塑料模具课程设计
塑料件模具课程设计

塑料件模具课程设计一、课程目标知识目标:1. 学生能理解并掌握塑料件模具设计的基本原理和工艺流程。
2. 学生能识别并描述不同类型的塑料材料及其适用性。
3. 学生能了解并阐述模具结构、工作原理及其在工业生产中的应用。
技能目标:1. 学生能够运用CAD软件进行塑料件模具的设计和制图。
2. 学生能够运用基础工程知识进行模具的强度和刚度分析。
3. 学生能够通过实例分析和问题解决,培养创新设计和实际应用能力。
情感态度价值观目标:1. 学生通过学习塑料件模具课程,培养对工程制造领域的兴趣和热情。
2. 学生在学习过程中发展团队合作意识,增强沟通交流能力。
3. 学生能够树立环保意识,认识塑料件模具设计与可持续发展之间的关系,并在实践中加以考虑。
课程性质:本课程为实践性与理论性相结合的设计课程,侧重于塑料件模具设计原理与实际应用的结合。
学生特点:学生处于高中年级,具有一定的物理、数学基础知识,对工程技术和设计有一定的兴趣,但需进一步培养实践操作能力。
教学要求:课程应注重理论与实践相结合,鼓励学生主动参与、积极思考,通过案例分析和实际操作,达到知识的内化和技能的提升。
教学过程中应关注学生个体差异,提供个性化指导,确保每位学生都能实现既定目标。
二、教学内容1. 塑料件模具设计基础理论:- 塑料材料性质及分类- 模具设计的基本原则与要求- 模具结构及其工作原理2. 塑料件模具设计流程:- 设计前期准备:产品分析、工艺参数确定- 模具结构设计:分型面、型腔、型芯设计- 模具零部件设计:导向、推出、冷却系统设计3. 模具CAD设计与制图:- CAD软件操作技巧- 模具三维建模与工程图绘制- 模具设计规范及标准4. 模具强度与刚度分析:- 基础工程知识应用- 模具受力分析- 模具材料选择与强度计算5. 实例分析与创新设计:- 范例解析:分析优秀模具设计案例- 创新设计实践:结合实例进行创新设计6. 模具设计与可持续发展:- 环保意识培养- 节能减排技术在模具设计中的应用教学大纲安排:第一周:塑料件模具设计基础理论第二周:塑料件模具设计流程及CAD制图第三周:模具强度与刚度分析第四周:实例分析与创新设计第五周:模具设计与可持续发展教学内容与教材关联性:以上内容与教材中塑料件模具设计相关章节紧密相关,确保教学内容的科学性和系统性。
《塑料成型工艺与模具设计》课程设计指导书+模版

《塑料成型工艺与模具设计》课程设计指导书一、课程设计的目的(1)培养学生树立正确的设计思想,理论联系实际的工作作风,严肃认真、实事求是的科学态度和勇于探索的创新精神。
(2)培养学生对具体设计任务的理解和分析能力。
(3)培养学生编制注射成型工艺规程的能力和设计塑料模具的能力。
(4)培养学生综合运用所学知识与生产实践经验,分析和解决工程技术问题的能力。
(5)通过课程设计实践,训练并提高学生在理论计算、结构设计、查阅设计资料和应用计算机辅助设计软件以及编写技术文件等方面的能力。
二、课程设计的要求(1)塑料模具设计题目为中等复杂程度塑件,并满足教学要求和生产实际的要求,设计题目选自生产第一线。
(2)及时了解模具技术发展动向,查阅有关资料,准备好设计所需资料和工具。
(3)树立正确的设计思想,结合生产实际综合地考虑经济性、实用性、可靠性、安全性及先进性等方面的要求,严肃认真地进行模具设计。
(4)要敢于创新,勇于实践,充分发挥自己主观能动性和创造性,注意培养创新意识和工程意识。
(5)严格遵守学习纪律,遵守作息时间,不得迟到、早退和旷课。
(6)注射工艺计算正确,编制的塑料注射成型工艺规程符合生产实际;(7)模具结构合理,凡涉及国家标准之处均应采用国家标准,图面整洁,图样及标注符合国家标准。
(8)图纸机绘(计算机绘图)。
三、设计前的准备工作和注意事项1.先期课程塑料成型工艺与模具设计是在学生具备了机械制图、公差与技术测量、材料及热处理、机械设计基础、金属塑性成形原理、成形设备、机械制造技术、模具设计与制造等必要的基础知识和专业知识的基础上进行的。
完成本专业教学计划中所规定的认识实习和生产实习,也是保证学生顺利进行塑料成型工艺与模具设计的必要实践教学环节。
2.设计前应注意的事项(1)设计前必须预先准备好资料、手册、图册、绘图仪器、计算器、图板(计算机)、图纸、报告纸等;(2)设计前应对塑料成型工艺与模具设计的原始资料进行认真地消化,并明确设计要求再进行工作。
