邯钢伊拉克MASS炼钢厂提高电炉炉龄的工艺实践
浅谈邯钢邯宝炼钢厂钢包湿法喷补工艺的应用
浅谈邯钢邯宝炼钢厂钢包湿法喷补工艺的应用文章以湿法喷注技术机理为根据,讨论了该类型喷注方法的技术改进和施工流程,根据钢包现状提出优化方案后选取相应的方案,从而获得较好的使用效果。
标签:湿法喷注;技术改进;施工流程邯钢邯宝炼钢厂钢包公称容量为250t,总数为26个。
钢包承受的钢种多而复杂,截止目前,已冶炼钢种有200多个,其中优钢比达90%,钢包内衬所承受的出钢温度波动在1640℃,出钢温度在1640℃以上的钢种占48.21%,如700梁钢出钢温度达1670℃,个别情况下甚至高达1710℃。
钢水在钢包内停留时间长,每包钢水均需经吹氩合金化处理,耗时15min左右,按50%钢水需经LF炉处理,耗时45min;还有95%钢水需经RH炉真空脱气处理,耗时45min不等。
铸机浇注时间为40min,从转炉出钢至连铸浇钢完毕钢水在钢包内停留时间平均在180min,最长停留时间(需RH炉处理)达240min。
对钢包的一个包役而言,其包底与渣线工作层均可以进行多次更换和维护,而包壁的更换意味着该钢包包役寿命的终结。
鉴于包壁工作层的寿命是制约钢包寿命的关键因素,对包壁采取修补维护措施,延长包壁工作层的寿命对提高钢包的寿命十分关键。
邯宝250吨钢包渣线正常使用寿命46~48炉,包底在70炉左右进行修补,包壁在90炉左右第二次换渣线时对包壁上部进行涂抹修补,115炉左右换透气砖时用高铝砖对包壁进行贴补维护,钢包总寿命在137炉左右。
采用高铝砖贴补包壁虽然具有施工简单,不需要专门设备的优点,但贴补高铝砖的使用效果较差,使用十多炉后,贴补的部分高铝砖陆续从包壁上剥离下来,而部分高铝砖在钢包整体下线时,仍然保持较多的残厚,且与包壁结合紧密。
由于贴补高铝砖部分剥落,部分保留下来,将保留下来的高铝砖从包壁上剥离也是很困难的,因此包壁采用高铝砖贴补维护办法,在一个包役内无法实施二次贴补施工,只能实施一次。
包壁贴补高铝砖这种修补维护方法,限制了邯宝钢包整体寿命的提高。
年产100万吨合格不锈钢铸坯的电炉炼钢厂工艺设计

西安建筑科技大学本科毕业设计(论文)任务书题目:年产100万吨合格不锈钢铸坯的电炉炼钢厂工艺设计院(系):冶金工程学院专业:冶金工程学生姓名:学号:指导教师(签名):主管院长(主任)(签名):时间:2012年 2 月28 日设计总说明本文设计了一个年产100万吨合格不锈钢的电弧炉炼钢车间,通过产品大纲的确定、电弧炉炼钢的物料平衡与热平衡计算、超高功率电弧炉的炉型设计、连铸设备选择、车间工艺设计及车间总体布置,确定了一座150吨超高功率电弧炉、一台AOD精练炉、一台连铸机为主要生产设备。
并根据国内外炼钢技术的发展趋势、钢铁产品的发展方向,选择了先进且有较大发展余地的短流程工艺:废钢→超高功率电弧炉→AOD炉精炼→连铸。
设计方案以技术新、效益高为原则,充分体现了先进、灵活、多功能的特点,具备可持续发展性。
关键词:超高功率电弧炉,AOD精炼炉,炼钢Design DescriptionIn this paper, we have designed a electric arc furnace workshop which can produce 1000,000 tons of qualified stainless steel a year.Through the ascertained of the products outline, eaf material balance, thermal equilibrium calculation, ultra-high