玻璃钢渔船船体
国内海洋捕渔船标准化船型主要技术参数及要求

国内海洋捕捞渔船标准化船型主要技术参数及要求(征求意见稿)船长12m及以上国内海洋捕捞渔船标准化船型主要技术参数表1、拖网渔船(含单拖和拖虾)2、张网渔船3、围网渔船4、刺网渔船5、钓渔船6、杂渔具渔船船长12m及以上国内海洋捕捞渔船标准化船型主要技术要求一、船型主尺度及主机功率要求船型主尺度及主机功率须满足《浙江省国内海洋捕捞渔船主要技术参数表》(浙渔检〔2016〕12号)的要求。
二、安全要求1、基本要求船舶构造与机电设备的配备、稳性、载重线等满足现行《渔业船舶法定检验规则》(以下简称《规则》)和《钢质海洋渔船建造规范》(以下简称《规范》)的要求。
2、其他要求(1)材料要求1)钢质渔船主船体、甲板室的板材和型材均应采用船体结构用钢;2)所有电气设备以外的电缆及布线应为滞燃型;在失火状况下必须维持工作的重要设备的电缆,若穿过较大失火危险区域时,应采用耐火型船用电缆,特殊电缆经验船部门同意除外;3)用于Ⅰ级和Ⅱ级管系的钢管,须为无缝钢管或经渔船检验机构认可的焊接工艺制造的焊接管。
(2)水密性要求1)甲板室或上层建筑的风雨密门、露天甲板的小型风雨密舱口盖、舷窗、驾驶室窗、机舱天窗应采用船用标准舾装件;2)管路、电缆穿过水密或气密结构处应设贯通配件或座板;(3)消防与防火要求1)舱室内天花板、装饰衬板均应采用不燃的防火板,机舱和厨房的围壁应为钢质结构,走廊舱壁应为钢质结构或不燃材料,机舱、厨房、船员室、驾驶室等的出入门应为相应等级的防火门;2)除《规则》规定的灭火设备以外,船长L≥35m的渔船机舱内应配备1具45L的泡沫灭火器;(4)船员保护要求1)船长L≥24m的渔船,舷墙应至少高出露天作业甲板(包括木铺板和活动木板)1m,否则应在舷墙上设置活动栏杆或其他等效措施达到此高度;2)甲板间梯道宽度应≥600mm,梯道与地面夹角应≤70°,梯道和梯子应设扶手和防滑踏板;3)机械设备运转时,凡可能对工作人员构成危害的部位,均应设置防护罩或栏杆等安全设施;(5)设备配置与配备要求1)船长L<45m且不设应急电源的渔船,均应设有独立的备用电源,备用电源应为符合相关要求的蓄电池组,不应与主电源在同一处所,并尽可能安装在最高一层连续甲板上;2)对船长L≥37m的渔船应备用一个或多个备用电源,以便在主电源和应急电源发生故障时向通信设备供电;3)总长Loa≥50m的渔船应配备Ⅰ类号灯,总长12m≤Loa<50m 的渔船应配备Ⅱ类号灯。
(渔船标准规范)

运输船舶燃油消耗量 第1部分:海洋船舶计算方法
GB/
运输船舶燃油消耗量 第2部分:内河船舶计算方法
GB/T 12303-2009
海船声号器具的声压级测量
GB/T 4595-2000
船上噪声测量
GB/T 24559-2009
海洋螺旋桨式风向风速计
GB/T 17838-1999
船舶海洋水文气象辅助测报规范
窗体底端
GB/T 22641-2008
船用铝合金板材
GB/T 29128பைடு நூலகம்2012
船舶固定式气体灭火系统通用要求
GB/T 28790-2012
渔业船舶柴油机节油装置技术条件及检测方法
GB/T 28793-2012
渔业船舶柴油机节油技术要求
GB/T 28794-2012
渔业船舶油污水分离系统技术要求