塑料成型与模具设计课程设计

塑料成型与模具设计课程设计
塑料成型与模具设计
一、教学目标
本课程的目的是让学生学会塑料成型工艺,了解塑料成型及其相关设备的工作原理,能够理解和设计塑料成型模具。
二、教学内容
1.塑料成型的基本原理:
了解塑料的热变性,成型工艺的温度控制,成型工艺和成型设备的选择。
2.塑料模具的设计:
理解塑料模具的设计原则,如冷却系统的设计、模具的结构、规格测量等。
3.塑料成型的表面处理:
介绍一些常用的塑料上表面处理的方法,如冲孔、抛光、喷砂、涂漆、电镀等。
4.塑料制品的检验与评价:
学习塑料成型和表面处理及制品检验标准的基本原理,学习塑料制品的检验方法和标准。
三、教学方法
1.讲授型:
采用讲授型加实践,以课堂讲解为主,讲述技术原理,并用图片、动画等形式加以讲解,以此深化学生对塑料成型工艺的理解;
2.实践型:
采用实际的方式,在实验室里实验各种塑料成型技术及表面处理的方法,以达到及时掌握手段,做到知行合一;
3.讨论型:
在实践型的基础上,结合实验室的实验结果进行研讨,全面解决学生在学习中面临的各种问题,达到增强学生对塑料成型及模具设计的理解程度。
四、教学评估
本课程采取了实训中心的考核方式,在课程中,学生需要进行平时的习题练习,不定期的考试,根据学生的考试成绩、平时作业、实践情况对学生进行考核。
最后,课程结束的时候,还会进行一次综合考试,对学生整个课程的学习情况进行全面评估。
衬套 注塑模具课程设计

专业课程设计设计说明书姓名:学号: 2班级:指导教师:日期: 2014。
1.8设计任务书塑件名称:衬套材料:PA1010精度等级:MT4表面粗糙度:Ra0。
8批量:50万概述衬套是阀门密封的必备之一,要求具有较高的密封性,同时还需要该零件具有并要求注射操作简便易行,模具更换方便,周期短,注射成型过程可完全自动化,生产效率高,经济效益好。
本文将为衬套进行注塑模具设计,设计过程主要包括以下几个方面:1、塑件成型分析.冰箱冷藏门上下饰条是家族模,所以分析时包括特性分析和结构分析等.2、注塑机的选择及校核。
先利用锁模力来进行初选择,然后就最大注射量、注射压力等参数初步校核。
3、分析和确定模具的分型面。
根据分型面的选取原则逐步进行,最后综合考虑装饰条的结构特点和成型条件来确定分型面。
4、浇注系统。
浇注系统一般由主流道、分流道、浇口、冷料穴几部分组成,具体设计中对各部分分别进行.本次产品属于环形浇口,设计时多加注意。
5、成型部件的设计与计算.成型部件设计要考虑到模具的加工性和塑件成型要求,然后利用平均值法来进行主要尺寸的计算.6、脱模机构设计。
脱模机构的设计需要考虑塑件的外观要求和具体结构进行.顶出时注意圆顶杆、方顶杆以及顶管的设计。
7、冷却系统的设计。
冷却系统对于塑件的成型质量和生产效率影响很大,应根据塑件的结构特点合理确定冷却系统结构。
第一章塑件成型工艺性分析1。
1塑料原材料分析化学名称:PA1010PA1010(尼龙1010)塑料是半透明、轻而硬、表面光亮的结晶形白色或微黄色颗粒,相对密度和吸水性比尼龙6和尼龙66低,机械强度高,冲击韧性、耐磨性和自润滑性好,耐寒性比尼龙6好,熔体流动性好,易于成型加工,但熔体温度范围较窄,高于100℃时长期与氧接触会逐渐呈现黄褐色,且机械强度下降,熔融太时与氧接触极易引起热氧化降解。
PA1010(尼龙1010)塑料还具有较好的电气绝缘性和化学稳定性,无毒。
不溶于大部分非极性溶剂,如烃、脂类、低级醇等,但溶解于强极性溶剂,如苯酚、浓硫酸、甲酸、水合三氯乙醛等,耐霉菌、细菌和虫蛀。
塑料模具毕业,课程设计说明任务书,圆盖注塑模设计与制造(好东西)
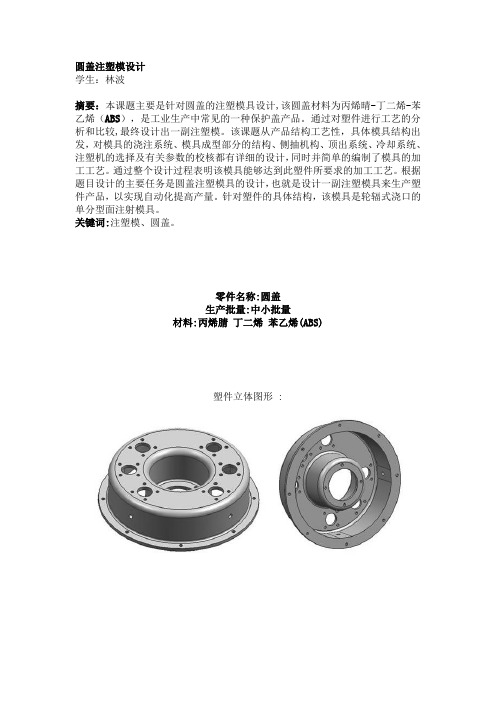
圆盖注塑模设计学生:林波摘要:本课题主要是针对圆盖的注塑模具设计,该圆盖材料为丙烯晴-丁二烯-苯乙烯(ABS),是工业生产中常见的一种保护盖产品。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、侧抽机构、顶出系统、冷却系统、注塑机的选择及有关参数的校核都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是圆盖注塑模具的设计,也就是设计一副注塑模具来生产塑件产品,以实现自动化提高产量。
