一次性使用包皮切割缝合器产品技术要求paierte
一次性使用腔镜下直线切割吻合器及组件产品技术要求tianzhuchangyun
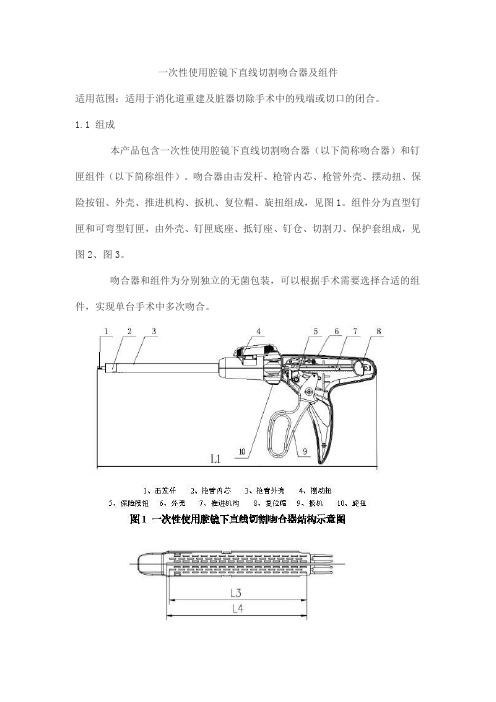
一次性使用腔镜下直线切割吻合器及组件适用范围:适用于消化道重建及脏器切除手术中的残端或切口的闭合。
1.1 组成本产品包含一次性使用腔镜下直线切割吻合器(以下简称吻合器)和钉匣组件(以下简称组件)。
吻合器由击发杆、枪管内芯、枪管外壳、摆动扭、保险按钮、外壳、推进机构、扳机、复位帽、旋扭组成,见图1。
组件分为直型钉匣和可弯型钉匣,由外壳、钉匣底座、抵钉座、钉仓、切割刀、保护套组成,见图2、图3。
吻合器和组件为分别独立的无菌包装,可以根据手术需要选择合适的组件,实现单台手术中多次吻合。
1.2 原材料:吻合钉由GB/T 13810-2007规定的纯钛TA1制成,示意图见图4。
抵钉座、切割刀由不锈钢制成。
钉仓由ABS制成。
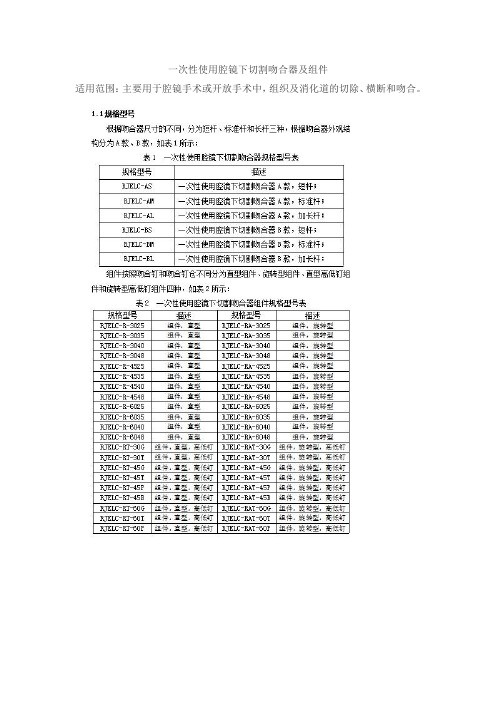
见表1.表1. 一次性使用腔镜下直线切割吻合器及组件原材料1.3型号规格吻合器根据枪管长度可分为三个型号规格:NPDE、 NPDES、NPDEL,分别代表标准杆、短杆、长杆。
见表2.组件分为直型钉匣和可弯型钉匣两种,分别用“C”与“R”表示。
根据吻合长度及吻合钉高度的不同将组件分为不同的型号规格(见表3)。
表2.一次性使用腔镜直线切割吻合器型号规格表表3. 一次性使用腔镜直线切割吻合器组件型号规格表2.1 外观2.1.1吻合器及组件的外观应光滑、轮廓清晰,无毛刺及划伤等缺陷。
2.1.2吻合器及组件外表面的字迹、标志应清晰,不得有错位、歪斜等缺陷。
2.1.3吻合钉表面不得有毛刺、凹痕等缺陷。
2.2尺寸:应符合表2、表3的规定。
2.3 吻合钉材料:制成吻合钉的纯钛材料的化学成分应符合GB/T 13810-2007中TA1的规定,其拉伸强度应不小于240 MPa。
2.4 灵活性:2.4.1吻合器及组件使用应灵活,不应有卡阻、松动现象。
2.4.2吻合器旋扭应能带动组件进行360°旋转,转动灵活无阻滞。
2.4.3吻合器摆动扭应能带动可弯型钉匣组件进行摆动,从垂直至左右最大摆动角度50°±10°,并且摆动灵活。
一次性使用直线切割吻合器技术要求医疗器械技术要求
医疗器械产品技术要求医疗器械产品技术要求编号:一次性使用直线切割吻合器及钉匣组件1.产品型号/规格及其划分说明1.1 分类1.1.1一次性使用直线切割吻合器及钉匣组件由一次性使用直线切割吻合器和钉匣组件组成(以下简称:直线切割吻合器和钉匣组件)。
根据规格不同切割吻合器分两种,分别是双手柄“A”款和单手柄“B”款(A代表:一代直线切割吻合器,B代表:二代直线切割吻合器,C代表:一代A款钉匣组件,D代表:二代B 款钉匣组件)。
1.1.2 每种规格的直线切割吻合器应配相应规格的钉匣组件使用。
