结晶器液位检测控制系统优化
结晶器系统水处理方案的优化
方案 。方案经实施后 , 提 高了水质 以及结晶器铜管 的过钢量
【 关键词 】结晶器 ; 软水 ; 碱性水处理
【 中图分类号 】T Q 0 8 5
【 文献标识码 】 B
【 文章编号 l 1 0 0 6 — 6 7 6 4 ( 2 0 1 5 ) 0 3 — 0 0 5 2 — 0 3
c o nt i n u o u s c a s t i ng mo l d,f a c t o r s i n lu f e n c i n g s t a b l e o p e r a t i o n we r e a n a l y z e d a n d s y s t e m o p t i -
Op t i mi z a t i o n o f t h e Wa t e r Tr e a t me n t P r o c e s s f o r Co n t i n u o u s Ca s t i n g Mo l d
Wu Yo n g t a o ,Fu W e i x i n ,W a ng Zh a n x i n ,L i Ya n g s h u ( S h o  ̄ g h i a E m p e r o r o f C l e a n i n g Hi — T e c h C o . ,L t d . ,S h a n g h a i 2 0 0 4 3 7 ,C h i n a )
冶 金 动 力
5 2
M[ E T ALL U RGI CAL P OWER
2 0 1 5 年第 3 期 总第 1 8 1期
结晶器系统水处理方案的优化
吴 沔 涛, 付 维新,汪 占鑫, 李杨树
( 上海洗霸科 技股份有限公司, 上海 2 0 0 4 3 7 )
控制系统在化工装置中的工作原理及优化措施
控制系统在化工装置中的工作原理及优化措施化工装置是现代化工生产中不可或缺的重要组成部分,而控制系统则是化工装置运行的关键。
本文将探讨控制系统在化工装置中的工作原理及优化措施,以期为化工工程师提供一些有益的参考。
一、控制系统的工作原理控制系统的工作原理主要包括传感器、控制器和执行器三个部分。
传感器负责将化工装置中的各种物理量转换为电信号,以便控制器进行处理。
控制器则根据输入的信号进行逻辑运算和控制策略,生成相应的控制信号。
最后,执行器将控制信号转换为动作,对化工装置进行调节和控制。
在化工装置中,控制系统可以实现对温度、压力、流量等关键参数的精确控制。
通过不断监测和反馈,控制系统能够自动调整操作参数,保持化工装置在稳定的工作状态,并实现生产过程的优化。
二、控制系统的优化措施1. 优化传感器选择和布置传感器的选择和布置对于控制系统的性能至关重要。
首先,应根据化工装置的特点和需要选择适合的传感器类型,如温度传感器、压力传感器等。
其次,传感器的布置位置应尽量靠近被测参数的源头,避免信号受到干扰和衰减。
此外,对于关键参数,可以考虑使用多个传感器进行冗余监测,以提高系统的可靠性和精确性。
2. 优化控制策略控制策略是控制系统的核心,直接影响化工装置的运行效果和经济性。
在优化控制策略时,可以采用先进的控制算法和技术,如模糊控制、神经网络控制等。
此外,还可以结合化工装置的特点和生产需求,进行参数整定和优化,以提高控制系统的响应速度和稳定性。
3. 优化执行器设计和调节执行器在控制系统中起着关键作用,其设计和调节对于化工装置的运行效果和能耗有着重要影响。
在执行器设计时,应选择合适的执行器类型和规格,确保其能够满足化工装置的工作要求。
在执行器调节过程中,可以采用先进的调节技术,如PID控制等,以提高控制精度和稳定性。
4. 优化监测和故障诊断监测和故障诊断是控制系统中的重要环节,可以帮助及时发现和解决问题,保证化工装置的正常运行。
钢水液位自动控制与应用分析