针对塑件的具体结构,该模具是轮辐式浇口的单分型面注射模具。
关键词:注塑模、圆盖。
零件名称:圆盖生产批量:中小批量材料:丙烯腈丁二烯苯乙烯(ABS)塑件立体图形 :一、塑件的工艺性分析塑件的工艺性分析包括:塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的工艺性分析,其具体分析如下:1、塑件的原材料分析:塑料品种结构特点使用温度化学稳定性性能特点成型特点丙烯腈、丁二烯、苯乙烯(ABS),属于热塑性塑料非结晶态树脂,不透明小于85-110℃,脆化温度未-18℃有较良好的耐化学试剂性,不耐浓的氧化性酸及醛、酮、酯、氧化烃等不透明,具有良好的综合物理力学性能,耐热、耐腐、耐磨及良好的抗蠕变性,介电性能好,吸水性较强熔融温度高(超过250℃时才出现分解),熔体粘度不太高,流动性中等(溢边值为0.04mm),与流动性和压力有关,对压力更敏感,冷却速度较快,成型收缩小结论: ①熔融温度较高,熔体黏度中等,一般采用螺杆注射机成型,模具温度可控制在60-80℃②吸湿性强,含水量应小于0.3%,必须充分干燥③易发生熔接熔接痕,应注意选择进料口位置形式,顶出力过大或机械加工时塑件表面呈现“白色痕迹”(但在热水中加热可消失),脱模斜度应取2°以上2、塑件的结构工艺性分析:⑴ 从图纸上分析,该塑件的外形为回转体,壁厚均匀,都为3.5mm,且符合最小壁厚要求.⑵ 塑件型腔较大,有尺寸不等的孔,如:36-Ф3.5 、6-Ф16,它们均符合最小孔径要求.⑶ 在塑件侧壁有四个Ф5mm的孔,因此成型后塑件不易取出,需要考虑侧抽装置.3 、塑件的尺寸精度分析:该塑件的未注公差按MT5级公差要求,其余公差要求按制件的制件图所示公差要求塑件的外形尺寸: ФФ内形尺寸: Ф孔尺寸: ФФФФ空心距尺寸: ФФФФ4、塑件表面质量分析:该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,粗糙度可取Ra3.2um ,塑件内部也不需要较高的表面粗糙度要求,所以内外表面的粗糙度都3取Ra3.2um.结论:该塑件可采用注射成型加工,且加工性能较好,但成型以后需要设置侧抽芯机构才能将塑件顺利脱出.二、成型设备选择与模塑工艺规程编制1、计算塑件的体积:+2、注塑机的初步选择塑件成型所需的注射总量应小于所选注塑机的注射容量.注射容量以容积()表示时,塑件体积(包括浇注系统)应小于注塑机的注塑容量,其关系是:式中- 塑件与浇注系统的体积()- 注射机注射容量()0.8- 最大注射容量利用系数根据塑件的原材料分析,查相关手册①得知该塑件的原材料所需的注射压力为60-100 ,由于塑件的尺寸较大,型芯较多,所以选择较大的注射压力.模具所需的注射压力应小于或等于注射机的额定注射压力,其关系按下式:式中- 塑件成型是所需的压力()- 所选注射机的额定注射压力()模具所需的最大锁模力应小于或等于注射机的额定锁模力,其关系式如下:式中- 模具型腔压力,取45MPa- 塑件与浇注系统在分型面上的投影面积()- 注射机额定锁模力(N)再根据塑件形状及尺寸采用一模一件的模具结构,由以上数据,相关资料②初选螺杆式注塑机:XS-ZY-250.它的注射容量为250,注塑压力为130MPa,锁模力为1800KN,均满足以上条件.3、塑件模塑成型工艺参数的确定ABS注射成型工艺参数见下表,试模时,可根据实际情况作适当调整工艺参数规格工艺参数规格预热和干燥温度t/℃: 80-95成型时间/s 注射时间0-5时间/h: 4-5保压时间15-30料筒温度t/℃ 后段150-170 冷却时间15-30 中段165-180 总周期40-70 前段180-200螺杆转速n/()30-60喷嘴温度t/℃ 170-180后处理方法红外线灯烘箱模具温度t/℃ 50-80 温度t/℃ 70 注射压力p/Mpa 60-100时间/h2-4三、注射模的结构设计注射模结构设计主要包括: 分型面的选择、模具型腔数目的确定及型腔的排列、浇注系统设计、型芯、型腔结构的确定、推件方式、侧抽芯机构的设计、模具结构零件设计等内容.1、分型面的选择该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,只要求外径没有明显的斑点及熔接痕.