锡膏机设备保养记录表
SMT生产管理规范
三阶文件制定人:审核人:批准人:日期:日期:日期:部门名称□生产□工程□品质□采购签名部门名称□总务□技术□销售□管代签名状态状态确保生产现场人员符合作业要求,实现优质、高效、低耗、均衡、安全生产;2. :合用于本公司 SMT 车间所有管理人员、技术人员、操作人员。
3.1 SMT 操作员:3.1.1 负责按照生产管理人员下达的工作任务依照作业指导书和岗位职责保质保量的完成工作任务。
3.2 SMT 物料员:3.2.1 负责 SMT 生产物料的领用、清点、台账登记、补料、盘点、每周损耗数量和金额的统计,物控部门到料情况的跟踪。
3.2.2 负责做好生产现场转单的物料供应筹备工作与结单时产品数量物料清退跟进工作。
3.2.3 负责产品尾数的处理,产品的发放。
3.2.4 负责生产辅料的盘点及申购工作。
(生产辅料类别---物资申请流程)3.3 SMT 生产技术员:3.3.1 负责生产操作人员的现场记录、 5S、工作执行情况监督及检查。
3.3.2 负责生产设备的换线调试,设备故障的评估以及寻觅解决方案, SMT 生产计划的合理安排,生产不良品的分析及改善,机器抛料的控制及原因分析和改善。
3.3.3 负责流水号的打印,钢网的验收,回流焊炉温的测试,设备日常点检的确认以及周保养。
3.3.4 负责操作人员的月度考核,人员考勤,操作人员培训工作。
3.4 SMT 设备工程师:3.4.1 负责 SMT 设备安全管理工作, SMT 设备操作指导书制作,SMT 固定资产的登记,SMT设备履历卡的建立,新进设备的验收。
3.4.2 负责 SMT 设备的故障维修及分析,月、年度保养、设备的消耗辅材,保养油的申购及更换。
3.4.3 负责贴片机/AOI 新产品的程序编程,新产品的总结报告, BOM 的管理及贴片机程序状态的更新和维护。
3.4.4 负责SMT 生产工艺文件的制作,生产工艺技术管理工作,确保各项技术工作的安全可靠性。
与工程部的技术问题协调解决,生产工艺艰难问题的解决及分析,技术员的培训工作。
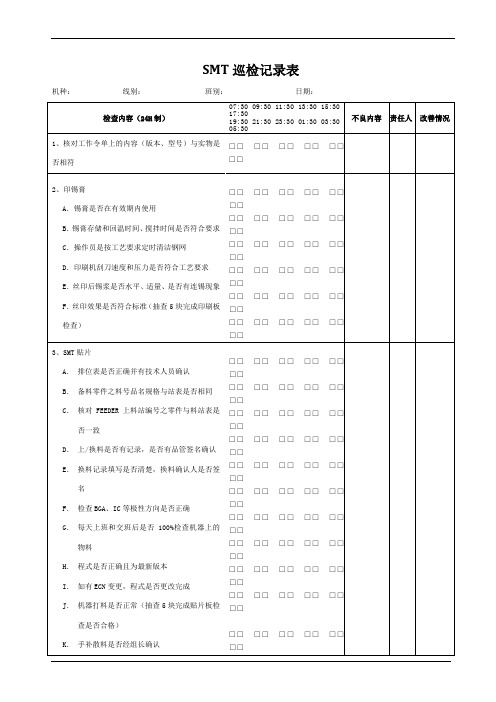
SMT巡检记录表
不良内容
责任人
改善情况
1、核对工作令单上的内容(版本、型号)与实物是否相符
□□□□□□□□□□□□
2、印锡膏
A.锡膏是否在有效期内使用
B.锡膏存储和回温时间、搅拌时间是否符合要求
C.操作员是按工艺要求定时清洁钢网
D.印刷机刮刀速度和压力是否符合工艺要求
E.丝印后锡浆是否水平、适量、是否有连锡现象
F.丝印效果是否符合标准(抽查5块完成印刷板检查)
□□□□□□□□□□□□
□□□□□□□□□□□□
□□□□□□□□□□□□
□□□□□□□□□□□□
□□□□□□□□□□□□
□□□□□□□□□□□□
3、SMT贴片
A.排位表是否正确并有技术人员确认
B.备料零件之料号品名规格与站表是否相同
10、有关工位是否使用静电带,静电带是否有测试并记录
□□□□□□□□□□□□
11、有关作业指导是否正确、齐全,都挂在合适位置
□□□□□□□□□□□□
12、所用的仪器设备是否有相应的操作指书和保养维护记录
□□□□□□□□□□□□
13、SMT车间温度是否符合规定要求
□□□□□□□□□□□□
14、仪器、设备及工作台面是否接地
C□□□□□□□□□□□□
□□□□□□□□□□□□
