定型硫化机
液压硫化机液压原理的设计
1140液压硫化机液压原理的设计随着我国交通运输事业的迅速发展,高速公路不断铺设,这就对对汽车轮胎的均匀性提出了越来越高的要求,因此对硫化机的工作精度要求也随之提高。
目前我国轮胎行业广泛应用的是50年代发展起来的机械式硫化机,由于本身结构的原因,机械式硫化机存在如下问题:1. 上下热板的平行度、同轴度、机械手卡爪圆度和对下热板内孔的同轴度等精度等级低,特别是重复精度低;2. 连杆、曲柄齿轮等主要受力件上的运动副,是由铜套组成的滑动轴承,易磨损,对精度影响较大。
3. 上下模受到的合模力不均匀,对双模轮胎定型硫化机而言,两侧的受力,大于两内侧的受力;4. 合模力是在曲柄销到达下死点瞬间由各受力构件弹性变形量所决定的,而温度变化使受力构件尺寸发生变化,合模力也随之发生变化,因此,生产过程中温度的波动将造成合模力的波动。
由于机械式轮胎硫化机存在的不可克服的弱点,已不能满足由于高速公路的发展,对汽车轮胎质量要求的日益提高。
因而世界上主要轮胎公司已逐步采用液压式硫化机代替传统的机械式硫化机,这是因为液压式硫化机结构上具有如下特点:1. 机体为固定的框架式,结构紧凑,刚性良好。
虽然液压式硫化机也是双模腔,但从受力角度看,只是两台单模硫化机连结在一起,在合模力作用下,机架微小变形是以模具中心线对称的;2. 开合模时,上模部分仅作垂直上下运动,可保持很高的对中精度和重复精度;另一方面,对保持活洛模的精度也较为有利;3. 上下合模力均匀,不受工作温度影响;4. 整机重量减轻,仅为机械式硫化机的1/3;5. 由于取消了全部蜗轮减速器、大小齿轮、曲柄齿轮和连杆等运动部件和易损件,使维护保养工作量减少。
一、液压式轮胎定型硫化机的工作程序液压硫化机工作时,升降油缸带动上模沿导向柱上升,在机架内形成空腔,装胎装置转进装胎,中心机构的上下环上升,胎胚定位,装胎装置卸胎后退出,升降油缸带动上模沿导向柱下降合模,胎胚定型后合模到位,在模座下面的4个短行程加力油缸作用下,产生要求的合模力。
机械式轮胎硫化机脱模机构优化设计
并移 出硫化 机 。通过 夹盘 夹紧胶 囊 的 中心机构 环
座 下端 ,称 为下 环 ;通 过 夹盘夹 紧胶 囊上 端 的 中
1 . 2 杠杆 式脱模机 构 受力分 析
心杆顶 端 , 称 为上环 。 B O M 型 中心机构通 过上 环
和 下环 的分 别升 降动 作 ,实现 装生 胎定 型和硫 化 后 轮胎 的脱 模和 卸胎 等动 作 。本文 所叙述 的脱模
中图分 类号 :T Q3 3 0 . 4 + 7 文献标识码 :A 文章编号 : 1 6 7 2 - - 4 8 0 1 ( 2 0 1 3 ) 0 2 ‘ ‘ 0 2 2 。 。 0 3
轮 胎 定型 硫化机 用 于空 心轮胎 的外 胎硫 化装
备 ,可 以完成 装胎 、定 型 、硫 化 、卸 胎等 一系 列
此优 化 方案 是脱 模水 缸对 中心机 构 只产生 向上 和
向下 的作 用 力 ,不会 产 生 附加 弯 矩 。且 由于减 少 了零 件 数量 和ቤተ መጻሕፍቲ ባይዱ 动链 ,也相应 提 高 了产 品的稳 定
性。
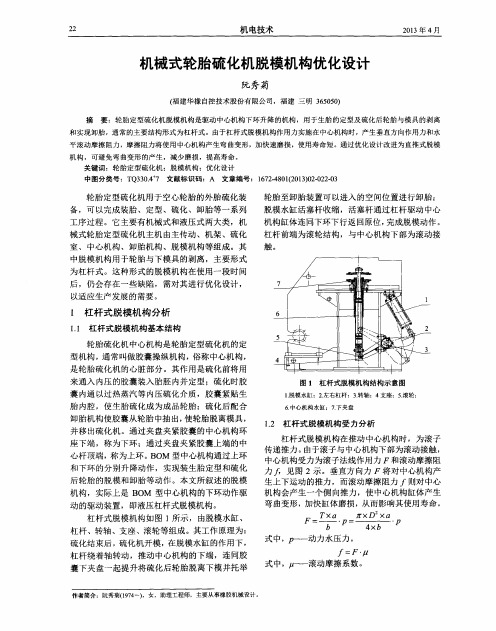
图 2 杠杆式脱模机构受力简 图
在 福 建华橡 自控技 术股 份 有 限公 司 的 4 5 时 轮 胎 定型 硫化 机 中 ,其脱模 水 缸尺 寸 为 :水缸 内 径 D= 1 5 0 mm;活 塞杆 直径 5 0 l n f l  ̄行程
=4 41 7 8N =44 . 1 7 8 。
机构,实际上是 B O M 型中心机构 的下环动作驱 动的驱动装置 ,即液压杠杆式脱模机构。