在选择分型面时,根据分型面的选择原则,考虑不影响塑件的外观以及成型后能够顺利取出制件如图所示,塑件留动模,塑件的脱模容易实现,且模具的加工相对以上方案简单,方便. 所以,通过对以上几种分型面的考虑以及塑件的外观的要求,选择大端底平面作为分型面的方案较合适.2、型腔数目的确定及型腔的排列由于该塑件采用一模一件成型,所以,型腔布置在模具的中间.这样也有利于浇注系统的排列和模具的平衡.3、浇注系统的设计(1)主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道,是熔体最先流经模具的部分,它的形状与尺寸对塑料熔体的流动速度和充模时间有较大的影响,因此,必须使熔体的温度降和压力损失最小。
注塑模具毕业设计【范本模板】
哈理工荣成学院塑料模课程设计说明书题目:玩具积木注塑模设计院、系:荣成学院材料工程系专业:模具11-1姓名: 孙中银学号: 1130330123指导教师:完成时间: 2013 年 08 月 30 日哈理工荣成学院塑料模课程设计任务书目录第1章塑件工艺分析 (3)1。
1 设计任务 (3)1.2 塑件工艺分析 (4)1。
2.1 材料工艺性分析 (4)1.2。
2 尺寸精度工艺性分析 (5)第2章模具结构设计 (6)2。
1模具总体方案确定 (6)2.1 成型设备的选择 (11)第3章模具材料及其热处理方案设计 (11)3.1 模具型芯型腔材料 (12)3.2 模具材料热处理方案 (12)第4章模具及注塑机的校核 (14)4。
1注塑机工艺参数的校核 (14)第5章模具总装图图5-1 (15)结论 (16)参考文献 (17)第1章塑件工艺分析1.1设计任务根据任务设计玩具积木三视图如下图1-11—1玩具积木三视图1-2玩具积木实物图已知技术参数:材料:ABS生产批量:大批量生产1.2塑件工艺分析1.2.1材料工艺性分析ABS是丙烯腈、丁二烯和苯乙烯三种单体聚合而成的非结晶型的高聚物.它是在聚丙乙烯基础上改性而发展起来的一种热塑性工程塑料。
由于聚苯乙烯的突出缺点是耐冲击性能较差,耐热性不够高,因而限制了它的应用范围。
而三种单体合成的ABS塑料是一种综合性能优良的在工程技术中广泛应用的新型塑料。
1.ABS塑料的使用性能:由于ABS是三种单体聚合而成的,因此它具有三种组成物的综合性能。
丙烯腈可使ABS具有较高的强度、硬度、耐热性及耐化学稳定性;丁二烯可使ABS具有弹性和较高的冲击强度;苯乙烯可使ABS具有优良的介电性能和成型加工性能。
由此可见,还可以通过改变组成物的比例,生产出不同品种的ABS塑料。
ABS塑料在一定的温度范围内具有较高的冲击强度和表面硬度及耐磨性;它的热变形温度为100℃左右,比聚苯乙烯、聚氯乙烯、聚酰胺都高;还具有一定的化学稳定性和良好的介电性能;此外它还有能与其他塑料和橡胶混溶等特性;其制品尺寸稳定性不好,表面光泽,可以抛光和电镀。
塑料模具设计杯子课程设计说明书
目录一、产品的设计及要求 (4)二、塑件的工艺分析 (5)2.1 分析塑件使用材料的种类及工艺特征 (5)2.2 塑件结构、尺寸精度分析 (5)2.3 塑件的结构工艺性分析 (5)2.4 塑件分析 (6)2.5 塑件模塑成型工艺参数的确定 (6)三、初步确定型腔数目和排列方式 (7)四、成型零部件工作尺寸的计算 (7)4.1塑件的平均收缩率 (7)4.2型腔尺寸的计算 (7)4.3型芯尺寸的计算 (8)五、型腔的侧壁和底板厚度的计算 (8)5.1型腔的侧壁厚度计算 (8)5.2型腔的底板厚度计算 (9)六、型芯型腔的设计 (9)6.1型芯的设计 (9)6.2型腔的设计 (10)七、分型面的选择 (10)7.1分型面的选择设计原则 (10)八、导向机构的设计 (11)8.1导柱的设计 (11)8.2导套的结构设计 (12)8.3推出机构的设计 (12)九、台阶型拉杆导柱设计 (12)十、模架的选择 (13)10.1模架类型选择 (13)10.2模架周界计算 (13)10.3模架图示例 (13)十一、注射机的选择 (16)11.1塑件体积的计算 (16)11.2模具最大厚度的计算 (16)11.3开模行程的计算 (17)11.4锁模力的计算 (17)11.5选择注射机 (17)十二、浇注系统的设计 (18)12.1主流道的设计 (18)12.2浇口的设计 (19)十三、结束语 (20)十四、参考文献 (21)前言良好的塑料制品工艺性是获得合格制品的前提,也是模塑工艺得以顺利进行和模具达到经济合理要求的基本条件。
