(四)管道焊接常用的连接方式和尺寸
管道的各种连接方式

PPR与PE管道连接PE管道与PPR连接,黑色部分是PE变径弯头前面接PE管道,黄管道上图分解,黑色的配件为外螺纹直接,一边与PE热熔连接,一边阀门上方为PE管道DN50,下方为PPR管道,中间通过一个阀门连均为两个外螺纹直接PE与法兰阀门连接,使用管径较大的管道连接,法兰两边可连接或同种管道PE与UPVC管道连接,所用的配件与图2相似镀锌钢塑管与阀门连接上图局部放大,闸阀与止回阀连接消防信号阀与DN150镀锌钢管连接水泵接合器与消防管道采用法兰连接DN100的消火栓管用机械三通分支机械四通,DN150主管两边接喷淋支管消防管道中大于100的管道采用沟槽配件(卡箍)连接消防管道的卡箍连接对夹式蝶阀与消防管道采用法兰连接铜管与阀门连接,铜管一般采用焊接PE钢丝管网采用电容连接,图示电熔机热熔机彩铝檐沟管(铝管)属于金属管道,接口用承插打胶湿式报警阀连接水泵吸水管阀门连接HPDE双壁波纹管HPDE双壁波纹管采用橡胶圈连接,留意橡胶圈下面是详细的说明1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。
a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、净。
b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,断,以防管口断面变形。
2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径2次,40-50mm者套丝3次,70mm以上者套丝3-4次为宜。
a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将头,开机推板,待丝扣套到适当长度,轻轻松开扳机。
b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻退板,保持丝扣应有锥度。
管道的各种连接方式

PPR与PE管道连接PE管道与PPR连接,黑色部分是PE变径弯头前面接PE管道,黄管道上图分解,黑色的配件为外螺纹直接,一边与PE热熔连接,一边阀门上方为PE管道DN50,下方为PPR管道,中间通过一个阀门连均为两个外螺纹直接PE与法兰阀门连接,使用管径较大的管道连接,法兰两边可连接或同种管道PE与UPVC管道连接,所用的配件与图2相似镀锌钢塑管与阀门连接上图局部放大,闸阀与止回阀连接消防信号阀与DN150镀锌钢管连接水泵接合器与消防管道采用法兰连接DN100的消火栓管用机械三通分支机械四通,DN150主管两边接喷淋支管消防管道中大于100的管道采用沟槽配件(卡箍)连接消防管道的卡箍连接对夹式蝶阀与消防管道采用法兰连接铜管与阀门连接,铜管一般采用焊接PE钢丝管网采用电容连接,图示电熔机热熔机彩铝檐沟管(铝管)属于金属管道,接口用承插打胶湿式报警阀连接水泵吸水管阀门连接HPDE双壁波纹管HPDE双壁波纹管采用橡胶圈连接,留意橡胶圈下面是详细的说明1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。
a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、净。
b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,断,以防管口断面变形。
2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径2次,40-50mm者套丝3次,70mm以上者套丝3-4次为宜。
a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将头,开机推板,待丝扣套到适当长度,轻轻松开扳机。
b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻退板,保持丝扣应有锥度。
各种管道连接方式超级详细说明