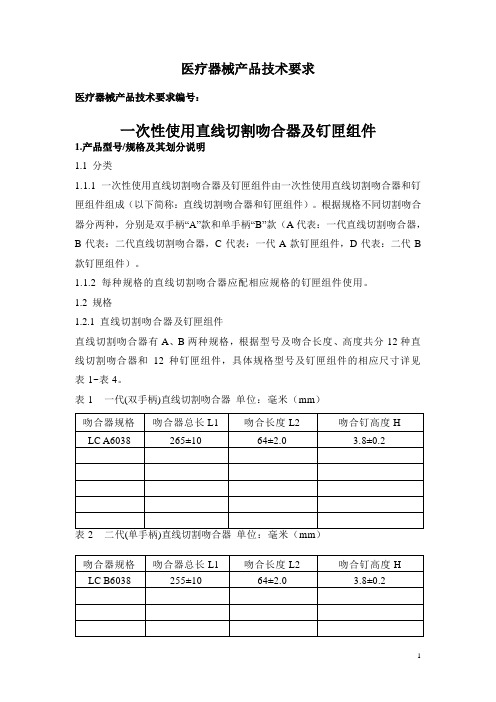
1.2 规格1.2.1 直线切割吻合器及钉匣组件直线切割吻合器有A、B两种规格,根据型号及吻合长度、高度共分12种直线切割吻合器和12种钉匣组件,具体规格型号及钉匣组件的相应尺寸详见表1~表4。
表1 一代(双手柄)直线切割吻合器单位:毫米(mm)65mm,吻合钉高度为3.8mm”。
LC□ □□□□□□产品长度及钛钉高度四位或五位(如例)产品型号分类标志见①直线切割吻合器代码注:①系列号—由一位字符组成;A代表:一代直线切割吻合器;B代表:二代直线切割吻合器;C代表:一代A款钉匣组件;D代表:二代B款钉匣组件;1.3 结构组成1.3.1直线切割吻合器及钉匣组件(A款)由直线切割吻合器和钉匣组件组成,其中直线切割吻合器由击发钮、上固定杆外壳、上固定杆、盖帽、组件、下固定杆、活动手柄、下固定杆外壳、保险按钮组件组成;详见图1;1、击发钮2、上固定杆外壳3、上固定杆4、盖帽5、组件6、下固定杆7、活动手柄8、下固定杆外壳9、保险按钮组件图1 直线切割吻合器(A款)结构示意图1.3.2钉匣组件(A款)由钉仓、左推钉器、右推钉器、缝合钛钉、切割刀组件组成,其中钉仓内装有四排等高的吻合钉,详见图2;(a)钉匣组件(b)缝合钛钉1、钉仓2、左推钉器3、右推钉器4、缝合钛钉5、切割刀组件图2钉匣组件(A款)结构示意图1.3.3 直线切割吻合器及钉匣组件(B款)由直线切割吻合器和钉匣组件组成,其中直线切割吻合器由击发推柄组件、活动手柄组件、抵钉座支架罩、钉仓支架罩、活动手柄销、盖钉板、钉仓固定架、抵钉座以及盖帽组成,详见图3;1、击发推柄组件2、活动手柄组件3、抵钉座支架罩4、钉仓支架罩5、活动手柄销6、盖钉板7、钉仓固定架8、抵钉座9、盖帽10、组件图3 直线切割吻合器(B款)结构示意图1.3.4钉匣组件(B款)由钉仓、推钉片、缝合钛钉、钉位销以及压刀片组成,其中钉仓内装有四排等高的吻合钉,详见图4;(a)钉匣组件(b)缝合钛钉1、钉仓2、固定销3、右推钉器4、左推钉器5、压刀片6、缝合钛钉图4钉匣组件(B款)结构示意图1.3原材料信息直线切割吻合器及钉匣组件主要原材料信息详见表5。
一次性使用腔镜下切割吻合器及组件产品技术要求bohui
一次性使用腔镜下切割吻合器及组件适用范围:主要用于腔镜手术或开放手术中,组织及消化道的切除、横断和吻合。
2.1 吻合钉的材料吻合钉应采用符合GB/T 13810规定的TA1材料;制成吻合钉的TA1钛合金材料的化学成分应符合GB/T 13810的规定;制成吻合钉材料的拉伸强度应不小于240MPa。
2.2尺寸一次性使用腔镜下切割吻合器及组件的基本尺寸应符合表3、表4的规定。
2.3 外观2.3.1 吻合器外形光滑、轮廓清晰、无毛刺、划伤、锈迹等缺陷。
2.3.2 吻合器外表面上的字迹、标志清晰,不得有错位、歪斜等缺陷。
