芝麻点提花工艺
双系统电脑横机上芝麻点提花的编织效率优化

DOI :10.19333/j.mfkj.20200302305双系统电脑横机上芝麻点提花的编织效率优化李㊀华,张伍连(惠州学院,广东惠州㊀516007)㊀㊀摘㊀要:为节省芝麻点提花的编织用时,根据织物特点,将导纱器由低号到高号按顺序进行排列,并对各颜色纱线进行相应编号,阐述了芝麻点提花反面各色纱线的编织规则,即在满足1个颜色纱线只使用1把导纱器㊁2个正面提花横列为1个提花编织循环的条件下,通过将导纱器合理放置在针床两侧,使横机机头左㊁右移动时,尽可能多地带动导纱器进行编织,避免了机头空行移动,最大限度地减少半空行移动,以提高各色提花的编织效率;说明了双系统电脑横机2~6色芝麻点提花的具体编织工艺㊂结果表明:编织2㊁4㊁6色提花的系统使用率均可达到100%,3色提花的系统使用率为75%,5色提花的系统使用率为83.3%㊂关键词:电脑横机;芝麻点提花;效率优化;双系统;编织工艺中图分类号:TS 186.3㊀㊀㊀㊀文献标志码:AEfficiency optimization of sesame dot jacquard on doublesystem computerized flat knitting machineLI Hua,ZHANG Wulian(Huizhou University,Huizhou,Guangdong 516007,China)Abstract :In order to improve the knitting efficiency of two-system computerized flat knittingmachine,the yarn guides were arranged from low to high and each color yarn was numbered according to the characteristics of sesame dot jacquard,and the rule of loop knitting with different colors of yarn on the opposite side was given.Under the condition that one guide was used for one color yarn and 2front jacquard rows were arranged as one knitting cycle,by reasonably placing the yarn guide on both sides of the needle bed,the yarn guide moved as much as possible for knitting when the head moves left or right,the empty running of the head was avoided and the half empty running of the head was minimized,the knitting efficiency of all kinds of jacquard was improved.Give the specific knitting process of 2-6color sesame dot jacquard on the double system computerized flat knitting machine.The results show that the system utilization rate of 2,4and 6color jacquard is 100%,that of 3color jacquard is 75%,and that of5color jacquard is 83.3%.The results provide a reference for sesame dot jacquard knitting on double system computerized flat knitting machine.Keywords :computerized flat knitting machine;sesame dot jacquard;efficiency optimization;dualsystem;knitting process收稿日期:2020-03-20第一作者:李华,高级实验师,学士,主要研究方向为横机针织产品开发与教学,E-mail:lihua@㊂㊀㊀在双系统电脑横机[1-2]上进行提花组织编织,是目前提花类羊毛衫[3-5]加工的主要方式,而芝麻点提花因不易露底的特点成为提花中的常用类型㊂在双系统电脑横机上进行芝麻点提花的编织,不同的编织工艺[6-8]对提花编织效率影响较大,因此,在确保成品品质的前提下,优化编织工艺是提高提花编织效率的关键㊂本文在阐述芝麻点提花反面编织规则的基础上,通过在针床两侧合理配置导纱器,使得机头在左㊁右移动时避免空行移动,且最大限度地减少机头半空行移动,以提高各色芝麻点提花的编织效率,本文研究2~6色5种芝麻点提花[9-10]的编织工艺,为双系统电脑横机芝麻点提花织物设计与生产提供参考㊂1㊀芝麻点提花的特点及反面编织规则1.1㊀芝麻点提花的特点设芝麻点提花的颜色数为x(2ɤxɤ6)个,芝麻点提花的主要特点包括:a.