镁合金表面处理工艺
镁合金表面处理方法的优化和改进

镁合金表面处理方法的优化和改进镁合金是一种具有轻质、高强度、高比刚度和较高的热导率等优点的金属材料。
它广泛应用于航空、汽车、电子、医疗和军工等领域。
然而,镁合金在实际应用中,由于其表面容易氧化、腐蚀和磨损等问题,其应用范围受到一定的限制。
因此,为了提高镁合金的表面性能,人们研究并发展了各种表面处理方法。
本文将对镁合金表面处理方法的优化和改进进行探讨。
一、化学处理方法化学处理是目前使用最广泛的一种表面处理方法。
其中,单位面积处理成本低、处理厚度易控制、成型成本低、处理速度快等特点使其在实际生产中得到广泛应用。
1.1 酸蚀处理酸蚀处理是指将镁合金表面暴露在稀酸性溶液中,以形成一层具有一定厚度、均匀、致密并表面平整的氧化膜。
氧化膜的厚度和性质取决于酸性溶液的成分、浸泡时间和处理温度等因素。
酸蚀处理可以提高镁合金表面的耐腐蚀性和耐磨性,并可以提高其表面美观度。
然而,酸蚀处理也存在一些缺点。
首先,如果酸性溶液中的浓度、处理温度、时间等因素不恰当,会导致镁合金表面粗糙、不规则、氧化膜薄和不致密等缺陷。
其次,氧化膜虽然可以保护镁合金表面免于腐蚀和磨损,但其本身也具有一定的脆性,易于剥离和破裂。
为了克服这些缺点,人们进行了一系列的研究。
例如,可以通过改变酸性溶液的成分、添加复合添加剂、控制温度等因素来改善氧化膜的性质。
此外,还可以将酸蚀处理与其他表面处理方法结合起来使用,以提高表面成品质量。
1.2 电解沉积处理电解沉积处理是利用电化学原理,在特定条件下,将金属离子沉积在镁合金表面上的一种表面处理方法。
该方法可以形成高质量的金属涂层,具有厚度均匀、致密、耐腐蚀和较高的硬度等优点。
电解沉积处理可以用于制备镀铬、镀镍、镀锌、镀铜等多种涂层。
尽管电解沉积处理具有许多优点,但其存在一些缺点。
首先,处理过程的费用较高,因为需要使用大量的电能和金属离子等。
其次,在实际生产中,如果沉积条件不当,容易造成涂层的不均匀、太薄或太厚等缺陷。
镁合金表面处理方法

镁合金表面处理方法
常见的镁合金表面处理方法包括:
1. 阳极氧化:将镁合金制品作为阳极,经过电解处理,在硫酸、硝酸、磷酸等溶液中形成氧化膜,并以阳极氧化的方法进行膜层增长,以提高镁合金的耐蚀性、硬度和耐磨性。
2. 电化学抛光:将镁合金制品浸泡在含有工业碱的电解液中,通过电解反应溶解表面的氧化层和锈层,使表面变得光滑且均匀。
3. 化学镀:利用化学溶液中的金属基质离子,在镁合金表面上化学还原析出金属膜层,以增加镁合金的表面性能。
4. 电镀:通过电解将金属阳离子沉积在镁合金表面,形成金属膜层,包括镍、铬、铜等。
5. 喷涂涂层:将陶瓷、聚合物等高强度材料喷涂在镁合金表面,以提高其表面硬度、磨损性和耐腐蚀性。
6. 增强改性:通过加工、热处理和强化合金等方式,改善镁合金的力学性能和耐蚀性。
这些处理方法可以根据镁合金的具体用途和要求来选择和应用,以提高镁合金的性能和延长使用寿命。
镁合金的表面处理

鎂合金拋光與擦光步驟
操作
磨蝕粒徑
磨輪
速度
類別
直徑(mm) M/S
sfm
