电镀层及电镀厚度标准对应表
热镀锌 标准及中外牌号对照表

常用钢板标准参考宝钢【产品牌号及标准】【镀锌层重量】【表面处理分类】注:表面处理记号与牌号可任意组合,如SECC-P,SECD-N,SECE-O等。
【通常可供规格范围】【产品牌号及标准】【产品的种类及代号】【镀层种类及可供范围】g/m2【推荐的标准镀层重量】g/m2【表面处理种类及特点】/彩色涂层产品【产品牌号及标准】注:代号后加G表示钢窗用牌号,如TSt02G钢窗料按A级T弯供货。
【按用途、涂料种类、涂料结构分类及代号】注:上表面指以钢板交货时,钢板的正表面为上表面,以钢卷交货时,钢板的外表面为上表面。
【通常可供规格范围】镀铝锌钢板基板则由55%的铝,43.5%的锌和1.5%的硅组成的合金涂层,其防腐能力为同等条件的镀锌钢板基板的4-6倍,是用于屋面、外墙面比较理想的材料。
镀铝锌板经实践证明具有下述特点:非凡的耐候性且使用20年以上无须进行维修。
最近对该屋面/墙面系统早期产品的测试结果表明:镀铝锌板在数十年强烈太阳光线照射、暴晒、工业排泄物的侵蚀及温度应力的作用下,主体性能完好无须进行任何维修。
全球超过5亿平方米的工程实例使该镀铝锌板正在得到更多的建筑师和业主的青睐。
卓越的抗侵蚀性能,新颖的设计风格正是这种屋面/墙面系统广为应用的原因。
研究表明: 目前这种屋面系统在大多数情况下期望达到超过30年甚至更长年限的使用寿命,且无须进行主体维修。
1. 彩色镀铝锌钢板的基材为质轻而高强力的钢材。
2. 经连续式热浸处理后,在钢板的两面形成镀铝锌合金层,经20年的不同环境、实地试验证实了在同样环境下,镀铝锌钢板比镀锌钢材耐用四倍以上。
3. 在镀铝锌钢材上涂上一层化学皮膜,在化学皮膜上再涂覆上极耐腐蚀的环氧基树脂底漆,增加防腐蚀功能。
4. 面层覆涂上耐侯性极佳的有色涂覆特殊强化学聚酯,确保镀铝锌钢板能在使用多年后仍能保持自己的原有色彩和光泽,底部则涂上一层浅灰色涂料使钢板更加美观。
冷连轧薄钢板及钢带Q/BQB 402-1999代替Q/BQB 402-97≥0.30~≤0.40>0.40~≤0.60>0.60~≤0.80>0.80~≤1.00>1.00~≤1.20>1.20~≤1.60>1.60~≤2.00>2.00~≤2.50>2.50~≤3.0>3.0~≤3.5±0.025±0.035±0.045±0.05±0.06±0.07±0.08±0.10±0.11±0.14±0.035±0.045±0.05±0.06±0.07±0.08±0.09±0.11±0.12±0.15-±0.05±0.05±0.06±0.07±0.08±0.09±0.11±0.12±0.15±0.04±0.05±0.06±0.07±0.08±0.10±0.12±0.14±0.16±0.17±0.05±0.06±0.07±0.08±0.09±0.11±0.13±0.15±0.17±0.19-±0.07±0.08±0.09±0.10±0.11±0.13±0.15±0.17±0.19/冷轧系列产品【产品牌号及标准】宝钢企业标准相当国外标准说明标准号牌号标准号牌号一般用Q/BQB403Q/BQB402St12SPCCDIN1623JISG3141St12SPCC冰箱等家电外壳、油桶、钢家俱等一般成形加工用。
铜排镀铜厚度标准
铜排镀铜厚度标准
国家标准规定,铜排镀层的厚度应在0.025mm至0.075mm之间。
铜排的电镀厚度一般要求在2-10微米之间。具体要求可根据实际需要进行
确定,但一般不得小于2微米。
铜排镀铜厚度标准在不同行业有所不同,以下是一些常见的行业标准:
