连续运动轨迹插补原理
轨迹控制的基本理论

4. 数字量控制(逻辑控制)
• 辅助功能
主要完成M、T、S代码辅助功能。
• 机床控制面板
主要有机床控制面板上的各开关、按钮等信息。其中包括机
床的启动、停止,机械变速选择,主轴正转、反转、停止,
冷却液的开、关,各坐标的点动和刀架、夹盘的松开、夹紧
等信号。
• 保护功能
进给轴的限位开关装置、主轴伺服保护状态监视信号和伺服
辨率。先进的数控系统轴的运动分辨率可达0.1μm。
• 主轴控制: 通常主轴只需要进行速度控制,用PLC控制。
专题三 轨迹控制的基本理论
3
2020/11/20
一、 数控的功能分析
3. 刀具与补偿功能
• 刀具功能:这项功能包括能选取的刀具数量和种类;刀具的编
码方式;自动换刀的方式,即固定换刀还是随机换刀。
数据采样法或时间分割法: 即CNC系统计算出给定时间间隔(插 补周期)内各坐标轴位置增量值,即插补轨迹的一个步长,而每一步
专题三 轨迹控制的基本理论
7
2020/11/20
一、 数控的功能分析 5. 译码
编译方式
解释方式
NC程序
译码
中断
预处理
插补
加工
专题三 轨迹控制的基本理论
8
2020/11/20
一、 数控的功能分析 6. 数据处理
数据处理包括刀具补偿,速度计算以及辅助功能的处理等。
7. I/O 处理
I/O处理主要是处理CNC装置与机床之间的强电信号的输入、输 出和控制。
专题三 轨迹控制的基本理论
9
2020/11/20
一、 数控的功能分析
7. 信息显示
CNC装置的显示主要是为操作者提供方便,通常有:零件程序 的显示、参数显示、刀具位置显示、机床状态显示、报警显示 等。高档CNC装置中还有刀具加工轨迹的静、动态图形显示, 以及在线编程时的图形显示等。
4.3插补原理与程序设计
y
… N12 G00 X12 Y24 56
N13 G01 X24 Y56
…
24
0
12
24
x
2
§4.3 插补原理与程序设计
一、插补概念
第 插补需要解决的问题(1)让单独的坐标分别运动合成理想的 轨迹;(2)几个坐标同时进给,还是每次单坐标进给; 四 (3)判断进给哪一个坐标可使误差更小;(4)每次插补 章 进给多少;(5)如果同时进给,各个坐标进给的比例是 多少;(6)选用什么样的实际轨迹合成后与理想轨迹误 数 差最小。 控 系 插补的基本要求(1)插补所需的原始数据要少;(2)插补 结果没有累计误差;(3)进给速度的变化要小;(4)插 统 补计算速度要快。 软 件 技 术
进给方向
+Y -Y
偏差计算
Fm+1= Fm+xe
10
a.看成是第I象限,起点A,终点B,输出为+x,+y 第 四 章 数 控 系 统 软 件 技 术 b.看成是第Ⅱ象限,起点B,终点C,输出为-x,+y c.看成是第Ⅲ象限,起点C,终点D,输出为-x,-y d.看成是第IV象限,起点D,终点A,输出为+x,-y
F≥0 都沿x方向步进, F<0均沿y方向步进,无 (-xe,ye) 无论+x,-x,|x|总是 论+y,-y,|y|增大, 增大, 走+x或-x由象 走+y或-y由象限标志 限标志控制(随xe的+、 控制(随ye的+, -X -) -)。 终点坐标用绝对值代入 L1偏差计算公式,进给 坐标和方向根据直线线 (-xe,-ye) 型确定
1
§4.3 插补原理与程序设计
一、插补概念