粗拋光
60-100(SiC,Al2O3) 帆布﹑羊皮﹑毛氈 150-360 15.3-25.5 3000-5000
中度拋光 100-320(SiC,Al2O3)
疊布
150-360 20.4-30.6 4000-6000
細拋光
240-400
鎂合金表面處理除改變金屬表面之耐腐蝕性﹐也可提供裝 飾性之外觀 ﹐利用硝酸鐵﹐醋酸﹐硝酸鹽或磷酸清洗皆可達到 目的。硝酸鐵酸洗會在表面形成氧化鉻膜﹐使表面鈍化而增強 其耐腐蝕性。醋酸-硝酸鹽及磷酸酸洗可作為一種螫合劑﹐自鎂 合金表面有效去除其它金屬雜質﹐阻止局部電流腐蝕。下表為 鎂合金之酸洗處理法。
布或 羊皮 25-360 22.9-38.2 4500-7500
鍛面表面處理
50-320
擦光圓盤 150-300 15.3-25.5 3000-5000
擦光 矽藻土或Al2O3擦光化合物
棉
150-400 20.4-40.8 4000-5000
化學清洗
鎂合金化學清洗包括蒸氣脫脂﹑溶劑清洗﹑乳化清洗﹑酸洗 及鹼洗。
表面處理
1 溶劑或鹼液脫脂 2 酸洗 3 沖蝕(化學﹑動力﹑干式) 4 機械拋光
1 陽極處理染色 2 噴漆 3 化成處理 4 電鍍
1 陽極處理 2 噴漆 3 化成處理
1 陽極處理/電鍍 2 陽極處理/電鍍 3 陽極處理/化成處理 4 陽極處理及潤滑
鎂合金之表面預處理
鎂合金之表面預處理與其它金屬處理一樣重要﹐因為它會影響到隨后之被覆 制程于鎂零件之制造過程中﹐一些污染物如油脂﹑氧化物或骯臟異物皆可能存 在﹐此外化學處理后之殘留雜質亦必須去除。一般鎂合金零件之清洗制程可分為 四種類別﹕即機械清洗﹑溶劑清洗﹑鹼液清洗及酸洗﹐其中溶劑清洗﹑鹼液清洗 及酸洗亦被歸類為化學清洗。這些方法可單獨使用﹐亦可以組合使用﹐視工作狀 況而定﹐下表為鎂合金使用之清洗制程說明﹕
镁合金表面喷丸处理
磨料的选择对工件表面效果有决定性的影响。磨料可分为固体或流体(如干 冰、水、油溶液),而固体磨料可分为金属(黑色与有色金属类)与非金属(矿物与 有机合成类),常用的包括: 高碳铸铁丸(Chill Cast Iron Grain)-属于高硬度材料,硬度约 60-68HRC,呈丸 状及砂砾状,直径约为 0.05-2.0mm,主要用于高强度要求的表面清理如去锈、 氧化皮和除涂层等。 低碳钢丸(Cast Steel Shot)-硬度约 55HRC,呈丸状及砂砾状,直径大约 0.052.8mm,它适中的硬度及损耗率,使其应用范围最广。 镍铬不锈钢丸(Rust & Acid Resistant Steel Shot)-主要是丸状,直径约 0.081.2mm,适用于高质量之有色轻金属铸件(除镁合金外)、重金属、贵金属及有色 重金属,能提供均匀及光泽的表面,提高工件抗酸及防锈性能。 锌、铝切丝丸-属于圆柱型的,因制造是从拉伸后再切成丝形,所以材质结构 较稳定,使用一段时间后会变圆,主要用于清理铝、镁、锌合金铸件。 銅铜-砂可用于清理铜铸件,或作电子零件除毛刺用。 氧化铝(Corundum)-因磨损性高的关系,使损耗率亦高。只适合表面粗化或作 喷涂前处理,而由于损耗性太强,只会用于气压喷枪。 陶瓷/玻璃砂(Ceramic/glass)-有丸状及砂砾状,直径约为 0.03-0.6mm,它可提 高工件的抗酸及防锈性能,而陶瓷多用于拋丸而玻璃砂多用于喷枪。 蜜胺/尼龙(Melamine/nylon)-主要用于电子产品,因需要严格控制清理力度。