2.3.3 吻合钉表面不得有毛刺、凹痕、飞边等缺陷。
2.4 使用性能2.4.1 灵活性2.4.1.1吻合器开闭应灵活,不应有卡阻现象;2.4.1.2 吻合器旋钮应能带动组件进行360°旋转,转动灵活无阻滞;同时吻合器的弹簧应有足够的弹性,当松开手柄时能迅速复位。
2.4.2 装配性2.4.2.1 吻合器组件更换应方便、定位可靠。
2.4.2.2 组件经甩动后吻合钉不应露出钉仓表面。
2.4.3 吻合和切割性能2.4.3.1 吻合器应具有良好的吻合和切割性能性能,更换组件,经不少于5次切割吻合,其每次吻合后缝钉应成类“B”字形。
2.4.3.2 每次吻合后的切割边缘应整齐,无毛边。
2.4.3.3 每次吻合线长度比切割线长度至少长1.5倍钉长。
2.5 物理性能2.5.1 耐压性能吻合后的吻合口应能承受不小于3.6kPa压强,在15s内漏水不超过10滴。
2.5.2 切割刀锋利度切割刀刃口应锋利,切割力应不大于0.80N。
2.5.3 硬度;切割刀的硬度应不小于377HV0.22.5.4 表面粗糙度吻合器金属外表面粗糙度Ra应不大于0.8μm。
2.5.5 耐腐蚀性能切割刀、抵钉座应有良好的耐腐蚀性能,应不低于YY/T 0149-2006中5.4 b)级的规定。
2.5.6 吻合器器身与组件的连接牢固度器身及组件连接应牢固可靠,承受98N的静拉力应无明显松动现象或脱落。
非吸收性外科缝线产品技术要求派尔特0
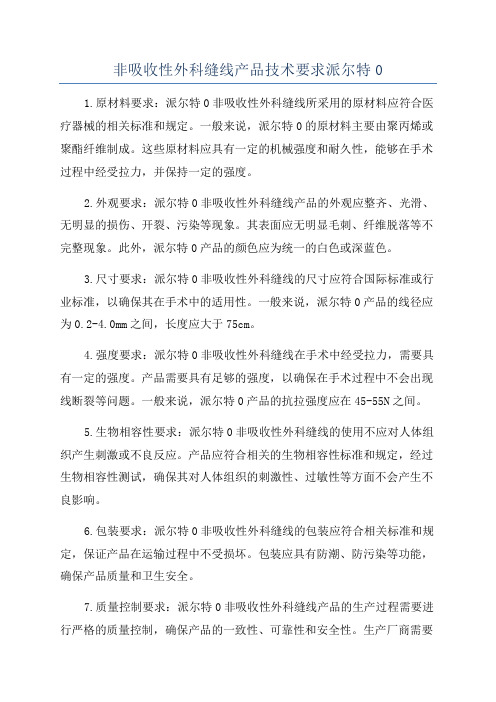
非吸收性外科缝线产品技术要求派尔特01.原材料要求:派尔特0非吸收性外科缝线所采用的原材料应符合医疗器械的相关标准和规定。
一般来说,派尔特0的原材料主要由聚丙烯或聚酯纤维制成。
这些原材料应具有一定的机械强度和耐久性,能够在手术过程中经受拉力,并保持一定的强度。
2.外观要求:派尔特0非吸收性外科缝线产品的外观应整齐、光滑、无明显的损伤、开裂、污染等现象。
其表面应无明显毛刺、纤维脱落等不完整现象。
此外,派尔特0产品的颜色应为统一的白色或深蓝色。
3.尺寸要求:派尔特0非吸收性外科缝线的尺寸应符合国际标准或行业标准,以确保其在手术中的适用性。
一般来说,派尔特0产品的线径应为0.2-4.0mm之间,长度应大于75cm。
4.强度要求:派尔特0非吸收性外科缝线在手术中经受拉力,需要具有一定的强度。
产品需要具有足够的强度,以确保在手术过程中不会出现线断裂等问题。
一般来说,派尔特0产品的抗拉强度应在45-55N之间。
5.生物相容性要求:派尔特0非吸收性外科缝线的使用不应对人体组织产生刺激或不良反应。
产品应符合相关的生物相容性标准和规定,经过生物相容性测试,确保其对人体组织的刺激性、过敏性等方面不会产生不良影响。
6.包装要求:派尔特0非吸收性外科缝线的包装应符合相关标准和规定,保证产品在运输过程中不受损坏。
包装应具有防潮、防污染等功能,确保产品质量和卫生安全。
