 置用零件以及大型天体望远镜。
18.03.2021
Page 18
超精密加工范畴
• 在过去相当的一段时期,精密加工、特别是超精 密加工的应用范围很狭窄。近十几年来,随着科 学技术和人们生活水平的提高,精密和超精密加 工不仅进入了国民经济和人民生活的各个领域, 而且从单件小批生产方式走向大批量的产品生产 。
• 概述 • 超精密加工范畴 • 超精密加工的设备与环境 • 超精密加工技术的发展展望
18.03.2021
Page 3
概述
• 超精密加工技术是适应现代技术发展的一种机械 加工新工艺,综合应用了机械技术发展的新成果 及现代电子技术、测量技术和计算机技术中先进 的控制、测试手段等,使机械加工的精度得到进 一步提高,使加工的极限精度向纳米和亚纳米精 度发展。
18.03.2021
Page 16
概述
• 在英国国家纳米技术(NION)计划已开始实行,纳 米技术战略委员会(Nanotechno1ogy Strategy Committee)巳建立,正在实行合作的研究计划, 1990年6月英国正式出版《纳米技术》学术期刊。
18.03.2021
Page 17
超精密加工技术
18.03.2021
Page 34
超精密加工技术的机床设备
• 为实现超精密位置的确定,采用了精密数字伺服方 式,控制部分为内装式CNC装置和激光干涉测长仪 ,实现随机测量定位。为了实现刀具的微量进给, 在DC伺服机构内装有压电式微位移机构,可实现 nm级微位移。该车床采用了恒温油淋浴系统,油温 控制在20士0.0005˚,消除了加工中的热变形。该 车床还采用了压电晶体误差补偿技术,使加工精度 达到0.025μm,该机床可用于加工平面,球面及非 球面,用于加工激光核聚变工程的零件,红外线装 置用零件以及大型天体望远镜。
《精密超精密加工》PPT课件
◆ 机理、特点
金刚石超精密加工技术
➢ 切削在晶粒内进行; ➢ 切削力>原子结合力(剪切应力达13000N/ mm2);
➢ 刀尖处温度极高,应力极大,普通刀具难以承受
➢ 高速切削(与传统精密切削相反),工件变形小,表层高温不会波及工件内 层,可获得高精度和好表面质量。
◆ 应用
➢ 用于铜、铝及其合金精密切削(切铁金属,由于亲合作用,产生“碳化磨 损”,影响刀具寿命和加工质量); ➢ 加工各种红外光学材料如锗、硅、ZnS和ZnSe等 ➢ 加工有机玻璃和各种塑料; ➢ 典型产品:光学反射镜、射电望远镜主镜面、大型投影电视屏幕、照像机塑 料镜片、树脂隐形眼镜镜片等。
精密与超精密加工技术
精密主轴部件是精密和超精密机床的关键部件之一,它的性能直接影响精 密和超精密加工质量。
对主轴的要求:回转精度、转动平稳、无振动,其关键在于使用精密轴承。 床身和导轨:具有尺寸稳定性好、热膨胀系数小、振动衰减能力强、耐磨 性和加工工艺性好等。 通常用优质耐磨铸铁、花岗岩、人造花岗岩等。 进给驱动系统:精密机床必须具有精密的进给驱动精度。 精密和超精密加工的精度由检测精度来保证的,为了消除误差,必须使用 误差补偿技术。
精密与超精密加工技术
3、磨削液的作用: 冷却作用、润滑作用、清洗作用等。一般选用乳化
液和离子型磨削液。 4、磨削加工一般安排在最后的终加工阶段。 5、磨削质量评价:
加工表面的几何特征:表面粗糙度、加工表面缺陷 加工表面层材料的性能:塑性变形与加工硬化、残 余应力与金相组织变化。 6、磨削力的影响因素:砂轮速度 、工件速度及进给 量 、砂轮的磨损 。
1)金刚石刀具超精密切削; 2)精密和镜面磨削; 3)精密研磨和抛光;
1.金刚石刀具超精密切削
精密与超精密加工技术.ppt