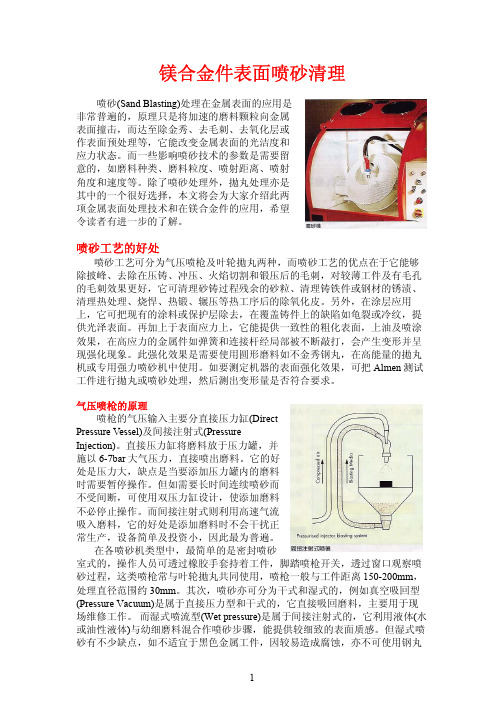
镁合金件表面喷砂清理
喷砂(Sand Blasting)处理在金属表面的应用是 非常普遍的,原理只是将加速的磨料颗粒向金属 表面撞击,而达至除金秀、去毛刺、去氧化层或 作表面预处理等,它能改变金属表面的光洁度和 应力状态。而一些影响喷砂技术的参数是需要留 意的,如磨料种类、磨料粒度、喷射距离、喷射 角度和速度等。除了喷砂处理外,拋丸处理亦是 其中的一个很好选择,本文将会为大家介绍此两 项金属表面处理技术和在镁合金件的应用,希望 令读者有进一由一定尺寸范围的颗粒组成,在中位数的磨料砂砾 会占大多数,但当中亦含有少量较大或较小的颗粒,由于磨料在拋丸过程中损 耗,部分会经过回收再用而部份会过滤筛出,导致颗粒比例改变,所以要令喷 砂效果保持稳定,就要定时添加新磨料。如果添料时间相隔太长,磨料便明显 变小,令表面效果降低,延长清理时间。
镁合金的表面处理技术及其在材料工程中的应用

镁合金的表面处理技术及其在材料工程中的应用引言镁合金是一种重要的结构材料,在各个领域都有着广泛的应用前景。
然而,由于其易氧化、易腐蚀等特点,镁合金的表面处理成为了解决其应用限制的重要环节。
本文将探讨一些常用的镁合金表面处理技术,并讨论其在材料工程中的应用。
表面处理技术一:阳极氧化阳极氧化是一种常见的表面处理技术,可以形成致密的氧化膜,提高镁合金的抗腐蚀性能和耐磨性能。
该技术主要是将镁合金作为阳极,在硫酸、硝酸等电解液中进行电解,使得表面形成一层氧化膜。
经过阳极氧化处理的镁合金表面具有较好的耐腐蚀性和附着力,可以延长其使用寿命。
表面处理技术二:化学镀化学镀是一种通过化学反应,在镀液中形成金属对镁合金表面进行覆盖的方法。
常见的化学镀方法有镀镍、镀铬等。
这种表面处理技术可以提高镁合金的耐腐蚀性和耐磨性,同时还可以改善其外观。
表面处理技术三:喷涂涂层喷涂涂层技术是一种将具有一定特性的材料涂覆在镁合金表面的方法。
这种技术可以改善镁合金的表面硬度、耐磨性、耐腐蚀性等性能。
常见的喷涂涂层材料有陶瓷涂层、金属涂层等。
通过选择合适的喷涂涂层材料,可以满足不同工程的需求。
表面处理技术四:溅射溅射是一种利用高能离子束轰击镁合金表面,使其表面溅射出材料形成涂层的技术。
溅射涂层具有优异的耐腐蚀性、耐磨性和抗疲劳性能,可以有效地提高镁合金的使用寿命。
此外,溅射还能够改变镁合金的表面电子结构,从而改善其光学性能。
应用一:航空航天领域镁合金在航空航天领域有着广泛的应用。
通过表面处理技术,可以提高镁合金的耐腐蚀性,增加其在腐蚀环境下的使用寿命。
此外,表面处理技术还可以改善镁合金的表面硬度和耐磨性,提高其在高速飞行中的应力承载能力。
应用二:汽车工业领域镁合金在汽车工业中也有着重要的应用前景。