6、软件下载
A.是否为规定下载软件
□□□□□□□□□□□□
7、BT
A.不良品与OK品是否有区分和标识
□□□□□□□□□□□□
8、MMI
A.不良品与OK品是否有标识并区分
B.测试项目是否完善
□□□□□□□□□□□□
SMT制程巡检查核记录表

12.使用钢网是否正确
13.供料各站物料与BOM是否相符
贴 片 机
14.贴片程式与生产机种是否相符 15上料规格与料架编号是否一致 16.上/下料后有无记录 17.排料表与实际是否一致
18.手摆作业有无按流程作业
19.回流焊参数检查记录是否记录
20.回焊炉轨道线速
回 流 焊
21.回焊炉焊接/固化温度 22.炉温是否有测试(每机种至少一次) 23.零件推拉力强度是否符合要求 24.生产是否按时填写工作报表
班 别:
A班
班
B
项目
查核内容
SMT制程巡检查核记录表
线别:
日期:
07:30-09:30 09:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30 19:30-21:30 21:30-23:30 23:30-01:30 01:30-03:30 03:30-05:30 05:30-07:30
其它
35.电子仓的温湿度是否记录(15-26℃) 36.机台点检及保养记录有无
37.静电测试是否有记录
问题 备注
表单编号/版 本:QP-01902/A
核准:
审核:
检查:
机种
⒈制程为有铅制程&无铅制程
2.生产流程与工艺要求相符否(MOI)
3.锡膏型号
4.锡膏为有铅&无铅
印 刷
5.所用锡膏回温时间 6.锡膏存储温度 7.锡膏搅拌时间(人工3-5分钟,机器3分钟)记
站
录 8.PCB或FPC烘烤时间及温度(记录)
9.印刷机刮刀速度
10.印刷机刮刀压力
11.印刷钢板擦拭频率:片/次
SMT制程管控重点
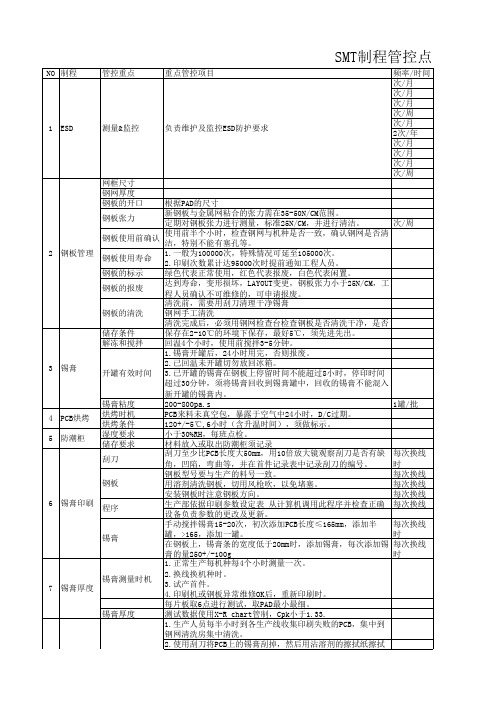
料正确地安装Feeder上。
1.当机器缺料报警时,操作员从高速机料台上取下对应的
Feeder,记下其站号。
2.操机员按<<SMT料站表>>进行料号,规格,Fra bibliotek商的核对,如有替
代料必须和<SMT生产履历表>中标注相同, 确认无误后通知领
班或其它操机员进行核对
3.备料和换料时,必须取下一颗零件,并贴在和此物料相应
BGA,QFP放置极性为右下角, SOP,SOJ,PLCC放置极性为面向对
料人向外;管状IC极性为向下。
9.4 当TARY 盘IC不满整盘时,注意在开机前输入IC的位置。
9.5 换料时,对物料及Feeder注意轻拿轻放。 1.温湿度敏感零件在静电袋拆封和使用完毕时,要填写<<SMT物
料拆封记录表>>并保留其静电袋直到整包零件全部置件完毕并
经过REFLOW后才可丢弃。
2.当在室温条件下拆开零件真空包装后,如包装内湿度卡的指
IC零件的拆封
示大于材料的湿度要求时(材料的包装表面有标注),须烘烤。 3.拆封的IC在室温条件下放置超过72小时后必须烘烤。
4.当在室温条件下IC拆封后,不需要立即上线生产的,需放入防
潮柜中防潮; 超过48小时不使用的须用真空包装机密封。
手动搅拌锡膏15-20次,初次添加PCB长度≤165mm,添加半 每次换线
锡膏
罐,>165,添加一罐。
时
在钢板上,锡膏条的宽度低于20mm时,添加锡膏,每次添加锡 每次换线