杠 杆式脱 模机 构如 图 1所示 , 由脱 模水 缸 、 杠杆 、转轴 、支 座 、滚 轮等 组成 。其 工作原 理为 : 硫 化结 束后 , 硫化 机开 模 ,在脱模 水缸 的作 用下 , 杠 杆绕 着轴 转动 ,推 动 中心机 构 的下端 ,连 同胶 囊 下夹 盘 一起 提升将 硫 化后轮 胎脱 离 下模 并托举
硫化工程工艺标准
允许范围 ±0.02 MPa ±0.02 MPa ±0.02 MPa ±0.02 MPa
6、定型压力设定标准 6.1背景与目的
对硫化定型压力的设定进行有效的控制和管理,能保证轮胎硫化品质,并能有效的预防硫化不良的发生,对外观及均匀性也有 一定的改善效果。
6.2详细作业指导
1.新胶囊更换后,手动膨胀实施定型(手动实施3min); 2.胶囊膨胀大小以胎胚大小的100-150%实施; 3.新胶囊更换后10次以内,每3次实施手动膨胀1次; 定型压力设定后,硫化前5次确定定型过程及定型曲线是否满足标准;
机械式硫化机
F 模具 模具
加力油缸给模具向上的压力
液压式硫化机
☼合模力必须严格按照标准设定
☼合模力不足,压力不够,胶料容易 溢出,出大边等不良 ☼合模力过大,容易损伤模具,导致模具磨损严重。
2.2、拉伸高度
G/T投入时,中心机构的高度 拉伸高度过高,容易把胶囊拉破; 拉伸高度视胶囊的型号来确定
拉 度伸 高
硫化工程理论知识
目 录
硫化基本参数标准 硫化工艺参数设定标准硫化异常处理规定Fra bibliotek硫化停机延时规定
硫化机模具预热标准 硫化机定型压力控制标准
1、硫化基本参数标准
项目 高压蒸汽压力 (MPa) 高压氮气压力 (MPa) 外部蒸汽压力 (MPa) 定型氮气压力(MPa) 标准值 1.7 2.5 1 0.35 允许值 主管 -0.2 ~ +0.1 ±0.1.5 ±0.1 ±0.05 硫化机 -0.2 ~ +0.1 ±0.1.5 - - - - 热板 模套 备注
真空泵压力 (MPa )
动力水压力 (MPa ) 高压蒸汽温度 ( ℃ ) 热板温度 ( ℃ ) 模套温度 ( ℃ ) 合模力(KN)
智能控制双模轮胎定型硫化机融资投资立项项目可行性研究报告(中撰咨询)

智能控制双模轮胎定型硫化机立项投资融资项目可行性研究报告(典型案例〃仅供参考)广州中撰企业投资咨询有限公司地址:中国〃广州目录第一章智能控制双模轮胎定型硫化机项目概论 (1)一、智能控制双模轮胎定型硫化机项目名称及承办单位 (1)二、智能控制双模轮胎定型硫化机项目可行性研究报告委托编制单位 (1)三、可行性研究的目的 (1)四、可行性研究报告编制依据原则和范围 (2)(一)项目可行性报告编制依据 (2)(二)可行性研究报告编制原则 (2)(三)可行性研究报告编制范围 (4)五、研究的主要过程 (5)六、智能控制双模轮胎定型硫化机产品方案及建设规模 (6)七、智能控制双模轮胎定型硫化机项目总投资估算 (6)八、工艺技术装备方案的选择 (6)九、项目实施进度建议 (6)十、研究结论 (7)十一、智能控制双模轮胎定型硫化机项目主要经济技术指标 (9)项目主要经济技术指标一览表 (9)第二章智能控制双模轮胎定型硫化机产品说明 (15)第三章智能控制双模轮胎定型硫化机项目市场分析预测 (15)第四章项目选址科学性分析 (15)一、厂址的选择原则 (15)二、厂址选择方案 (16)四、选址用地权属性质类别及占地面积 (17)五、项目用地利用指标 (17)项目占地及建筑工程投资一览表 (17)六、项目选址综合评价 (18)第五章项目建设内容与建设规模 (19)一、建设内容 (19)(一)土建工程 (20)(二)设备购臵 (20)二、建设规模 (20)第六章原辅材料供应及基本生产条件 (21)一、原辅材料供应条件 (21)(一)主要原辅材料供应 (21)(二)原辅材料来源 (21)原辅材料及能源供应情况一览表 (21)二、基本生产条件 (23)第七章工程技术方案 (24)一、工艺技术方案的选用原则 (24)二、工艺技术方案 (25)(一)工艺技术来源及特点 (25)(二)技术保障措施 (25)(三)产品生产工艺流程 (25)智能控制双模轮胎定型硫化机生产工艺流程示意简图 (26)三、设备的选择 (26)(一)设备配臵原则 (26)(二)设备配臵方案 (27)主要设备投资明细表 (28)第八章环境保护 (28)一、环境保护设计依据 (29)二、污染物的来源 (30)(一)智能控制双模轮胎定型硫化机项目建设期污染源 (30)(二)智能控制双模轮胎定型硫化机项目运营期污染源 (31)三、污染物的治理 (31)(一)项目施工期环境影响简要分析及治理措施 (31)1、施工期大气环境影响分析和防治对策 (32)2、施工期水环境影响分析和防治对策 (35)3、施工期固体废弃物环境影响分析和防治对策 (37)4、施工期噪声环境影响分析和防治对策 (38)5、施工建议及要求 (39)施工期间主要污染物产生及预计排放情况一览表 (41)(二)项目营运期环境影响分析及治理措施 (42)1、废水的治理 (42)办公及生活废水处理流程图 (42)生活及办公废水治理效果比较一览表 (43)生活及办公废水治理效果一览表 (43)2、固体废弃物的治理措施及排放分析 (43)3、噪声治理措施及排放分析 (45)主要噪声源治理情况一览表 (46)四、环境保护投资分析 (46)(一)环境保护设施投资 (46)(二)环境效益分析 (47)五、厂区绿化工程 (47)六、清洁生产 (48)七、环境保护结论 (48)施工期主要污染物产生、排放及预期效果一览表 (50)第九章项目节能分析 (51)一、项目建设的节能原则 (51)二、设计依据及用能标准 (51)(一)节能政策依据 (51)(二)国家及省、市节能目标 (52)(三)行业标准、规范、技术规定和技术指导 (53)三、项目节能背景分析 (53)四、项目能源消耗种类和数量分析 (55)(一)主要耗能装臵及能耗种类和数量 (55)1、主要耗能装臵 (55)2、主要能耗种类及数量 (55)项目综合用能测算一览表 (56)(二)单位产品能耗指标测算 (56)单位能耗估算一览表 (57)五、项目用能品种选择的可靠性分析 (58)六、工艺设备节能措施 (58)七、电力节能措施 (59)八、节水措施 (60)九、项目运营期节能原则 (60)十、运营期主要节能措施 (61)十一、能源管理 (62)(一)管理组织和制度 (62)(二)能源计量管理 (62)十二、节能建议及效果分析 (63)(一)节能建议 (63)(二)节能效果分析 (64)第十章组织机构工作制度和劳动定员 (64)一、组织机构 (64)二、工作制度 (64)三、劳动定员 (65)四、人员培训 (66)(一)人员技术水平与要求 (66)(二)培训规划建议 (66)第十一章智能控制双模轮胎定型硫化机项目投资估算与资金筹措 67一、投资估算依据和说明 (67)(一)编制依据 (67)(二)投资费用分析 (69)(三)工程建设投资(固定资产)投资 (69)1、设备投资估算 (69)2、土建投资估算 (69)3、其它费用 (70)4、工程建设投资(固定资产)投资 (70)固定资产投资估算表 (70)5、铺底流动资金估算 (71)铺底流动资金估算一览表 (71)6、智能控制双模轮胎定型硫化机项目总投资估算 (71)总投资构成分析一览表 (72)二、资金筹措 (72)投资计划与资金筹措表 (73)三、智能控制双模轮胎定型硫化机项目资金使用计划 (73)资金使用计划与运用表 (74)第十二章经济评价 (74)一、经济评价的依据和范围 (74)二、基础数据与参数选取 (75)三、财务效益与费用估算 (76)(一)销售收入估算 (76)产品销售收入及税金估算一览表 (76)(二)综合总成本估算 (76)综合总成本费用估算表 (77)(三)利润总额估算 (78)(四)所得税及税后利润 (78)(五)项目投资收益率测算 (78)项目综合损益表 (79)四、财务分析 (79)财务现金流量表(全部投资) (81)财务现金流量表(固定投资) (83)五、不确定性分析 (84)盈亏平衡分析表 (85)六、敏感性分析 (86)单因素敏感性分析表 (86)第十三章智能控制双模轮胎定型硫化机项目综合评价 (87)第一章项目概论一、项目名称及承办单位1、项目名称:智能控制双模轮胎定型硫化机投资建设项目2、项目建设性质:新建3、项目承办单位:广州中撰企业投资咨询有限公司4、企业类型:有限责任公司5、注册资金:100万元人民币二、项目可行性研究报告委托编制单位1、编制单位:广州中撰企业投资咨询有限公司三、可行性研究的目的本可行性研究报告对该智能控制双模轮胎定型硫化机项目所涉及的主要问题,例如:资源条件、原辅材料、燃料和动力的供应、交通运输条件、建厂规模、投资规模、生产工艺和设备选型、产品类别、项目节能技术和措施、环境影响评价和劳动卫生保障等,从技术、经济和环境保护等多个方面进行较为详细的调查研究。
硫化作业指导书

硫化作业指导书1.目的:为规范硫化操作确保本工序产品符合要求。
2.范围:适应本公司硫化工序。
3.职责:在生产技术厂长领导下,硫化车间负责本过程的控制,操作工人按操作规程严格工艺操作。
4.质量标准:操作要点及工艺条件。
<1>胎胚要均匀扎眼。
<2>水胎隔离剂配合比例为1:4,隔离剂涂的量要合适,防止外胎硫化后出现胎里裂缝。
<3>保持操作现场清洁干净,防止沾污未成品。
<4>胎胚定型,质量标准,胎胚定型后,平整无压沟,胎面无折子,内外表面无隔离剂,水,杂物等,胎胚水胎规格相符。
<5>工艺条件:定型机风压0.5-0.7Mpa。
<6>胎胚定型时要定正,装入水胎要求水胎舒展,水胎筋无变型,胎圈正圆。
并检查水胎咀子及水胎的老化情况。
<7>装模、硫化、出模、质量标准,硫化后的成品外观质量符合质量要求,无缺胶,无隔离,胎里要光滑。
工艺条件,硫化机油压达到13-15Mpa,锅炉压力0.5-0.6Mpa,高压风压力1.8-2.0Mpa.<8>装模前,检查皮碗的老化程度,做到及时更换皮碗。
清楚模型内的杂物,风咀导管插入深度要合适,防止堵塞或打出导管。
装胎时,要装正,咀子杆和模型钢圈缺口对正。
硫化合模时,要注意合模情况,防止合模时,胎胚移位而压住导管造成漏风,充不进高压风。
胎胚合模后,按硫化时间要求正点硫化,硫化过程中,随时注意风压及锅炉压力硫化结束后,注意将高压风排净后方可出模,注意起模时,不能损坏模型花纹,出模后的轮胎必须立即进行自检,另对水胎进行检查,并把轮胎挂在架车上。
2016硫化工应知考题答案

2016年全钢分厂硫化工序应知试题1. 硫化三要素:温度、时间、压力。
2.硫化条件:内温170℃±3℃,热板151℃±2℃、模套温度155℃±2℃,内压2.6±0.1Mpa。
3.装锅时要检查胶囊质量是否有老化、裂纹、裂口、疤痕等,当出现上述现象时要及时更换胶囊,防止出现破囊。
4.要经常的检查硫化机合模力,合模力过大会对硫化机造成损害,合模力过小会造成胶边过大、压摺质量缺陷。
5.装锅前要检查模具侧板上是否有积水、杂物、油污等若有要用风管吹净抹布擦净。
6.装锅时机械手抓胎要抓正,防止机械手压坏子口。
7.胎胚定型要正,防止出现大边、上抽、露丝。