2.2精密与超精密加工的主要方法
1、 ELID(Electrolytic In-Process Dressing)
金刚石砂轮
(铁纤维结合剂)
电源
电刷
冷却液
+-
进给
冷却液
图2-8 ELID磨削原理
使用ELID磨削,冷却液为一种特殊电解液。通电后,砂 轮结合剂发生氧化,氧化层阻止电解进一步进行。在切削 力作用下,氧化层脱落,露出了新的锋利磨粒。由于电解 修锐连续进行,砂轮在整个磨削过程保持同一锋利状态。
Ra <0.02μm
雷达导波管 平面度垂直度误差 < 0.1μm Ra <0.02μm
卫星仪表轴承 圆柱度误差 <0.01μm
Ra <0.002μm
天体望远镜 形状误差 < 0.03μm
Ra <0.01μm
精密加工与超精密加工的发展(图2-1)
2.1 概 述
加工误差(μm)
102 101 100 10-1 10-2 10-3
1140 1020 640 720
2.2精密与超精密加工的主要方法
金刚石刀具
超精切削刀具材料:天然金刚石,人造单晶金刚石
金刚石的晶体结构:规整的单晶金刚石晶体有八面体、
十二面体和六面体,有三根4次对称轴,四根3次对称轴和
六根2次对称轴(图2-4)。
L4 (100)
L2
L3
(111)
(110)
与高新技术产品紧密结合 精密与超精密加工设备造价高,难成系列。常常针对某一 特定产品设计(如加工直径3m射电天文望远镜的超精密车 床,加工尺寸小于1mm微型零件的激光加工设备)。 与自动化技术联系紧密 广泛采用计算机控制、适应控制、再线检测与误差补偿技 术,以减小人的因素影响,保证加工质量。
《精密超精密加工》课件
04
精密超精密加工材料
金属材料
01
02
03
钢铁
常用的金属材料,具有高 强度、耐磨性和耐腐蚀性 ,适用于各种精密超精密 加工应用。
铜合金
具有良好的导热性和导电 性,广泛用于电子和通信 行业。
钛合金
具有高强度、轻质和耐腐 蚀性,常用于航空和医疗 领域。
非金属材料
陶瓷
具有高硬度、耐高温和化学稳定性,适用于高精度和 高硬度的加工需求。
详细描述
防止加工过程中的损伤需要从多个方面入手,包括优化刀具设计、选择合适的切削参数 、加强刀具管理和维护等。此外,采用新型的涂层技术和刀具材料也是防止损伤的有效
手段。
06
பைடு நூலகம்
精密超精密加工的应用案例
航空航天领域的应用案例
总结词
精密超精密加工技术在航空航天领域的应用广泛,涉 及发动机叶片、涡轮盘、航空仪表等关键部件的制造 。
这些技术包括离子束加工、电子束加工、激光束加工等。这些技术通常具有更高的加工精度和更广泛 的适用范围,可以应用于各种不同的材料和领域。
03
精密超精密加工设备与工具
超精密切削加工设备
01
超精密切削加工设备主要用于高 精度零件的切削加工,其特点是 切削精度高、加工表面质量好、 加工效率高。
02
常见的超精密切削加工设备包括 数控机床、激光切割机、水切割 机等。
汽车工业领域的应用案例
总结词
精密超精密加工技术在汽车工业领域的应用主要涉及 汽车发动机、变速器、制动系统等关键零部件的制造 。
详细描述
在汽车工业领域,精密超精密加工技术主要用于制造汽 车发动机、变速器、制动系统等关键零部件。这些零部 件的性能对汽车的性能和安全性有重要影响。精密超精 密加工技术能够提高零部件的精度和耐磨性,降低摩擦 和阻力,提高燃油经济性和排放性能。同时,还能缩短 产品研发周期,提高生产效率,降低制造成本。
精密超精密加工
医疗器械领域
精密超精密加工在医疗器械制造 中广泛应用,如人工关节、心脏 瓣膜等高精度医疗设备的制造。
02