膏的量250+/-100g
时
1.正常生产每机种每4个小时测量一次。
锡膏测量时机
2.换线换机种时。 3.试产首件。
电阻元件成型机日常维护保养记录表

周保项目 转动轴加黄油及成型刀具检查
检查方法 EE执行人员 设备组组长确认
第一周 结果:
第二周 结果:
目测与添加
第三周 结果:
第四周 结果:
月保项目 EE执行人员: 设备组组长确认:
保养内容 机器内部灰尘清理 机器内部线路检查 机器运动机构检查与加黄油 机器功能检测与成型刀模状态评估
检测方式 目测与清扫
目测 目测与添加
样板试用
结果
备注:日常工作保养由产线操作员负责,并在保养项目每天记录中打上“√”号,未使用打上“X”号。由EE技术员进行审查确认。周保与月保项由EE技术员负责,由EE组组长进行确认。
生效日期:2014年4月1日
电阻元件成型机日常维护保养记录表
设备项目
日期
转动轴加润滑油
开机前加工尺寸确认
机器表面灰尘清洁
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
产线保养执行人员
EE审查人员确认
贴片机飞达设备保养记录表

保养 日期 保养内容
灰尘清理
日期
压料盖是否变形
日 上料盘螺丝是否上紧 常 保 压料杆是否变形 养
螺丝是否拧紧
点检人
齿轮太紧或太松
是否生锈
弹簧力度 周 保 飞达本身是否变形 养 是否需要上油
贴片机飞达设备保养记录表
设备名称:
月份:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Hale Waihona Puke 设备技术员飞达压料中心校准
月 压料杆是否磨损,并更换
保 养
飞达头部内部油渍清理
设备技术员 备注:1.日常保养每天由生
产设备操2.作周员保点养检内并容填及写月记保
养由设备技术人员按周,月
3.已保养项目用“V ”表示,异常情况用“X”
SPI-KY8030锡膏检测机操作指导书
版本:页号:1 o f10版本制/修订内容摘要制/修订日期制/修订人V1.0 首版发行)NO. 1 2 3 4 5 6 7 8 9 10 11 12 13版本:页号:2 o f10分发单位总经理制造一课制造二课工程课品管部生管部行政人事部进出口部业务部财务部研发部采购部仓储部分发份数发行日期. 核准审核拟案拟案部门一使用范围适用于SMT车间的SPI-KY8030锡检机二职责生产部操作员负责设备的开、关机生产基本操作,工程人员负责进行印锡品质设备维护异常处理(SPI保养)、程序制作(SPI程序制作)。
三 SPI设备开机生产基本操作3.1 .开机前先检查电源<220V AC >,气压<0.5mpa左右>管是否接通.版本:页号:3 o f103.2.依次开启主电源开关,打到ON处。
3.3开启机器前面的主电源开关打到ON处。
开启control power将钥匙打到“I”处3.4.以上工作准备好并电脑主机进入系统后,在桌面上点击软件,若软件无报错,点击测试软件进行测试,为系统状态检测软件,当报错时,需通知AOI技术人员进行处理。
3.5. 双击后按进入测试画面版本:页号:4 o f103.6.点击然后选择所需要测量的程式点击打开即可打开。
(注:选择生产应用程序时,作业员需按照程序命名规范:PCB板编号_钢网编号,进行选择当前生产程序。