正面1个提花横列,与反面x/2个提花横列相对应,每个颜色的纱线各进行1次横列的编织;b.每个反面提花横列包含2个颜色纱线形成的线圈1隔1交错排列,且连续2个反面提花横列上,同颜色纱线所形成的线圈不能相互串套,若1个颜色的纱线只使用1把导纱器进行垫纱,则m个颜色的纱线将使用m把导纱器,当各色纱线的导纱器选定后,可先将导纱器由低号到高号按顺序进行排列,由于导纱器存在多种排列可能,为了表达方便,将导纱器的排列序号统一为①号,②号, ,ʻm号导纱器,并将各导纱器所使用的纱线分别对应地设定为1号颜色纱线,2号颜色纱线, ,m号颜色纱线㊂本文各导纱器所使用的绿色纱线㊁黄色纱线与蓝色纱线分别对应设定为1号颜色纱线㊁2号颜色纱线㊁3号颜色纱线㊂1.2㊀反面编织规则芝麻点提花的反面出针编织规则可依据各色纱线的编号进行设定,具体包括2种情况:其一,为对于正面第1提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在奇数织针上(反面指的是后针床,后针床织针与前针床上的织针相对应,在位置上与前针床上织针向右错开半个针距)进行编织,偶数号颜色纱线均在偶数织针上进行编织,对于正面第2横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在偶数织针上进行编织,偶数号颜色纱线均在奇数织针上进行编织,其他正面提花横列,以正面第1与第2横列为循环进行编织,将该类芝麻点提花称为A型芝麻点提花㊂其二,对于正面第1提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在偶数织针上进行编织,偶数号颜色纱线均在奇数织针上进行编织,对于正面第2提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在奇数织针上进行编织,偶数号颜色纱线均在偶数织针上进行编织,将该类芝麻点提花称为B型芝麻点提花㊂设定上述芝麻点提花反面出针进行编织的规则,对于2㊁4㊁6色提花,由于正面1个提花横列与反面1㊁2㊁3个整数横列相对应,因此,反面不会出现非芝麻点提花状态,对于3色和5色提花,由于正面1个提花横列与反面1.5与2.5个非整数横列相对应,在反面提花横列上,可能会出现同一颜色线圈的横条,因此,若出现上述情况,需要注意对各颜色纱线的编织顺序进行调整,以确保提花为芝麻点提花的状态㊂另外,从芝麻点提花的反面出针进行编织的规则可以看出,该规则与各颜色纱线的编织顺序无关,使得机头在移动的过程中,有更多颜色纱线选择的可能,也为某些芝麻点提花的编织效率优化提供重要条件㊂2㊀芝麻点提花编织效率优化为满足连续编织的需要,在提花编织时,常以正面一定数量的提花横列数为编织循环,本文芝麻点提花的优化以2个正面提花横列数为编织循环,即当1个编织循环编织结束时,机头仍然处于最初机头的左侧位置(机头回位),原来处于针床左侧的导纱器或针床右侧的导纱器位置未变(导纱器回位)㊂芝麻点提花的编织效率可利用系统使用率概念表示[10],定义为:在1个编织循环内,系统使用率=机头实际参与编织的系统数/系统移动总数ˑ100%,数值越大,机头左㊁右移动过程中,系统的使用率越高,电脑横机的编织效率越高㊂芝麻点提花的编织效率优化,即在实际机头移动过程中,尽可能多地带动导纱器,使得系统使用率达到最大化,为此可采用以下2种措施,其一,将各编号的导纱器合理地安排在针床的两侧,使得机头在进行第1提花横列编织时,每次移动均可带动2把导纱器进行编织,或者对于3色或5色提花,使机头的第1编织系统进行第1提花横列中的最后1个横列的编织,而把第2编织系统预留给正面第2提花横列中的第1横列进行编织;其二,在进行第2提花横列编织时,机头尽可能多地带动同侧且在正面第2横列上还未进行编织的导纱器㊂本文各图中, s+数字 中的数字表示机头移动次数; s0 中的0表示编织前的状态; ѳ 与 ң 分别表示机头向左或向右移动;①②③④⑤⑥表示导纱器的编号; ә 表示三角系统,其中,上方有导纱器编号的表示该系统带动对应导纱器进行编织; 