模具制作通知单13
合集下载
修模通知单

编号:SLY-TD-31
技术部填写项目名称:
项目负责人:联系电话:
修模前准备工作检查:
1)本次修改是否得到客户的确认?
是
否否的原因2
)是否评估过修改会影响到总成的装配、功能或者零件本身的外观等?
是
否
否的原因
3)是否有做手工样件(快速样件)进行验证?验证了几件?
验证数量?
否
否的原因
4)是否向模具部同时提供样件,并在样件上有明确的修模指示并交代清楚?是
否否的原因
5)本次修改是否属于工程更改?客户出具工程更改单吗?
是否
申请人:审核:批准(技术部经理):
日期:
模具部填写
1)技术部是否交代清楚修改的要求?并且模具部已经理解?是否的原因2)是否收到技术部提供的样件,并且样件上有明确的修模指示?是否的原因
修 模 通 知 单。
模具修改通知单模板
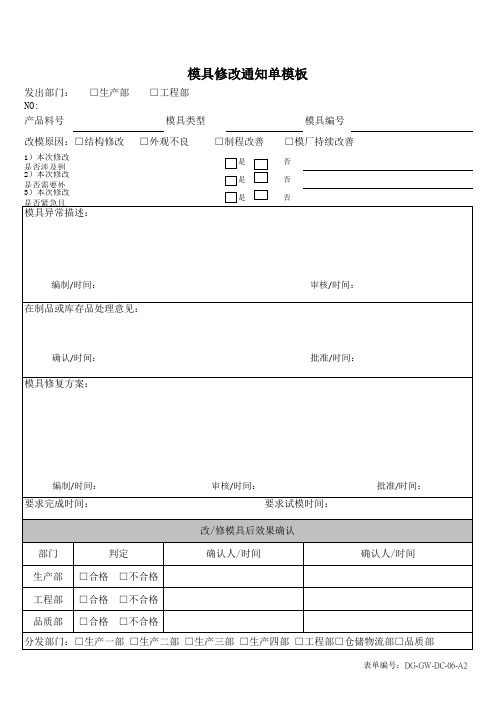
审核/时间: 批准/时间:
编制/时间: 要求完成时间:
审核/时间: 要求试模时间:
批准/时间:
改/修模具后效果确认
部门
判定
确认人/时间
确认人/时间
生产部 □合格 □不合格
工程部 □合格 □不合格
品质部 □合格 □不合格 分发部门:□生产一部 □生产二部 □生产三部 □生产四部 □工程部□仓储物流部□品质部
表单编号:DG-GW-DC-06-A2
模具修改通知单模板
发出部门: NO:
产品料号
□生产部
□工程部 模具类型
模具编号
改模原因:□结构修改
1)本次修改 是否涉及到 2)本次修改 是否需要外 3)本次修改 是否紧急且
模具异常描述:
□外观不良
□制程改善
是 是 是
□模厂持续改善
否 否 否
编制/时间: 在制品或库存品处理意见:
确认/ቤተ መጻሕፍቲ ባይዱ间: 模具修复方案:
模具维修通知书
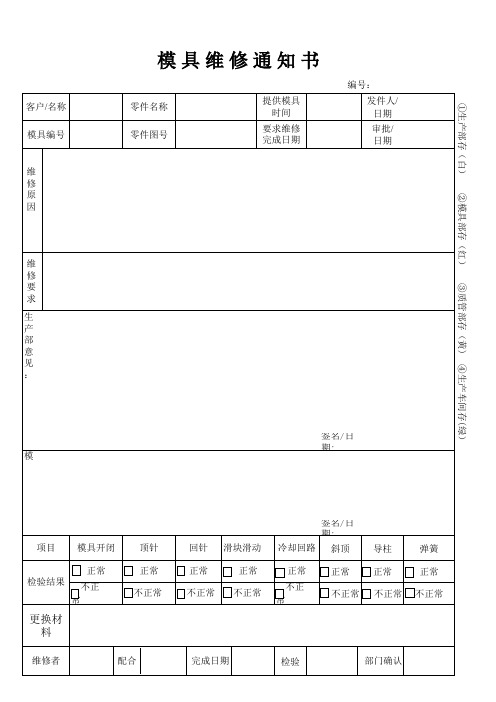
模具维修通知书
编号: 客户/名称 模具编号 零件名称 零件图号 提供模具 时间 要求维修 完成日期 发件人/ 日期 审批/ 日期 ①生产部存(白)
维 修 原 因
②模具部存(红)
维 修 要 求 生产部意见:
③质管部存(黄) ④生产车间存(绿)签名/日期: 模具部意见:
签名/日期: 项目 模具开闭 正常 检验结果 不正常 不正常 不正常 不正常 不正常 不正常 不正常 不正常 顶针 正常 回针 正常 滑块滑动 正常 冷却回路 正常 斜顶 正常 导柱 正常 弹簧 正常
更换材料
维修者 计划试模日期: 保存期限:5年 配合 完成日期 检验 部门确认 签名/日期:
编号: 客户/名称 模具编号 零件名称 零件图号 提供模具 时间 要求维修 完成日期 发件人/ 日期 审批/ 日期 ①生产部存(白)
维 修 原 因
②模具部存(红)
维 修 要 求 生产部意见:
③质管部存(黄) ④生产车间存(绿)签名/日期: 模具部意见:
签名/日期: 项目 模具开闭 正常 检验结果 不正常 不正常 不正常 不正常 不正常 不正常 不正常 不正常 顶针 正常 回针 正常 滑块滑动 正常 冷却回路 正常 斜顶 正常 导柱 正常 弹簧 正常
更换材料
维修者 计划试模日期: 保存期限:5年 配合 完成日期 检验 部门确认 签名/日期:
模具修改通知单

模具修改通知单
零件名称
零件图号
申请日期
需要完成日期
改模原因
改模内容
质保经理
审核
技术主管
审核
流程说明
1、技术部把《模具修改通知单》复印件、3D及2D图纸发给采购部,通知供应商改模。
2、改模完成后供应商打样,样品交给技术部进行检验。
3、技术部组织样件评审,评审通过后封样给质保部。
4、技术部组织小批试生产,质保部进行检验。
5、技术部组织试产评审,评审通过后通知相关部门可批量生产。
注:《模具修改通知单》复印件交采购部,原件技术部存档。
零件名称
零件图号
申请日期
需要完成日期
改模原因
改模内容
质保经理
审核
技术主管
审核
流程说明
1、技术部把《模具修改通知单》复印件、3D及2D图纸发给采购部,通知供应商改模。