GB/T 25505-2010
3
交通版1264
渔业船舶法定检验规则(2008年修改通报)
交通版1452
远洋渔船船舶技术状况预检及自查操作手册2009
交通版1245
玻璃纤维增强塑料渔业船舶建造规范2008
交通版1291
船长大于或等于7m但小于12m沿海渔业船舶法定检验技术规则
交通版1282
船长大于或等于5m但小于12m内河渔业船舶法定检验技术规则
渔业船舶船型分类编号
SC/8059-2006n
渔船隔热层发泡操作规程
GB/T 3594-2007
渔船电子设备电源的技术要求
SC/T 8125-2003
玻璃钢渔船船体密体试验方法
SC/T 8065-2001
玻璃钢渔船船体结构节点
SC/T 8061-2001
不同材质渔船特点分析
理 进 行设计 。外板 必须通 过捻缝 达到 水密等 ,导致 船体 外表 面不是十 分光 滑 ,船 体 【 ; 且力 因 而 增 加 。 因此 木 质 渔船 的能耗 比钢 质渔 船要 高 出 l 5 %左
[ 嗣文 他I n n
圈
高 、消耗 森林 资源等 缺点 。在江 苏海
2 . 船 体 阻 力 大 、 能耗 高
如 工艺可 靠 ,可防止渗 透 。而 钢 质渔 船 主船体 是通过 钢板焊 接 ,很难做 到 船 体 光 滑 。与 同 马 力 同尺 度 钢 质 渔 船 相 比 ,玻 璃 钢 渔船 航 速 可 提 高0 . 5
右 , 也增 加 矗 , 二氧化碳 的排放 。 3 . 维 修 时 问 长 、 成 本 高 因木 材的 腐烂 、蛆蚀 以及海 生物
璃 钢推 广受剑 严 重影响 ,被渔船 行业
称为 “ 三起 二 三 落 ” 。 近 十 年 来 , 玻 璃
钢渔船 在 山东、辽 宁和福 建等 又有 了
一
定 的 发 展 , 为 玻 璃 钢 渔 船 的 发 展 点
一
,
木 质渔船特点
木 质渔船 是以 木材 为主要结 构材
捕捞渔船 更新 改造 。虽然 至2 0 1 5 年 底江苏海洋渔 船 更新 改造基 本接 近尾 声 ,但其
他沿 海 各省 正根 据 自己的条件 制定 海洋 渔船 标 准船 型方 案 ,积 极推进 政 策的落 实 。随 着2 0 1 2 年 江苏 省政 府出台 江 苏省渔 业安全 生产管理办 法 实施 ,江苏 内 陆渔船 的更新 改造正逐 步开展 。选择 既符 合国家节能 减排政策 ,义适 应本地需求 的渔船 材质 ,是 更新改造 重要一环 。
玻璃钢渔船推广难的原因初探

质 和钢 质渔船 , 基本实 现 渔船玻璃 钢化 。由此 可见 , 作 为继 木 质 、 质渔 船 后 的第 三 代 渔船 , 钢 玻璃 钢渔 船 具有 强 劲 的发 展优 势 , 现 渔船 玻璃 钢 化 已是 国 实
际公 认 的必然 趋势 。
造缺陷, 于交付不久就全部报废。
第 二 次 是在 “ 五 ” 间。在农 业部 、 九 期 国家 建 材 局 和 国家科 委 的重 视下 , 次启 动 大型玻 璃 钢渔 船 再 的研 制 和产 业 化项 目。 开 发 的两类 渔 船 中 ,4m 在 2 金 枪 鱼 延 绳 钓 渔 船 基 本 成 功 ;3m拖 网 渔 船 则 因 3 “ 计 建 造 有严 重 缺 陷 ”下 水 后报 废 , 而 “ 五 ” 设 , 因 九
韩 国及我 国台湾地 区经过 l 的努力 , 5年 也淘 汰 了木