如:CD1E153BM VER.A RF SC259W1202022-TOPCD1E153BM VER.A RF SC259W1202022-TOP&BOT则是双面板程序版本:页号:5 o f103.7. 点击打开后弹出以下对话框,“轨道宽度调整”打“√”则机器自动调整轨道宽度,不打“√”则保持当前的轨道宽度;然后点击OK。
版本:页号:6 o f103.8. .点击开始测量.3.9. 异常发生时的处理当设备在AUTO模式下运行时,设备发现印刷不良,发出报警,并显示以下画面:版本:页号:7 o f10版本:页号:8 o f10■下图会显示不良位置2D及3D图片,屏幕左侧会显示具体位置,目检是否OK,操作员参照《锡膏印刷检验规范》进行作业,确认OK后单击画面左上角GOOD,如NG则单击“NG”,单击“NG”后点待板流出后,取出并放置在不良品区,待清洗。
QC流程图参考
4
仓库发料
无
按照投料单发 发料规格/型号数 料 量/RoHS检查 2 ESD检查 手腕带 1 工作台面
3次/天(手腕带) 静电测试记录表 IQC检查员 IQC工程师 ) 1次/天(静电台面) 静电巡检表 每批次 物料烘烤记录 工程师 物料员 工程主管 SMT主任
5
SMT物料烘 烤箱 烤
对湿度敏感元 温度 件进行烘烤 2 ESD检查 手腕带 1 工作台面
SMT主任 工程师
反馈分析 原因调查 再分析 或重新设 定
3 定期保养 4 ESD检查 9 修理 烙铁 1 不良品修理
设备定期保养 手腕带测试 静电台面 烙铁温度 接地电阻
FMZZ071,110 技术员 静电测试记录表 作业员 静电巡检表 技术员 烙铁温度测试表 修理员 修理班长
工程师 车间主任 工程主管 修理班长 工程师 原因调查 再分析 或重新设 定
手工清洗 目视检查 目视检查 保养及维护 仪器测量 工程 仪器测量 SMT 检查 首件检查 保养及维护 仪器测量
检验频率 一线:每片;二 线:1PCS/每班(上 班印刷稳定后) 1次/天 生产转线时 首次使用 日/周/月保养 3次/天(手腕带)
检验方法 记录 SPK的计算
担当 技术员
负责人 SMT主任 班长 班长 工程师 工程师 技术员 工程主管 工程师 工程师 工程师 技术员
3次/天(手腕带) 静电测试记录表 IQC检查员 IQC工程师 ) 1次/天(静电台面) 静电巡检表 1次/ 班 每罐 每罐 每罐 每罐 每片 工程师 工程主管 工程师 工程师 SMT主任 SMT主任 SMT主任 工程师 1/8
6
锡膏印刷 (B面)
冰箱 锡膏Leabharlann 动搅拌 机 锡膏自动印刷 机 钢网 CKD VP5000
过程审核检查表(SMT-MI)(经典)
查看作业员是否每日佩戴、测试静电手环?以保
证ESD防护的有效性。
齐全
查看是否有作业指导书?询问作业员是否清楚作 业标准,验证作业员是否按标准作业?
审核记录
过程审核检查表(SMT)
过程 编号
09
过程
序 号
生産 設備
100
101
印刷 102 效果 103 检查 104
105 106 锡膏 107 测厚仪
询问作业员是否清楚搅拌时间标准。如何保证?
锡膏添加量
每次不超过100克(约刮刀 询问作业员是否清楚添加量的标准,如何保证?
高度的2/3)
有无添加记录?
钢网两边锡膏
1次/10分钟或两边锡宽≤ 1cm
(即约一手指宽)
询问作业员是否清楚两边锡膏宽度不能超过多 少,如何保证?