钢水液位自动控制与应用分析摘要:钢水液位自动控制系统中的核心就是结晶器,它可对钢水液位进行测量,为钢水液位高度控制提供重要技术参考依据,所以它也是连铸工业生产中的关键技术。
本文中就分析了钢水液位自动控制系统,并对其技术应用要点进行了逐一分析。
关键词:钢水液位自动控制系统;结晶器;执行系统;故障处理;液位扰动结晶器在钢水液位自动控制系统中作用重大,它在连铸生产过程中了解非线性、多干扰复杂系统问题,基于整个系统对板坯连铸机进行调整,利用结晶器对液位控制过程进行分析,保证结晶器液位控制精度控制在±3mm范围内。
如此一来,就能实现对钢坯连铸生产质量的有效优化。
1.钢水液位自动控制系统的基本概述如上文所述,钢水液位自动控制系统中包含了结晶器、液位探测器与二次仪表三大部分。
首先是结晶器,它在系统中占据重要地位,是系统设备最主要的液位控制装置。
结晶器可对铸坯质量进行调整,确保结晶钢水液位自动控制到位。
一般来说,结晶器的震动强烈,且灰尘量较大,蒸汽较多,可在温度较高的环境中工作,所以它的安装难度也相对偏大。
在实际生产工作中,需要围绕同位素仪表对结晶器液位进行检测[1]。
其次是液位探测器,对钢水液位上升情况进行控制,设置钢水阻挡射线,配合传感接收器频率与接收放射量建立正相关关系。
就实际液位探测器过程展开分析,要确保标定仪表控制到位,并将其检测范围控制在160mm,将钢水最高液位设置为距离晶体铜管上口大约50mm距离,如此可确定钢水液位位置,满足检测要求[2]。
第三是二次仪表,二次仪表中采用到了专用PLC系统,它主要用于检测与结晶器控制,如此可实现对钢水液位的有效控制。
在分析二次仪表内容过程中,需要对模拟量输入模块进行分析,确保模块组成到位,建立不同组成部分都能发挥不同功能。
在二次仪表设计过程中要设置485接口并与PLC系统建立连接,结合编辑面板显示内容分析I/O状态,优化参数设定内容,如此就能形成检测系统。
连铸机结晶器液位控制系统数学模型及其仿真

连铸机结晶器液位控制系统数学模型及其仿真连铸机结晶器液位控制系统是一个复杂的系统,它的性能直接影响到连铸机的生产效率,因此,对连铸机结晶器液位控制系统的研究是非常重要的。
本文首先简要介绍了连铸机结晶器液位控制系统的结构及工作原理,然后探讨了基于结构参数分析的数学模型,最后对模型进行仿真,得出了连铸机结晶器液位控制系统的数学模型及其仿真的结论。
1.连铸机结晶器液位控制系统简介连铸机结晶器液位控制系统是一种多参数控制系统,它是由连铸机结晶器、液位传感器、控制器、调节阀和电动蝶阀组成的(图1)。
图1铸机结晶器液位控制系统连铸机结晶器是一种机械设备,它将液体转化为固体,由于结晶过程的特点,液位变化会影响结晶质量,因此,需要对结晶器的液位进行控制。
液位传感器检测结晶器液位信号,控制器根据液位检测信号进行控制,调节阀和电动蝶阀调节结晶器的液位,从而实现对液位的控制。
2.数学模型为了研究连铸机结晶器液位控制系统,首先分析控制系统结构,建立系统数学模型,根据结构参数推导出如下数学模型:ttttt Vm = Kp*(|S|-S0)tttt(1)其中Kp为控制器参数,S0为液位参考值,|S|为液位测量值,Vm为控制器输出值。
3.仿真针对连铸机结晶器液位控制系统,结合数学模型,使用Matlab/Simulink环境建立了仿真模型,根据实际情况,设置参数如下:Kp=0.5,S0=2,液位变化范围为0~4。
图2铸机结晶器液位控制系统仿真模型根据仿真模型,控制器输出值Vm与液位|S|的变化曲线如图3所示:图3位及控制器输出值的变化曲线从上图可以看到,随着液位|S|的变化,控制器输出值Vm也随之变化,并且同步变化,Vm和|S|的变化幅度接近,这表明,控制器对液位的控制是有效的。
4.结论本文针对连铸机结晶器液位控制系统,根据结构参数推导出了数学模型,并且基于 Matlab/Simulink环境建立了仿真模型,仿真结果显示,控制器输出值Vm能有效地控制液位|S|,表明数学模型具有较强的可靠性和实际应用价值。