power electric arc furnace’s type design ,the workshop process design and workshop layout, we finaly identified a 1000,000 tons of qualified stainless steel smelting plant with which a 150 tons of ultra-high power electric arc furnace, a chastening AOD furnace and a caster is as the main production equipment.And according to the domestic and foreign steelmaking technology trends, the development direction of the steel product,we finally selected the short flow process,scrap steel →ultra-high power e lectric arc furnace→AOD furnace refineing→continuous casting, which is advanced and has a bigger development room.The Design scheme based new technology and high efficienc as the principle, fully embodies the advanced, flexible, multi-function characteristic and has the characteristics of sustainable development. Key Words:ultra-high power electric arc furnace,AOD refineing furnace, Steelmaking目录绪论 (1)1电弧炉炼钢车间的设计方案[1][2] (4)1.1电炉车间生产能力计算 (4)1.1.1 电炉容量和台数的确定 (4)1.1.2 电炉车间生产技术指标 (4)1.2电炉车间设计方案 (5)1.2.1主要冶炼钢种及产品方案 (5)1.2.2电炉炼钢车间设计与建设的基础材料 (5)1.2.3电炉炼钢车间的组成 (6)1.2.4 电炉各车间的布置情况 (6)2 电弧炉炉型设计[3] (7)2.1电弧炉炉型设计 (7)2.1.1 电弧炉炉型 (7)2.1.2 熔池的形状和尺寸 (7)2.1.3 熔化室的尺寸 (8)2.1.4 炉衬厚度δ的确定 (9)2.1.5 炉壳及厚度δz的确定 (9)2.1.6 工作门和出钢口 (10)2.2偏心底出钢箱的设计 (10)2.3电弧炉变压器功率和电参数的确定 (11)2.3.1确定变压器的功率 (11)2.3.2电极直径的确定 (12)2.3.3电极心圆的尺寸 (12)2.4水冷挂渣炉壁设计 (12)3电弧炉炼钢物料平衡和热平衡 (16)3.1物料平衡计算 (16)3.1.1 熔化期的物料平衡 (16)3.1.2 氧化期的物料平衡 (22)3.2热平衡计算 (25) (25)3.2.1 计算热收入QS (26)3.2.2 计算热支出QZ4 电弧炉炼钢车间工艺布置 (29)4.1原料跨 (29)4.1.1 原料跨的跨度 (30)4.1.2 原料跨总长度确定 (30)4.1.3 原料跨高度确定 (30)4.2炉子跨整体布置 (30)4.2.1 炉子跨工作平台高度 (30)4.2.2 炉子的变压器室和控制室 (31)4.2.3 电弧炉出渣和炉渣处理 (31)4.2.4 炉子跨的长度、跨度、高度 (31)4.3精炼跨 (31)4.3.1 整体布置 (31)4.3.2 AOD精炼炉的工艺布置 (32)4.4连铸跨 (32)4.4.1 总体布置 (32)4.4.2 连铸机操作平台的高度、长度、宽度 (32)4.4.3 连铸机总高和本跨吊车轨面标高 (33)4.4.4 连铸机总长度 (33)4.4.5 连铸跨跨度 (34)4.5出坯跨 (34)4.6备注 (34)5 电弧炉炼钢车间工艺设计 (36)5.1废钢 (36)5.2辅助料 (36)5.2.1 对辅助料的要求 (36)5.2.2 供应方案 (37)5.2.3 配料 (37)5.2.4 装料和补料 (38)5.2.5 电弧炉冶金工艺[3] (39)5.2.6 精炼工艺[4] (40)5.2.7 连铸操作工艺 (41)6 车间主要设备的选择 (43)6.1电弧炉主要设备选择 (43)6.1.1 校核年产量 (43)6.1.2 电极 (43)6.2精炼炉设备选择 (44)6.3连铸设备选型[5] (45)6.3.1 钢包允许的最大浇注时间 (45)6.3.2 拉坯速度 (45)6.3.3 连铸机的流数 (46)6.3.4 弧型半径 (46)6.4连铸机的生产能力的确定 (47)6.4.1 连铸浇注周期的计算 (47)6.4.2 连铸机作业率 (47)6.4.3 连铸坯收得率 (48)6.4.4 连铸机生产能力的计算 (48)6.5中间包及其运载设备 (49)6.5.1 中间包的形状和构造 (49)6.5.2 中间包的主要工艺参数 (49)6.5.3 中间包运载装置 (49)6.6结晶器及其振动装置 (49)6.6.1 结晶器的性能要求及其结构要求 (49)6.6.2 结晶器主要参数选择 (50)6.6.3 结晶器的振动装置 (50)6.7二次冷却装置 (51)6.7.1 二次冷却装置的基本结构 (51)6.7.2 二次冷却水冷喷嘴的布置 (51)6.7.3 二次冷却水量的计算 (51)6.8拉矫装置及引锭装置 (51)6.8.1 拉矫装置 (51)6.8.2 引锭装置 (51)6.9铸坯切割装置 (51)6.10盛钢桶的选择 (51)6.11渣罐及渣罐车的选择 (53)6.11.1 车间所需的渣罐数量 (53)6.11.2 车间所需渣罐车数量 (53)6.12起重机的选择 (53)6.13其它辅助设备的选择 (54)7 车间人员编制及主要经济技术指标 (55)7.1技术经济指标 (55)7.1.1 产量指标 (55)7.1.2 质量指标 (55)7.1.3 作业效率指标 (55)7.1.4 连铸生产技术指标 (55)7.2车间人员编制 (55)参考文献 (58)致谢 (59)专题............................................... 错误!未定义书签。
邯钢三炼钢厂复吹转炉加配提温剂实践

邯钢三炼钢厂复吹转炉加配提温剂实践贺亚龙;关会远;樊文育【摘要】受冬季环保限产影响铁产量不足,邯钢要求增加入炉废钢量,降低铁水消耗,来达到增加钢产量的目的.并通过向转炉内加入焦炭提温剂,来补充热量不足带来的各种弊端,保证转炉正常运行.【期刊名称】《山西冶金》【年(卷),期】2019(042)001【总页数】3页(P109-110,133)【关键词】转炉;焦炭;热平衡;废钢比;铁耗【作者】贺亚龙;关会远;樊文育【作者单位】河钢集团邯钢公司三炼钢厂, 河北邯郸056015;河钢集团邯钢公司三炼钢厂, 河北邯郸056015;河钢集团邯钢公司三炼钢厂, 河北邯郸056015【正文语种】中文【中图分类】TF729.5受环保限产影响,(河钢集团邯钢公司全文简称邯钢)铁水产出受到限制,铁水产量降低40%左右,钢后系统增产受到关注。