精密超精密加工技
术
超精密切削加工
利用高精度刀具和机床,对材料进行超精密切削,以达到高精度、高光洁度的加工 效果。
适用于各种硬质合金、不锈钢、陶瓷等材料的加工。
切削过程中需要严格控制切削参数,如切削深度、进给速度、切削速度等,以保证 加工精度和表面质量。
超精密机床的加工范围涵盖了从微米到纳米尺度,能够加工各种高精度、高光洁度的零部件 和产品。
超精密机床的控制系统要求高度智能化和自动化,能够实现高精度、高效率的加工过程控制。
超硬材料刀具
超硬材料刀具是指使用硬度极高的材料制成的刀具,如金刚石、立方氮 化硼等。
超硬材料刀具具有极高的硬度和耐磨性,能够实现高效率、高精度的切 削加工。
和优化。
研磨等。
抛光轮与抛光液
根据加工要求的不同,可以选择不同的抛光轮和抛光 液,如布轮、麻轮、氧化铝抛光液等。
抛光轮与抛光液是实现工件表面高光洁度的重要工具 和材料。
现代抛光技术中,还出现了多种新型抛光工具和抛光 工艺,如磁力抛光、超声波抛具与辅助设备包括测量仪 器、夹具、冷却系统等。
超硬材料刀具广泛应用于各种难加工材料的切削加工,如淬火钢、硬质 合金等。
磨料与研磨剂
磨料与研磨剂是精密超精密加工中常用 的辅助材料,用于对工件表面进行研磨
和抛光。
磨料与研磨剂的选择需要根据工件材料、 现代研磨技术中,还出现了多种新型研
加工要求以及工艺参数等因素进行选择 磨材料和研磨工艺,如磁力研磨、电解
复合材料
碳纤维复合材料
具有高强度、高模量、轻质等特 点,用于制造航空器部件、体育
精密超精密加工在医疗器械制造 中广泛应用,如人工关节、心脏 瓣膜等高精度医疗设备的制造。
02
精密超精密加工技
术
超精密切削加工
利用高精度刀具和机床,对材料进行超精密切削,以达到高精度、高光洁度的加工 效果。
适用于各种硬质合金、不锈钢、陶瓷等材料的加工。
切削过程中需要严格控制切削参数,如切削深度、进给速度、切削速度等,以保证 加工精度和表面质量。
超精密机床的加工范围涵盖了从微米到纳米尺度,能够加工各种高精度、高光洁度的零部件 和产品。
超精密机床的控制系统要求高度智能化和自动化,能够实现高精度、高效率的加工过程控制。
超硬材料刀具
超硬材料刀具是指使用硬度极高的材料制成的刀具,如金刚石、立方氮 化硼等。
超硬材料刀具具有极高的硬度和耐磨性,能够实现高效率、高精度的切 削加工。
和优化。
研磨等。
抛光轮与抛光液
根据加工要求的不同,可以选择不同的抛光轮和抛光 液,如布轮、麻轮、氧化铝抛光液等。
抛光轮与抛光液是实现工件表面高光洁度的重要工具 和材料。
现代抛光技术中,还出现了多种新型抛光工具和抛光 工艺,如磁力抛光、超声波抛具与辅助设备包括测量仪 器、夹具、冷却系统等。
超硬材料刀具广泛应用于各种难加工材料的切削加工,如淬火钢、硬质 合金等。
磨料与研磨剂
磨料与研磨剂是精密超精密加工中常用 的辅助材料,用于对工件表面进行研磨
和抛光。
磨料与研磨剂的选择需要根据工件材料、 现代研磨技术中,还出现了多种新型研
加工要求以及工艺参数等因素进行选择 磨材料和研磨工艺,如磁力研磨、电解
复合材料
碳纤维复合材料
具有高强度、高模量、轻质等特 点,用于制造航空器部件、体育
精整加工——超精密加工ppt课件
vw Dwnw /1000 va Af cos/1000
vm ax (D w nw)2(A f)2/1000
College Of Mechanic1a0l And Vehicle
;.
arctanva arctanAfcos
vw
Dwnw
max
arctan
Af Dwnw
式中 vw——工件回转线速度(m/min);
;.