通过表面处理技术,可以提高镁合金的整体性能,如抗腐蚀性、耐磨性等,在汽车零部件的制造中起到了至关重要的作用。
特别是在电动汽车领域,镁合金的轻质化特点使得其成为理想的材料选择。
镁合金抗腐蚀复合表面处理工艺技术

镁合金抗腐蚀复合表面处理工艺技术镁合金是一种轻质高强度的材料,具有良好的机械性能和导热性能,因此被广泛应用于航空航天、汽车制造、电子设备等领域。
然而,镁合金的抗腐蚀性能较差,容易受到氧化、腐蚀等环境侵蚀。
为了提高镁合金的抗腐蚀性能,人们开发了各种复合表面处理工艺技术,其中包括化学处理、物理处理和电化学处理等方法。
化学处理是一种常用的镁合金表面处理方法,通过在镁合金表面形成一层抗腐蚀的化学物质,从而减缓镁合金的氧化和腐蚀过程。
常见的化学处理方法包括酸洗、碱洗、酸碱复合处理等。
酸洗主要通过浸泡在酸性溶液中,去除镁合金表面的氧化物和杂质,从而获得较好的抗腐蚀性能。
碱洗则是利用碱性溶液中的化学反应,去除镁合金表面的污垢和氧化物,进一步提高抗腐蚀性能。
酸碱复合处理则是将酸洗和碱洗结合起来,通过两者的协同作用,获得更好的抗腐蚀效果。
物理处理是利用物理手段改善镁合金表面的抗腐蚀性能。
常见的物理处理方法包括喷砂、磁化、激光处理等。
喷砂是通过高速喷射磨料颗粒,冲击和磨擦镁合金表面,去除氧化物和污垢,从而提高其表面光洁度和抗腐蚀性能。
磁化是利用磁场对镁合金表面进行处理,使其形成一层具有抗腐蚀性能的磁性保护膜,从而延缓镁合金的氧化和腐蚀过程。
激光处理则是利用高能激光束对镁合金表面进行加工,改变其表面结构和化学成分,从而提高其抗腐蚀性能。
电化学处理是利用电化学原理改善镁合金表面的抗腐蚀性能。
常见的电化学处理方法包括阳极氧化、阳极电泳、阳极溶出等。
阳极氧化是利用电解液中的氧化剂,在镁合金表面形成一层氧化膜,从而提高其抗腐蚀性能。
阳极电泳是将镁合金作为阳极,通过电解液中的带电粒子,在其表面形成一层抗腐蚀的膜层。
阳极溶出则是利用电解液中的溶解剂,将镁合金表面的部分金属离子溶解,形成一层抗腐蚀的膜层。
镁合金的抗腐蚀复合表面处理工艺技术包括化学处理、物理处理和电化学处理等方法。
这些方法可以有效地提高镁合金的抗腐蚀性能,延长其使用寿命,扩大其应用范围。
镁合金环保表面处理及电泳工艺(1)
镁合金涂装前化学表面处理环保新工艺
镁合金非常活泼,常温下可以和自来水反应。
进行机加工和化学表面处理使用的化学品要求比较高,使用不当可能会引起火灾。
镁合金涂装分为电泳涂装和喷涂涂装。
涂装前表面均需进行化学处理,降低镁合金活性。
北京爱尔斯姆科技有限公司在镁合金无铬钝化基础上研发出新一代金属涂装环保偶链剂,用于多种金属的表面处理,用于镁合金时可降低成本和安全隐患。
喷涂涂装工艺:
1.抛丸→水洗→除油钝化→水洗→晾干或烘干
2.中性除油→水洗→偶链处理→水洗→晾干或烘干
电泳涂装工艺:
中性除油(或抛丸)→水洗→除油钝化→水洗→去离子水洗→电泳
工艺参数:
1、中性除油
酸洗或碱性均会腐蚀镁合金表面,BW-532中性高泡清洗剂会明显减弱腐蚀速度。
浓度3%,温度15-35℃。