1㊁2㊁3㊁4㊁5㊁6 表示各颜色纱线所形成的线圈; T1 与 T2 表示正面第1与第2提花横列;A表示机头移动次数;B表示针床左侧的导纱器;C表示三角系统与导纱器的结合,及机头移动的状态;D表示针床右侧的导纱器;E表示第1与第2提花横列中导纱器移动的编织顺序(自下而上);F表示提花横列;G表示形成反面A型芝麻点提花的一个花型循环中各色纱线线圈排列状态;H表示系统使用率㊂各色芝麻点提花编织效率优化方法如下㊂2.1㊀2色提花2色芝麻点提花效率优化示意图见图1㊂由于在提花横列之前,机头一般处在针床的左侧,因此将①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,机头第2次(自右向左)移动时,再次带动①②号导纱器进行正面第2提花横列中的2个横列的编织,这样机头移动2次,完成提花1个循环的编织,另外,机头每次移动时导纱器的编织顺序也可交换,而不会改变芝麻点提花正反面的纹路效果,系统的使用率为100%㊂图1㊀2色芝麻点提花效率优化示意图2.2㊀3色提花3色芝麻点提花效率优化示意图见图2㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③号导纱器放在针床的右侧,机头第2次(自右向左)移动时,第1编织系统带动③号导纱器进行编织,以完成正面第1提花横列的编织,而第2编织系统所进行的编织为正面第2提花横列中的第1横列的编织,所带导纱器存在①号或②号2种选择㊂图2㊀3色芝麻点提花效率优化示意图其一,若选择②号导纱器,依据上述芝麻点提花反面进行编织的规则,2号颜色纱线形成的线圈将串套在3号颜色纱线形成的线圈上,机头第3次(自左向右)移动时,若机头带动③号导纱器进行编织,此时,3号颜色纱线形成的线圈将串套2号颜色纱线形成的线圈上,与正面第1提花横列中的3号颜色纱线所编织的线圈处于提花反面的同一横列上,即在提花的反面将出现3号颜色纱线形成线圈的横条,若机头不带动③号导纱器进行编织,机头只能空行移动,因此,会降低提花的编织效率㊂其二,若机头在第2次移动时,第2编织系统选择①号导纱器进行编织,完成正面第2提花横列中的第1横列的编织,机头第3次(自左向右)移动时,机头的第1或第2系统只能带动③号导纱器进行编织,完成正面第2提花横列中第2横列的编织,机头第4次(自右向左)移动时,机头的第1系统或第2系统只能带动②号导纱器进行编织,完成正面第2提花横列中的第3横列的编织,这样在1个编织循环中,机头移动4次,有2次半空行移动,系统的使用率为75%㊂2.3㊀4色提花4色芝麻点提花效率优化示意图见图3㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③④号导纱器放在针床的右侧,第2次(自右向左)移动时,机头可带动③④号导纱器进行正面第1提花横列中的另外2个横列的编织,此时,机头处于针床的左侧,而③④号导纱器也处于针床的左侧,因此,第3次(自左向右)移动时,直接带动③④号导纱器进行编织,以完成正面第2提花横列中的2个横列的编织,机头第4次(自右向左)移动时,机头可带动①②号导纱器进行正面第2提花横列中的另外2个横列的编织㊂这样机头移动4次,完成提花的1个循环的编织,系统的使用率为100%㊂图3㊀4色芝麻点提花效率优化示意图2.4㊀5色提花5色芝麻点提花效率优化示意图见图4㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③④号导纱器放在针床的右侧,机头第2次(自右向左)移动时,可带动③④号导纱器进行正面第1提花横列中的另外2个横列的编织,⑤号导纱器放在针床的左侧,当机头第3次(自左向右)移动时,第1编织系统需要带动⑤号导纱器进行编织,以完成正面第1提花横列中的最后一个横列的编织,而第2编织系统所进行的编织为正面第2提花横列中的第1横列的编织,所带导纱器存在③号或④号2种选择㊂其一,若选择③号导纱器,如图4(a)所示,机头第4次(自右向左)移动时,可带动①②号(或①⑤号或②⑤号)导纱器进行正面第2提花横列中的2个横列的编织,当机头第5次(自左向右)移动时,机头中只能有1个编织系统带动④号导纱器进行正面第2提花横列中的1个横列的编织,当机头第6次(自右向左)移动时,机头中也只能有1个编织系统带动⑤号导纱器进行正面第2提花横列中的最后1个横列的编织㊂其二,若选择④号导纱器,如图4(b)所示,机头第4次(自右向左)移动时,可带动①②号(或①⑤号或②⑤号)导纱器进行正面第2提花横列中的2个横列的编织,当机头第5次(自左向右)移动时,机头中也只能有1个编织系统带动③号导纱器进行正面第2提花横列中的1个横列的编织,当机头第6次(自右向左)移动时,机头中也只能有1个编织系统带动⑤号导纱器进行正面第2提花横列