第一次是在 18 95年 , 由国家建 材局和农林 部
水 产局 联手 开发 。 首先 研发 的是 1. 68 m拖 网渔船 , 8
该船 的船型及船体结构设计都具有相当高 的水平 , 但 因承建 企 业 在建 造工 艺技 术上 不够 完善 , 户 使 用
有 以下几 个 :
东、 辽宁等地也相继 开发玻璃钢渔船 , 并取得了相 应 的业绩 , 因造价较高及渔业界对这一新材质渔 但
船 缺乏 认识 等原 因 , 能得到推广 。 国家建材部直 未 由 属 的秦 皇 岛 22厂生产 的两艘 拖 网渔 船最后 无偿送 5 给 了当地捕捞 公司 。第 一波玻 璃钢渔 船开 发潮未 取
1玻 璃 钢具 有 复合 材 料质 量现 场决 定 的特性 , )
T14205——93 玻璃纤维增强塑料养殖船

玻璃纤维增强塑料养殖船1 主题内容与适用范围本标准规定了玻璃纤维增强塑料(以下称玻璃钢)养殖船的产品型号、技术要求、检验规则等。
本标准适用于以玻璃纤维制品和不饱和聚酯树脂为主要原料,手糊成型,主要用于近海,也可用于江、河、湖等水域的养殖船。
2 引用标准GB 1446 纤维增强塑料性能试验方法总则GB 1449 玻璃纤维增强塑料弯曲性能试验方法GB 2576 玻璃纤维增强塑料中树脂不可溶分含量试验方法GB 2577 玻璃纤维增强塑料树脂含量试验方法GB[*]3067 玻璃钢划桨工作艇3 术语符号计算船长L船体纵中剖面上,满载水线与船壳板外表面的交点,在基线平面上投影之距离。
型宽B船体舯剖面上,两舷侧壳板外表面之间的最大距离(不包括护舷材)。
型深D船体舯剖面上龙骨与船壳板外表面的交点到舷顶上缘之间的垂直距离。
自重G除去摇橹、系索以外养殖船的质量。
4 产品型号4.1 型式和主要参数4.1.1 玻璃钢养殖船的型式见图1。
4.1.2 玻璃钢养殖船的主要参数见表1。
表1 玻璃钢养殖船的主要参数_______________________________________________________________________________.型号计算船长型宽型深船自重载重量或乘员数L B D G 载重量乘员数BYC4 4000 1400 550 250 1000 6BYC5 5000 1600 600 300 1500 8BYC6 6000 1800 650 350 2000 10_______________________________________________________________________________.2 型线和型值4.2.1 玻璃钢养殖船的型线见图2。
4.2.2 玻璃钢养殖船的型值见表2。
表2 玻璃钢养殖船型值表mm注:型线图按型值放样时,可作必要的修改。
4.2.3 供需双方协商一致时也可以保证主要参数的前提下选择其他型线和型值。
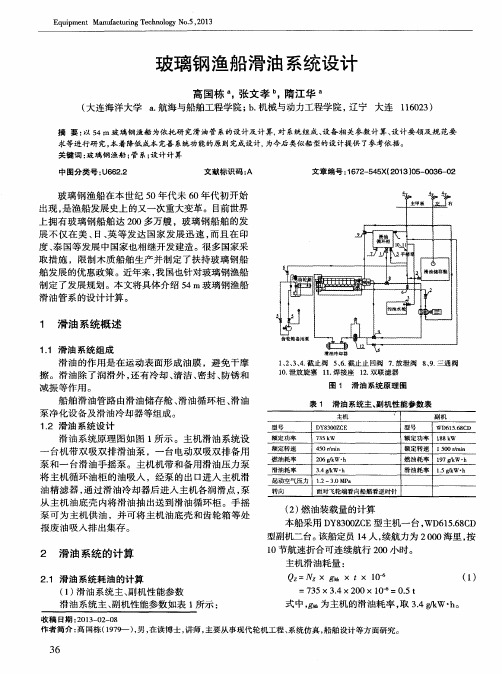
玻璃钢渔船滑油系统设计
1 滑 油 系统 概 述
1 . 1 滑油 系统 组成