增加废钢配吃,降低铁水消耗成为增钢的手段。
热平衡作为转炉炼钢的重要理论基础,它代表了炼钢过程中的热量来源和支出之间的平衡关系。
废钢比增加,造成炼钢过程中热量支出增多,铁水比降低,减少了热量来源。
于是转炉通过增加提温剂焦炭来弥补冶炼过程热量不足的现象1 生产现状邯钢三炼钢厂目前有顶底复吹转炉4座,受环保限产影响,转炉冶炼按照“四吹二”吹炼模式进行组织生产。
当前铁水供应方式主要按照“一罐到底”工艺执行,装入量保证在(126±2)t。
平均铁水温度在1 310℃左右。
铁水成分相对比较稳定(见表1)。
表1 铁水平均成分 %w(C) w(S i) w(M n) w(P) w(S)4.3 0.3 1 0.2 2 0.1 1 3 0.0 2 8当前转炉冶炼使用的散装材料主要是石灰、轻烧白云石、,烧结矿、焦炭,化学成分相对比较稳定。
成分见表2、表3、表4。
表2 石灰化学成分w(C a O)/%粒度/m m 8 7.3 2..8 8 2.2 2 <0.1 1 0<0.0 3 5<5 3 3 0 1 0~4 0 w(M g O)/%w(S i O 2)/%w(P)/%w(S)/%灼减(质量分数)/%活性度/m L表3 轻烧白云石化学成分?表4 焦炭成分 %固定碳挥发分灰分8 0~8 5 1~3 1 0~1 82 提温剂发热机理及用量2.1 焦炭提温剂增加热量的机理炼钢熔池反应是在氧化性气氛下进行的,加入焦炭后,焦炭与熔池中的氧气发生化学反应,产生热效应[1]。
邯宝2号高炉炉缸侧壁温度上升的治理实践
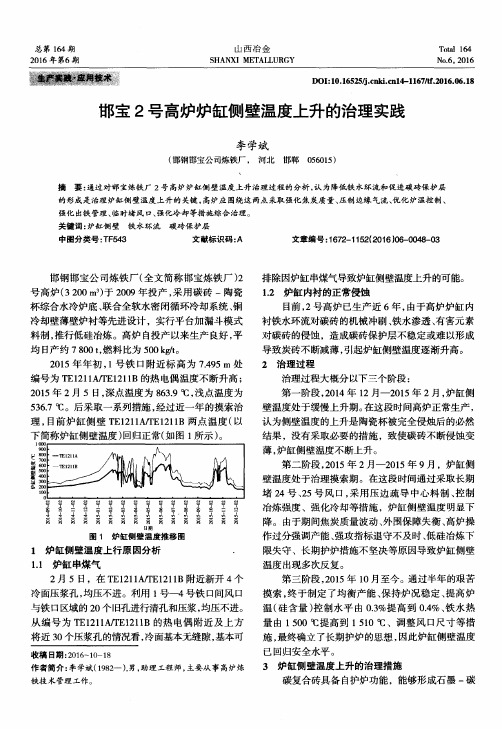
第二 阶段 , 2 0 1 5 年2 月一2 O l 5 年9 月 ,炉缸侧 壁温 度处 于治理 摸 索期 。在 这 段 时间通 过采 取 长期
堵2 4号 、 2 5号 风 口 , 采 用 压 边 疏 导 中心料 制 、 控 制 冶炼 强度 、强 化冷 却等 措施 ,炉缸侧 壁温 度 明显下
复合层 、 高铝渣层 、 石墨碳层多相体系 , 建立炉缸黏 滞层平衡体系。黏滞层体系的形成隔离 了铁水与碳 复合砖的直接接触 ,减缓并停止耐火材料的继续侵 蚀, 对炉缸碳复合砖起到 了持续有效的保护作用。 黏 滞层体系中最外层的石墨碳层与高炉铁水存在着溶
解 一 析 出一 吸 附—溶 解 的动态 平衡 。 铁 水环 流增 强 ,
排除因炉缸 串煤气导致炉缸侧壁温度上升的可能。
1 . 2 炉缸 内衬的正常侵蚀
目前 , 2 号高炉已生产近 6年, 由于高炉炉缸 内 衬铁水环流对碳砖的机械冲刷、 铁水渗透 、 有害元素 对碳砖的侵蚀 ,造成碳砖保护层不稳定或难以形成 导致炭砖不断减薄 , 引起炉缸侧壁温度逐渐升高。 2 治 理过 程
表 1 2号高炉 2 0 1 5年主要技术指标
月 份 w[ S i ] % 铁 水 温 度 产 量 , , ℃ ( t ・ d 一 1 ) 焦比/ ( k g ・ t - ‘ ) 煤 比/ ( k g ・ t )
治理 过程大 概分 以下 三个 阶段 : 第 一 阶段 , 2 0 1 4年 1 2月一 2 0 l 5年 2月 , 炉 缸侧 壁温度 处 于缓慢 上 升期 。 在这 段 时间高 炉正 常生 产 ,
杯综合水冷炉底 、 联合全软水密闭循环冷却系统 、 铜 冷却壁薄壁炉衬等先进设计 ,实行平 台加漏斗模式