中的最后1个横列的编织,虽然上述各种方式所产生的反面芝麻点纹路存在某些差异,但编织效率相同,即机头移动6次完成1个循环的编织,其中,有2次机头半空行移动,系统的使用率为83.3%㊂图4㊀5色芝麻点提花效率优化示意图2.5㊀6色提花6色芝麻点提花效率优化示意图见图5㊂①②号导纱器放在针床的左侧,③④号导纱器放在针床图5㊀6色芝麻点提花效率优化示意图的右侧,⑤⑥号导纱器放在针床的右侧,机头移动3次,均可带动2把导纱器进行正面第1提花横列中6个横列的编织,在正面第2提花横列编织之前,机头处于针床的右侧,①②⑤⑥号4把导纱器也处于针床的右侧,当机头第4次(自右向左)移动时,第1与第2个系统存在6种导纱器可能的选择㊂其一,如图5(a)所示,机头第4次(自右向左)移动时,可带动①②号导纱器进行正面第2提花横列中的2个横列的编织,机头第5次(自左向右)移动时,可带动③④号导纱器进行正面第2提花横列中的另外2个横列的编织,机头第6次(自右向左)移动时,可带动⑤⑥号导纱器进行正面第2提花横列中的最后2个横列的编织㊂其二,如图5(b)所示,机头第4次(自右向左)移动时,可带动⑤⑥号导纱器进行正面第2提花横列中的2个横列的编织,机头第5次(自左向右)移动时,可带动③④号导纱器进行正面第2提花横列中的另外2个横列的编织,机头第6次(自右向左)移动时,可带动①②号导纱器进行正面第2提花横列中的最后2个横列的编织,其他情况包括机头第4次(自右向左)移动时,可带动①⑤㊁①⑥㊁②⑤与②⑥导纱器4种情况,虽然上述各种方式所产生的反面芝麻点纹路存在某些差异,但各种情况下的编织效率相同,即机头移动6次完成1个编织循环,系统的使用率均为100%㊂3㊀结㊀论本文通过将导纱器合理配置在针床的左㊁右两侧,在正面第1提花横列编织,让机头每次移动时,带动2把导纱器进行编织,或者对于3色或5色提花,让机头的第1编织系统进行正面第1提花横列中的最后1个横列的编织,而把第2编织系统预留给在正面第2提花横列中的第1横列进行编织,在第2提花横列编织上,由于芝麻点提花的反面出针进行编织的规则只与各色纱线有关,而与各色纱线的编织顺序无关,因此,使得机头移动时,有更多编号的导纱器可以选择,同时,让机头在每次移动中尽可能多地带动导纱器进行编织,使得各色芝麻点提花,在1个颜色纱线只使用1把导纱器且2个正面提花为1个编织循环的条件下,具有最大的编织效率,其中,2㊁4或6色提花的系统使用率均可达到100%,3色提花的系统使用率为75%,5色提花的系统使用率为83.3%㊂为不同颜色芝麻点提花高效的编织提供了可借鉴的方法㊂参考文献:[1]㊀袁菁红,胡毅.电脑横机织物组织创新设计与工艺开发[J].毛纺科技,2014,42(7):9-11.[2]㊀石林,王建萍,骆顺华,等.电脑横机针织提花花型处理难点分析[J].针织工业,2017(2):17-20. [3]㊀王新泉,董瑞兰,丁慧,等.电脑横机双系统编织优势及其存在问题[J].毛纺科技,2019,47(4):75-78. [4]㊀徐艳华,袁新林.提花时装毛衫设计与工艺[J].毛纺科技,2012,40(9):30-34.[5]㊀STOLL.电脑横机提花原理及其编织技术[J].丝绸技术,1995(2):4-10.[6]㊀熊秋元,周生力.毛衫仿手编花型创意设计与编织工艺[J].毛纺科技,2019,47(12):15-18. [7]㊀熊秋元.横机编织绞花复合纹样的创新设计与工艺[J].毛纺科技,2020,48(1):38-42.[8]㊀许吕崧,龙海如.针织工艺与设备[M].北京:中国纺织出版社,1998:18-22.[9]㊀龙海如.针织学[M].北京:中国纺织出版社,2008:54-58.[10]㊀宋广礼.电脑横机使用手册[M].北京:中国纺织出版社,2013:35-50.。
提花组织123

应用:依靠色纱组合来形成花纹图案,设计时采 用花型意匠图来表示。
4
3 2 1
——色纱1 ——色纱2
2. 单面不均匀提花: 在一个完全组织中,每个纵行的线圈数不 相等。一般采用单色纱线。
素色提花(结构提花):
由单一颜色纱线通过浮线和拉长线圈形成结 构花纹效应,如凹凸、褶裥等。
3
3 2
3
2
2
1
——成圈
完全提花组织 双面提花组织 不完全提花组织
二、单面提花组织
1. 单面均匀提花: 在一个完全组织中,每个纵行 的线圈数相等。一般采用多色 纱线。
色纱提花: 由两种或两种以上颜色的纱线编织而 成,当一种色纱成圈时,其他纱线以 浮线的形式存在于成圈纱线的后面。
Ⅲ Ⅲ Ⅱ Ⅰ 线圈结构图 意匠图 5 6 3 4 Ⅱ 1 2 Ⅰ 6 5 4
3
2 1 编织图
单面均匀提花组织的特点:
1. n色提花织物的每一横 列最多有n根纱组成。
2. 线圈大小相同、结构 均匀、外观平整。