结晶器液位自动控制在薄板坯连铸机中的应用
/
、
/
图3
, }
p丑 a a )P r m e
A 亩u hn n s et
S EN
F o lv r m eI e 2
S l e e e v l L
图1
图2
5 7
维普资讯
( )S D 的接 地 连 接 线应 平 直 ,其 接 4 .P 线 采 用 多股 绝 缘铜 导 线 , 面 积不 宜 小于 6 截
一 一
以通过本地操作项箱上的人工指令 ,将塞 棒 由 自动转 为 手 动控 制 。 )结 晶器 内钢 水 达 到 设 定 液 位 后 ,并 由控 制 塞 棒 的 位 置 来保 持液位的 目标值 ,控制采用 2级闭环控 制 控制器不断的将结晶器当前液 位与 目标液
下转 第5 9页 一
个 液 压 阀 台 : 括 : 关 阀 比 例 伺 服 包 开
避 免产 生裂 纹 。
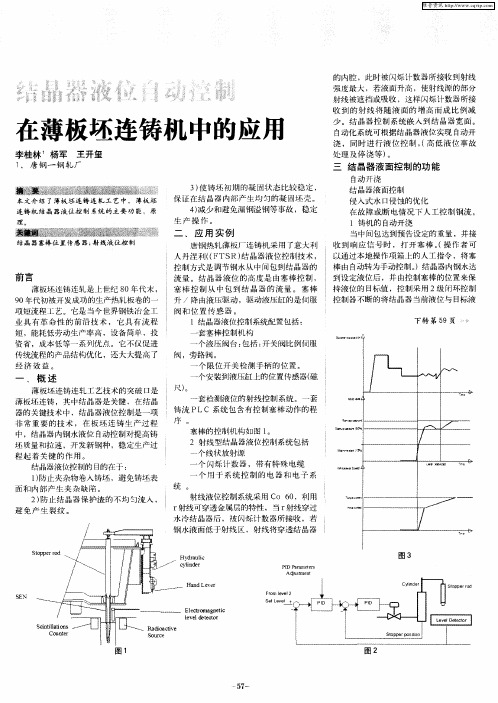
套检测液位的射线控制系统 。一套 铸 流 P 系统 包 含 有 控 制 塞 棒 动 作 的程 C L 序 。 塞 棒 的 控 制机 构 如 图 l 。
一
,, | 、、
/
2 射 线 型结 晶器 液 位 控 制 系统 包 括 个 线状 放射 源
一
l
1 唐 钢 一 钢 轧 厂 , 3 使 铸 坯 初期 的 凝 固状 态 比 较 稳 定 , ) 保 证 在 结 晶器 内部 产 生 均 匀 的凝 固坯 壳 。 4 减 少 和 避 免 漏 钢 溢 钢 等 事 故 ,稳 定 ) 生产操作。
本文介 绍 了薄板坯连铸 连轧 工艺 中, 薄板坯
经济 效 益 。
一
控制方式 是调节钢水从中间包到结 晶器的 流量 。结 晶器液位 的高度是 由塞棒控 制 , 塞棒 控制 从 中包 到结 晶器 的流 量 。 塞棒 升 /降 由液 压 驱 动 ,驱 动 液 压 缸 的 是 伺 服 阀和 位 置传 感器 。 l结 晶器 液 位 控 制 系统 配 置包 括 : 套 塞 棒 控 制 机 构
外文翻译--结晶器液位控制系统设计与实现

结晶器液位控制系统设计与实现Abstract : A simple effective intelligent mould level control method is presented. It consistes of a nonlinear controller , for sliding valve and its hydraulic actuator based on model reduction and inner model control , a feed forward tundish weight controller and a mould level predictive fuzzy controller. Its accuracy and reliability for practical use in continuous casting process are demonstrated by satisfactory experimental and on- line control performances .Key wor ds : mould level ; intelligent control ; cascade control ; fuzzy predictive controlDocument code : A摘要:提出了一种简单有效的结晶器液位智能控制控制方法,它包括一个基于模型降阶和内模控制的非线性滑动水口及其液压机构控制器、一个中间包重量前馈控制器和一个结晶器液位模糊预测控制器. 实验和现场使用表明,该方法能够准确可靠地应用于连铸过程控制之中.关键词: 结晶器液位; 智能控制; 串级控制; 模糊预测控制1 引言结晶器液位控制是连铸过程控制的重要环节之一。