邯钢2250mm热轧厂提高成材率的研究与应用
281管理及其他M anagement and other邯钢2250mm 热轧厂提高成材率的研究与应用蔡守丹(河钢邯钢邯宝公司热轧厂,河北 邯郸 056000)摘 要:钢铁企业轧钢工序提高成材率是提高经济效益的重要手段之一。
针对邯钢2250mm 热轧生产线,影响成材率的主要因素有炉生氧化烧损、中间坯切头切尾两部分构成。
为了在现有成材率的基础上能够有效提高成材率,重点从降低加热炉氧化烧损和减少中间坯切头切尾率两方面内容,进行分析研究,成材率得到了有效提高,创造了可观的经济效益。
关键词:氧化烧损在炉时间切损量成材率中图分类号:TG333.17 文献标识码:A 文章编号:11-5004(2020)24-0281-2 收稿日期:2020-12作者简介:蔡守丹,男,生于1983年,汉族,山东济宁人,本科,工程师,研究方向:板坯热轧生产。
轧钢工序提高成材率是提高经济效益的重要手段之一。
针对邯钢2250mm 热轧生产线,年产量在480万吨,成材率提高后,可以创造可观的经济效益,也是降低生产成本的有效途径。
对标先进生产线,2250mm 热轧生产线,成材率仍有提高的空间。
根据成材率计算公式:成材率=合格品/(投料重量+轧废)*100%,但轧废占比较小,18年轧废只有155.63吨,主要影响金属损失的影响因素是炉生氧化烧损和中间坯的头尾切损量。
通过研究和现场实际应用,对比2018年度,2019年度成材率指标逐步提高,年成材率有97.54%提高到97.97%,平均提高0.43%,全年回收合格产品20258.26吨[1]。
1 降低氧化烧损的技术方案与实施降低氧化烧损,主要解决板坯在炉时间长,加热制度分配,炉内气氛调整,优化板坯出炉温度,炉生氧化铁皮厚度测量分析。
通过分析板坯在炉时间与氧化铁皮厚度对应关系,在炉时间和成材率的对应关系,寻找出合理的在炉时间控制范围,开发出一种步进式加热炉精确控制板坯在炉时间的方法,实现板坯在炉时间可控性,降低氧化烧损。
70t电弧炉应用热压块HBI冶炼的工艺实践

3 ・ 21 6 00年 1 O月
第3 l卷第 5期
特殊钢
S E I T L P C AL S EE
V0 - 1 No 5 l3 . . O tb r 2 1 co e 0 0
7 0t电弧 炉应 用 热压 块 HB 冶 炼 的 工艺 实践 I
秦 军
( 钢集 团新疆八一钢铁股份公司第 二炼 钢厂 , 宝 乌鲁木齐 80 2 ) 3 02
k / , 以炉 料 为 全 废 钢 时 不 宜 配加 热 压 块 , Wh t所 当加 入 3 % 铁 水 和 加 入 1 % 热 压 块 时 可 以 达 到 冶炼 过程 最 优 化 。 0 0 关键 词 7 电 弧 炉 0t 热 压块 电耗 冶 金 质 量
Pr c ie f r S e l a i g Pr c s f a 7 c f r a e b a tc o t em k n o e s o 0 t Ar u n c y
摘
要 7 电弧炉 的炉料装入量为 8 8 , 中热直接还原铁热压块 H I 1. 0t O一 lf 其 B 为 4 6—1. , 52t铁水 2 2 , 3~ 7t
其出钢量 7 7 , 7~ 8t电耗 3 6 34k / , 1 2 wh t氧耗 2 . 3 . t冶炼周期 4 9 7— 30m / , 8—5 i。生产 实践表 明 , 4m n 热压 块是 优质废钢的替代 品 , 可促进电弧炉脱磷和脱碳反应 , 降低氧耗 13~32m / , . . t但每增加 1 %热压块则增加 电耗 3 5 .