第 一、插补概念 插补:根据给定轨迹方程(直线、圆弧或高次函数)和已知 四 点坐标(起点、终点、圆心坐标)计算中间点坐标的过程。 章 数控装臵根据输入的零件程序的信息,将程序段所描述的曲 数 控 系 统 软 件 技 术 线的起点、终点之间的空间进行数据密化,用一个个输出脉 冲把这一空间填补起来,从而形成要求的轮廓轨迹。
轨迹控制

Xe,Ye的最大允许值受系统字长的限制,假设系统 字长为m,则Xe、Ye的最大允许值为2ⁿ-1,若取 1
K= 2ⁿ ,则必然满足(I)式的条件。
方法2: 假设Xe>Ye,即X轴累加溢出脉冲总数多于Y轴,
累加最有效的情况是,每次累加,X轴都有脉冲溢 出,Y轴则不一定,于是选累加次数m=Xe,则
K= 1/Xe.将(3)式改写成:
Δx = K • Xe • Δt Δy = K • Ye • Δt
位移量为
(3)
x
t
0
KX e dt
KXet
i 1
n
y
t
0
Kye dt Kye t
i 1
n
取单位时间 Δ t=1,则公式化为
X KX e i 1 n y Kye i 1
这类插补方法有:数字积分法(DDA)、二阶近似插补法、双DDA插补 法、角度逼近插补法、时间分割法等。这些算法大多是针对圆弧插 补设计的。
这类插补算法主要用于交、直流伺服电机为伺服驱动系统的闭环, 半闭环数控系统,也可用于以步进电机为伺服驱动系统的开环数控 系统,而且,目前所使用的CNC系统中,大多数都采用这类插补方
一、概述
这类插补算法有:逐点比较法;最小偏差法;数字积
分法;目标点跟踪法;单步追综法等
它们主要用早期的采用步进电机驱动的数控系统。
由于此算法的速度指标和精度指标都难以满足现在零
件加工的要求,现在的数控系统已很少采用这类算法 了。
一、概述
数字增量插补(时间标量插补)
特点:
插补程序以一定的时间间隔定时(插补周期)运行,在每个周
插补原理及控制方法
CNC系统对于直线和圆弧的控制并不是严格按照直线 CNC系统对于直线和圆弧的控制并不是严格按照直线 和圆弧轨迹进行控制。 和圆弧轨迹进行控制 。 上图为加工某一轮廓时的刀具轨 迹曲线, 运动进行切削加工。 迹曲线,加工时要求刀具沿曲线L运动进行切削加工。 我们可以进行这样的分析, 我们可以进行这样的分析 , 首先将曲线 L 分割为 l0、 若干段, l1、…li、…lN若干段,再用直线和圆弧代替这些小的曲 线段, 足够小时, 就接近了原曲线; 线段 , 当逼近误差 δ 足够小时 , 就接近了原曲线 ; 然后 运动的合成, 数控系统通过各坐标方向 最小位移量 运动的合成 , 不断 地控制刀具相对工件运动, 走出直线和圆弧, 地控制刀具相对工件运动 , 走出直线和圆弧 , 从而非常 逼近的走出所需的刀具轨迹曲线。 数字化 ” 逼近的走出所需的刀具轨迹曲线 。 这体现出了 “ 数字化” 的概念。 的概念。 这种在允许误差范围内, 用沿直线或圆弧( 这种在允许误差范围内 , 用沿直线或圆弧 ( 逼近函 合成的分段运动代替任意曲线运动, 数 ) 的 最小位移量 合成的分段运动代替任意曲线运动 , 以得到所需的刀具运动轨迹的方法, 以得到所需的刀具运动轨迹的方法 , 是数字控制的基本 构思之一,这个过程就是插补。 构思之一,这个过程就是插补。
插补开始
偏差判别
坐标进给
偏差计算 N 终点判别 Y 插补结束