它是通过液压伺服系统控制钢液从中间包流向结晶器的流量。
结晶器中液位的波动不仅会影响铸坯质量,而且还可能导致浇铸过程中溢钢或漏钢事故。
连铸结晶器液位控制原理与技术研究
连铸结晶器液位控制原理与技术研究哎呀,这可是个不简单的题目啊!不过别担心,小助手我来帮你搞定这个连铸结晶器液位控制原理与技术研究的问题。
我们得了解一下连铸结晶器是什么吧?简单来说,它就是一种用于铸造金属的设备,可以让金属液体在一定条件下凝固成型。
而液位控制呢,就是指让这个金属液体保持在一个合适的高度,以便于铸造过程中的顺利进行。
那么,这个液位控制到底是怎么做到的呢?其实,原理还是挺简单的。
我们需要一个传感器来实时监测金属液体的高度。
这个传感器可以安装在结晶器的某个位置,通过感受金属液体的压力来判断其高度。
然后,我们把这些数据传输给控制系统,让控制系统来根据实际情况调整一些参数,比如说喷嘴的喷水量啊、冷却水的流量啊等等。
这样一来,金属液体的高度就能被保持在一个合适的范围内了。
当然了,这个过程可不是一帆风顺的。
有时候,金属液体的高度可能会因为各种原因发生变化,比如说温度变化、金属液体的流动等等。
这时候,我们就需要对控制系统进行调整,让它能够快速地应对这些变化。
这也是为什么说连铸结晶器液位控制原理与技术研究是一个非常有挑战性的课题的原因所在。
不过,尽管这个过程有时候会比较复杂,但是它对于整个铸造过程来说却是非常重要的。
如果液位控制不好的话,那么铸造出来的金属零件可能会存在一些质量问题,比如说内部缺陷、表面裂纹等等。
所以说,要想做好连铸结晶器液位控制原理与技术的研究,我们必须要认真对待每一个细节,不能有丝毫马虎。
好了,现在我们已经了解了连铸结晶器液位控制原理与技术的大致情况。
接下来,我们再来聊聊一些实际应用中的例子吧。
比如说,在汽车制造行业中,连铸结晶器液位控制技术可以被用来生产高品质的发动机缸体和曲轴等零部件;在航空航天领域中,这种技术则可以用来生产高强度、高韧性的航空材料等等。
总之呢,无论在哪个领域中,连铸结晶器液位控制技术都有着广泛的应用前景。
我想说的是,虽然连铸结晶器液位控制原理与技术研究看起来很复杂很高大上的样子,但是只要我们用心去学、用心去研究,就一定能够掌握它的精髓。
提高结晶器液面波动控制 小于5mm比例
二、项目简介图1 塞棒和液面检测2.3 项目的立项背景2013年以来,邯宝公司炼钢厂随着品种钢产量的增加,结晶器液面波动时有发生,经统计,平均每月结晶器液面波动次数120多炉的钢水生产出铸坯必须经过处理才能使用,其中设备原因如塞棒传感器、液位传感器、扇形段位置传感器等造成的液面波动占40%;工艺原因如水口堵塞、吹氩不当、钢水成分等造成的液面波动占60%。
有时液面波动过大时造成连铸事故停浇每月2次左右,给厂的生产组织和成本带来很大冲击。
国与邯宝炼钢厂同类型连铸机的厂家大约有7-8家,它们厂的结晶器液面波动大多控制在±3mm以,其中包括超低碳钢生产;而邯宝炼钢厂结晶器液面波动大多控制在±5mm以就有些困难,尤其是低碳合金钢、超低碳钢生产时液面波动较大。
进入2014年5月份以来,两台连铸机多次出现结晶器液面波动大的状况,为此邯宝炼钢厂于2014年6月批准实施了《连铸机结晶器液位波动攻关课题》。
2.4技术方案的制定针对存在的诸多疑难问题,我们逐项提出了解决方案。
1)针对炼钢工艺原因引起的液位波动,我们主要从中包吹氩制度的优化、图2 吹氩不当引起的间歇性液面波动情况措施及处置方法:1)改进氩气连接密封方法首先确保气源充足,无漏气:开启氩气气源,把阀门开启最大并确认压力表有压力显示,检查氩气管路末端气流充足,用装有肥皂水的喷水壶检查SEN 机构上水口、机构氩封,确保无漏气;检查中间氩气管路和塞棒氩气管路,确保无漏气。
喷水壶检测管路是否漏气如图3:图3 喷水壶检查管路是否漏气2)检测中包上水口的透气性在浇注过程中,中包上水口透气性的好坏直接影响到中包上水口的吹氩效果,中包上水口吹氩是为了在水口壁四周形成均匀的氩气膜,以防止或减少夹杂物在水口壁附着,进而减少水口径的缩小和堵塞。