所谓注塑成型(Injection Molding)是指:受热融化的材料由高压射入模腔,经冷却固化后,得到成形品的方法。
一、产品的设计及要求零件名称:杯子生产批量:大批量未注公差:MT 5要求设计一套模具二、塑件的工艺分析2.1 分析塑件使用材料的种类及工艺特征塑件材料结构特点使用温度化学稳定性性能特点成型特点ABS 微黄色固体,有一定的韧性-40~100度良好,溶于酮、醛、酯和某些氯代烃中,热稳定性差。
塑料模具课程设计实例
塑料注射模具设计与实例
本章基本内容
(2)模具钢
3Cr2Mo(P20)钢:可预硬化的塑料模具钢,预硬化后
硬度为36~38 HRC,适用于制作塑料注射模具型腔,其 加工性能和表面抛光性较好。 10Ni3CuAIVS(PMS)钢:析出硬化钢。预硬化后时效 硬化,硬度可达40~45 HRC。热变形极小,可做镜面抛 光,特别适合于腐蚀精细花纹。可用于制作尺寸精度高, 生产批量大的塑料注射模具。 6Ni7Ti2Cr钢:马氏体时效钢。在未加工前为固熔体 状态,易于加工。精加工后以480℃~520℃进行时效, 硬度可达50-57 HRC。适用于制造要求尺寸精度高的小 型塑料注射模具,可做镜面抛光。 8CrMnWMoVS(8CrMn)钢:为易切预硬化钢,可做镜面 抛光。其抗拉强度高,常用于大型注射模具。调质后硬 度为33-35 HRC,淬火时可空冷,硬度可达42-60 HRC。 25CrNi3MoAI钢:适用于型腔腐蚀花纹,属于时效硬 化钢。调质后硬度23 25 HRC,可用普通高速钢刀具加 工。时效后硬度38~42 HRC。可以做氮化处理,氮化处 理后表层硬度可达1100 HV。 Crl6Ni4Cu3Nb(PCR)钢:耐腐蚀钢。可以空冷淬火,
塑料注射模具制造特点 塑料注射模具零件常用加工方法和材料 塑料注射模具装配 塑料注射模具设计与制造实例
重点、难点
塑料注射模具制造特点 塑料注射模具零件常用加工方法和材料 塑料注射模具设计
脚盆注塑模课程设计说明书
脚盆注塑模课程设计说明书编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(脚盆注塑模课程设计说明书)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为脚盆注塑模课程设计说明书的全部内容。
Hefei University课程设计COURSE PROJECT题目:脚盆注塑模课程设计系别:机械工程系专业:材料成型及控制工程2班学制:四年姓名:高占奎学号: 1206032017导师: 邢文静2016年1月11日中文摘要模具是工业的重要工艺装备,是许多工业产品生产中不可缺少的组成部分。
我国加入WTO以后,吸引外资能力的逐年增强,成为世界产品制造工厂地位愈加突出,而模具也在这其间扮演着越来越重要的角色。
塑料作为现代社会经济发展的基础材料之一,是农业、工业、能源、交通运输等经济领域不可缺少的重要材料,其用途已渗透到经济和生活的各个领域,和钢铁、木材、水泥成为材料领域的四大支柱。
模具是工业生产的基础工艺装备,被各行业广泛用于生产最终产品,其产生的价值往往是模具自身价值的几十倍、上百倍,被誉为“效益放大器",模具生产技术水平的高低,已成为衡量一个地区制造水平高低的重要标志。
关键词:塑料;发展;注塑模;模具设计;实践Abstract脚盆注塑模课程设计说明书Mold is an important process equipment industry,many industrial production indispensable component. After China’s accession to WTO, the ability to attract foreign investment increased year by year,as the world’s manufacturing plants become more promi nent position, but also in the meantime mold plays an increasingly