7.质量控制要求:派尔特0非吸收性外科缝线产品的生产过程需要进行严格的质量控制,确保产品的一致性、可靠性和安全性。
生产厂商需要建立完善的质量管理体系,并持续进行相关的质量控制活动,监测产品的质量和性能。
总结起来,派尔特0非吸收性外科缝线产品的技术要求主要包括原材料要求、外观要求、尺寸要求、强度要求、生物相容性要求、包装要求和质量控制要求等。
这些要求的符合度,直接关系到产品的质量和性能,对于外科手术的成功进行至关重要。
因此,生产厂商应严格按照这些技术要求进行生产和监控,确保产品的质量和安全性。
一次性使用直线型切割吻合器及组件产品技术要求purun
一次性使用直线型切割吻合器及组件适用范围:适用于消化道重建及其它脏器切除手术中的吻合口创建及残端或切口的闭合。
1.1 结构组成1.1.1 吻合器根据切割刀的装配位置分为器身带刀(一般型)和组件带刀(改进型)两种结构系列。
每种结构系列按照切割组件架长度(刻度)的不同分为三种类型,相同长度(刻度)的切割组件架又按照所装组件的吻合钉钉高的不同分为两种规格,这样就配成了各种型号规格的吻合器,共十二种型号规格。
只有相同结构系列、相同长度(刻度)的切割组件架可以配相同吻合长度、钉高不同的组件。
组件也按照结构系列、吻合长度和吻合钉钉高的不同分为十二种型号规格。
组件可以单独生产包装灭菌检验出厂,作为产品单元销售,装在本公司适配的吻合器器身上使用。
吻合器及组件均应无菌,一次性使用。
1.1.2 每种结构系列产品由吻合器器身和组件两部分组成。
a)一般型吻合器器身由锥帽、抵钉座、切割组件架、导向块、内衬杆、切割刀、定位轴、外壳、推钮、锁定杆、锁定杆壳等组成;组件由钉仓盖、钉仓、组织定位销、吻合钉、推片、击发保险组成。
b)改进型吻合器器身由锥帽、抵钉座、切割组件架、定位轴、导向块、外壳、推钮、分离按钮、锁定杆、锁定杆壳等组成;组件由钉仓盖、切割刀、击发保险、钉仓、吻合钉、推片、推片座组成。
1.2 型号规格命名1.2.1 吻合器型号规格命名PYZQ(A)—□×□PY---产品代号(P表示普润公司,Y表示工程塑料器身,产品一次性使用)ZQ(A)---产品名称缩写(ZQ表示一般型吻合器,ZQA表示改进型吻合器)□×□---规格代号(已装组件单排吻合长度的标定值,个位按相近值取0或5整数)×规格代号(已装组件的吻合钉钉高标定值)例:PYZQ-100×4.5 表示器身为工程塑料,吻合长度100mm,吻合钉钉高为4.5mm 的一次性使用一般型直线型切割吻合器。
PYZQA-100×4.5 表示器身为工程塑料,吻合长度102mm,吻合钉钉高为4.5mm的一次性使用改进型直线型切割吻合器。
一次性使用直线切割吻合器及钉匣组件技术要求