确保油污清洗干净。
2、偶链处理
BW-210金属涂装防锈偶链剂浓度3-4%,温度10℃以上。
时间5-10分钟。
3、除油钝化
采用BW-258镁合金除油钝化剂,浓度4%,pH值2.5-3.0。
温度常温,时间5分钟。
4、水洗
水洗避免使用强力喷淋装置,避免膜层被破坏。
新产品优点:
1.镁合金无腐蚀。
2.涂装附着力、耐冲击和中和防腐蚀性能大幅度提高。
3.成本很低。
4.污水易于处理。
镁合金压铸件的表面处理技术
镁合金压铸件的表面处理技术镁合金压铸件的表面一般需要依次进行预处理(清理、脱脂、酸洗等)、镀膜、涂装(喷漆、喷塑、镀金属等)等处理,通常所说的镁合金压铸件的表面处理指的是镀膜这道工艺,其主要作用是在压铸件表面形成与油漆、塑料或金属附着性能好的具有耐腐蚀性的保护膜层。
目前,在镁合金压铸领域中主要采用的是湿法表面处理方法,也就是,使用处理溶液进行的表面处理方法。
现有的表面处理技术不尽相同,我们根据成膜条件,将镁合金压铸件的表面处理技术归纳为化学成膜和阳极氧化成膜二大类,下面分别予以介绍。
1.化学成膜化学成膜技术主要是指镁合金压铸件通过在化学溶液中进行一定时间的接触、利用工件与化学处理液之间的化学反应在工件表面形成保护膜层的一类表面处理技术。
主要包括铬化、磷化、锌置换和化学腐蚀等处理技术。
1)铬化处理铬化处理就是工作在以铬酸或重铬酸盐等为主体的处理溶液中进行浸渍,使表面产生氧化镁、氧化铬或铬酸盐保护膜层的表面处理技术。
典型的处理规范如表1所示。
通常含铬离子处理液的成膜性较好,对工件的表面质量要求不高,对厚、薄工件均适用。
铬化处理膜层均匀,厚度通常为0.5-3μm,可使工件的耐腐蚀性可以提高数十倍。
镁合金的铬化处理研究开展得较多,较为成熟,但由于铬离子对人体和环境的副作用较大,所以其应用已在逐渐减少。
2.磷化处理磷化处理就是工件在以磷酸或磷酸盐为主体的溶液中进行浸渍或采用喷枪进行喷淋,使表面产生完整的磷酸盐保护膜层的表面处理技术。
典型的处理规范如表2所示。
磷化处理液的成膜性不如铬化处理液的好,对工件的表面质量要求较高,通常不太适合于表面质量差的薄壁压铸件(壁厚小于2mm)的表面处理。
磷化处理膜层的厚度较大,作为油漆底层,可使漆膜的粘附力、耐潮湿性和耐蚀能力提高几十倍至几百倍。
镁合金磷化处理的研究较少,目前的应用十分有限。
3.锌置换处理锌置换处理就是工件在以锌盐为主体的溶液中(通常加入焦磷酸盐)进行浸渍,使表面进行锌置换,从而产生完整的保护膜层的表面处理技术。
最新AZ91D镁合金微弧氧化处理工艺及膜层组织和性能研究
最新AZ91D镁合金微弧氧化处理工艺及膜层组织和性能研究一、引言AZ91D镁合金作为一种轻质、高强度的结构材料,在航空航天、汽车制造、电子通讯等领域具有广泛的应用前景。
然而,其较差的耐腐蚀性能限制了其应用范围。
微弧氧化(MAO)作为一种有效的表面处理技术,可在AZ91D镁合金表面形成一层致密的陶瓷膜,显著提高其耐腐蚀性能。
本文针对最新AZ91D镁合金微弧氧化处理工艺,探讨膜层组织和性能之间的关系。