8. 胎胚一次定型压力0.03Mpa±0.01 Mpa,二次定型压力0.09Mpa±0.01 Mpa。
9.硫化结束后开模时,一定要内压为零时才能开模,防止胶囊有内压爆破伤人。
10.隔离剂要喷均匀,不滴淌,不落到侧板及卡盘上,过多的隔离剂要擦掉,避免粘在轮胎上。
11. 定型时注意定型压力,压力过大容易出现胎里露丝、钢丝弯,压力过小容易出现胎里缺胶、子口上抽等缺陷。
12.硫化机在开合模时要注意防止活络模提前收缩。
提前收缩会挤坏胎胚及硫化好的胎胚,造成废品。
13.与上模层级标识相对应,在无字、无商标、无排气孔(线)的胎侧部位放胎号牌,左侧为单号右侧为双号,带孔端朝左侧,不放歪、不反号,胎胚的工代号必须朝上。
14.填写原始记录必须及时、准确、真实、工整,并要保持纸面清洁。
二、问答题:(每小题10分,共70分)1.硫化前检查胎胚内容有哪些?硫化前要确认胎胚的规格与硫化机的规格相符。
(避免出现胎胚装错模型的恶性质量事故的出现。
)认真检查胎胚外观质量,把质量缺陷杜绝在硫化前。
胎胚检查的内容有接头、气泡、杂物等。
(胎胚接头检查内容有胎冠接头、胎侧接头、密封层接头是否有开裂,胎侧及密封层气泡是否扎眼排气,胎冠、胎侧、密封层是否有塑料垫补、灰尘等杂物。
硫化工程工艺标准
拉伸高度视胶囊的型号来确定
拉 度伸
高
2021/8/2
6
2.3、定型高度
G/T投入到模具,定型时的高度 定型高度过高,会产生窝气等不良。
4、拉伸高度与定型高度测量方法
如图:模具下卡盘到上卡盘的 一半
定 度型
高
2021/8/2
7
2.3、硫化时间及步序设定
依据硫化施工表和硫化工艺表对硫化步序进行设定。
2021/8/2
8
3、硫化异常处理规定
项目
超过硫化时间的70% 未达到硫化时间的70% 不同规格的胎胚同时硫化时
的硫化时间
允许值 ( 临时措施 ) 加剩余硫化时间 剩余硫化时间再加3min
以硫化时间长的为基准
4、硫化停机延时规定
备注
成品胎单独保管, 进行品质判定
后充气轮辋宽度(mm) 后充气压力(MPa)
胶囊定型高度(mm) 胶囊拉伸高度(mm)
2021/8/2
标准值
1.7 2.5
1
0.35 -0.03 2.3
206
178 178 标准 标准 0.2 标准 标准
允许值 主管 -0.2 ~ +0.1 ±0.1.5
硫化机 -0.2 ~ +0.1
±0.1.5
±0.1
---
±0.05 ±0.005 -0.2 ~+0.3
-----0.2 ~ +0.3
-6 ~ +3
-6 ~ +3
---------
-----
-2 ~ +3 -2 ~ +3
±50 ±5 ±0.02 ±10 ±10
轮胎硫化过程中出现欠硫现象的分析

新疆化工2016年第4期硫化是轮胎制造过程的最后一个工序,轮胎硫化是将成型好的胎胚放入硫化模型中,在一定的温度、压力下硫化一定的时间,使轮胎的各个部件达到最佳硫化程度和要求的物理性能。
目前我公司轮胎硫化使用的是B型热板式活络模硫化机,采用饱和蒸汽、过热水为热源。
热板式硫化机使用饱和蒸汽在密闭的热板中加热硫化模具。
根据硫化工序制造过程特点,欠硫是产生废品主要因素,现对引起欠硫的原因进行分析,提出预防措施。
1胎里欠硫1.1内压水不循环操作过程,因检查不到位或阀门故障,二次水回水阀关闭,内压虽保持在2.7MPa以上,但因过热水在胶囊内无法循环,胶囊内水温会随着时间的延长呈一次函数关系下降,正硫化结束时,温度不但没有达到173℃,反而会下降的更低,达到153℃左右,从而使胎里与胶囊粘连而出现胎里欠硫。
现象:随着时间的增加,内温按一次函数关系下降,从硫化曲线可看到此现象;胎里与胶囊粘连,呈“海绵”状。