一旦上水口发生堵塞,塞棒控流就会发生波动,造成结晶器液面波动增大。
在中包上水口上线前,采用离线上水口透气检测装置对中包上水口透气性进行检查,对于中包上水口透气性检测良好(一方面要求检测装置背压在0.1-0.6bar围;另一方面还要用装有肥皂泡水的喷水壶对整个上水口壁进行检查,要求上水口壁四周气泡弥散均匀)的才能上线安装。
结晶器液位自动检测控制系统在韶钢的应用
SCIE NCE & TECHNOI OOY INF ORMAT ION
高新技 术
结晶器液位 自动检测控制系统在韶钢的应用
朱文 肖方锦
(韶关钢铁集团有限公司炼轧厂
广东省韶关市
512122 )
摘 要: 在钢铁工业中, 非接触式液位测量技术有远离被测物体、安全可靠、 使用方便等优点。文章介绍放射性测量技术的原理、配
图1
结晶器液位检测控制系统框图
贵 ,投资大,控制精密,维护困难,维修 键组成 。 费用高。另一种是通过控制拉矫机的拉速控 2.2.2 拉速控制系 统主要 技术参数如下: 制结晶器的钢水液位稳定,当结晶器钢水液 液 位检测范围:0- 196mm 位高于设定值时, 控制拉矫机拉速增大, 反 液位检测误差:2-3mm/ 全量程 之, 拉速减小。该控制方式控制系统简单, 液位信号输出:4- 20mA ,DC 设备投资少 ,维护方便 ,维修费用低。所 时间常数: Is 校准参数 : 程速度控制, 它具有不必修改结晶器外壳, 以我厂连铸机采用的是控制拉矫机拉速的控 制方式。液位自 动检测控制系统框图如图1 校淮时间: l os 安装位置远离钢水,不受恶劣环境影响等优 所示。 低故障脉冲: 10 点。放射性测量原理是根据射线吸收和传输 2 .2 液位自 动检测 控制系 统的应用 高故障脉冲:24000 的原理来测量液位。在众多射线a 射线、0 2 . 2 . 1 系统组成 自动校准 : 射线、丫 射线、中子射线中,中子射线穿 结晶器钢水液位自 动检测系统主要由放 校准 许可:Enable 透能力最强,穿透人体、铝、铅,混凝土 射源、探测器、恺装电缆和X 9 6 N 微处理 校准 时间:3s 可以挡住中子射线,9 射线可被铝挡住,a 器仪表组成。该系统采用R O N A N 的Y测 自 动零位校准:O mm 射线最弱。Y射线是一种穿透能力较强的射 是一种相对比较安全的测量技术。 自 动高位校准:Disable 线,穿透人体、铝; 铅可以档住 Y射线,而 量技术, (1)放射源 放射源为Cs- 137 放射源, 其 X96N 微处理器仪表输出液位信号4-20m 且丫 射线其有穿透工艺过程物质而不使物质 在PLC 带有辐射性,也不改变物质结构等优点。采 活度为2 . 664 x 10' Bq (720 pCi ) ,为低剂量 A . DC 到PLC 及浇铸操作箱显示, 的放射源,其结构为线状放射源,由8 个放 中对结晶器液位进行PID 算法闭环控制,控 用 Y测量技术,在恶劣环境下, 可以测量物 安 制拉矫机的拉速, 使结晶器钢水液位稳定, PID 质的密度、质量和位置。而小方坯的结晶器 射源3 . 33 x 106Bq (90 pCi ) 微粒组成, 钢水液位主要用放射性测量技术,在连铸结 装方式为外插人式。直径5- 6mm 的放射源, 参数整定为P=30 , 1=2000,D=0, 2. 2. 3 液位曲线校正 晶器钢水液位检测的应用中,一束丫 射线从 安置在特置的铅盒安装架内,使用时,由结 因在整个探测器长度范围内射线场的不 射源发出,穿透结晶器和结晶器中的钢水, 晶器的后面推入。 ( 2 ) 探测器 探测器为矩形晶体探测器, 规则分布,测出的钢水液位信号是非线性 其中穿过钢水的射线部分被钢水吸收,最后 结晶器铜管的尺寸大小和外形几何形状, 到达探测器,探测器检测到的辐射脉冲多少 采用大规格的晶体,灵敏度非常高,使用 的, 及结晶器外套的结构和结晶器的总成构造都 与结晶器中的钢水液位高低成反比关系。