二、实验材料与方法1.实验材料本实验选用AZ91D镁合金作为研究对象,其化学成分如下表所示:| 元素 | Mg | Al | Zn | Mn | Si | Cu | Fe | Ni | Be || | | | | | | | | | || 含量(%) | 89.69 | 9.03 | 0.73 | 0.19 | 0.02 | 0.002 | 0.002 | 0.002 | 0.0005 |2.微弧氧化处理工艺将AZ91D镁合金试样进行预处理,包括打磨、抛光、清洗等步骤。
然后,采用微弧氧化电源对试样进行微弧氧化处理。
实验过程中,通过调整电压、时间等参数,研究不同工艺条件对膜层组织和性能的影响。
具体工艺参数如下:电压:300500V时间:515min电解液:磷酸盐体系温度:室温3.膜层性能测试扫描电子显微镜(SEM):观察膜层表面形貌和截面结构。
X射线衍射仪(XRD):分析膜层物相组成。
电化学工作站:测定膜层的极化曲线,评价其耐腐蚀性能。
显微硬度计:测试膜层的硬度。
三、实验结果与分析1.微弧氧化膜层表面形貌随着电压的升高,膜层表面呈现出由微小孔洞组成的火山口状形貌。
当电压达到500V时,膜层表面孔洞数量减少,尺寸增大,呈现出较大的火山口状结构。
这表明电压对膜层表面形貌有显著影响。
2.膜层截面结构膜层截面呈现出明显的层状结构,主要由内层致密层和外层多孔层组成。
随着处理时间的延长,膜层厚度逐渐增加,内层致密层厚度占比提高。
镁合金表面处理技术简介
新發明,以天然海水從事鎂及合金
處理前要經過脫脂,酸洗中和,溶蝕等過程, 然用這種方 法則不用前述的各種工程,天然海水中含有多量的食鹽 電解的話會分解導電性的氯與鈉, 即引發產生氫與氧的 機會這就是可以除去表面油膜與氧化物的機能, 同時除 去油膜的清淨表面經過電解表面就會與浴中的成份相互 作用,產生的化學反應即可形成復合氧化皮膜.
鎂合金的特性
由於具有導電性, 為了防止精密儀器的誤動作, 鎂合金具有 防電磁波干擾的屏蔽性, 因此可以省去對絕緣性塑
料件的真空蒸發粘著以及電鍍的工藝. 具有尺寸穩定性防震性(吸收振動性)抗凹陷性等優良特性. 機械加工性能比較好(切削陰抗比較小) 因此鎂合金能夠滿足環保及結構緊湊化的要求,特別是作為
C1. 鉻系化成 1. 鉻酸處理(dow1)抗腐蝕力較好. 2. 改良鉻酸處理(dow20)噴涂應用(初期台灣段使 用) 3. 重鉻酸處理(dow7)鈍化層較厚(初期龍華段使用) 4. 硝酸鐵處理(dow21)光亮. 5. 其它
鎂合金表面處理目的要求
C2.鎂合金非鉻系化成的研究歷程
1999年2月初 開始研發鎂合金表面處理
鎂合金的特性
在太空飛航采用成功后推廣到眼鏡, 手提式電腦及行動電話 的誘力引發了鎂合金冶煉鍛造. 鑄造等的追求熱, 鎂合金的 表面處理技術也伴隨發達起來,因為鎂合金屬具易然性,從事 於鉆研表面處理的研究人員有很多人受不少實驗的傷害. 鎂合金的特性 鎂是地球中第八位較豐富的元素, 占地殼的2.5%其豐富含量 僅次於鐵, 鋁,而且在海水中含占有0.13%, 即一吨的海水中 可采集1.3Kg的鎂, 作為資源需求來看是一種很有希望的金 屬.