措施:对硫化工艺曲线每15min巡检一次,对报警信息及时查看并处理。
1.2动力水漏入胶囊或破囊定型时,B型胶囊收缩,中心缸中的动力水通过Y型密封圈漏入胶囊,沉积在下模腔,使下模腔底部的温度下降,不满足热交换需求,导致胎里欠硫;硫化过程中,因胶囊破裂,过热水串入胎里,温度下降,也会造成胎里欠硫。
现象:取下胶囊,进行收缩定型,发现有大量水溢出中心缸;胎里接触到水的部位,发软,出现较大水泡。
措施:及时更换密封圈,安装定型泄漏阀,及时排出定型蒸汽中的冷凝水和中心缸中的动力水;接班充气检查胶囊表面,到极限使用次数立即更换胶囊。
1.3定型过程中窝囊硫化装锅定型过程中,因定型压力过大或过小,胶囊老化严重,胶囊表面隔离剂未按工艺要求喷涂,胶囊表面排气线间距及排气槽深度不符合要求,均会引起定型时胶囊不能完全舒展,造成胶囊与胎胚胎里(胎肩部位)之间形成空气隔膜,使隔离部位在硫化过程中温度低于170℃,出现欠硫。
现象:胎里窝气部位发软,呈“海绵”状缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫化机 1鼓式硫化机用途及工作原理 (1)平带鼓式硫化机-主要用于表面形状和表面质量有特殊要求的薄型板带。配上必要的预伸装置,还可用于硫化输送带、传动带及与其相类似的橡胶制品。 (2)V带鼓式硫化机-主要用于周长较大的A、B、C、D型V带的硫化。 工作原理 当上调节辊以一定速度按顺时针主动旋转时,带动硫化鼓、下调节辊及张紧辊等一起缓慢的旋转。硫化鼓的转速,是由制品的硫化时间决定的。其转矩是靠压力带借助于摩擦力传递的。 为了获得一定的硫化压力,可由液压油缸向后推移张紧辊,使张紧了的压力带,在硫化鼓上包容并压紧待硫化的制品。压力带的包角,可通过上下调节辊的移动来调节。 为了获得所需要的硫化温度,可在硫化鼓内通蒸汽加热,调节蒸汽压力,即可控制硫化温度。 注意:画图 硫化三要素:温度,压力,时间 2硫化鼓,压力带使用条件 硫化鼓是鼓式硫化机的关键部件,它对硫化制品的质量有非常重要的影响。因此,对硫化鼓提出如下要求: (1)有足够的强度和刚度; (2)高的表面硬度和表面粗糙度; (3)鼓壁厚薄要一致,材质均匀。 压力带 (1) 薄钢带 整个成为环形,通常厚度为1.2~1.8mm的三条合金钢薄钢带并焊而成,环形接头的焊缝相互错开,并与宽度方向成45o角,焊后的工作面须精磨并抛光处理。硫化鼓径>1000时使用 (2) 钢丝编织带 需要单面挂胶。硫化鼓径<1000时使用(小型硫化机多用此种) 3鼓式硫化机的主要参数 (1) 鼓径与长度 主鼓直径常用规格有350、700、1000、1500、2000mm。主鼓与从鼓的直径比为:D0 =2/3D主鼓直径D的选择,主要考虑的因素:生产能力、硫化压力、压力带强度、加工制造与机台的尺寸。 (2) 压力带的长度与厚度 其宽度按硫化制品的最大宽度而定。压力带长度,则按硫化机的结构计算而定,并且,随着长度L的减少,压力带的寿命将成比例的下降。压力带的厚度也直接影响钢带的拉伸强度、弯曲强度及疲劳寿命。 (3) 钢带张力与硫化压力 硫化压力与压力带的张力成正比,在鼓径一定的情况下,欲增大硫化压力,必须增大压力带的张力。 压力不足,会引起较厚制品出现气泡和明疤,并且,由于胶料与布层的密着力不足,常造成制品脱层和表面不平整,因而,会显著的影响制品物理机械性能。在鼓径和带宽一定的情况下,硫化压力与钢带的总张力Q成正比。欲增大硫化压力,只要增大张紧油缸的油压或柱塞面积,即可达到目的,但这要受到钢带拉伸强度、弯曲强度和疲劳寿命的限制。 (4) 硫化鼓包角与硫化时间 硫化时间 τ =φ/360n 硫化鼓的圆周速度V V=πDn 在保证硫化时间τ的情况下,包角φ越大,鼓的转速亦越高 4 V带鼓式硫化机 V带鼓式硫化机用于硫化大、中型V带。 目前用这种硫化机生产的V带型号有:A、B、C、D四种,长度由700~3100mm。 目前生产上使用的V带鼓式硫化机主要有两种: (1)大型V带鼓式硫化机,硫化长度由1.8m~3.1m;(如下图) (2)中小型V带鼓式硫化机,硫化长度由0.7m~2.6m。(如下图)