医疗器械产品技术要求编号:一次性使用直线切割吻合器及钉匣组件1.产品型号/规格及其划分说明1.1一次性使用直线切割吻合器及钉匣组件按照钛钉尺寸分为:3.8mm、4.5mm1.2一次性使用直线切割吻合器及钉匣组件按照吻合长度分为:60,80,1001.3一次性使用直线切割吻合器及钉匣组件结构示意图,如图1、2所示图1.直线切割吻合器结构示意图01.抵钉座02.钉砧臂03.调节销04.上外壳05.推钮07.下外壳08.旋转臂09.钉仓10.钉匣臂11.钉仓护板1.4一次性使用直线切割吻合器及钉匣组件规格型号 1.4.1直线切割吻合器的规格型号及对应参数见表1。
表1 直线切割吻合器规格尺寸单位:mm序号型号缝合长度L缝钉高度h基本尺寸允许误差基本尺寸 允许误差1. EGLC 6038S 63 ±2 3.8 ±0.22.EGLC 6045S63 ±24.5 ±0.2 3. EGLC 8038S 83 ±2 3.8 ±0.2 4. EGLC 8045S 83 ±2 4.5 ±0.25.EGLC 10038S103±23.8±0.26.EGLC 10045S103±24.5 ±0.21.4.2钉匣组件的规格型号及对应参数见表2。
表2 钉匣组件规格尺寸图2.钉匣组件结构示意图01.钉仓 02.钉仓护板 03.切割刀 04.刀套 05.钉仓下盖单位:mm2.性能指标2.1灵活性吻合器开闭应灵活,不应有卡阻现象。
按下按钮后,复位弹簧确保旋转臂可轻松打开,无卡阻现象。
2.2装配性2.2.1吻合器组件更换应方便,定位准确。
2.2.2组件甩动后,吻合钉不应露出钉仓表面。
2.3锋利度和硬度切割刀应锋利,切割力应不大于0.8N。
切割刀的硬度应不低于377HV0.2。
2.4吻合与切割性能2.4.1吻合器应具有良好的吻合和切割性能,更换组件,作不少于5次切割吻合,其每次吻合后的缝钉应成类“B”字形。
一次性使用直线切割吻合器及钉匣组件技术要求
医疗器械产品技术要求编号:一次性使用直线切割吻合器及钉匣组件1.产品型号/规格及其划分说明1.1一次性使用直线切割吻合器及钉匣组件按照钛钉尺寸分为:3.8mm、4.5mm 1.2一次性使用直线切割吻合器及钉匣组件按照吻合长度分为:60,80,100 1.3一次性使用直线切割吻合器及钉匣组件结构示意图,如图1、2所示图1.直线切割吻合器结构示意图01.抵钉座02.钉砧臂03.调节销04.上外壳05.推钮07.下外壳08.旋转臂09.钉仓10.钉匣臂11.钉仓护板图2.钉匣组件结构示意图01.钉仓02.钉仓护板03.切割刀04.刀套05.钉仓下盖1.4一次性使用直线切割吻合器及钉匣组件规格型号1.4.1直线切割吻合器的规格型号及对应参数见表1。
表1 直线切割吻合器规格尺寸单位:mm1.4.2钉匣组件的规格型号及对应参数见表2。
表2 钉匣组件规格尺寸单位:mm2.性能指标2.1灵活性吻合器开闭应灵活,不应有卡阻现象。
按下按钮后,复位弹簧确保旋转臂可轻松打开,无卡阻现象。
2.2装配性2.2.1吻合器组件更换应方便,定位准确。
2.2.2组件甩动后,吻合钉不应露出钉仓表面。
2.3锋利度和硬度。
切割刀应锋利,切割力应不大于0.8N。