二、逐点比较法直线插补 如图所示, 如图所示 , 对 XY平面第 平面第 一象限直线段进行插补。 一象限直线段进行插补 。 直 线段起点位于坐标原点O, 线段起点位于坐标原点 ,终 点 位 于 A ( Xe,Ye ) 。 设 点 P ( Xi, Yi) 为任一动点 ( 加 , ) 为任一动点( 工点、插补点) 工点、插补点)。 点在直线OA上时 上时, 当P点在直线 上时, 点在直线 XeYi – XiYe = 0 当P点在直线 上方时, 点在直线OA上方时, 点在直线 上方时 XeYi – XiYe > 0 点在直线OA下方时 下方时, 当P点在直线 下方时, 点在直线 XeYi – XiYe < 0
微小直线段的连续插补控制算法研究

微小直线段的连续插补控制算法研究
叶佩青 赵慎良
清华大学精密仪器与机械学系 , 北京 , 100084 摘要 : 提出了一种新的插补算法 , 实现了微小直线段的连续插补控制 , 在保证连接点精度的情况下 , 实现了轨迹连续加工 , 有效地提高了加工效率 并改善了表面加工质量 。 探讨了新方案的误差及其控制方法 。 该算法已经 在工程中得到验证 。 关键词 : 微段 ; 连续 ; 插补 ; 误差
同时由三角形的面积等于底乘高一半可得
1 S = 2 · B 1B 3 · BB 4 ( 2)
所以由式( 1) 、 式( 2) 可得
BB 4 = B 1B · BB 3 · sin φ B1 B3 ( 3)
其中 ,
B 1 B · BB 3 = ΔL 1( ΔL -ΔL 1)≤ ΔL 1 +( ΔL -ΔL 1) 2 ΔL 2 [ ] = 2 4 ( 4)
作者简介 曲学军 , 男 , 1969 年生 。 北京航空航天大学机械工程学院 博士研究生 。 研究方向为 CAD/ CAM 。 席 平 , 女 , 1954 年生 。 北 京航空航天大学机械工程学院教授 、博士研究生导师 。
参考文献 : [ 1] Besl P J , Jain R C. Segmentation through Variable -order Surface Fitting .IEEE Transactions on Pattern Analysis and Machine Intelligence, 1988 , 10 ( 2) : 167 ~ 192 [ 2] Fitzgibbon A W , Eggert D W , Fisher R B . High -level CAD Model Acquisition from Range Images . Computer Aided Design , 1997 , 29( 4) : 321 ~ 330 [ 3] Leonardis A , Gupta A , Bajcsy R . Segmentation of Range Images as the Search for Geometric Parametric Models . International Journal of Computer Vision , 1995 , 14 : 253 ~ 277 [ 4] Roth G , Levine M D . Extracting Geometric Primitives . CVG IP : Image Understanding , 1993 , 58( 1): 1 ~ 22 [ 5] Glover F .Tabu search : Part Ⅰ.ORSA J on Computing , · 1354 ·
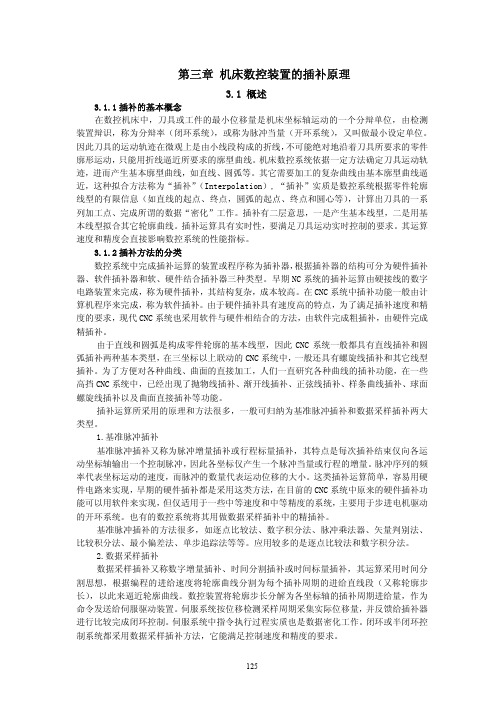
数控系统插补的方法和原理