滑 油 的作 用 是在 运 动表 面形 成 油膜 ,避免 干 摩 擦 。滑 油 除 了润 滑 外 , 还 有冷 却 、 清洁 、 密封、 防锈 和 减 振 等作 用 。 船 舶 滑 油管 路 由滑油 储 存舱 、 滑 油 循 环柜 、 滑油 泵 净化 设 备及 滑油 冷却 器 等组 成 。 1 . 2 滑 油 系统设 计 滑 油 系统 原 理 图如 图 1 所 示 。主 机 滑油 系 统设 台机 带 双 吸双 排 滑 油泵 ,一 台 电动双 吸 双排 备用 泵 和 一 台 滑 油手 摇 泵 。主 机机 带 和备 用 滑 油压 力泵
油 机 6—1 2次 / h , 中速柴 油 机 3 0~4 O次 / h , 高 速 柴油 机5 0 6 0次 / l l , 强 载高速 柴 油机 可达 9 0 1 0 0次 / h 。
式 中, : 为 副机 的滑 油耗 率 , 取 1 . 5 g / l 【 W. h 。 全 船滑 油耗 量 :
Q=Q z +Q ,
=
循环倍率越大滑油就越容易变质 , 使用周期就越短。
2 . 4 手摇 泵的选 型
( 3 )
滑油 系 统 的手 摇泵 的选 型选 用 C S 一 2 5型 的手摇
摘 要: 以5 4m玻 璃钢渔船 为依托研 究滑油管 系的设计及 计算, 对 系统组成 、 设备相 关参数 计算、 设 计要 领及规 范要 求等进行研 究 , 本着 降低成本 完善 系统功能的原 则完成设计, 为今后类似船型的设计提供 了参考依据。
关键词 : 玻 璃钢 渔船 ; 管 系; 设计计 算
副机
WD 6 1 5 . 6 8 C D
额 定功 率 1 8 8 k W
《材料与社会》 扫雷艇之父——玻璃钢

5.2 扫雷艇之父——玻璃钢扫雷艇,是搜索和排除水雷的舰艇,为了防止本身引爆磁感应水雷,扫雷艇一般都不能用钢壳,而是采用玻璃钢制造船体。
玻璃钢是以玻璃纤维为增强材料,以树脂作基体材料的一种复合材料。
玻璃钢具有许多优异的性能玻璃钢轻质高强,密度只有钢的1/4~1/5,比强度可以与高级合金钢相比。
玻璃钢具有良好的耐腐蚀性能,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
玻璃钢具有优良的介电性能,微波透过性良好。
玻璃钢因其具有许多优异的性能,在石油化工、汽车、船舶、飞机、建筑、体育用品等领域都有广泛应用。
玻璃钢在石油化工工业中的应用石油化工工业利用玻璃钢的特点,解决了许多工业生产中的关键问题,尤其是耐腐蚀和降低设备维修费等。
利用玻璃钢制备化工生产中的净化塔、冷却塔、耐腐蚀的储槽、管道、阀门、反应设备、管件等。
用玻璃钢制成的风机叶片代替金属叶片,不仅延长使用寿命,而且还大大降低了电耗量。
玻璃钢在建筑业中的应用建筑业使用玻璃钢,主要是代替钢筋、树木、水泥、砖等。
玻璃钢透明瓦可用于工厂采光,街道、植物园、温泉、商亭等的顶篷。
采用玻璃钢作为雕塑材料。
著名建筑学家梁思成先生说过:“艺术之始,雕塑为先”。
自从玻璃钢出现后,由于其具有成型方便、可设计性强、轻质高强以及成本低廉等诸多优点,很快被应用到雕塑艺术中了。
玻璃钢雕塑成为广场、商业网点、生活小区及游乐场所的标志物。
玻璃钢在造船业中的应用用玻璃钢可制造各种船舶,如游艇、碰碰船、交通艇、救生艇、帆船、渔船、扫雷艇等。
玻璃钢渔船在我国已广泛采用,与木船比较有以下优点:(1)玻璃钢渔船稳定性好,木船在六级风时就不能出海,玻璃钢渔船可经受八级风浪。
(2)玻璃钢渔船速度快(3)玻璃钢渔船维修简便、费用低,维修费只为木船的20%-30%。