3. 每个线圈后面都有浮 线,浮线数等于色纱 数减一。
4. 每枚织针编织次数相同,即每个横列中只 参加一次编织。 5. 浮线太长,容易勾丝,一般在4-5个圈 距为宜。
1.完全提花组织
织物反面呈横条纹状外观。在编织反面线 圈时,每一成圈系统所有上针全都参加编织。
Ⅳ Ⅲ Ⅱ Ⅰ 正面意匠图
7 8 5 6 3 4 1 2 反面意横列由两根或两根以上纱线编织而成;
反面一横列由一根纱线编织而成。
正面形成所要求的花纹,反面形成横条纹。
——浮线
1
1
意匠图
编织图
4
4
3 2 1
——成圈
针织提花面料凹凸肌理效果设计与工艺

针织提花面料凹凸肌理效果设计与工艺陈红娟【摘要】为提高毛衫设计师利用针织软件及针织技术开发具有丰富肌理效果提花面料的能力,拓宽设计思维,文章以STOLL电脑横机的M1-PLUS提花模块为基础,对提花类组织结构的成型原理进行分析,从组织结构、针织技术、纱线选择等方面探讨针织提花面料凹凸肌理的设计要点,在提花织物的基础模块上,采用多针距技术、局部编织、浮线与局部编织结合、空气层与芝麻点组合、毛圈与芝麻点组合、弹力纱线使用等方式设计出灵活多变、时尚丰富的凹凸提花肌理面料.【期刊名称】《毛纺科技》【年(卷),期】2019(047)003【总页数】5页(P9-13)【关键词】针织提花;凹凸肌理;面料设计;工艺设计【作者】陈红娟【作者单位】苏州工艺美术职业技术学院服装设计系,江苏苏州 214105【正文语种】中文【中图分类】TS184.13随着国内针织行业飞速发展,人们对针织服装的要求不仅局限于舒适、实用,更多趋向时尚化、个性化、多样化和外衣化,并通过外观风格表达审美取向和艺术品味[1]。
随着针织设备越来越先进,针织织物的种类也更多样化,与此同时,针织提花织物由于色彩多变、花型逼真、纹路清晰,其花色效果是平面印花织物所无法比拟的[2]。
而凹凸肌理作为一种特殊的图案具有较强的自然性和灵活性,将针织肌理设计理念与提花设计手法相结合,可使提花针织物的肌理感、视觉效果、层次感更为丰富。
1 针织面料凹凸肌理及作用肌理一般是指体现物质材料的质感和组织特性的表面纹理[3]。
“肌”是指原始材料的质地,而“理”则指对纹理起伏的编排,而针织面料的凹凸肌理,则是运用各种材质、纱线形态、不同组织结构、后整理方法以及造型的手法,使织物具有各种风格的表面具有突起质感和纹理效应[4]。
作为表现针织肌理的重要种类之一,凹凸肌理提花设计能够创造出新奇、层次丰富的针织面料。
2 电脑横机提花技术提花组织是针织面料设计中最为常用的一种组织,是将各种不同颜色和性质的纱线,按照花纹要求,由织针有选择地进行编织,提花组织的结构单元为线圈和浮线[5]。
经编双贾卡提花间隔织物的工艺研究
经编双贾卡提花间隔织物的工艺研究陈梦佳; 蒋高明; 张燕婷; 张爱军【期刊名称】《《丝绸》》【年(卷),期】2019(056)012【总页数】7页(P72-78)【关键词】经编; 双贾卡; 间隔织物; 提花织物; 工艺设计【作者】陈梦佳; 蒋高明; 张燕婷; 张爱军【作者单位】江南大学教育部针织技术工程研究中心江苏无锡214122【正文语种】中文【中图分类】TS184.3传统的贾卡经编鞋材以双针床单贾卡提花三明治织物为主,这类织物具有三维立体结构及很多特殊性能,如优良的抗压减震性、透气性、挺括性等[1-5]。
但是织物的花型外观不够丰富且难以实现双色提花;双层双贾卡的出现尽管解决了这一问题,却不能形成间隔层,因此,所得织物不能同时具备优良的透气、透湿和抗压减震的物理性能[2-5]。
双贾卡提花间隔织物的出现,能够很好地解决这两个问题,可以满足消费者对舒适性、时尚化和个性化的追求,因而被广泛应用于春秋季运动鞋面和装饰类的衬垫织物。
本文以双层双贾卡提花织物的特征和原理作为切入点,分别从芝麻点提花间隔、小提花间隔和纯色提花间隔三种工艺入手,探讨了每种提花间隔织物的特征及其形成原理[6];重点以其中一种为例,提出了该类织物的工艺设计方法,可为企业设计和开发双贾卡提花间隔织物提供新思路。
1 成圈型贾卡经编机机构原理与成圈过程分析1.1 成圈系列机型简介成圈型贾卡经编机是指带有成圈型贾卡梳栉的经编机,其贾卡梳栉装有匹艾州(pizeo)贾卡系统,该类经编机又被称为拉舍尔簇尼克经编机[2],主要包含RSJ4/1型、RSJ5/1型、RSJ5/1EL型、RDPJ系列机型[3]。
每个机型各有特色,如表1所示。