数控系统插补的方法和原理数控机床上进行加工的各种工件,大部分由直线和圆弧构成。
因此,大多数数控装置都具有直线和圆弧的插补功能。
对于非圆弧曲线轮廓轨迹,可以用微小的直线段或圆弧段来拟合。
插补的任务就是要根据进给速度的要求,在轮廓起点和终点之间计算出若干中间掌握点的坐标值。
由于每个中间点计算的时间直接影响数控装置的掌握速度,而插补中间点的计算精度又影响整个数控系统的精度,所以插补算法对整个数控系统的性能至关重要,也就是说数控装置掌握软件的核心是插补。
插补的方法和原理许多,依据数控系统输出到伺服驱动装置的信号的不同,插补方法可归纳为脉冲增量插补和数据采样插补两种类型。
一、脉冲增量插补这类插补算法是以脉冲形式输出,每次插补运算一次,最多给每一轴一个进给脉冲。
把每次插补运算产生的指令脉冲输出到伺服系统,以驱动工作台运动。
一个脉冲产生的进给轴移动量叫脉冲当量,用δ表示。
脉冲当量是脉冲安排计算的基本单位,依据加工的精度选择,一般机床取δ=0.01mm,较为精密的机床取δ=1μm或0.1μm 。
插补误差不得大于一个脉冲当量。
这种方法掌握精度和进给速度低,主要运用于以步进电动机为驱动装置的开环掌握系统中。
二、数据采样插补数据采样插补又称时间标量插补或数字增量插补。
这类插补算法的特点是数控装置产生的不是单个脉冲,而是数字量。
插补运算分两步完成。
第一步为粗插补,它是在给定起点和终点的曲线之间插入若干个点,即用若干条微小直线段来拟合给定曲线,每一微小直线段的长度△L 都相等,且与给定进给速度有关。
粗插补时每一微小直线段的长度△L 与进给速度F和插补T周期有关,即△L=FT。
图1 数据采样插补其次步为精插补,它是在粗插补算出的每一微小直线上再作“数据点的密化”工作。
这一步相当于对直线的脉冲增量插补。
数据采样插补方法适用于闭环、半闭环的直流或沟通伺服电动机为驱动装置的位置采样掌握系统中。
插补与刀补计算原理

B
现在,我们来计算逐点比较法的合成进给速度。
01
我们知道,逐点比较法的特点是脉冲源每产生一个脉冲,不是发向x轴( ),就是发向y轴( )。令 为脉冲源频率,单位为“个脉冲/s”,则有
02
从而x和y方向的进给速度 和 (单位为mm/min)分别为
03
合成进给速度 为
下面举例说明插补过程。设欲加工第Ⅰ象限逆时针走向 的圆弧 (见图2—3), 起点A的坐标是 ,终点E的坐标是 ,终点判别值: 加工过程的运算节拍见表2—2,插补后获得的实际轨迹如图2—3折线所示。 逐点比较法插补第Ⅰ象限直线和第Ⅰ象限逆圆弧的计算流程图分别见图2—3和图2—4。 图2-3 圆弧实际轨迹
设加工点P(xi, yj)在圆弧外侧或圆弧上,则加工偏差为
x坐标需向负方向进给一步(—Δx),移到新的加工点P(xi, yj)位置,此时新加工点的x坐标值为xi-1,y坐标值仍为yj,新加工点P(xi+1, yj)的加工偏差为
01
03
02
设加工点P(xi, yj)在圆弧的内侧,则
那么,y坐标需向正方向进给一步(+Δy),移到新加工点P(xi+1, yj),此时新加工点的x坐标值仍为xi,y坐标值则改为yj+1,新加工点P(xi, yj+1)的加工偏差为
我们用SR1,SR2,SR3,SR4分别表示第Ⅰ,Ⅱ,Ⅲ,Ⅳ象限的顺时针圆弧,用NR1,NR2,NR3,NR4分别表示第Ⅰ,Ⅱ,Ⅲ,Ⅳ象限的逆时针圆弧,如图2—6(a)所示;用L1,L2,L3,L4分别表示第Ⅰ,Ⅱ,Ⅲ,Ⅳ象限的直线,如图2—6(b)所示。由图2—6可以看出:按第Ⅰ象限逆时针走向圆弧NR1线型插补运算时,如将x轴的进给反向,即走出第Ⅱ象限顺时针走向圆弧SR2;将y轴的进给反向,即走出SR4;将x和y轴两者进给都反向,即走出NR3。此时NR1,NR3,SR2,SR4四种线型都取相同的偏差运算公式,无须改变。