PCB行业:铜箔厚度一般为1oz=35um,即约为0.0035英寸,1/2oz=17.5um,
即约为0.0017英寸。
电源行业:铜箔的厚度为1.5oz-4oz左右。
LED行业:铜箔厚度一般为1oz=35um,即约为0.0035英寸。
铜排经过电镀后,需要进行一些检验。一般情况下,需要检查外观、电镀层
厚度、附着力、耐腐蚀性等指标。
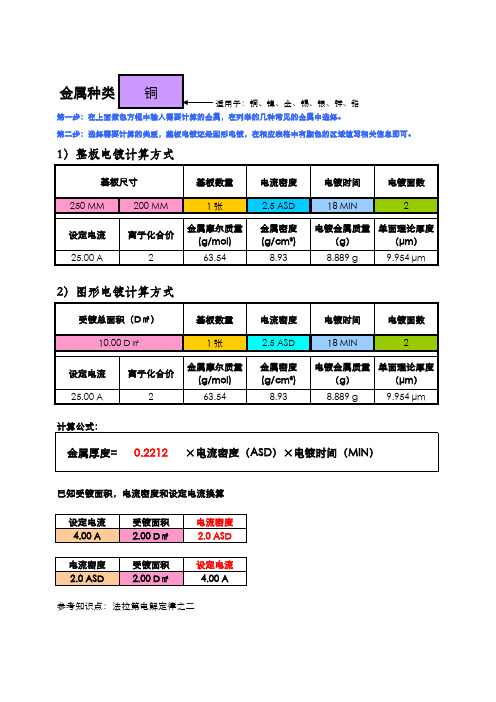
FPC-PCB金属理论电镀重量及厚度计算
金属密度 (g/cm³)
8.93
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
计算公式:
金属厚度= 0.2212 ×电流密度(ASD)×电镀时间(MIN)
已知受镀面积,电流密度和设定电流换算
设定电流 4.00 A
受镀面积 2.00 D㎡
电流密度 2.0 ASD
电流密度 2.0 ASD
第一步:在上面紫色方框中输入需要计算的金属,在列举的几种常见的金属中选择。
第二步:选择需要计算的类型,整板电镀还是图形电镀,在相应表格中有颜色的区域填写相关信息即可。
1)整板电镀计算方式
基板尺寸
基板数量
电流密度
电镀时间
电镀面数
250 MM 设定电流 25.00 A
200 MM
1张
离子化合价 2
金属摩尔质量 (g/mol)
受镀面积 2.00 D㎡
设定电流 4.00 A
参考知识点:法拉第电解定律之二
63.54
2.5 ASD
金属密度 (g/cm³)
8.93
18 MIN
2
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
2)图形电镀计算方式
受镀总面积(D㎡)
基板数量
电流密度
电镀时间
电镀面数
10.00 D㎡
1张
2.5设定电流 25.00 A
离子化合价 2
金属摩尔质量 (g/mol)
基板尺寸基板数量电流密度电镀时间电镀面数250mm200mm25asd18min设定电流离子化合价250063548938889基板数量电流密度电镀时间电镀面数25asd18min金属摩尔质量gmol金属密度gcm电镀金属质量2图形电镀计算方式受镀总面积d1000适用于
电镀金刚石线的镀层厚度标准

电镀金刚石线的镀层厚度标准本标准用于规定电镀金刚石线的镀层厚度,包括基础厚度、均匀性、精度、表面质量、附着力、耐磨性、耐高温性和抗拉强度等方面的要求。
1. 基础厚度基础厚度是指电镀金刚石线的基本镀层厚度,应符合设计要求。
基础厚度是保证线切割效率和精度的关键因素,太薄会降低使用寿命,太厚则会造成浪费。
基础厚度的测量应使用精度较高的测厚仪,以获得准确的数据。
2. 均匀性镀层厚度的均匀性是指镀层在金刚石线上分布的均匀程度。
良好的均匀性可以保证线切割效率和精度的稳定。
镀层厚度不均匀会导致线切割过程中的误差和异常磨损。
因此,在电镀过程中应严格控制工艺参数,提高镀层均匀性。
3. 精度镀层厚度的精度是指实际镀层厚度与设计厚度之间的误差。
精度高的电镀金刚石线可以更好地满足切割精度要求。
为了提高精度,应选用性能良好的原材料和设备,严格控制电镀工艺参数。
在生产过程中,应定期检查和调整设备参数,以确保镀层厚度的精度。
4. 表面质量镀层表面质量应光滑、平整、无气泡、杂质等缺陷。
这些缺陷会影响线切割效率和精度,降低使用寿命。
为了提高表面质量,应选用性能良好的电镀液和添加剂,严格控制电镀液的温度和浓度等参数。
同时,应进行定期的表面检查和打磨,以确保镀层表面质量符合要求。
5. 附着力镀层与金刚石线之间的附着力是保证线切割效率和精度的关键因素之一。