1 . ~1 . n o tl 2 —2 .i a pn i ud a u ti 7 —7 . ee t c p we o s mp in 3 6 — 3 4 46 5 2 ta d h tmea 3 7 t t tp i g l i mo n s 7 s q 8 t l cr o r c n u t 1 i o 2
电炉冶炼工艺
钢 380kWh/t(60%) 废气 140kWh/t(22%) 损失 10kWh/t(2%) 冷却 50kWh/t(8%) 渣 50kWh/t(8%)
现代电炉总能量平衡(装铁水)
电炉冶炼工艺
3.1 供 电
年代 功率级别 -400kVA/t 60年 代 -400kVA/t
二次冶金 水冷炉壁
DRI
低电压 大电流 更短弧
80年 代 -700kVA/t
UHP2-EAF LF CC R 70MVA/50万 吨 /扁 平 材 ,管 材
LF/EBT
泡沫渣
高电压 小电流
长弧
90年 代 >800kVA/t
UHP3-EAF LF CCCR 100MVA/100万 吨 /纯 净 钢 ,热 带
电炉冶炼工艺
4 电炉炼钢的原料
传统的电弧炉炼钢是全废钢工艺以冷废钢为主, 配加10%左右的生铁块;
现代电弧炉炼钢使用的其它原料还有:除冷生铁 外,直接还原铁(DRI,HBI)、热铁水、碳化铁 等;
电弧炉炼钢的原料构成对其工艺、装备、指标等 有决定性影响;
不同原料结构下的生产过程是不可比的。或者说 只有原料结构相当的情况下才是可比较的。
电气设备
变压器 电抗器 短网 隔离开关及高压断路器 电极升降自动调节装置
电炉冶炼工艺
3 电炉炼钢的能量来源
电能 化学能。包括炉料带来的 物理热及氧化带来的化学热、 外来输入的燃料。
电炉冶炼工艺
传统电炉总能量平衡
总能量 630kWh/t=100%
电炉冶炼工艺
电能 410 kWh/t(65%)
烧嘴 40kWh/t(6%)
电炉冶炼工艺
5.2装料(配料)
邯宝炼铁厂1号高炉在原燃料条件变差时的操作实践_于浩平_王拓_王永恒
邯宝炼铁厂1号高炉(3200m3)于2008年4月18日点火开炉,开炉后通过不断加强对原燃料的管理,制定合适的造渣制度、热制度和上下部调剂制度,保持合理的操作炉型,并采取一系列强化冶炼措施,使高炉长期稳定顺行且各项指标居于国内前列,特别是燃料比始终保持在500kg/t以下。
2012年以来,受钢材市场不景气的影响高炉原燃料质量大幅度下降,入炉品位不断降低、焦炭质量下降较多,造成高炉炉况波动频繁。
面对种种不利条件,不断总结不同原料条件下大型高炉的冶炼特点,通过加强对原燃料管理,改善上下部操作、加强炉外出铁、改进设备性能等措施的实施,在保持低燃耗的情况下保证了炉况的稳定顺行并取得了较好的经济技术指标,如表1所示。
1加强原燃料管理原燃料管理工作是高炉实现长周期稳定顺行,提升技术经济指标的基础。
对大型高炉而言,原燃料的物理化学性能要求更高更稳定,但受市场不景气以及上游原料价格上升的影响,邯钢面临的成本压力空前加大。
为了降低生产成本,不得不降低高品位矿种比例,多采购一些低价、低品位原料,造成原燃料质量大幅下降,烧结矿品位(全铁的质量分数)由2011年的57.35%下降到2012年的56.31%左右,焦炭中冷、热性能均有明显下降,同时为降低成本,在炉料配比方面大幅增加生矿配比,生矿比例由2011年的10.12%上升到15.51%,2011年到2012年原燃料变化如表2所示。
邯宝炼铁厂1号高炉在原燃料条件变差时的操作实践于浩平,王拓,王永恒(河北钢铁集团邯宝炼铁厂,河北邯郸056015)摘要:对邯宝1号高炉在原燃料条件变差情况下的操作经验进行了总结。
通过加强原燃料管理、强化上下部调剂、强化炉前出铁、推行标准化操作、加强设备点检等措施,实现了高炉长期稳定顺行,取得了较好的技术经济指标。
关键词:高炉原燃料上下部调剂中图分类号:TF321.3文献标识码:B文章编号:1672-1152(2014)02-0067-03收稿日期:2013-09-24第一作者简介:于浩平(1985-),男,邯宝炼铁厂1号高炉高炉工长助理工程师。
炉外精炼课件
合金的喂入与喷粉 工艺示意图