插补原理
F8=F7-2x7+1=0
x8=4, y8=0
终点判别 Σ=4+4=8 Σ=8-1=7
Σ=7-1=6
Σ=5 Σ=4 Σ=3 Σ=2 Σ=1 Σ=0
图 3.4 逐点比较法圆弧插补轨
4.逐点比较法的速度分析 刀具进给速度是插补方法的重要性能指标,也是选择插补方法的重要依据。 (1)直线插补的速度分析 直线加工时,有
(为 0.701f),进给速度在(1~0.707)f 间变化。 5.逐点比较法的象限处理 以上仅讨论了第一象限的直线和圆弧插补,对于其它象限的直线和圆弧,可采取不同
方法进行处理。下面介绍其中的两种。 (1)分别处理法 前面讨论的插补原理与计算公式,仅适用与第一象限的情况。对于其它象限的直线插补
和圆弧插补,可根据上面的分析方法,分别建立其偏差函数的计算公式。这样对于四个象限 的直线插补,会有 4 组计算公式,对于 4 个象限的逆时针圆弧插补和 4 个象限的顺时针圆弧 插补,会有 8 组计算公式,其刀具的偏差和进给方向可用图 3.7 的简图加以表示。
F2=F1+2y1+1 =-7+2*0+1=-6
x2=3 y2=y1+1=1
F3=F2+2y2+1=-3
x3=4, y3=2
F4=F3+2y3+1=2
x4=3, y4=3
F5=F4-2x4+1=-3
x5=4, y5=0
F6=F5+2y5+1=4
x6=4, y6=0
F7=F6-2x6+1=1
x7=4, y7=0
步数
表 3.1 逐点比较法直线插补过程
偏差判别
坐标进给
偏差计算
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连续运动轨迹插补原理
连续运动轨迹插补是指通过对给定的离散点进行插值计算,得到平滑
的轨迹曲线,从而实现机器的连续运动。
这种插补原理在机器人领域和数
控机床领域得到广泛应用。
连续运动轨迹插补的原理包括以下几个关键步骤:离散数据处理、插值方法选择和运动控制命令生成。
首先,离散数据处理是指对于给定的离散数据点进行处理,消除噪声
和不连续性,得到平滑的数据。
这可以通过信号处理方法来实现,例如滤
波器、降噪算法等。
离散数据处理的目的是为了得到准确的输入数据,以
便后续插值计算。
接下来,选择合适的插值方法是连续运动轨迹插补的关键。
插值方法
是指通过已知的数据点,计算出中间的曲线点,从而实现平滑连续的运动。
常用的插值方法包括线性插值、二次插值、三次样条插值等。
不同的插值
方法有不同的计算复杂度和平滑度,在实际应用中需要根据具体情况选择
合适的方法。
最后,通过插值计算得到的平滑轨迹点,根据机器运行的具体要求,
生成相应的运动控制命令。
这些命令可以包括位置命令、速度命令和加速
度命令等,根据机器的运动方式和控制系统的特性来确定。
生成的控制命
令可以用于控制机器人或数控机床的运动,实现连续的平滑轨迹。
总结起来,连续运动轨迹插补原理包括离散数据处理、插值方法选择
和运动控制命令生成。
通过对离散数据进行平滑处理,选择合适的插值方
法计算连续的轨迹点,最终生成控制命令实现机器的连续运动。
这种插补
原理在机器人和数控机床等领域广泛应用,为实现高精度、高速度的运动
提供了重要的技术支持。