important role. As one of the plastic base material of modern social and economic development, agriculture,industry, energy,transportation and other economic sectors indispensable material,its use has penetrated into all areas of the economy and life, and steel, timber, cement become material the four pillars of the field。
注塑模课程设计实训报告
注塑模课程设计实训报告一、前言注塑模具设计是机械工程领域的一个重要分支,它涉及到塑料成型工艺、模具结构设计、CAD/CAM技术等多个方面。
为了提高我们的实践能力,加深对注塑模具设计的理解,我们参加了注塑模具课程设计实训。
以下是本次实训的报告。
二、实训目的1. 熟悉注塑模具设计的基本流程和方法。
2. 掌握注塑模具的结构设计要点。
3. 培养运用CAD/CAM技术进行模具设计的能力。
4. 提高团队协作和沟通能力。
三、实训内容1. 塑件分析本次实训选取的塑件为某电子产品中的塑料衬套。
首先,我们对塑件进行详细分析,包括尺寸、形状、材质、表面粗糙度等。
通过对塑件的分析,为后续模具设计提供依据。
2. 成型工艺分析根据塑件分析结果,我们确定了成型工艺参数,包括注射压力、温度、冷却时间等。
同时,对塑件成型过程中的收缩率、翘曲变形等进行了预测和评估。
3. 模具结构设计(1)模具总体结构设计根据塑件形状和尺寸,我们确定采用单腔模具结构。
模具主要由定模、动模、浇注系统、导向机构、脱模机构等部分组成。
(2)浇注系统设计浇注系统是注塑模具的重要组成部分,其设计直接影响塑件的成型质量和生产效率。
我们采用主流道、分流道、冷却水道等结构,确保塑料熔体顺利流入模具型腔。
(3)导向机构设计导向机构的作用是保证模具在成型过程中各部件的相对位置准确。
我们设计了导向柱、导向套等结构,确保模具在成型过程中的稳定性。
(4)脱模机构设计脱模机构的作用是使塑件在成型后顺利从模具中取出。
我们采用斜导柱、弹簧等结构,实现塑件的顺利脱模。
4. CAD/CAM技术应用利用CAD/CAM软件进行模具设计,可以提高设计效率,降低设计成本。
我们采用SolidWorks软件进行模具设计,并生成CAD图纸和CAM加工文件。
四、实训成果1. 完成了一套塑料衬套注塑模具的设计,包括模具结构、CAD图纸和CAM加工文件。
2. 通过实训,我们掌握了注塑模具设计的基本流程和方法,提高了设计能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料模具课程设计说明书 学 院:材料科学与工程 专 业: 08 高分子 学 号: 200800150131 姓 名: 林皓 指导教师: 张晨 塑料模具课程设计说明书
- 2 - 目录 第一部分 设计任务分析…………………………………………………… 3 第二部分 塑件的分析……………………………………………………… 4 第三部分 注射机型号确定及参数校核…………………………………… 5 第四部分 浇注系统的设计………………………………………………… 7 第五部分 型腔排布及分型面选择………………………………………… 9 第六部分 成型零件工作尺寸计算…………………………………………10 第七部分 导向及脱模机构…………………………………………………14 第八部分 参考文献…………………………………………………………16 塑料模具课程设计说明书
- 3 - 第一部分 设计任务分析
图1 零件实体图 一、制品的设计要求 本次设计制品的用途是锁盖,结构简单,对称分布,对精度无太大要求,强度要求适中
二、制品的生产批量 本制品为大规模生产,为缩短生产周期、节约成本,采用一模两腔
三、制品的尺寸与公差 两孔间尺寸精度为MT3级,其他无公差要求为MT5级
四、制品体积估算 由分析,可得锁盖件的体积为8.5cm3 塑料模具课程设计说明书