(4)玻璃钢渔船使用寿命长,可达20年,为木船的2倍。
玻璃钢在铁路运输上的应用铁路车辆有许多部件可用玻璃钢制造,如机车的驾驶室、车门、车窗、行李架、车上的盥洗设备等。
玻璃钢渔船复合材料性能的试验研究

V O . NO. I9 3 Se , 2 p. 002
玻璃 钢渔船 复合材料 性能 的试验研 究
宋协法 , 高清廉 李学闵2刘 威2 , , ・
(. 1 青岛海洋大学 水产学院, 山东 青 岛 26 0 ; . 60 3 2 山东建筑材料工业学院, 山东 济南 2 02 ) 5 0 2
复 合 板 层 剪 切 强 度 按 照 G 3 5 —2采 用 短 梁 来 测 定 该 B 3 78 复 合 板 的层 间 剪 切 强 度 。 计 算 公 式 为 r P 5( h , 为 :3 / 4b ) 剪 切 强 度 ( a , 距 L 为 10mm。4组 试 样 的 破 坏 载 荷 . MP )跨 6 层 间 剪 切 强 度 如 表 3所 示 , 平 均 破 坏 载 荷 为 1 .3k 层 其 15 N.
mm 的 砂 石 和 少 量 铁 屑 混 合 而 成 的 混凝 土 , 4根 直 径 为 3 用 .
0mm 的 钢 筋 , 隔 10mm 用 直 径 为 5 0mm 的 铁 丝 扎 成 每 0 .
由 表 2可 见 , 合 板 的 破 坏 载 荷 平 均 值 为 7 9k 平 均 复 , N。 弯 曲 强 度 约 为 10MP , 1 生 植 物 纤 维 板 弯 曲 强 度 的 7 0 a是 年
包 覆 玻 璃 钢 的 混 凝 土 复 合 梁 进 行 性 能 试 验 , 定 其 破 坏 载 确 荷 、 曲强 度 、 伸 强 度 等 性 能 指 标 , 过 对 P C P C 、 弯 拉 通 E M、 A M
F P 3种材料试 验样板进 行 耐磨 试验 确定 其耐 磨耐 腐蚀 性 R
中 植 物 纤 维 复 合 板 可 应 用 于 玻 璃 钢 渔 船 的 上 层 建 筑 及船 甲板 ; R /混 凝 土 复 合 梁 可 以 应 用 于 玻 璃 钢 渔 船 龙 骨 和 肋 FP 国 骨 ; 混 杂 复 合 材 料 可应 用 于 玻 璃 钢 船 体 水 下 部 分 及 船 舷 和 缆 桩 等 摩 擦 损 失 较 严 重 的部 位 。 超
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃钢渔船船体
玻璃钢渔船开发的重点及构想是如何有效地取代木质渔船,期望在
性能与稳定方面、在经济与安全方面胜过木质渔船。玻璃钢具有密度
小、比强度大、易成型、表面光滑、吸水性小、导热系数低、耐海水
腐蚀、不被虫蛀、易于保养和维修等优点,用于建造渔船可减少船体
自重20%~30%,增加渔船装载量,减少阻力,增加航速,节
省燃料,提高经济效益,同时还有利于鱼品保鲜,易于批量生产,维
修费用是木质渔船的60%,寿命是木制渔船的3~4倍。另外玻璃钢渔
船的稳心和重心距离较远,复原力矩较大,稳定性好,在大风浪中航
行起伏性、复原性、安全性好。近代科技发展和中外经验证明,玻璃
钢渔船具备诸多木质渔船所没有的优点,尤其在排水量、速度、马力
耗损、成型性等各方面的性能,更非木质渔船所能比拟,因此玻璃钢
被公认为是较为理想的渔船建造材料.