表1 成圈系列机型简介Tab.1 Introduction to the looping models机型梳栉排列贾卡作用针床RSJ4/1JB1.1、JB1.2、GB2、GB3、GB4单针床RSJ5/1(EL)JB1.1、JB1.2、GB2、GB3、GB4、GB5单针床RDPJ5/1(EL)GB1、GB2、GB3、JB4、GB5前、后针床RDPJ6/1(EL)GB1、GB2、GB3、JB4.1、JB4.2、GB5、GB6前、后针床RDPJ7/1(EL)GB1、GB2、GB3、GB4、JB5.5、JB5.2、GB6、GB7前、后针床RDPJ4/2(EL)GB1、JB2.1、JB2.2、JB3.1、JB3.2、GB4前、后针床RDPJ6/2(EL)GB1、GB2、JB3.1、JB3.2、JB4.1、JB4.2、GB5、GB6前、后针床RDPJ7/2(EL)GB1、GB2、GB3、JB4.1、JB4.2、JB5.1、JB5.2、GB6、GB7前、后针床RSJ4/1和RDPJ5/1分别是贾卡经编机中单针床单贾卡经编机和双针床单贾卡经编机的典型机型。
针织大提花工艺图例
针织大提花工艺图例:双面提花组织的花纹可在织物的一面形成,也可以同时在织物的两面形成。
在实际生产中,大多数采用织物的正面提花,不提花的一面作为织物的反面。
双面提花组织的正面花纹双面提花组织的花纹可在织物的一面形成,也可以同时在织物的两面形成。
在实际生产中,大多数采用织物的正面提花,不提花的一面作为织物的反面。
双面提花组织的正面花纹,一般由选针装置根据花纹需要对针筒针进行选针编织而成。
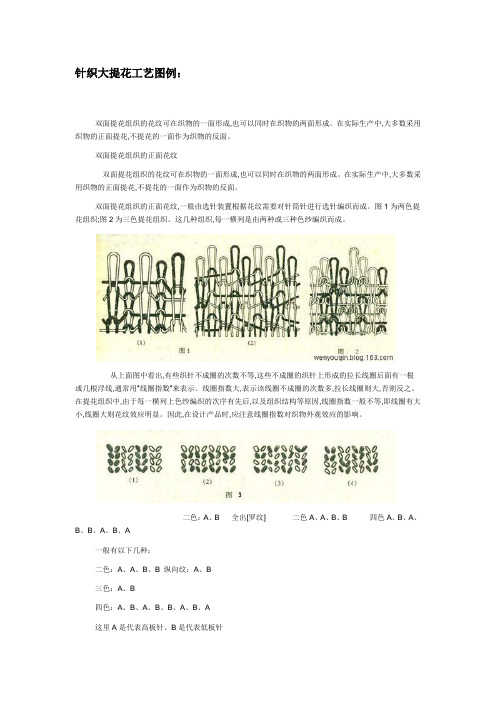
图1为两色提花组织;图2为三色提花组织。
这几种组织,每一横列是由两种或三种色纱编织而成。
从上面图中看出,有些织针不成圈的次数不等,这些不成圈的织针上形成的拉长线圈后面有一根或几根浮线,通常用″线圈指数″来表示。
线圈指数大,表示该线圈不成圈的次数多,拉长线圈则大,否则反之。
在提花组织中,由于每一横列上色纱编织的次序有先后,以及组织结构等原因,线圈指数一般不等,即线圈有大小,线圈大则花纹效应明显。
因此,在设计产品时,应注意线圈指数对织物外观效应的影响。
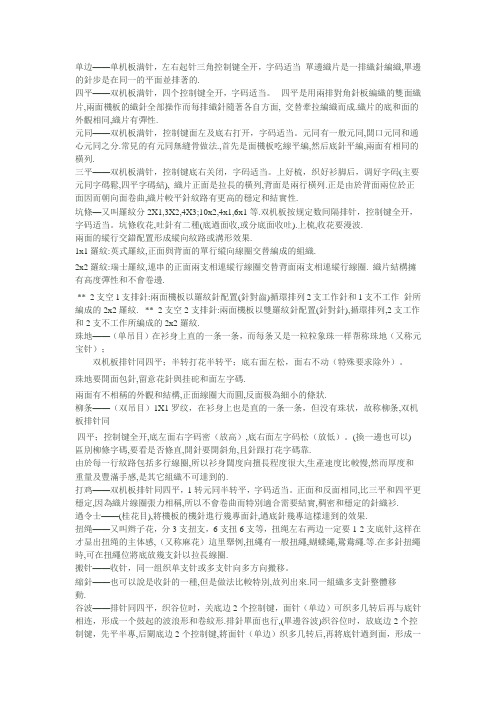
二色:A、B 全出[罗纹] 二色A、A、B、B 四色A、B、A、B、B、A、B、A一般有以下几种:二色:A、A、B、B 纵向纹:A、B三色:A、B四色:A、B、A、B、B、A、B、A这里A是代表高板针、B是代表低板针其它还有:全出[罗纹]、平过[浮线]、集圈[半含]提花组织的反面花纹有直条纹、横条纹、小芝麻点以及大芝麻点等,其示意图分别如图3中(1)、(2)、(3)、(4)所示。
反面花纹为横条纹的线圈图如图1(1)所示。
两色和三色反面小芝麻点花纹如图1(2)和图2所示。
提花组织反面花纹,在生产中一般采用小芝麻点,其产品的花纹效应较好,但有些提花组织采用其他反面花纹外观效应更好,这需视对产品的要求而它们有规律的、第一路是A那下个同颜色的就是B[例如:黑白二色、第一路是A那第三路就B(黑(A)白黑(B)白就得出AABB)]判断工艺:如大泡跟小泡,大泡的泡是2:1[面有泡的地方是2针、底有泡的地方是1针] 、小泡是1:1[底面都是1针]同一空间有多一针的效果:例:图:工艺图绿色的地方要注意。
针织衫针法和提花
单边——单机板满针,左右起针三角控制键全开,字码适当單邊織片是一排織針編織,單邊的針步是在同一的平面並排著的.四平——双机板满针,四个控制键全开,字码适当。
四平是用兩排對角針板編織的雙面織片,兩面機板的織針全部操作而每排織針隨著各自方面, 交替牽拉編織而成.織片的底和面的外觀相同,織片有彈性.元同——双机板满针,控制键面左及底右打开,字码适当。
元同有一般元同,開口元同和通心元同之分.常見的有元同無縫骨做法.,首先是面機板吃線平編,然后底針平編,兩面有相同的橫列.三平——双机板满针,控制键底右关闭,字码适当。
上好梳,织好衫脚后,调好字码(主要元同字碼鬆,四平字碼結), 織片正面是拉長的橫列,背面是兩行橫列.正是由於背面兩位於正面因而朝向面卷曲,織片較平針紋路有更高的穩定和結實性.坑條—又叫羅紋分2X1,3X2,4X3;10x2,4x1,6x1等.双机板按规定数间隔排针,控制键全开,字码适当。
坑條收花,吐針有二種(底過面收,或分底面收吐).上梳,收花要漫波.兩面的縱行交錯配置形成縱向紋路或溝形效果.1x1羅紋:英式羅紋,正面與背面的單行縱向線圈交替編成的組織.2x2羅紋:瑞士羅紋,連串的正面兩支相連縱行線圈交替背面兩支相連縱行線圈. 織片結構擁有高度彈性和不會卷邊.** 2支空1支排針:兩面機板以羅紋針配置(針對齒)揗環排列2支工作針和1支不工作針所編成的2x2羅紋. ** 2支空2支排針:兩面機板以雙羅紋針配置(針對針),揗環排列,2支工作和2支不工作所編成的2x2羅紋.珠地——(单吊目)在衫身上直的一条一条,而每条又是一粒粒象珠一样帮称珠地(又称元宝针);双机板排针同四平;半转打花半转平;底右面左松,面右不动(特殊要求除外)。