- 4 - 第二部分 塑件的分析 材料:黑色酚醛树脂(PF) 一、PF性能分析 固体酚醛树脂为无色或黄褐色透明物,市场销售往往加着色剂而呈红、黄、黑、绿、棕、蓝等颜色,有颗粒、粉末状。耐弱酸和弱碱,遇强酸发生分解,遇强碱发生腐蚀。不溶于水,溶于丙酮、酒精等有机溶剂中。苯酚与甲醛缩聚而得。它包括:线型酚醛树脂、热固性酚醛树脂和油溶性酚醛树脂。工艺条件 注射机类型:柱塞式 螺杆转速:40-80r/min 喷嘴温度:90-100℃ 料筒前端温度:70-100℃ 料筒后端温度:40-50℃ 模具温度:160-169℃ 注射压力:98-147MPa 背压:0-0.49MPa 注射时间2-10s 保压时间:3-15s 硬化时间:15-50s 成型周期:45-120s 成型收缩率:0.006% 成型温度:146-180℃ 成型压力:7-42MPa
二、成型特性 1.刚性好,变形小,耐热耐磨,无定型料,吸湿性小,但为了提高流动性,防止产生气泡则宜先干燥 2.流动性差,极易分解,特别在高温下与钢、铜金属接触更易分解,分解温度为200℃ 3.成型温度范围小,必须严格控制料温 4.模具浇注系统应短粗,浇口截面宜大,不得有死角滞料,模具应冷却,其表面应镀铬
四、注射成型工艺过程 加料 成型前准备 塑化 注射 冷却 脱模 加压 工艺流程图解
后处理 塑料模具课程设计说明书
- 5 - 第三部分 注射机型号确定及参数校核
注射模是安装在注射机上的,因此在设计注射模具是应该对注射机有关技术规范进行必要的了解,以便设计出符合要求的模具,同时选定合适的注射机型号
一、注射机的确定 由分析,可得锁盖件的体积为8.5cm3,考虑到设计为2腔,加上浇注系统的冷凝料,查阅塑料膜设计手册的国产注射机技术规范及特性,可以选择XS-Z-60,以下为其技术规格 理论注射容积(cm3) 60 螺杆直径(mm) 38 注射压力(MPa) 180 注射速率(g/s) 70 塑化能力(g/s) 35 螺杆转速(r/min) 0~200 锁模力(KN) 500 拉杆有效距离(mm) 220*300 移模行程(mm) 180 模具最大厚度(mm) 200 模具最小厚度(mm) 70 锁模形式 双曲肘 模具定位孔直径(mm) 55 喷嘴球半径(mm) SR12 喷嘴口空孔径(mm) 4 模板尺寸(mm) 160*250
二、注射压力校核 P注=98-147MPa P公=180MPa; P公≥P注 满足条件 这里选130MPa
三、锁模力校核 锁模力是指注射机的锁模机构对模具所施加的最大夹紧力,当高压的塑料熔体充填模腔时,会沿锁模方向产生一个很大的胀型力。为此,注射剂的额定锁模力必须大于该胀型力,即:
型分胀锁PAFF
锁F——注射机的额定锁模力(N);
型P——模具型腔内塑料熔体平均压力(MPa);一般为注射压力的0.3-0.65倍,通常取20-40MPa。
这里选型P=40MPa;
分A——塑料和浇注系统在分型面上的投影面积之和(2mm);由分析,可得投影面积702cm,浇
注系统的投影面积不超过102cm; 型分胀锁PAFF)(N5108.43020080
小于500KN,符合要求 塑料模具课程设计说明书 - 6 - 四、开模行程校核 对于具有液压-机械式合模机构的注射机,其最大开模行程是由肘杆机构的最大行程所决定的,而不受模具厚度影响,因此本次设计中,开模行程与模具厚度无关,且为单分型面注射模,则所需开模行程H为:
mm10~521max)(HHS
式中,1H——塑件推出距离(mm); 2H——包括浇注系统在内的塑件厚度(mm);
maxS——注射机最大开模行程(mm);
这里通过资料可得: maxmm11889515SH)( 塑料模具课程设计说明书
- 7 - 第四部分 浇注系统的设计 一、浇注系统的组成 所谓注射模的浇注系统是指主流道的始端到型腔之间的熔体流动通道。其作用是使塑件熔体平稳而有序地充填到型腔中,以获得组织致密、外形轮廓清晰的塑件。因此,浇注系统十分重要。而浇注系统一般可分为普通浇注系统和无流道浇注系统两类。这里选用普通浇注系统,它一般是由主流道、分流道、浇口和冷料穴四部分组成,如图二
图二 二、浇注系统各部件设计 1.主流道设计
1.1主流道通常设计成圆锥形,其锥角4~2,内壁表面粗糙度一般为m63.0aR。这里取4;
1.2为防止主流道与喷嘴处溢料,喷嘴与主流道对接处紧密对接,主流道对接处应制成半球形凹坑,且