良好的附着力可以防止镀层在使用过程中脱落或产生气泡。
为了提高附着力,应选用性能良好的粘结剂和添加剂,严格控制粘结剂的浓度和涂覆工艺参数。
同时,应进行定期的附着力测试,以确保镀层附着力符合要求。
6. 耐磨性镀层耐磨性是指镀层抵抗磨损的能力。
在电镀金刚石线使用过程中,磨损是不可避免的。
为了延长使用寿命,要求镀层具有较好的耐磨性。
为了提高耐磨性,应选用性能良好的电镀液和添加剂,严格控制电镀层的硬度和厚度等参数。
同时,应定期进行耐磨性测试,以确保镀层耐磨性符合要求。
7. 耐高温性在电镀金刚石线使用过程中,有时需要在高温环境下工作。
电镀层标准
电镀层标准《电镀层标准:给金属披上完美“外衣”的准则》嘿,你知道吗?曾经有个金属小物件,它觉得自己已经很厉害,浑身散发着金属的光泽,就像一个自认为很帅的小伙子,不屑于任何修饰。
结果呢,它很快就遭遇了“颜值危机”,被腐蚀得千疮百孔,就像一个帅气的脸蛋长满了痘痘,惨不忍睹啊!这时候它才明白,电镀层这个神奇的“外衣”是多么的重要,而电镀层标准就像是这个“外衣”的设计蓝图,要是不遵守,金属们可就要在各种恶劣环境中“裸奔”,然后被腐蚀这个“大怪兽”轻易打败了!一、“厚度魔法:薄厚之间有乾坤”电镀层的厚度可不像你随便涂个面霜,厚一点薄一点无所谓哦。
它就像是给金属盖的被子,太薄了,就像夏天盖了层薄纱,根本抵御不了外界的侵蚀这个“冷空气”。
比如说,在一些容易生锈的环境中,如果电镀层太薄,那金属就像没穿铠甲的士兵,分分钟被锈蚀这个“敌军”攻占。
一般来说,根据不同的使用场景和金属种类,都有严格的厚度标准。
像在汽车零部件上,电镀层厚度就得达到一定数值,这样才能在风吹雨打、道路泥泞这些“恶劣战场”上保护金属部件,绝绝子!要是达不到这个标准,那可就是“低级失误大赏”,汽车的寿命都会大打折扣呢。
二、“均匀度交响曲:奏响平整乐章”电镀层的均匀度啊,就像一场盛大音乐会的合奏。
每个乐手都得在自己的位置上,整齐划一,这样才能演奏出美妙的音乐。
电镀层要是不均匀,就像一场混乱的音乐会,有的地方声音大,有的地方声音小。
从外观上看,那就是有的地方亮闪闪,有的地方却黯淡无光,就像一张脸一边化了精致的妆,另一边却素颜,简直是“灾难现场”。
以我们常见的卫浴五金件为例,如果电镀层不均匀,在使用过程中,水就会像个调皮的小恶魔,专门找那些电镀层薄或者没有电镀好的地方下手,让五金件生锈,好好的“小鲜肉”就变成了“糟老头子”,这多可怕呀!三、“附着力大挑战:紧紧相拥不分离”电镀层和金属基底的附着力,那可是要像热恋中的情侣一样,紧紧相拥,不离不弃。
如果附着力不行,就像两个人只是表面朋友,稍微有点风吹草动就分开了。
一般螺丝电镀层厚度

一般螺丝电镀层厚度螺丝电镀层厚度的问题是一个非常重要的议题,对于螺丝的质量和使用寿命有着至关重要的影响。
在本文中,我们将讨论电镀层厚度的标准和对螺丝性能的影响。
首先,我们需要了解电镀层对螺丝性能的影响。
电镀层是通过将金属离子沉积在螺丝表面形成的一层保护膜。
这一层膜可以保护螺丝免受侵蚀和腐蚀,并增强其机械性能。
电镀层的厚度直接决定了这种保护膜的质量和效果。
根据相关标准,一般认为螺丝电镀层的厚度应在5-25 微米之间。
这个范围是根据不同的螺丝类型和用途来确定的。
一般来说,高强度螺丝和耐腐蚀螺丝的电镀层厚度会更高,而低强度螺丝的电镀层厚度会较低。
然而,如果电镀层厚度过大或过小都会对螺丝的性能造成负面影响。
如果电镀层过厚,可能会导致螺丝尺寸增加,并且增加了螺纹的摩擦。
这样会使得螺丝安装困难,并且在拧紧时会产生更大的摩擦力,从而影响拧紧力的准确性。