2.精整加工的特点 使用高品质微粒磨料制成的固结磨具油石。 切削速度远低于磨削速度。(100m/min) 精整加工具有特殊运动形式。 精整加工所使用的磨具不需修整。
4
;.
❖ 10.1.2 精整加工机理 精整加工是一种选择压力作用点的加工方法 当工具与工件在一定宽度面上接触,施加压力后,自动地选择局部突出的地方加工,故仅
❖ 油石的切削作用越强,生产率越高,但表面粗糙度越高。 因此粗超精加工时θmax可选大一些,一般取30~45 º; 精超精加工时,一般取10~20 º
13
;.
2.油石的振动频率及振幅 ❖ 振动频率f越高,切削作用越强,因而加工效率越高。但f受到超精头和工艺系统刚度的限
制,频率过高可能使工件表面出现振纹,使表面粗糙度升高。一般粗超精加工f取 1500~2000次/min,精超精加工f取500~1500次/min。 ❖ 振幅A越大切削作用越强,但表面粗糙度值越高。粗超精加工选3~5mm;精超精加工选 1~3mm。
切除承受压力处的材料。 这种加工方法使工具与工件分别随行对方引导而同时逐步提高精度,即使工具多少存在误
差,由于加工过程中工具上的误差点也被切除,提高了工具精度,故与一般强制进给的切 削方法不同,可获得较高的加工精度。
5
;.
vm ax (D w nw)2(A f)2/1000
College Of Mechanic1a0l And Vehicle
;.
arctanva arctanAfcos
vw
Dwnw
max
arctan
Af Dwnw
式中 vw——工件回转线速度(m/min);
;.
2.精整加工的特点 使用高品质微粒磨料制成的固结磨具油石。 切削速度远低于磨削速度。(100m/min) 精整加工具有特殊运动形式。 精整加工所使用的磨具不需修整。
4
;.
❖ 10.1.2 精整加工机理 精整加工是一种选择压力作用点的加工方法 当工具与工件在一定宽度面上接触,施加压力后,自动地选择局部突出的地方加工,故仅
❖ 油石的切削作用越强,生产率越高,但表面粗糙度越高。 因此粗超精加工时θmax可选大一些,一般取30~45 º; 精超精加工时,一般取10~20 º
13
;.
2.油石的振动频率及振幅 ❖ 振动频率f越高,切削作用越强,因而加工效率越高。但f受到超精头和工艺系统刚度的限
制,频率过高可能使工件表面出现振纹,使表面粗糙度升高。一般粗超精加工f取 1500~2000次/min,精超精加工f取500~1500次/min。 ❖ 振幅A越大切削作用越强,但表面粗糙度值越高。粗超精加工选3~5mm;精超精加工选 1~3mm。
切除承受压力处的材料。 这种加工方法使工具与工件分别随行对方引导而同时逐步提高精度,即使工具多少存在误
差,由于加工过程中工具上的误差点也被切除,提高了工具精度,故与一般强制进给的切 削方法不同,可获得较高的加工精度。
5
;.