2、改模完成后供应商打样,样品交给技术部进行检验。
3、技术部组织样件评审,评审通过后封样给质保部。
4、技术部组织小批试生产,质保部进行检验。
5、技术部组织试产评审,评审通过后通知相关部门可批量生产。
注:《模具修改通知单》复印件交采购部,原件技术部存档。
塑胶模具试模通知单

试模通知单
模具编号 试模塑料 试模原因 申请 : 模具厂提出啤塑注意事项:XXXyouxian gong 模具修改( ) 产品名称 材料牌号 模具验收( ) 批准: 模穴数 试模数量 请下载使用
试模记录(由试模员填写) 使用机型 烤料时间 射胶时间 模具温度: 前模 高压锁模 压力 产品单重 烘料温度 保压时间 ℃. 后模 ℃. 射胶 射1 射2 射3 射4 ℃. 2段 ℃. 3段 ℃. 4段 ℃. 5段 ℃.(实际偏差值±10℃) 水口重量 冷却时间 成型周期 热流道: □有 压力 速度 □无 位置 设定温度 熔胶 压力 速度 位置 ℃ 温控机箱号 顶进 压力 速度 位置 备压 压力 速度 位置 . 运水 运油
低压锁模 压力 速度 位置 Nhomakorabea注 塑 速度 成 型 工 艺 参 位置 数 熔胶温度:1段 试模情况:
试模员:
批准:
模具编号 试模塑料 试模原因 申请 : 模具厂提出啤塑注意事项:XXXyouxian gong 模具修改( ) 产品名称 材料牌号 模具验收( ) 批准: 模穴数 试模数量 请下载使用
试模记录(由试模员填写) 使用机型 烤料时间 射胶时间 模具温度: 前模 高压锁模 压力 产品单重 烘料温度 保压时间 ℃. 后模 ℃. 射胶 射1 射2 射3 射4 ℃. 2段 ℃. 3段 ℃. 4段 ℃. 5段 ℃.(实际偏差值±10℃) 水口重量 冷却时间 成型周期 热流道: □有 压力 速度 □无 位置 设定温度 熔胶 压力 速度 位置 ℃ 温控机箱号 顶进 压力 速度 位置 备压 压力 速度 位置 . 运水 运油
低压锁模 压力 速度 位置 Nhomakorabea注 塑 速度 成 型 工 艺 参 位置 数 熔胶温度:1段 试模情况:
试模员:
批准:
修模和改模通知单模板

问题点
原因分析
修正方案
TF
T3
T2
T1
2
3
4
5
设计出图时间:
散件完成时间: 资料储存路径: 拟 制:
数控完成时间: 抛光完成时间:
审 批:
EDM完成时间: 组配完成时间:
会 签:
线割完成时间: 试模完成时间:
理论与实践一体化教师在机械设计与制造机械智能化控制城市轨道交通运营设备研发与制造汽车制造等相应领域造诣深厚教学经验丰富多次荣获广州市优秀教师优秀专业带头人优秀班主任称号
模具编号
序ห้องสมุดไป่ตู้ 1 2 3 4 5
序号
1
产品名称 局部图片
修模和改模通知单模板
钳工组
设计
项目
试模时间
编号: 版次: 页数:
下次试模时间
开模通知单[单页版]
帐 号:
账 号:
税务号:
税务号:
代表人签章:
代表人签章:
合同签订日期:2015/09/02
XXXXXXXXXXX有限公司
开 模 通 知 书序号:GLA※012
产品名具厂:杭州普若泰防护用品有限公司
付款方式:全额预付款
序号
名称
尺寸mm
材质
出数
单价
模具价格
1
壁挂件
直径90X30
5.6
2200RMB
合计
2200RMB
所有价格均不含税
提供资料: 图纸1份; 样品 件; 电子文件(磁盘、光盘、U盘)
要求开模数:冲压模1副; 五金模 副
开模完成时间:首次试模时间2015年09月12日(10天)
模具交付使用时间2015年09月12日
技术要求:严格按照图纸尺寸要求加工开模,产品不得有飞边毛刺。
编制:审核:批准:日期:2015/09/02
订货方:
供货方:杭州普若泰防护用品有限公司
开户行:
开户行:中国银行
账 号:
税务号:
税务号:
代表人签章:
代表人签章:
合同签订日期:2015/09/02
XXXXXXXXXXX有限公司
开 模 通 知 书序号:GLA※012