鋁 2.7 660 2060 397 0.889 面心立方 -1.66
鐵 7.87 1539 2740 312 0.528 體心立方 -0.44
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金表面处理工艺
镁合金是一种重要的结构材料,具有低密度、高比强度和优良的
机械性能等特点。
然而,由于镁合金的活泼性和化学反应活性较强,
其表面易受到氧化、腐蚀和磨损的影响,从而限制了其应用广度和可
靠性。
为了改善镁合金的表面性能,提高其抗腐蚀性、耐磨性和附着
力等指标,需进行表面处理工艺。
镁合金表面处理工艺主要包括化学处理、电化学处理和涂层处理
三大类。
下面将详细介绍这些处理工艺及其应用。
1.化学处理:
化学处理是通过将镁合金浸入一定的处理液中,利用化学反应改
变其表面化学成分和结构来提高其性能。
常用的化学处理工艺有酸洗、酸洗除氧化膜、碱洗和氟改性等。
(1)酸洗:
酸洗是将镁合金浸入一定酸性溶液中,通过溶解表面氧化层和杂
质来清洗表面。
常用的酸洗溶液有硫酸、盐酸和硝酸等。
(2)酸洗除氧化膜:
酸洗除氧化膜是在酸洗的基础上,加入具有还原性能的添加剂,
如硫酸亚铁(FeSO4)来清除氧化膜。
这种方法能有效去除氧化膜,提
高镁合金的表面光洁度和亲润性。
(3)碱洗:
碱洗是将镁合金浸入一定碱性溶液中,通过化学反应去除表面的
油污和杂质。
常用的碱洗溶液有氢氧化钠溶液和碳酸氢钠溶液等。
碱
洗后的镁合金表面光洁度较高,具有较好的耐腐蚀性。
(4)氟改性:
氟改性是利用氟化物处理剂在一定条件下反应,使其与镁合金表
面发生氟化反应,形成一层氟化物覆盖层。
这种覆盖层具有很好的抗
腐蚀性和减摩性能,能有效改善镁合金的抗氧化性和耐蚀性。
2.电化学处理:
电化学处理是利用电化学装置和电解液进行处理,通过电解和电
化学反应改变镁合金的表面状态。
常用的电化学处理工艺有阳极氧化、阳极电泳和阳极电刷等。
(1)阳极氧化:
阳极氧化是一种将镁合金作为阳极,在电解液中施加一定电压进
行氧化反应,生成氧化膜的工艺。
阳极氧化可提高镁合金的硬度、耐
磨性和耐蚀性,同时还可用于染色和封孔处理,改善镁合金的装饰性。
(2)阳极电泳:
阳极电泳是将镁合金作为阳极,通过电泳涂覆一层具有保护性的
有机膜或无机膜。
电泳涂覆膜能有效提高镁合金的耐蚀性和耐磨性,
同时还具有较好的绝缘性和装饰性。
(3)阳极电刷:
阳极电刷是将镁合金作为阳极,在电解液中通过电流刷洗表面,
去除氧化层和杂质的工艺。
阳极电刷可清除镁合金表面的氧化膜和有
机杂质,净化表面,提高涂覆层的附着力。
3.涂层处理:
涂层处理是在镁合金表面形成一层具有特定性能和功能的涂层。
常用的涂层处理工艺有电镀、溅射和喷涂等。
(1)电镀:
电镀是在镁合金表面通过电化学反应沉积一层金属或合金的工艺。
常用的电镀涂层有铬镀、镍镀和锌镀等。
电镀涂层能保护镁合金不被
腐蚀和磨损,具有很好的装饰性和抗蚀性。
(2)溅射:
溅射是利用高能离子轰击或化学反应将靶材溅射到镁合金表面形
成涂层的工艺。
常用的溅射涂层有氧化铝、氮化硅和碳化钨等。
溅射
涂层能提高镁合金的硬度、耐磨性和耐蚀性,同时还具有较好的导热
性和隔热性。
(3)喷涂:
喷涂是将液体或粉末状的涂料通过喷枪喷射到镁合金表面形成涂
层的工艺。
常用的喷涂涂层有涂料、涂漆和涂胶等。
喷涂涂层能保护
镁合金不受腐蚀和磨损,具有很好的装饰性和抗蚀性。
综上所述,镁合金表面处理工艺是为了改善镁合金的表面性能,
提高其抗腐蚀性、耐磨性和附着力等指标。
化学处理、电化学处理和
涂层处理是常用的表面处理工艺。
这些工艺的选择应根据镁合金的具
体用途和要求,结合经济、环保和可操作性等因素综合考虑,以确保镁合金在各个领域的广泛应用。