精密和超精密加工技术课件
➢自发吸收 - 电子透过吸收光子从低能阶跃迁到高能阶 ➢自发辐射 - 电子自发地透过释放光子从高能阶跃迁到较 低能阶 ➢受激辐射 - 光子射入物质诱发电子从高能阶跃迁到低能 阶,并释放光子。
激光器
➢ 固体激光器
➢YAG (钇、铝和石榴石构成) 激光器,红宝石激光器 ➢特点:器件小、坚固、使用方便、输出功率大
墨最常用。
➢工作液——主要功能压缩放电通道区域,提高 放电能量密度,加速蚀物排出;常用工作液有 煤油、机油、去离子水、乳化液等。 ➢放电间隙——合理的间隙是保证火花放电的必 要条件。为保持适当的放电间隙,在加工过程 中,需采用自动调节器控制机床进给系统,并 带动工具电极缓慢向工件进给。
电火花加工工作要素
➢高速而能量密集的电子束冲击到工件上,被冲 击点处形成瞬时高温(几分之一微秒时间内升 高至几千摄氏度),工件表面局部熔化、气化 直至被蒸发去除。
电
子
电子束
束
加工的
喷丝头
加
异形孔
工
电子束加工曲面、穿孔
电子束加工特点及应用
➢ 电子束束径小(最小直径可达 0.01-0.05mm ),而其 长度可达束径几十倍,可加工微细深孔、窄缝。
➢可加工各种复杂形状的型孔、型腔、形面。 ➢工具与工件不需作复杂的相对运动,机床结构简单。 ➢被加工表面无残余应力,无破坏层,加工精度较高,尺
寸精度可达0.01~0.05mm 。
➢加工过程受力小,热影响小,可加工薄壁、薄片等易变
形零件。
➢ 生产效率较低。采用超声复合加工(如超声车削,超声 磨削,超声电解加工,超声线切割等)可提高加工效率。
➢优点:无焊渣,不需去除工件氧化膜,可实现不同材料 之间的焊接,特别适宜微型机械和精密焊接。
激光器
➢ 固体激光器
➢YAG (钇、铝和石榴石构成) 激光器,红宝石激光器 ➢特点:器件小、坚固、使用方便、输出功率大
墨最常用。
➢工作液——主要功能压缩放电通道区域,提高 放电能量密度,加速蚀物排出;常用工作液有 煤油、机油、去离子水、乳化液等。 ➢放电间隙——合理的间隙是保证火花放电的必 要条件。为保持适当的放电间隙,在加工过程 中,需采用自动调节器控制机床进给系统,并 带动工具电极缓慢向工件进给。
电火花加工工作要素
➢高速而能量密集的电子束冲击到工件上,被冲 击点处形成瞬时高温(几分之一微秒时间内升 高至几千摄氏度),工件表面局部熔化、气化 直至被蒸发去除。
电
子
电子束
束
加工的
喷丝头
加
异形孔
工
电子束加工曲面、穿孔
电子束加工特点及应用
➢ 电子束束径小(最小直径可达 0.01-0.05mm ),而其 长度可达束径几十倍,可加工微细深孔、窄缝。
➢可加工各种复杂形状的型孔、型腔、形面。 ➢工具与工件不需作复杂的相对运动,机床结构简单。 ➢被加工表面无残余应力,无破坏层,加工精度较高,尺
寸精度可达0.01~0.05mm 。
➢加工过程受力小,热影响小,可加工薄壁、薄片等易变
形零件。
➢ 生产效率较低。采用超声复合加工(如超声车削,超声 磨削,超声电解加工,超声线切割等)可提高加工效率。
➢优点:无焊渣,不需去除工件氧化膜,可实现不同材料 之间的焊接,特别适宜微型机械和精密焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Lecture 1
The Evolution of Ultra-Precision Machining & Current Technology Trends
程凯 哈尔滨工业大学机电工程学院 电话: 0451-86412475 邮箱: kaicheng@
Defining Ultra-Precision
• Machining Systems adopting either Single Point Diamond Tools or Multi-Point Abrasive Wheels (and Polishing) • Machining Systems with: Slide geometric accuracy of less than 1µm Spindle error motions of less than 50nm Control and feedback resolutions of less than 10nm • Machining Systems able to generate: Dimensional accuracy in the range of some µm’s Surface form accuracy in the range of 100nm or better Surface texture in the range of 5nm or better • Machining Systems that exhibit high degrees of thermal stability, stiffness, damping, and smoothness of motion
Cranfield Precision
Moore Tool M18AG
• • •
• • • •
Circa 1980 - 1995 3-axis lathe (with B-axis) Double V rolling element guide ways; cast iron measuring machine base H-P laser feedback – 10 nm resolution Professional Instruments 10 inch spindle Allen-Bradley 7360 NC Control Capable of 10 nm Ra surface finish
Key Research & Academic Establishments
Either using or developing Ultra-Precision machines • • • • • • • • • • • • • • • • UNSW - Sydney Fudan University MAUPMC - China Suzhou University - China Hong Kong Polytechnic University NCIT - Taiwan MIRL/ITRI - Taiwan SIMTech - Singapore University of Rochester - USA University of North Carolina - USA LLNL - USA TU Berlin – Germany Fraunhofer IPT & IOF – Germany Cranfield University - UK Brunel University - UK University of Durham UK Harbin Institute of Technology, China
•
Workspindle Developments
•
The porous graphite double hemispherical spindle was originally developed at Y-12 Lab in US under the leadership of Phil Steger Professional Instruments also worked on stepped air bearings in the late 1950s for the US National Labs and the disk drive industry
•
LT Ultra MTC 250/350 Diamond Turning Machine
• • • • • • • • • • •