切割刀的硬度应不低于377HV0.22.4吻合与切割性能2.4.1吻合器应具有良好的吻合和切割性能,更换组件,作不少于5次切割吻合,其每次吻合后的缝钉应成类“B”字形。
2.4.2同时每次吻合后的切割边缘应整齐,无毛边,切割刀不得有卷刃、崩刃现象。
2.4.3每次吻合线长度比切割线长度至少长1.5倍钉长。
2.5耐压性能经吻合后的吻合口应能承受不小于3.6kPa压强,不得有漏水和撕裂现象。
2.6安全装置吻合器应具有空钉仓安全保护装置,并保持其可靠性。
注:空钉仓指被击发过的组件2.7表面粗糙度吻合器金属表面粗糙度Ra应不大于0.8μm。
2.8包装密封2.8.1吻合器及组件的包装应完好,粘合密封区域应无通道或穿孔。
包皮矫正器、一次性使用包皮环切套扎器、吻合器、环切器、矫正器 全国招商(产品使用说明书)
一次性使用包皮环切套扎器产品说明书产品名称:一次性使用包皮环切套扎器使用方法:一、上环1、用周径尺准确测量未勃起的阴茎尺寸,选择合适型号的套扎器;型号选择不当,易造成患者疼痛、水肿或术后愈合困难;2、用碘伏或其他消毒液对阴茎消毒,局部浸润麻醉后,将正确型号的套环套在阴茎干上,再将包皮翻到套环上,使包皮外翻并完全覆盖套环。
操作过程应轻柔,避免过度牵拉内外板而造成损伤;3、然后套上夹紧环并整理包皮,包皮不要有皱折;夹紧环的两个端口在夹紧时,需注意夹紧环端部应正确对位,防止错位对接;4、仔细检查夹紧环端口及包皮内外板夹持状况,并保证系带留有8-10mm,随后将螺丝拧紧,再剪去远心端多余的包皮(剪的时候注意在扎紧处的远心端留下2-3mm包皮),在包皮的剪切残留端用尖刀片(或手术剪)切6~8个减张切口(便于下环)。
二、下环1、松掉螺丝,轻轻取下夹紧环;2、用止血钳夹住套环,用镊柄将包皮拨离出套环,再剪断套环并取除;3、用创可贴(或无菌敷料)包裹包皮环切处。
原理介绍:利用夹紧环和套环作用,阻断多余包皮的血液循环,使内外板皮肤相连接,使其萎缩坏死的包皮自然脱落。
主要结构:由夹紧环,套环和螺丝构成。
夹紧环和套环都采用新型纳米高分子聚合物制成。
产品特性:结构新颖,重量极轻,使用安全可靠。
微创,无需缝合,系带不会受损,术后无疤痕。
手术时间仅需3-5分钟,术后7天取器械。
可不需使用抗生素等药物,可沐浴,四季皆可手术,无需卧床休息,不影响工作和学习。
本品为经辐射灭菌的一次性使用产品。
适用范围:阴茎包皮过长和包茎。
禁忌症:神经系统或精神疾病,出血性疾病病史的患者;急性尿道感染,隐匿性阴茎;系带过短的包皮患者;未控制的糖尿病患者。
注意事项:1、患者不得擅自松动紧固的螺丝;2、佩戴器械期间应穿紧身内裤,取器械后应尽量穿宽松内裤;3、术后恢复期内,每日2次以上用稀释的碘伏擦拭消毒手术部位并保持手术部位干燥。
4、沐浴后用稀释的碘氟(稀释方法:水和碘氟的比例为1:1)浸泡1-3分钟,再用吹风机吹干并保持手术部位干燥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一次性使用包皮切割缝合器