产品名具厂:杭州普若泰防护用品有限公司
付款方式:全额预付款
序号
名称
尺寸mm
材质
出数
单价
模具价格
1
壁挂件
直径90X30
5.6
2200RMB
合计
2200RMB
所有价格均不含税
提供资料: 图纸1份; 样品 件; 电子文件(磁盘、光盘、U盘)
要求开模数:冲压模1副; 五金模 副
开模完成时间:首次试模时间2015年09月12日(10天)
模具交付使用时间2015年09月12日
技术要求:严格按照图纸尺寸要求加工开模,产品不得有飞边毛刺。
编制:审核:批准:日期:2015/09/02
订货方:
供货方:杭州普若泰防护用品有限公司
开户行:
开户行:中国银行
模具修模通知单
ห้องสมุดไป่ตู้
五、改模/修模确认人: 车间主任:
模具组长:
质量工程师:
总经理:
填表说明: 1)当涉及模具损坏赔偿时,应由车间主任报告责任人,由生产经理按公司相关规定执行处罚。
项目工程师:
和机加工同步进行。
□ 模具自然损坏,不予追究责任
二、具体的改模/修模内容 改模/修模前的描述
□ 人为原因造成模具损坏,责任人为: 改模/修模后的状态
具体详见附页PPT
具体详见附页PPT
申请部门:项目部
申请人:
日期:
三、库存状态及处理: □ 无库存产品。 □ 清点库存产品数量,同客户沟通,库存产品消耗完后自然切换。 □ 清点库存产品数量,同客户沟通,库存产品做报废处理。(报废处理理由、产生的费用等需明确)理由如下:
会签:
会签:
一、具体修模原因陈述:(属于故障维修时,必须提供不合格品样件) 1、改模时间节点具体按照进度计划表执行。
★ 模具维修/修改定性: █ 客户原因导致模具的非故障修改
2、要求模具在7月15号制作完成、18号送出3模(6pcs)成品件到高悦(重要尺寸检测报告),检测 □内部原因导致模具的非故障修改
四、改模/修模结论:
□ 模具故障已经修复,且已经生产车间试模确认合格后正常投产。(适用于对量产模具的故障维修)
□ 模具已经修改完毕,且经试模确认合格。
(适用于对量产模具非故障修改)
详见:“试模记录”、“产品全尺寸检验记录”(必须附于本报告之后)。
□ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:
模具改模/修模通知单
模具报修日期: XXXX 年 X 月
模具 名称
模具 编号
五、改模/修模确认人: 车间主任:
模具组长:
质量工程师:
总经理:
填表说明: 1)当涉及模具损坏赔偿时,应由车间主任报告责任人,由生产经理按公司相关规定执行处罚。
项目工程师:
和机加工同步进行。
□ 模具自然损坏,不予追究责任
二、具体的改模/修模内容 改模/修模前的描述
□ 人为原因造成模具损坏,责任人为: 改模/修模后的状态
具体详见附页PPT
具体详见附页PPT
申请部门:项目部
申请人:
日期:
三、库存状态及处理: □ 无库存产品。 □ 清点库存产品数量,同客户沟通,库存产品消耗完后自然切换。 □ 清点库存产品数量,同客户沟通,库存产品做报废处理。(报废处理理由、产生的费用等需明确)理由如下:
会签:
会签:
一、具体修模原因陈述:(属于故障维修时,必须提供不合格品样件) 1、改模时间节点具体按照进度计划表执行。
★ 模具维修/修改定性: █ 客户原因导致模具的非故障修改
2、要求模具在7月15号制作完成、18号送出3模(6pcs)成品件到高悦(重要尺寸检测报告),检测 □内部原因导致模具的非故障修改
四、改模/修模结论:
□ 模具故障已经修复,且已经生产车间试模确认合格后正常投产。(适用于对量产模具的故障维修)
□ 模具已经修改完毕,且经试模确认合格。
(适用于对量产模具非故障修改)
详见:“试模记录”、“产品全尺寸检验记录”(必须附于本报告之后)。
□ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:
模具改模/修模通知单
模具报修日期: XXXX 年 X 月
模具 名称
模具 编号