Circa 2010 - present Single point machining Hydrostatic (oil) bearing technology Granite machine base Active vibration isolation system Form measuring system Integrated tool measuring system Process camera Form tolerance: 100 nm within 100 mm Ø. Roughness: 2 nm (Ra)
Pneumo Precision ASG2500 & Nanoform 300
• • • • Circa 1987 - 2005 2-axis lathe Oil hydrostatic guide ways Evolved to use Zygo 2.5 nm resolution Axiom interferometer Pneumo ASG 2500 series followed the Ultra Precision 2000 which first incorporated hydrostatic guide ways in the 1985-86 timeframe which had itself evolved from a roller bearing concept
Bendix Special Diamond Turning Machine 1977
Note: Bridge structure for increased capacity
LODTM - 1983 LLNL PERL
PERL 1 Micro-Inch Steps
Early Commercial Applications of the Technology
• • • • • • • • •
Circa 1977 - 1990 2-axis lathe Dovetail Air Bearing Slides with Porous Graphite Pads Pneumo designed orifice air bearing spindle with belt drive Ball Screws Natural Granite Base H-P laser feedback – 10 nm resolution Allen-Bradley 7360 NC Control Capable of 10 nm Ra surface finish
• • •
Circa 1990 – today Two axis lathe Double-Vee rolling element guides Air bearing spindle 10 nm glass scale feedback
Pneumo MSG325
•
Harold Arneson of Professional Instruments Modern Groove Compensated Spindle
1968 DTM1 at LLNL in US
• • • •
Moore #3 plain way X-Y base, capable of 25 nm repeatability/resolution? Heald porous graphite double hemisphere spindle Initially stepper motor drives later converted to an NC system Featured isolation system & 150 liters per minute oil shower system
Philips NL - History with Diamond Turning
• A Philips’ business unit had collaboration with LLNL during the 1970s to produce Germanium based military optics (Qioptiq) So-called ‘Colath’ machines were first built with hydrostatic guideways, friction drive motors, and aerostatic spindle in 1981-82; designed by Arie van Tooren, it performed at the 0.1 micron level Successor was the ESDO in 1988, it had a grinding spindle and was designed by Jelm Franse for CD optics with a capability of 20 nm and included an integrated Fizeau interferometer for quick form feedback
•
•
Era of Commercialisation – 1980’s on…
Military Commercial
Era of Commercialisation – 2000’s on…
Military Commercial
beam
Modern Era of Commercialisation – 1980s on …
The Evolution of Ultra-Precision Machining & Current Technology Trends
程凯 哈尔滨工业大学机电工程学院 电话: 0451-86412475 邮箱: kaicheng@
Defining Ultra-Precision
• Machining Systems adopting either Single Point Diamond Tools or Multi-Point Abrasive Wheels (and Polishing) • Machining Systems with: Slide geometric accuracy of less than 1µm Spindle error motions of less than 50nm Control and feedback resolutions of less than 10nm • Machining Systems able to generate: Dimensional accuracy in the range of some µm’s Surface form accuracy in the range of 100nm or better Surface texture in the range of 5nm or better • Machining Systems that exhibit high degrees of thermal stability, stiffness, damping, and smoothness of motion
Cranfield Precision
Moore Tool M18AG
• • •
• • • •
Circa 1980 - 1995 3-axis lathe (with B-axis) Double V rolling element guide ways; cast iron measuring machine base H-P laser feedback – 10 nm resolution Professional Instruments 10 inch spindle Allen-Bradley 7360 NC Control Capable of 10 nm Ra surface finish