我 时 ,由结 晶器的前面推人。 (3)f}装电缆 恺装电缆为高温电缆, 采用 可能使射线场分布不规则。要使钢水液位信 厂方坯连铸机结晶器钢水液位检测,采用 M S 接头和恺装套管, 保证探测器到X 96N 号输出为线性输出,就要运用信号处理软件 R ONAN 公司的Y射线测量技术。 微处理器仪表之间的信号在连铸现场的恶劣 进行调整,即进行曲线校正。曲线校正应在 2 . 1. 2 液位自动控制系统框图 结晶器液位自动控制的方式和方法有两 环境下可靠传送; 安装简单、方便、易更 满足拉钢的状态下进行,以保证侧量状态相 同。 校正时, 一 用 截150mm x 150mm方 坯 种: 一种是通过控制中包塞棒或中包水口 滑 换 。 (4)X96N 微处理器仪表 X96N 微处理器 模拟结晶器内的钢水液位,在整个测量范围 板开度来控制从中包水口 进入结晶器的钢水 内等分 10 点测出液位脉冲信号, 1所示。 如表 量,当液位高于设定值时关小中包水 口钢 仪表有 C P U 板、输入板、输出板、显示接 流,反之, 开大水口 钢流, 该控制 式设备昂 口板及其它控制选项板和显示单元、操作按 使能X96 N 仪表曲线校正功能,输入曲线校
真空结晶系统的工艺选择及参数优化
凝 器一真空 泵组成 真空系 工 统, 艺流程 如图1 所示。 一级蒸汽喷射法具有操作简便, 设备运行稳定 可靠的优点。目 前国内选择真空结晶工艺的大多数 厂家都采用这种方法。但是由于冷却水大多采用循 环水, 水温较高, 同时受真空泵工况条件的影响, 导 致冷凝器中的真空度较低, 当结晶器处于高真空段
2. 1
进料点真空度控制
万方数据
钢 铁 钒 钦
20 0 3年第 2 4卷
为了减少系统中不凝性气体的抽气量, 真空结 晶操作的进料都是在关闭喷射器、 真空泵连续运行、 结晶罐内保持一定的真空度的条件下, 利用供料槽 和结晶罐的液位差及结晶罐内的真空度自吸进料。 目前各厂家对进料点的真空度一般都没有严格控 制。由于各厂真空泵选型和真空系统配置的差异,
poes fr u sl ae rcs; r s p t eo uh
0 引言
采用钦精矿作原料的硫酸法钦白生产工艺, 钦 液中所含的大最 F' , e十对水解偏钦酸的粒度分布、 平均粒径、 过滤性能、 洗涤效果有非常重要的影响,
由于真空结晶方式在能耗、 设备大型化、 操作自动化 等方面和冷冻结晶法相比有非常明显的优势, 因此 冷冻结晶法必将被真空结晶法逐渐替代。本文就真 空结晶系统的工艺选择与参数优化进行探讨。
摘 要: 分析了硫酸法傲白 生产过程中真空结晶系统的两种工艺技术路线的特点以及硫酸亚铁结晶过程的行为
认为采用两级燕汽喷射法, 可有效保证喷射器工作在最佳工作区间, 并对其操作参数的优化进 硫酸法; 蒸汽喷射法; 硫酸亚铁
中圈分类号 T 8 3T 0 14 F2 . Q 5 . 文献标识 码 : A 文童组号 :04 6 8 2 0 )1 0 5 - 4 10 -73 (03 0 - 0 0 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结晶器液位检测控制系统优化
1 引言
在连铸生产过程中,结晶器钢水液位自动控制用于减少和避免漏钢溢钢,对于提高铸坯质量和稳定生产过程起着重要作用,而结晶器液位的精确检测是实现液位自动控制的关键。
改造采用国内生产的ram系列涡流型钢水液位控制仪,并对结晶器液位控制系统进行了优化与完善。
2 测量系统组成以及工作原理
2.1 辐射法结晶器液位检测
co60辐射法结晶器液位检测系统工作原理co60辐射法结晶器液面检测测量原理基于当核辐射射线穿过物体时其辐射活度会减弱的物理原理。
γ射线辐射活度的吸收率遵循指数规律:
i=i0e-μρd。