成型工艺
由于玻璃钢渔船船体比较大,而且其形状和尺寸都是可以变化的,
所以它的成型工艺我们选用的是手糊成型工艺。
手糊成型是复合材料最早的一种成型方法,尽管这种成型方式比
较原始,而且在这个经济飞速发展的年代,新的成型工艺方法不断出
现。但是手糊成型工艺具有一些独特的、不可替代的特点。
首先手糊成型不受产品尺寸和形状的限制,适宜尺寸大、批量小、
形状复杂产品的生产,其次其易于满足产品设计要求,可以在产品不
同部位任意增补增强材料,而且制品树脂含量高,耐腐蚀性好。它的
这些优点恰恰满组了玻璃钢渔船船体生产的需要。
成型原材料
复合材料的原材料可以分为三类:树脂基体、增强材料、辅助材
料。
手糊成型工艺对树脂的选择原则有:1、能在室温下凝胶、固化,
固化时不产生小分子物质;2、对玻璃纤维有良好的浸润性,粘度在
0、2~0.5Pa·s,不能产生流胶现象;3、无毒或低毒;4、价格便宜。
根据这些原则.
玻璃钢渔船船体使用的材料有:
1、玻璃纤维短切毡、方格布、缝编毡、表面毡等,一般应用无碱玻
璃纤维。
2、聚酯树脂(中小渔船可用邻苯二甲聚酯,视耐水性和力学性能高
低可用间苯二甲聚酯或双份聚酯)、环氧树脂、乙烯基树脂、酚醛树
脂(耐火用途)。
3、木质或金属预埋件、夹心材料(泡沫材料、轻木、木材、蜂窝材
料)和各类添加剂(填料、颜色、固化、阻燃、增强)。
生产工艺
船壳
表面毡、树脂 短切毡、树脂 玻璃钢蜂窝、木材、轻
木 方格布、树脂 加强筋
甲板
表面毡、树脂 短切毡、树脂 玻璃钢蜂窝、木材、轻
木 船骨(木制、铁制)
船壳,甲板 装配成型 安装电机、浆舵 检验成品
注意事项
脱模荆的涂布
1、脱模剂不得对树脂固化有影响,不得污染制品表面。
2、脱模剂可选用液体脱模剂、蜡状脱模剂或二者合并使用。
3、涂脱模剂前,模具必须清理干净。
4、脱模剂的涂布应均匀,不得漏涂。
胶衣层的制作
1、胶衣树脂允许采用喷涂或刷涂。
2、胶衣层厚度应均匀,厚度控制在0.4 -0.6m m,
3、胶衣层如采用喷涂准许作一次或两次喷涂,如采用刷涂必须作二
次刷涂
4、喷涂过程必须连续,避免中途停倾。
船体克板的成型
1、必须在胶衣树脂凝聚后24h内再进行成型。
2、与胶衣树脂层接触的第一层增强材料应采用表面毡或不大于300
g/m,的短赫丝毡。
3、一次连续成型厚度不得超过7mm。
4、玻璃纤维必须浸透树脂,并赶尽气泡,不得有树脂堆积。
5、对连续纤维及其织物应保持纤维的连续性。
6、分次成型时,前次成型的树脂应采用无蜡树脂,最后一层玻璃纤
维制品建议采用短切毡,分次成型的时间间隔应不超过24 h,
7、成型时每铺好一层纤维增强材料后,必须涂上树脂,赶尽气泡,
然后再铺第二层纤维增强材料。
8、局部增厚区域,厚度应逐渐过渡,且每层过渡距离不小于25 mm.
固化、脱模
1 当制品的巴柯尔硬度(Barcol)值达到30以上时,才能脱膜。
2 船体、甲板和其他大型配件在脱膜后和组装期间,应有可靠的支撑
物支排,以免发生变形。