Key Research & Academic Establishments
Either using or developing Ultra-Precision machines • • • • • • • • • • • • • • • • UNSW - Sydney Fudan University MAUPMC - China Suzhou University - China Hong Kong Polytechnic University NCIT - Taiwan MIRL/ITRI - Taiwan SIMTech - Singapore University of Rochester - USA University of North Carolina - USA LLNL - USA TU Berlin – Germany Fraunhofer IPT & IOF – Germany Cranfield University - UK Brunel University - UK University of Durham UK Harbin Institute of Technology, China
•
Workspindle Developments
•
The porous graphite double hemispherical spindle was originally developed at Y-12 Lab in US under the leadership of Phil Steger Professional Instruments also worked on stepped air bearings in the late 1950s for the US National Labs and the disk drive industry
•
LT Ultra MTC 250/350 Diamond Turning Machine
• • • • • • • • • • •
Circa 2010 - present Single point machining Hydrostatic (oil) bearing technology Granite machine base Active vibration isolation system Form measuring system Integrated tool measuring system Process camera Form tolerance: 100 nm within 100 mm Ø. Roughness: 2 nm (Ra)
Pneumo Precision ASG2500 & Nanoform 300
• • • • Circa 1987 - 2005 2-axis lathe Oil hydrostatic guide ways Evolved to use Zygo 2.5 nm resolution Axiom interferometer Pneumo ASG 2500 series followed the Ultra Precision 2000 which first incorporated hydrostatic guide ways in the 1985-86 timeframe which had itself evolved from a roller bearing concept
Bendix Special Diamond Turning Machine 1977
Note: Bridge structure for increased capacity
LODTM - 1983 LLNL PERL
PERL 1 Micro-Inch Steps
Early Commercial Applications of the Technology
• • • • • • • • •
Circa 1977 - 1990 2-axis lathe Dovetail Air Bearing Slides with Porous Graphite Pads Pneumo designed orifice air bearing spindle with belt drive Ball Screws Natural Granite Base H-P laser feedback – 10 nm resolution Allen-Bradley 7360 NC Control Capable of 10 nm Ra surface finish
• • •
Circa 1990 – today Two axis lathe Double-Vee rolling element guides Air bearing spindle 10 nm glass scale feedback
Pneumo MSG325
•
Harold Arneson of Professional Instruments Modern Groove Compensated Spindle
1968 DTM1 at LLNL in US
• • • •
Moore #3 plain way X-Y base, capable of 25 nm repeatability/resolution? Heald porous graphite double hemisphere spindle Initially stepper motor drives later converted to an NC system Featured isolation system & 150 liters per minute oil shower system
Philips NL - History with Diamond Turning
• A Philips’ business unit had collaboration with LLNL during the 1970s to produce Germanium based military optics (Qioptiq) So-called ‘Colath’ machines were first built with hydrostatic guideways, friction drive motors, and aerostatic spindle in 1981-82; designed by Arie van Tooren, it performed at the 0.1 micron level Successor was the ESDO in 1988, it had a grinding spindle and was designed by Jelm Franse for CD optics with a capability of 20 nm and included an integrated Fizeau interferometer for quick form feedback
•
•
Era of Commercialisation – 1980’s on…
Military Commercial
Era of Commercialisation – 2000’s on…
Military Commercial
beam
Modern Era of Commercialisation – 1980s on …