适用范围:适用于临床包皮切割缝合手术。
一次性使用包皮切割缝合器的规格型号
PFS-9、PFS-11、PFS-15、PFS-21、PFS-27、PFS-33
规格型号划分说明
缝合器的结构组成
一次性使用包皮切割缝合器(以下简称缝合器)主要由环形切割刀、定位弹簧、
活动手把、金属垫片、固定销、活动连片组成。
》
1.凹形座2.金属垫片3.钉仓4.主体外壳5.定位弹簧6.固定销
7.活动手把8.定位调节螺母 9.环形切割刀 10.缝合钉 11.活动连片
主要零部件原材料应符合表1的要求
表1主要零部件原材料
零件名称 材料牌号
凹形座 ABS
金属垫片 06Cr19Ni10
》
钉仓
ABS
主体外壳 ABS
定位弹簧 06Cr19Ni10
固定销 06Cr19Ni10
活动手把 ABS
定位调节螺母
…
ABS
环形切割刀 06Cr19Ni10
缝合钉 06Cr19Ni10
活动连片 ABS
物理性能
外观
缝合器的外形应平整、光滑、轮廓清晰、无锋棱、毛刺及裂纹。
尺寸
:
缝合器的尺寸应符合表2的要求
表2缝合器尺寸表
单位:毫
米
规格型号 凹形座 内径 允差 环形切割刀外径 允差 缝合钉高度 允差 》 缝合
钉宽
度
允差 缝合钉数量
(个)
PFS-9 9 ±10% ±10% ±10% " ±10% 10
PFS-11 11
、
12
PFS-15 15 15
,
21 18
PFS-21
PFS-27 】 27 20
PFS-33 33 24
使用性能
缝合器的金属垫片、定位调节螺母与器身应能顺利的装配和拆卸;各移动部位应
能轻松推动,不得有卡住、松动现象;切割刀与器身连接应牢固,缝合钉装入钉
仓后不应脱落。
缝合钉头端应尖锐,切割刀应锋利,不得有卷刃、崩刃。
)
活动手把应有足够的弹性,握紧后松开应能迅速复位。
缝合钉在切割后应能被金属垫片挤压形成“ ”形。
硬度
环形切割刀的硬度应不低于。
耐腐蚀性
金属垫片、环形切割刀应有良好的耐腐蚀性,按YY/T0149-2006的试验方法进行
试验,结果应不低于b级要求。
包装封口剥离强度
缝合器的包装封口剥离强度应为mm。
表面粗糙度
缝合器外露金属表面粗糙度Ra≤μm。
化学性能
'
水浸出液制备见。
酸碱度
产品的浸出液与同批空白对照液,ph值之差不应超过。
重金属
当用原子吸收分光光度法或相当的方法进行测定时,浸提液中钡、铬、铜、铅、
锡的总含量不应超过1µg/ml,镉的含量应不超过µg/ml。
还原物质(易氧化物)试验
浸出液与等体积的同批空白的对照液相比,L的高锰酸钾溶液消耗量之差≤。
蒸发残渣试验
20ml浸出蒸发残渣的总量应不超过2mg。
紫外吸光度试验
紫外吸光度在波长为250~320纳米范围内,吸光度应不大于。
环氧乙烷残留量
应不大于10µg/g。
无菌
缝合器经环氧乙烷灭菌应无菌。