珠地要開面包針,留意花針與挂砣和面左字碼.兩面有不相稱的外觀和結構,正面線圈大而圓,反面极為細小的條狀.柳条——(双吊目)1X1罗纹,在衫身上也是直的一条一条,但没有珠状,故称柳条,双机板排针同四平;控制键全开,底左面右字码密(放高),底右面左字码松(放低)。
针织学作业讲解
槽针经编机两次针背横移量的分配规律
低号→高号: 针背第一次横移>针背第二次横移
高号→低号: 针背第一次横移<针背第二次横移
整体均衡
钩针经编机两次针背横移量的分配规律
开口线圈: 第一次针背横移不能超过一个针距
闭口线圈: 第一次针背横移不能超过两个针距
较多移距放在第二次针背横移中
(1)0号链块:为a型,属链块基本高度,通 常取10mm。
(2)1、2、3…等号链块:用于其它类型链块。
对于直接式梳栉横移机构: b、c、d型: 其高度差相差1个针距。 B、C、D型: 其高度差相差2个针距。 Bb、Cc、Dd型: 其高度差相差3个针距。
其他针距,以此类推
练习:分别写出槽针经编机和钩针经编机1-0/78//的三行程垫纱数码,并画(写)出花 纹链块的排列。
6、 ①消极式给纱,改变线圈长度要调整弯纱深度,即调整 弯纱三角的高低位置。所以调整弯纱三角的位置就是为 了改变线圈长度即织物的密度。②积极式给纱,线圈长 度决定于给纱速度。调整给纱速度就是改变线圈的长度。 此时调整弯纱三角位置是为了调整弯纱张力,不能太高 太低。(P31)
作业2-P50
关键点: 14、为2+3双罗纹,通过色纱配置而成。(画编强
• 参考图17-14的垫纱运动图,在上面修改。
反面意匠图
三色提花——三个成圈系统完成一个正面线圈横列。
例:某双面提花织物,其正面花型意匠图如下,反面为小芝
麻点效应,试画出第Ⅰ、Ⅱ横列的编织图;若编织时
使用的是多针道三角机,则第Ⅰ、Ⅱ横列的三角该如
何进行配置?
Ⅻ Ⅺ Ⅹ Ⅸ Ⅷ Ⅶ Ⅵ Ⅴ Ⅳ Ⅲ Ⅱ Ⅰ
1 2 3 4 5 6 7 8 9 10
毛针织双面提花织物悬垂性的探讨
毛针织双面提花织物悬垂性的探讨陈文焰【摘要】毛针织双面提花织物的悬垂性能在很大程度上影响织物的外观效果,并决定织物的适用范围.文章采用同机号电脑横机、同种纱线编织横条、芝麻点、空气层、天竺、畦编组织5种双面提花织物样片,并进行悬垂性测试及外观效果比较,静态悬垂系数测试结果:横条为70.37%;芝麻点为55.56%;空气层为51.85%;1×1天竺为40.74%;畦编为48.58%.织物组织适用性和悬垂性评价:横条适用正面,悬垂性差;芝麻点适用正面,悬垂性中;空气层适用双面,悬垂性中;1×1天竺适用正面,悬垂性优;畦编适用双面,悬垂性良好.【期刊名称】《毛纺科技》【年(卷),期】2014(042)011【总页数】5页(P41-45)【关键词】双面提花织物;悬垂性;电脑横机;线圈;浮线;悬弧【作者】陈文焰【作者单位】惠州经济职业技术学院服装与艺术系,广东惠州516057【正文语种】中文【中图分类】TS136织物的视觉效果与服用性能是款式设计师、工艺设计师或消费者购物时首要关注的内容。
不论服装还是服饰,与其悬垂性匹配得当,外观视觉效果才能完美地表达,若悬垂性搭配不得当,则一定不是成功的设计。
毛针织双面提花织物多用于外衣、时装及饰品类,分析该类织物的悬垂性,可对双面提花毛针织品的设计过程中织物组织选取提供参考。
随着电脑横机技术的发展,制版编程系统逐步升级,积累毛针织双面提花织物悬垂性及外观效果的素材,对有效地选用织物组织以表达设计构思,提高设计效率具有参考价值。
横条、芝麻点、空气层、天竺、畦编是双面提花织物中具有代表性的组织,制版编程系统中的众多双面提花组织亦可参照这5种样片的悬垂性、外观效果和适用性评价结果。
1 毛针织双面提花织物简述毛针织双面提花织物是基于2个针床的织针选择性参加编织形成的织物,织针选择性地编织不同的纱线而形成图案,即将不同颜色或不同原料的纱线垫放在按花纹图案要求所选择的某些织针上进行编织成圈,多数双面提花组织是根据正面花纹要求编织图案,其反面结构对织物正面的外观视觉效果及织物的悬垂性能亦有较大影响,织物的内部结构决定其悬垂性能以及外观效果。
第三章 横机组织(二)
54
3、楔形收肩
如果在肩部采用楔形编织,使参加编织的针逐渐减少
处于休止状态,就会形成收肩的效果。这时要在编织
完肩部之后,再用废线编织若干横列,以便于缝合和 防止脱散。
55
4、立体编织
贝雷帽
56
第九节 添纱组织
57
一、添纱组织的定义与分类
添纱组织(plating stitch)是指针织物上的全部线圈或 部分线圈由两根纱线形成的一种组织。
变化或花色组织的基础上, 沿纬向衬入一根不成圈的 辅助纱线而形成的。衬纬 组织一般多为双面结构,
纬纱加在双面织物的中间。
63
二、衬纬组织的特性和用途