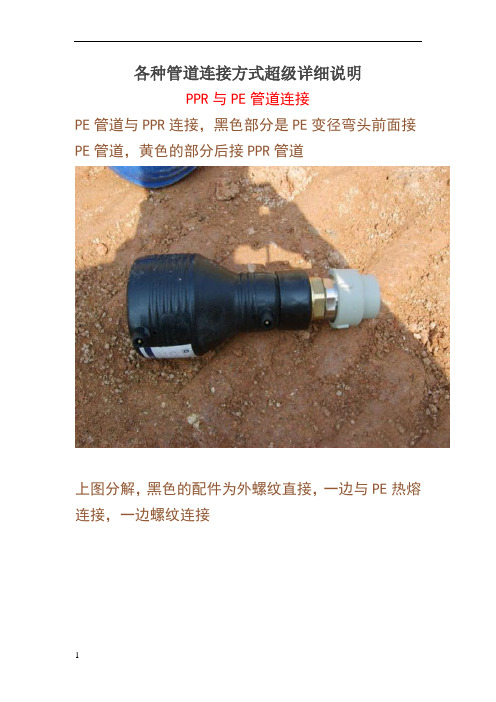
各种管道连接方式超级详细说明PPR与PE管道连接PE管道与PPR连接,黑色部分是PE变径弯头前面接PE管道,黄色的部分后接PPR管道上图分解,黑色的配件为外螺纹直接,一边与PE热熔连接,一边螺纹连接阀门上方为PE管道DN50,下方为PPR管道,中间通过一个阀门连接,采用的配件均为两个外螺纹直接PE与法兰阀门连接,使用管径较大的管道连接,法兰两边可连接两种不同的管道,或同种管道PE与UPVC管道连接,所用的配件与图2相似镀锌钢塑管与阀门连接上图局部放大,闸阀与止回阀连接消防信号阀与DN150镀锌钢管连接水泵接合器与消防管道采用法兰连接DN100的消火栓管用机械三通分支机械四通,DN150主管两边接喷淋支管消防管道中大于100的管道采用沟槽配件(卡箍)连接消防管道的卡箍连接对夹式蝶阀与消防管道采用法兰连接铜管与阀门连接,铜管一般采用焊接PE钢丝管网采用电容连接,图示电熔机热熔机彩铝檐沟管(铝管)属于金属管道,接口用承插打胶湿式报警阀连接水泵吸水管阀门连接HPDE双壁波纹管HPDE双壁波纹管采用橡胶圈连接,留意橡胶圈下面是详细的说明1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。
a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。
断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。
b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。
2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm者套丝3次,70mm以上者套丝3-4次为宜。
a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。
管道焊接方法
管道焊接方法
管道焊接是指将两根或多根管子连接在一起的工艺,它在工业生产和建筑工程中扮演着非常重要的角色。
正确的管道焊接方法不仅可以保证管道连接的牢固和密封,还可以确保管道在使用过程中不会出现渗漏或断裂的情况,从而保障工程的安全和稳定运行。
在进行管道焊接时,我们需要根据具体的情况选择合适的焊接方法,下面将介绍几种常见的管道焊接方法。
首先,常见的管道焊接方法之一是电弧焊接。
电弧焊接是利用电弧将焊条或焊丝加热熔化,然后在焊缝处填充熔化的金属,形成焊缝的方法。
这种焊接方法操作简单,适用于各种位置的焊接,但是需要注意保护焊接环境,避免氧化和污染对焊接质量的影响。
其次,还有气体保护焊接方法。
气体保护焊接是一种利用惰性气体或活性气体对焊接区域进行保护,防止氧气和氮气等杂质的侵入,从而保证焊接质量的方法。
这种焊接方法适用于对焊接质量要求较高的场合,如食品工业、航空航天等领域。
另外,还有电阻焊接方法。
电阻焊接是利用电流通过工件产生热量,使接头处金属材料局部加热到塑性状态,然后施加一定的压
力,使两个接头形成一体的方法。
这种焊接方法速度快,效率高,适用于大批量生产的场合。
最后,还有激光焊接方法。
激光焊接是利用高能激光束对焊接材料进行加热,使其熔化并形成焊缝的方法。
这种焊接方法具有热影响小、焊缝窄、变形小等优点,适用于对焊接精度要求较高的场合。
总的来说,管道焊接方法有很多种,我们需要根据具体的情况选择合适的焊接方法。
无论是哪种焊接方法,都需要严格按照操作规程进行操作,保证焊接质量。
希望以上介绍的管道焊接方法对大家有所帮助,谢谢阅读!。
(四)管道焊接常用的接合形式和尺寸

(四)管道焊接常用的接合形式和尺寸
管道焊接是管道工程中常见的连接方法之一,下面将介绍几种常用的接合形式和尺寸。
1. 管对管焊接
管对管焊接是常见的管道接合形式之一。
它通常用于连接两根相同直径的管道。
在管对管焊接中,两根管道的端口通过焊接方式连接在一起,形成一个整体。
2. 管对法兰焊接