1-硫化鼓;2-压力带;3-V带;4-伸张辊;5-加压辊;6-主动轴;7-旁压力辊 5 卧式硫化机用途、安全装置、生产线 用途:卧式硫化罐主要用于硫化非模型橡胶制品,如胶鞋、胶管、电缆、胶辊和胶布等,有时,也用于硫化模型橡胶制品。 安全装置: 传统的安全装置由设在罐口部位的旋塞阀和插入罐盖盖缘孔中的插销及手柄和曲柄等构成。开罐时,必须将插销拔出,罐盖才能转动开启。但当拔出插销时通过曲柄带动旋塞阀阀芯转动,使旋塞阀开启,将罐内残余蒸汽排入大气,待无压后再开罐。新设计的安全装置通常由零压开关和限位开关组成。 生产线: 胶管生产线主要由卧式硫化罐、卷扬机、牵引小车、硫化小车、和活动接轨等组成。 平板硫化机:是一种带有加热平板的压力机。 7 平带平板硫化机属于大型硫化设备,与小型平板硫化机相比,主要区别是: (一)热板的规格大。 (二)为了保证加热均匀,通常采用多段通蒸汽加热。 (三)一般为多缸式。 (四)热板两端离板边有200~300mm宽度的过渡区, (五)平带两边放有垫铁,以保证平带的宽度和厚度 (六)设有夹持伸长装置用于硫化前对平带进行预伸张,使平带在工作过程中帘线受力均匀 (七)对于热缩性纺织物(如尼龙)平带,应采用后伸长冷却装置防止平带在使用过程中迅速伸长。 (八)可采用微波预热,使平带在进入硫化前均匀积热到100℃左右,从而缩短了平带在硫化机中的升温时间,使生产能力得到提高。 V带颚式平板硫化机与平带平板硫化机的主要区别是: (1)框架一边为敞开的,一般为双层。 (2)在热板上装有模板,以控制硫化后成品的断面规格。 (3)硫化机两端装有带沟槽的伸张辊,以便在硫化前对V带进行预伸张。 (4)更换V带规格时,应更换硫化模具。 (5)由于V带需要分段硫化,为防止硫化时交接处过硫,因而热板要有缓冲区,设置冷却通道。 8柱塞、工作缸、热板 柱塞是平板硫化机的主要零部件之一,它与工作缸、密封装置、压紧法兰等组成了传递压能的部件,主要是将液体的压能转变成可动平台或可动横梁运动的动能。 工作缸是平板硫化机传递力量的主要零件,属于高压下操作的厚壁容器。对于缸体的要求是保压性能好,无泄漏,成本低,导向部分耐磨。 热板为平板硫化机重要部件之一,其主要作用是向模具或制品提供热能和压力,保证制品硫化过程中所需的温度和压力。一般选用Q235、35等,对于压力小的结构也有使用铸铁板。 9轮胎定型硫化机按采用胶囊类型的不同可分为四种类型: A型(或称AFV型)定型硫化机、 B型(或称BOM型)定型硫化机 、AB型(或称AUBO型)定型硫化机 、RIB型(rolling in bladdet type)定型硫化机 10 A型定型硫化机主要是由底座、曲柄轮、连杆和横梁组成的升降机构; 上加热板、下加热板和上模具、下模具组成的蒸汽室; 推顶器与储囊筒组成的胶囊操纵机构; 夹具器、装胎机械手组成的装卸胎机构; 电机和减速机组成的传动系统; 为适应尼龙轮胎的生产配置了后充气装置。还有热工系统、润滑系统和电控系统等。 胶囊的操纵机构: 胶囊操纵机构又称中心机构,它位于蒸汽室中心的机构,是定型硫化机的重要组成部分。它的主要作用是硫化前把胶囊装入胎胚、对胎胚定型;硫化后将胶囊从轮胎中拔出,在脱模机构的配合下,使轮胎脱离下模并与胎圈剥离,最后再从轮胎中把胶囊退出。 