1、衬纬组织的特性取决于地组织和纬纱的性 质。 2、当纬纱采用弹性纱线时,可增加织物的横 向弹性,织物用来制作领口、袖口等。
3、当采用非弹性纬纱时,织物结构紧密,尺
形、网格等各种结
构花型。
38
第六节 波纹组织
39
又称扳花组织,它是通过前后针床织针之间位 置的相对移动,使线圈倾பைடு நூலகம்,在双面地组织上
形成波纹状的外观效应。
波纹组织可以在四平、三平、畦编或半畦编等
常用组织基础上形成四平扳花、三平扳花、畦
编扳花或半畦编扳花,也可以通过抽针形成抽 条扳花或方格扳花等。
本织物基本组织为单面平针,因此后针床的弯纱三角 应以平针织物为准调节,前针床弯纱三角应略紧一些, 以免起条线圈松弛,但也不能太紧,太紧织物会起皱。
46
47
二、波纹组织的编织方法
1、图(1)织针编织成 1+1罗纹。 2、图(2)前针床向右 移过一个针距后,垫上 纱线b,形成一个线圈 横列。针1、3、5和针2、 4、6形成交叉的线圈, 使线圈倾斜。
针织服装概论 第3章(4) 2
HZU Garment Department
第四节 常见针织物组织及其性质
3、空气层提花
(1)满针空气层
• 织物反面满针编织。
HZU Garment Department
第四节 常见针织物组织及其性质
虚线1:被选上成圈的织针针踵轨迹。
虚线2:未选上成圈的织针针踵轨迹。
HZU Garment Department
第四节 常见针织物组织及其性质
4、提花组织及毛衫应用
HZU Garment Department
第四节 常见针织物组织及其性质
横机上的无虚线提花- 嵌花
HZU Garment Department
八、纱罗组织
(二)绞花织物
• 如果将两组相邻纵行的线圈相互交换位置,就可以形成 绞花效应,俗称拧麻花,扭绳。根据相互移位的线圈纵 行数不同,可编织2×2、3×3等绞花。如下图:
2×2 绞花
HZU Garment Department
八、纱罗组织
(三)ARAN花
• 利用移圈的方式使两个相 邻纵行上的线圈相互交换 位置,在织格等各 种结构花型被称为阿兰花 (ARAN)。如右图:
HZU Garment Department
第四节 常见针织物组织及其性质
(五)提花组织的成圈过程
(1)单面提花组织的成圈过程:
HZU Garment Department
第四节 常见针织物组织及其性质
(五)提花组织的成圈过程
(2)编织提花织物的走针轨迹
• 由于在提花过程中织针处于编织和不编织两种状态,因 此具有两种走针轨迹,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
芝麻点提花工艺
芝麻点提花工艺是一种常见的纺织品加工技术,通过在面料上运用花样设计和提花工艺,使面料表面呈现出精美的花纹和图案。
这种工艺广泛应用于服装、家纺、鞋帽等行业,为产品增添了美观和独特的艺术价值。
在芝麻点提花工艺中,设计师首先需要根据产品的需求和市场趋势,进行花样设计。
花样设计的好坏直接影响到提花工艺的效果和产品的市场竞争力。
设计师可以运用各种元素和图案,如花朵、动物、几何图形等,通过巧妙的排列和组合,创作出独特的花样。
在芝麻点提花工艺中,纺织工人会使用提花机进行加工。
提花机是一种特殊的纺织机械,其主要作用是将花样设计转化为实际的纺织品图案。
提花机通过控制织机上的花板和花片,使得织机能够按照设计要求进行编织。
花板上的花片可以根据设计要求进行更换,从而实现不同花样的提花效果。
芝麻点提花工艺的关键在于花片的控制和花样的重复。
花片的控制是通过提花机上的电脑程序来实现的,设计师可以通过电脑软件对花样进行调整和编辑,然后将数据传输到提花机上。
提花机会根据花样数据进行编织,从而实现花样的重复和提花效果的呈现。
芝麻点提花工艺在面料上的应用可以使得纺织品更加丰富多样。
通
过提花工艺,纺织品的表面可以呈现出立体感和层次感,增加了产品的触感和质感。
此外,提花工艺还可以改变面料的透气性和光泽度,使得产品更加适应不同的季节和环境。
芝麻点提花工艺在纺织品设计和生产中具有重要的意义。
它不仅可以提高产品的附加值,还可以增加产品的竞争力和市场份额。
随着科技的发展和纺织工艺的改进,芝麻点提花工艺将会有更广阔的应用前景。
设计师和纺织工人可以通过不断的创新和实践,将芝麻点提花工艺发展成为更加精湛和独特的技术,为纺织行业的发展做出更大的贡献。
芝麻点提花工艺是一种常见的纺织品加工技术,通过在面料上运用花样设计和提花工艺,使产品呈现出精美的花纹和图案。
这种工艺不仅提高了产品的美观和独特性,还增加了产品的附加值和市场竞争力。
芝麻点提花工艺的应用前景广阔,需要设计师和纺织工人不断地创新和实践,将其发展成为更加精湛和独特的技术。