此外,过厚的电镀层还可能导致螺丝在高温下易于剥离,从而影响其使用寿命。
相反,如果电镀层过薄,螺丝的防腐蚀能力就会大大降低。
电镀层过薄,可能无法有效保护螺丝表面免受氧化和腐蚀。
这将导致螺丝在潮湿或腐蚀介质中更容易受损并失去性能。
此外,电镀层过薄也会使螺丝易于受到磨损和疲劳,从而降低其使用寿命。
因此,对于螺丝电镀层厚度的要求需要在考虑到螺丝类型和用途的基础上确定。
通常情况下,螺丝的电镀层厚度应根据相关标准来控制。
例如,ISO 4042 标准规定了不同种类螺丝电镀层厚度的要求。
总的来说,螺丝的电镀层厚度对其性能和使用寿命有着重要影响。
电镀层过厚或过薄都可能降低螺丝的性能和使用寿命,因此在螺丝生产和使用过程中,对电镀层厚度的控制至关重要。
只有确保电镀层厚度符合标准要求,才能确保螺丝的性能和质量。
镀锌卷板镀厚度标准
镀锌卷板镀厚度标准
镀锌卷板镀层厚度标准通常根据所采用的镀锌工艺和应用需求来确定。
以下是一些常见的镀锌卷板镀层厚度标准:
1. 通常情况下,热镀锌的镀层厚度标准可按GB/T 13912《金属覆盖层和金属模制件热镀锌技术要求》中的要求进行确定。
一般来说,热镀锌的镀层厚度可达到40-200μm之间。
2. 电镀锌的镀层厚度标准可按GB/T 4957《卷板及卷带用电镀锌层技术条件》进行确定。
电镀锌的镀层厚度一般在5-15μm 之间。
3. 钢铁表面防腐蚀涂层技术标准中,也有一些关于镀锌的涂层厚度标准。
例如,根据GB/T 25380.1-2010《钢结构防腐蚀涂层层膜系统技术规程第1部分:层漆体系》中的规定,对于一般。
需要注意的是,不同的国家、行业和应用领域可能有不同的镀锌卷板镀层厚度标准。
因此,在具体情况下,应根据当地的标准和要求进行确定。
FPC-PCB金属理论电镀重量及厚度计算
200 MM
1张
离子化合价 2
金属摩尔质量 (g/mol)
63.54
2.5 ASD
金属密度 (g/cm³)
8.93
18 MIN
2
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
2)图形电镀计算方式
受镀总面积(D㎡)
基板数量
电流密度
电镀时间
电镀面数
10.00 D㎡
1张
2.5 ASD
金属种类 铜
适用于:铜、镍、金、锡、银、锌、铬
第一步:在上面紫色方框中输入需要计算的金属,在列举的几种常见的金属中选择。
第二步:选择需要计算的类型,整板电镀还是图形电镀,在相应表格中有颜色的区域填写相关信息即可。
1)整板电镀计算方式电镀时间
电镀面数
250 MM 设定电流 25.00 A
设定电流 4.00 A
受镀面积 2.00 D㎡
电流密度 2.0 ASD
电流密度 2.0 ASD
受镀面积 2.00 D㎡
设定电流 4.00 A
参考知识点:法拉第电解定律之二
18 MIN
2
设定电流 25.00 A
离子化合价 2
金属摩尔质量 (g/mol)
63.54
金属密度 (g/cm³)
8.93
电镀金属质量 单面理论厚度
(g)
(μm)
8.889 g
9.954 μm
计算公式:
金属厚度= 0.2212 ×电流密度(ASD)×电镀时间(MIN)
已知受镀面积,电流密度和设定电流换算
金属镀覆相关标准
2、本标准规定了在钢铁、锌合金、铜和铜合金、铝和铝
合金上装饰性外观和增强防护性的镍电沉积层的要求。 本标准不适用未加工成形的板带线材,也不适用 螺纹紧固件、螺旋弹簧上的电镀。 ① 设计时应先确定产品的服役条件,服役分3等,再选 择相应的电镀层厚度和类型。详细见标准的表1至表4。
三、金属表面镀镍
② 镀铜层类型:
二、金属表面镀铬
1、执行标准:
GBT 9797-2005金属覆盖层 镍+铬 铜+镍+铬 电镀层。 GBT 6461-2002--金属基体上金属和其他无机覆盖层
经腐蚀试验后的试样及试件的评级。
二、金属表面镀铬
2、GBT 9797-2005等同采用ISO1456-2003 ① 本标准规定了在钢铁、锌合金、铜和铜合金、铝和铝 合金上装饰性外观和增强防腐蚀性的镍+铬和铜+镍+ 铬电镀层的要求。 本标准不适用未加工成形的板带线材,也不适用 螺纹紧固件、螺旋弹簧上的电镀。 ② 设计时应先确定产品的服役条件,服役分5等,再选 择相应的电镀层厚度和类型。详细见标准的表1至表6。 ③ 镀铜层类型:
二、金属表面镀铬
④
镀镍层类型:
⑤
镀铬层类型:
二、金属表面镀铬
⑥ 标记:
⑦ 检检项目:外观、镀层厚度、结合强度、STEP电位差、铜加速醋
酸盐(CASS)、腐蚀膏(CORR)、醋酸盐雾(ASS)、延展 性试验。 ⑧ 消除氢脆处理:
三、金属表面镀镍
1、执行标准
GBT 9798-2005 金属覆盖层镍电沉积层 等同ISO 1458-2002
⑥
一、金属表面镀锌
3、 GB 9800-88—等效采用ISO4580-81。
①
电镀产品企业通用品质标准
XXXX 科技有限公司
电镀产品企业通用品质标准
版次 A/0 页次 1/1
编号
HB-3-QC-006
镀检层验厚类度别 标准
产品类别 Cu
Ni
数码音影类
10-15µm 3.5-4.5µm
汽配类 ≥15µm 8-12µm
电子电器类 ≥15µm
8~12µm
普通类
10-15µm 3.5-4.5µm
A 面、B 面 C面
镀层无明显发黄、发蒙、发白、变形、气泡,不允许有阴阳面及明显色差,不允许有气泡、脱皮、漏镀现
象。间距 50-150 mm2 允许 1 处 0.3 mm2 的异物点压伤、擦伤、压痕、凹凸点、麻点。
电镀表面没有具体要求,不影响到与其他配件的正常装配则视为合格,其他管控要点以客户具体要求为准。
备注
镀层厚度 标准(直接 镀镍) 测厚点位
置标准 盐雾测试 耐磨测试
Cr Ni
Cr 高电位 平均电位 中性/酸性5µm
0.1-0.25µm √ √ √ √
0.15-0.25µm 20µm±5µm
≥0.25µm √ √ √ √
0.15-0.25µm 10-15µm
B面 制品在 A 面的后面和侧面面向使用者的部位
C面 使用者最不易看到的制品部位
材质外观 检验通用
标准
素材表面无明显锈斑、污渍、50-150mm2 允许≤0.2 mm2 划伤 、擦伤、压痕。切边、毛边、毛刺、
A面
无明显划手感,目视无明显变形。150 mm2 允许 0.5 mm2 2 个凹凸点或异物类表面无色斑,其他素材不
良依据客户提供的外观标准。
素材无明显锈斑、污渍、间距 30-100mm2 允许 0.30mm2 划伤、擦伤、压痕 3 处、切边、毛边,批锋无明显 B面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀层及电镀厚度标准对应表:
要求:
1、镀层与基体,包括镀层与基体之间,应有良好的结合力;
2、镀层在零件的主要表面上,应有比较均匀的厚度和细致的结构;
3、镀层应具有规定的厚度和尽可能少的孔隙;
4、镀层应具有规定的各项指标,例如表面粗糙度、硬度、色彩以及盐雾试验耐试性。
1、防护性镀层:主要作用是保护基体金属免受腐蚀,不规定对产品的装饰要求,如镀锌、镀镉等;
2、防护-装饰性镀层:除保护基体金属外,还使零件美观,如镀镍、镀镍/铬、镀铜/镍/铬等;
3、功能性镀层:除具有一定的保护作用外,主要用于特殊的工作目的,如镀锡、镀银、硬铬等。