半径:mm142~112mm2~112)()(RR;
小端直径:mm52~14mm1~5.0dd12)()(; 凹坑深:h=3~5mm,这里取h=3.5mm; 1.3为减小料流转向过渡时的阻力,主流道大端呈圆角过渡,其圆角半径1~3mm; 1.4在保证塑料良好成型的前提下,主流道长度L应尽量短。通常由模板厚度确定,一般取mm60L;这里上标准模架,并考虑塑件厚度,取L = 43 mm; 1.5由于主流道与塑料熔体及喷嘴反复接触和碰撞,因此将主流道制成可拆卸的主流道衬套,便于优质钢材加工和热处理,这里取A型衬套,如图三,且衬套大端高出定模端面H = 5~10mm,起定位环作用; 图三 2.冷料穴 为储存两次注射间隔而产生的冷料以及熔体流动的前锋冷料,防止熔体冷料进入型腔,设计冷料穴。 主流道冷料穴设计成带有拉料杆的冷料穴,冷料穴的孔设计成倒锥形,凝料推杆固定在推出固定板上。开模时靠倒锥起拉料作用,然后由推杆强制推出,这种冷料穴取凝料不需要侧向移动,易实现自动化操作,如图四。 塑料模具课程设计说明书 - 8 - 图四 图五 图六 3.分流道 3.1分流道截面形状 为了减少流道的热量损失考虑到流道的效率,该模具分流道截面采用圆形截面; 3.2分流道截面尺寸
制品壁厚大于3mm,故不能采用课本公式6-1进行计算。根据:mm5.1产品最外壁D,且酚醛树脂流动性不佳,取分流道截面直径10mm; 3.3分流道直径 分流道长度应尽量短,且少弯折,这里取30mm; 3.4分流道表面粗糙度
分流道表面不要求太光洁,表面粗糙度通常取m5.2~25.1aR,可增加对外层塑料熔体的流动阻力,使外层塑料冷却皮层固定,形成绝热层,有利于保温; 3.5分流道的布置 模具为一模两腔,采用平衡式布置,在动模板和定模板上均开有分流道,如图五; 4.浇口 浇口是连接流通与型腔之间的一段细短通道,是浇注系统的关键部分,起着调节控制料速、补料时间及防止倒流等作用,如图六。 根据浇口的设计原则,选择矩形侧浇口。其广泛应用于中小型塑件的多型腔注射模,截面形状简单,便于修正。一般侧浇口的厚度为0.5~1.5mm,宽度为1.5~5.0mm,浇口长度为1.5~2.5mm。 据经验公式计算: 侧浇口厚度tnh,其中n为系数,参考课本表6-4取n = 0.7;t为塑件壁厚,这里取t = 5mm;则h=3.5mm,明显大于通常尺寸,这里取h = 1.5 mm; 由经验数据可得,侧浇口宽度与厚度的比例大致是3:1,则宽度b = 4.5 mm; 浇口长度这里取2 mm; 塑料模具课程设计说明书
- 9 - 第五部分 型腔排布及分型面选择 一、分型面 1.分型面的形式 分型面的形式与塑件几何形状、脱模方法、模具类型及排气系统、浇口形式等有关,我们常见的形式有如下五种:水平分型面、垂直分型面、斜分型面、阶梯分型面、曲线分型面; 2.分型面的选择
根据教材塑件的分型面应取在位于塑件截面尺寸最大的部位。按塑件结构,分型面选在塑件端面,垂直于开模方向,型芯设在动模,开模后塑件包在型芯上留在动模,符合分型面设计原则,便于脱模,保证制件精度,简化模具结构; 二、型腔 1.型腔数目的确定 为了使模具与注射机的生产能力匹配,提高生产效率和经济性,并保证塑件体精度,模具设计时应确定型腔数目,常用方法有4种:a)、按注射机的额定注射量确定型腔数;b)、按注射机的额定锁模力确定型腔数;c)、按制品的精度要求确定型腔数;d)、按经济性确定型腔数; 由于是大批量生产,这里选用d)进行确定,并按a)校核,过程如下:
设型腔数目为n,制品总件数为N,每一个型腔所需的模具费用为1C,与型腔无关的模具费用为0C,每小时注射制品成型的加工费用为y(元/h),成型周期为t(min),则: 模具费用为(元)01mnCCX;
成型加工费用为)(元)(n60ytjNX; 总成型加工费为jmXXX;
为使总成型加工费最小,令0dndx,则:160ytnCN。 对于高精度制品,由于型腔模具难以使各型腔的成型条件均匀,故通常推荐型腔数目不超过4个,以及模具制造成本、制造难度和生产效率的综合考虑,型腔数初定为2腔;
之前计算每个塑件体积为3cm5.8,考虑到为两腔,并计算流道凝料,总体积小于注射机理论注射容积,符合要求。 2.型腔排布方式确定 由于塑件属于小型塑件又要满足大批量生产要求,为使模具制造简便,综合考虑浇注系统、模具结构等因素,拟采用平衡布置。