管对法兰焊接是一种常用的接合形式,它将管道与法兰连接在一起。
在这种接合中,管道的一端与法兰的一侧焊接,形成一个连接点。
这种接合形式适用于需要频繁拆卸和维修的情况。
3. 管对弯头焊接
管对弯头焊接是将管道与弯头连接在一起的方式。
弯头是通过
将管道弯曲而形成的管道配件,可使管道改变流动方向。
管对弯头
焊接适用于需要改变流动方向的管道系统。
4. 焊接尺寸
管道焊接的尺寸需要根据具体的工程要求和管道规格进行选择。
常见的焊接尺寸包括管道直径、壁厚和焊缝长度等。
这些尺寸的选
择应符合相关的标准和规范。
以上是管道焊接常用的接合形式和尺寸的介绍,希望能对您的
工作有所帮助。
参考文献:
- 张国民,管道工程,2008年。
各种管道连接方式详细说明

各种管道连接方式详细说明————————————————————————————————作者: ————————————————————————————————日期:ﻩ各种管道连接方式详细说明1管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1ﻫ断管:根据现场测绘草图,在选好的管材上画线,按线断管。
a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。
断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。
ﻫb用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。
2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm者套丝3次,70mm以上者套丝3-4次为宜。
a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。
ﻫb 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,按顺序号上好板牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内,留出适当长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板,带上2-3扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机,开机退板,保持丝扣应有锥度。
3ﻫ配装管件:根据现场测绘草图将已套好丝扣的管材,配装管件。
a 配装管件时应将所需管件带入管丝扣,试试松紧度(一般用手带入3扣为宜),在丝扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使丝扣外露2-3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。
b 根据配装管件的管径的大小选用适当的管钳4.管段调直:将已装好管件的管段,在安装前进行调直。
a 在装好管件的管段丝扣处涂铅油,联接两段或数段,联接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。
安装工程中各种管道常用连接方式现场图片及说明
【安装工程中各种管道常用连接方式现场图片与说明】与管道连接管道与连接,黑色部分是变径弯头前面接管道,黄色的部分后接管上图分解,黑色的配件为外螺纹直接,一边与热熔连接,一边螺纹阀门上方为管道50,下方为管道,中间通过一个阀门连接,采用的纹直接与法兰阀门连接,使用管径较大的管道连接,法兰两边可连接两种种管道与管道连接,所用的配件与图2相似镀锌钢塑管与阀门连接上图局部放大,闸阀与止回阀连接消防信号阀与150镀锌钢管连接水泵接合器与消防管道采用法兰连接100的消火栓管用机械三通分支机械四通,150主管两边接喷淋支管消防管道中大于100的管道采用沟槽配件(卡箍)连接消防管道的卡箍连接对夹式蝶阀与消防管道采用法兰连接铜管与阀门连接,铜管一般采用焊接钢丝管网采用电容连接,图示电熔机热熔机彩铝檐沟管(铝管)属于金属管道,接口用承插打胶湿式报警阀连接水泵吸水管阀门连接双壁波纹管双壁波纹管采用橡胶圈连接,留意橡胶圈下面是详细的说明1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。