裸露/开封锡膏的 室温放置时间
在工作环境中放置时间≤12 小时
0.2mm~1mm/sec
有无设置依据,依据是否可得,有无确认?
干擦、真空擦、湿擦
清洗频率为多少,作业员是否熟练掌握清洗方 法?有无清洗证据?
表面清洁,无锡膏等杂质 如何保证其清洁度,作业员是否熟练掌握方法?
1h后2h内;若急,PCB应重新 烘烤30分钟后方可投入贴片
作业员是否清楚其标准,如何保证?
层叠厚度
PCB:≤25片(大片)(1mm以 上),≤50片(大片)(1mm以 下);IC类:≤10层
作业员是否清楚相应标准?实际叠放厚度是否超 标?
层叠间距
PCB:3~5cm;IC类:≥ 10cm
作业员是否清楚相应标准?实际是否超标?生产 量大时,如何处理烤箱空间不足的矛盾?
层叠PCB的捆绑方 式
每叠上下两面先垫洁净白纸 再缠胶纸(打叉的废板除外)
SMT印刷机使用与维护保养规程
SMT印刷机使用与维护保养规程(ISO9001-2015)1.0目的为使操作员熟练操作,了解印刷机的安全防护,避免不良操作发生时对机器的损坏、人员的伤害和对环境的污染及异常发生时因处理不当导致对产品的损坏,特制定此作业指导书。
2.0适用范围此作业指导书适用于SMT所有的锡膏印刷机。
3.0定义确保运作中之设备正常和人身安全及环境防护。
4.0职责4.1制造部4.1.1按此文件作业。
4.1.2操作员按此文件进行日常点检和确认,设备内外部及周边5S的整理整顿。
4.2工程技术部4.2.1负责制订设备维护保养方法之文件。
4.2.2负责按文件要求对生产设备的进行日常点检、定期维护、保养、鉴定及内部修理;不能维修时由本部向采购课提出外部维修的申请。
5.0程序5.1设备操作参照各设备操作指导书:《ICON-i8印刷机操作指导书》。
《半自动印刷机操作指导书》。
《DEK印刷机操作指导书》。
5.2 SMT PIN图的制作和使用参照:《SMT所有PIN针定位套板制作/使用指导书》。
5.3印刷机参数设定及印数效果确认:5.3.1设定印刷速度(范围控制在±10mm/S):组件引脚间距为0.5mm以下时,速度设定在20-40mm/S。
组件引脚间距为0.5mm以上是,速度设定在40-70mm/S。
5.3.2设定印刷压力(范围控制在±1Kg或±10N):在印刷速度固定的情况下,钢网开孔部分无残留锡膏、钢网孔以外的部分残留有锡膏时的印刷压力标准设定压力。
5.3.3锡膏/红胶初期供给量为:500g±5g;锡膏/红胶供给量:根据单面板的供给量设定50g±5g,或100g±5g(采取少量多次的方式添加锡膏)。
5.3.4单面板的供给量和锡膏/红胶供给周期:根据实际称重和计算设定。
5.3.5其它参数视实际印刷效果而定。
5.3.6填写《印刷条件表》进行设定QP630-1R11T02。
5.3.7转线后印刷第一片和第二片基板需要在基板表面粘贴一层胶膜确认前后刮刀的印刷效果,OK后将胶膜撕掉正常投入生产,否则需要对印刷机进行调整和清洗钢网直至印刷效果OK。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Equipent name(设备名称):
123456789101112
1.检查气压(0.4-0.7Mpa)
2.速度设定值
3.刮刀平衡螺丝标记点是否对正
4.刮刀角度固定螺丝标记点是否对正
5.钢网有无凹凸不平,破损,变形等损坏
6.刮刀下降高度固定螺丝标记点是否对正
7.底模或顶针布置符合要求
8.刮刀有无变形
9.个开关按键,触摸屏是否正常
10.各汽缸,感应器工作正常
11.导轨各滑动部位加润滑油
Failure record(故障记录):
锡膏印刷机保养记录表
Date:2012-10-29Location:SMT车间
注意: 请认真填写保养记录表
保养人签字: 审核:
Maintenance item
(保养内容)
Month(月份)