11 B型定型硫化机构成 B型轮胎定型硫化机一般由升降机构、蒸汽室、胶囊操纵机构(即中心机构)、装胎机构、卸胎机构、传动系统、润滑系统、安全装置、管路系统和电气系统等组成。用于尼龙轮胎硫化的定型硫化机还应配置后充气装置。 B型定型硫化机中心机构主要由三部分组成: ①控制胶囊伸直与收缩部分; ②控制胶囊定型高度部分; ③控制轮胎脱离下模部分。 B型定型硫化机中心机构有液压杠杆式、液压式与液压机械式等类型。 12 后充气装置的目的:在充气情况下进行轮胎冷却,减少外胎胎体的永久变形。 后充气装置的类型: 按运行方式分为:翻转式、升降式 按工作方式分为:四工位式、二工位式 按冷却方式分为:自然对流冷却、喷气式强制冷却 13活络模和两半模: 采用活络模具是为了适应子午线轮胎生产的要求。由于子午线轮胎胎坯成型后的外径大于硫化模花纹的根部直径,用两半模硫化时,容易产生胎冠厚薄不均匀和帘线排列错位,尤其对钢丝帘线的胎体更为重要;另外,子午线轮胎胎冠、胎体硬,外胎从两半模中拉出容易造成花纹裂口或损坏模具。活络模是把两半模改为胎冠部位可径向分合的几个小块。 14 B型轮胎定型硫化机的装胎机构和安全装置 装胎机构由机械手、横臂、传动装置及支座等组成。双模定型硫化机每个模配备一套装胎机构,分别安装在机台左右两侧。工作时依次转入和转出,以免相碰。根据胎圈直径的不同,机械 手的钩胎爪可进行调节或更换,以适应相应规格的胎胚。当压缩空气进入气缸时,活塞推动导向板向上移动,通过导轮使沿圆周分布的钩胎爪分别以小座上的销轴为支点摆动,钩胎爪收缩进入胎圈内,而后气缸排气,钩胎爪在弹簧的作用下张开,将胎胚撑住。横臂的升降由电机经蜗轮减速机 的传动装置驱动。平衡锤用于调节机械手的平衡。碰块用于控制抓胎的动作。平常状态时,碰块位于限位开关之间,当机械手下降钩胎爪碰到胎胚时,碰块上抬碰到限位开关,此时,切断气缸的气源,钩胎爪撑开;当提起胎胚时,由于胎胚重量使碰块下移触动限位开关,机械手提升。 安全装置:用于横臂升降时的保险。当链条发生断脱时,弹簧就拉动安全装置,其上的牙齿就紧紧咬住方柱,横梁稍下滑很短距离后便停止不动。 15 A型轮胎定型硫化机的推顶器及夹具板 推顶器的作用是在硫化完毕,开模时将胶囊推入储囊筒中;在横梁带着上模型上升时,推顶器上的夹具板将轮胎带出,完成卸胎。推顶器主要由球鼻、球鼻上升气缸、球鼻下降气缸、推顶器座、闩锁气缸及推顶器气缸等组成。 A型定型硫化机的夹具板的作用是,在卸胎作业中保证轮胎粘在上半模的钢圈上或在夹具板上。夹具板由扇形板、滑块、杠杆、辊轮、卡盘等零件组成。当球鼻伸出时,通过辊轮拨动杠杆和滑块,使扇形块撑开。 16硫化机介质 蒸汽、过热水、冷却水、压力水、压缩空气 为确保硫化机的正常工作,提高胶囊和机台的使用寿命,要求各介质(蒸汽、过热水、冷却水、压缩空气)的压力要稳定,过热水和冷却水要软化。 氮气硫化介质:190—210℃高压饱和蒸汽充入胶囊升温之后,再向胶囊充入2.0—2.6MPa压力的高纯氮气的增压办法,以达到高温高压的硫化条件。
17空气定型、胶囊定型 轮胎空气定型机用于筒状胎胚定型为接近于外胎轮廓,并在定型过程将水胎装入外胎的内腔。主要由底座、机架、三联气缸及空气管路和控制阀等组成。 胶囊定型机原先是用于巨型工程轮胎的定型作业的专用设备,其基本原理是采用了“B”型定型硫化机中心机构的原理,以胶囊代替水胎,完成普通轮胎的定型。它由上、下胶囊夹盘、定芯盘、定型水缸、升降水缸、锁紧装置等组成。 胶囊定型机的特点: ⑴在定型过程中可使上、下胎圈对正,胎圈不易歪偏; ⑵利用胶囊充压定型,不需要定型机及拉水胎机。定型后,胶囊内保持定型压力,使生胎处于充压状态; ⑶胶囊厚度比水胎薄,传热快而均匀,可缩短硫化时间; ⑷硫化后,残留在胶囊内的硫化介质,在定型装置上取出胶囊