a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不防管口断面变形。
2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径40-50者套丝3次,70以上者套丝3-4次为宜。
a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润开机推板,待丝扣套到适当长度,轻轻松开扳机。
b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机丝扣应有锥度。
管道焊接技术(5篇)
管道焊接技术(5篇)管道焊接技术(5篇)管道焊接技术范文第1篇【关键词】管道焊接;下向焊;焊接工艺1、前言我国能源资源主要分布在西部和北部,而东南部经济相对发达,能源消耗较大,每年需要运输大量的能源。
管道运输是一种低成本运输方式,可输送油气,也可输送煤炭。
应当乐观开展管道运输,不仅能够减小铁路运输的紧急压力,而且也是海上油气资源开发、输送的迫切需要。
管道焊接是保证管道密性和强度的关键,是保证管道质量的关键,是保证管道平安生产的重要条件。
大型输油、输气管道一般都是大口径、长距离金属管道需要一种质优高效的焊接工艺,目前我国广泛采纳的一种焊接施工技术是金属管道下向焊焊接工艺,这种技术以其焊接速度快、焊接质量好成形美观、焊道背面成形平缓、匀称、节约焊接材料、降低工艺难度和工人劳动强度等优点,在我国石油、输气金属管道施工中应用得特别普遍。
管道下向焊不仅可以提高管道焊接效率,缩短管线铺设时间,而且能够提高经济效益。
2、管道下向焊简介输油、输气管道的焊接施工常在野外作业,焊接时要转动钢管使熔池处于水平位置是很困难的,因此焊接是在钢管固定不转动的状况下,对环形焊缝进行全方位施焊。
下向焊技术是到目前为止优点较多的焊接工艺,已成为我国大部分长距离管线建设设计文件指定必需采纳的焊接工艺。
特殊是大型输油、输气管道的焊接施工中,为了加速工程进度,保证质量,在操作技术上普遍采纳下向焊接技术。
下向焊必需采纳性能优良的下向焊专用焊条。
下向焊工艺,是从环形焊缝的顶部引弧,向底部施焊,每一半的环缝焊接时,焊接位置先后经受水平一倾斜一立焊一半仰焊一仰焊位置。
3、焊接设备及材料3.1焊接设备焊接设备在使用中应能保持性能稳定,长时间工作无过热、过流和欠压等现象。
在根焊时电弧推力要适中,无断弧现象,根部成形好。
同时依据长输管线的单移动性要求,焊机能够具有较强的移动便利性。
我公司在施工中选用的是我国西安北方电气公司的MPM8/350CX型直流弧焊自发电焊机,该MPM系列是西安北方电气公司与意大利Genset公司作产品,采纳全套进口组件生产。
(四)管道连接常用的螺纹形式和尺寸
(四)管道连接常用的螺纹形式和尺寸
本文将介绍一些常见的管道连接螺纹形式和尺寸。
螺纹连接在
管道系统中被广泛应用,用于连接和密封管道和配件。
下面是一些
常用的螺纹形式和尺寸的介绍:
1. 圆锥管螺纹(NPT)
圆锥管螺纹(NPT,National Pipe Thread)是一种广泛使用的
螺纹形式。
它使用圆锥形设计,有助于在连接过程中形成紧密的密封。
常见的尺寸有1/8英寸、1/4英寸、3/8英寸、1/2英寸等。
2. 平面管螺纹(G)
平面管螺纹(G,German Standard)主要用于连接薄壁管和管件。
它具有较大的密封面积,可提供更好的密封效果。
常见的尺寸有
G1/8、G1/4、G3/8、G1/2等。
3. 焊接管螺纹(R)
焊接管螺纹(R,Reihen)是一种特殊的螺纹形式,设计用于
焊接连接。
它具有较大的密封面积和更高的强度,常见的尺寸有
R1/8、R1/4、R3/8、R1/2等。
4. 圆柱管螺纹(G)
圆柱管螺纹(G,British Pipe Thread)主要用于连接英制管和
管件。
它具有深凹槽,适用于高压管道系统。
常见的尺寸有1/8英寸、1/4英寸、3/8英寸、1/2英寸等。
总结:
以上是一些常见的管道连接螺纹形式和尺寸的介绍。
根据具体
管道系统的要求和使用环境,选择合适的螺纹形式和尺寸至关重要。
应根据相关标准和规范进行选择,并确保连接的可靠性和密封性。
管道连接方式
管道连接方式管道连接方式总结一、螺纹连接又称丝扣连接,它是通过内外螺纹把管道与管道、管道与阀门连接起来的连接方式。
对于输送低压流体的镀锌钢管;一般要求公称通径在150mm以下,工作压力在1.6MPa以下。
给水管道;工作压力不超过1.6MPa,最大公称通径为150mm;热水管道;工作压力不超过0.2MPa,最大公称通径为50mm。
薄壁不锈钢管适用于DN65~DN100的管段连接。
一些带螺纹的设备、附件和经常拆卸不允许动火的场合多用此种方法连接。
管螺纹连接时,应在管子的外螺纹与管口或阀门的内螺纹之间上适当的填料,填料的作用主要有:密封、养护管口、便于拆卸。
螺纹连接特点:易于安装、拆卸、便于调整,施工简单,抗压能力低。
主要安装程序有;断管,套丝,配装管件,管段调直。
一般用于镀锌钢管、衬塑镀锌钢管、铜管、PVC-U和一些PPR管(在墙外面)的连接。
二、法兰连接在临时性排灌管道、泵站的管件组合、管道和阀门及配件连接时,经常采用法兰式连接。
法兰按材质的分类有:铸铁法兰、钢管法兰、塑料法兰、有色金属法兰、玻璃法兰、玻璃钢法兰。
法兰根据介质的性质、压力、温度选用;需要符合设计要求的公称压力;凡管段与管段采用法兰盘连接或管段与法兰阀门连接者,必须按照设计要求和工作压力选用标准法兰盘。
设备的法兰一般为凹面或槽面,所选用的法兰应为凸面或榫面。
薄壁不锈钢管适用于DN100以上的管段。
法兰连接的主要特点是拆卸方便、强度高、密封性能好、能够承受较大的压力。
安装法兰时要求两个法兰保持平行、法兰的密封面不能碰伤,并且要清理干净。
法兰所用的垫片,要根据设计规定选用。
镀锌钢管、塑料管、钢塑复合管、铜管、薄壁不锈钢管、球墨铸铁管等都可用此法连接。
三、焊接主要焊接方法有:气焊、电弧焊接(自动点焊接、手动电焊接)、手工电弧焊、手工氩弧焊、埋弧自动焊、接触焊。
钢管焊接常用方法是电弧焊;薄壁管也可用气焊;铸铁管采用电弧焊。
气焊一般只用于公称通径<50mm,壁厚<3.5mm的管道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(四)管道焊接常用的连接方式和尺寸
(四) 管道焊接常用的连接方式和尺寸
一、连接方式
1. 对接焊接(butt welding):两根管道的端部进行切割和倒角,然后通过焊接将它们连接在一起。
这种方式常用于连接相同直径的
管道。
对接焊接具有良好的密封性能和强度,常用于高压、高温和
重要管道系统。
2. 管承插焊(socket welding):一根管道的一端插入另一根管
道的承插口内,然后通过焊接固定。
这种连接方式适用于小口径的
管道,具有简单、快速的优点。
3. 螺纹连接(threaded connection):通过螺纹装配将两根管道
连接在一起。
螺纹连接适用于小口径、低压力的管道系统,常见于
家用供水和燃气管道。
4. 法兰连接(flanged connection):通过法兰将两根管道连接在一起,通过螺栓或螺母进行固定。
法兰连接适用于大口径、高压力的管道系统,常用于工业领域。
二、连接尺寸
1. 焊接接头长度(welding length):两根管道端部在焊接前切割和倒角的长度。
2. 管端凸缘厚度(pipe end flange thickness):法兰连接时,管道端部的凸缘的厚度。
3. 焊缝厚度(weld thickness):焊接接头的厚度,决定焊接的强度。
4. 法兰外径(flange outer diameter):法兰的外径,用于选择合适的法兰。
以上是管道焊接常用的连接方式和尺寸,不同的管道系统和工程要求会具体选择适合的连接方式和尺寸。