加热
钢液在进行炉外精炼时,有热量损失,会造成温度下降。若炉外精炼方法 具有加热升温功能,可避免高温出钢和保证钢液正常浇铸,增加炉外精炼 工艺的灵活性,在精炼剂用量,钢液处理最终温度和处理时间均可自由选 择,以获得最佳的精炼效果。
常用的加热方法有电加热和化学加热。
采用专门的真空装置,将钢液置于真空环境中精炼,可以降低钢 中气体、碳及氧含量。
三.添加精炼剂
炉外精炼中金属液的精炼剂一类为以钙的化合物 (CaO或CaC2)为基的粉剂或合成渣,另一类为合金 元素如Ca、Mg、Al、Si及稀土元素等。
将这些精炼剂加入钢液中,可起到脱硫、脱氧、去除 夹杂物、夹杂物变性处理以及合金成分调整的作用。
电加热是将电能转变成热能来加热钢液的。这种加热方式主要有电弧加热 和感应加热。
化学加热是利用放热反应产生的化学热来加热钢液的。常用的方法有硅热 法、铝热法和CO二次燃烧法。化学加热需吹入氧气,与硅、铝、CO反应, 才能产生热量。
钢包加热系统工艺示意图
1 炉外精炼概述
过滤:随着技术的进步出现的一种新的精炼手段,如利用 陶瓷过滤器将中间包内钢液中的氧化物夹杂等过滤掉。
○ EAF(EBT)(或BOF)—LF炉—RH—连铸
4. 不锈钢:EAF或BOF—VOD—(LF炉)—连铸
○ EAF或BOF—AOD—(LF炉)—连铸 ○ EAF或BOF—AOD —VOD—(LF炉)—连铸
常用的炉外精炼方法
2 真空处理的作用
钢液的真空处理的作用 钢液真空处理的目的是去除钢液内的气体和氧、夹杂物,是提高钢水质量
1 炉外精炼概述
一.3炉外处理的基本手段
炉外精炼的手段包括:搅拌、真空、添加精炼剂、 加热(调温)以及过滤。通过这几种精炼手段的 不同组合,为完成某种精炼任务创造最佳热力学 和动力学条件,构成功能不同的炉外精炼设备。
钢铁行业高效炼钢技术的研究与开发
钢铁行业高效炼钢技术的研究与开发随着工业化的快速发展,钢铁行业作为经济的支柱之一,一直扮演着非常重要的角色。
然而,制约钢铁行业发展的最大难题之一就是高能耗、高排放、低效率等问题,这些问题直接影响了钢铁企业的经济效益和生产效率。
在此背景之下,高效炼钢技术的研究与开发变得越来越重要。
本文将介绍目前国内外高效炼钢技术的研究现状、存在的挑战以及未来的发展趋势。
一、高效炼钢技术研究现状1.1 高炉炼钢技术高炉炼钢技术一直是钢铁行业主要的生产技术之一,该技术主要通过铁矿石还原、烧结、冶炼等工艺,来实现钢铁的生产。
在实际生产过程中,高炉炼钢技术具有成本低、技术成熟、适应性强等优点。
但是,由于高炉炼钢技术存在着能源消耗高、环境污染大、产品品质低等缺点,因此炼钢企业一直在不断地研究新的高效炼钢技术。
1.2 包气埋弧炼钢技术包气埋弧炼钢技术,常见的简称为LF工艺,是近年来被广泛采用的一种高效炼钢技术。
它主要通过加热和溶解钢锭来改善钢铁品质。
同其他的炼钢工艺相比,LF工艺不仅能够保持钢水成分均一,提高产品质量,还能够减少钢水中的气体、夹杂物和非金属夹杂物的含量,可以降低未来产品的质量问题,以提高企业的经济效益。
1.3 真空处理炼钢技术真空处理炼钢技术是一种在高温状态下通过抽真空等特殊工艺,使钢水内部产生“除氧”和“脱硫”,以达到提高钢铁品质的效果。
该技术可避免因状态不良或二次污染而导致的杂质和气体含量上升,并大大降低了硫、铝、氮、氢等成分的含量。
因此,真空处理炼钢技术也是目前最为流行的高效炼钢技术之一。
二、高效炼钢技术的挑战2.1 能源消耗钢铁行业的能源消耗一直是制约行业发展的关键因素,高效炼钢技术的研究和开发需要克服当前国家能源消耗极高的情况。
因此,如何降低能源消耗成为高效炼钢技术开发难题。
2.2 技术成熟度高效炼钢技术相对于传统钢铁生产技术而言,技术较为高端,需要大量研发投入。
在炼钢生产过程的设计与开发中,需要科学地把掉较多细节问题,从而实现工艺流程统一标准化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2019年第4
期一、前言
伊拉克境内的Mass 钢厂是由意大利DANIELI 公司整
体设计,土耳其GEMONT 公司负责设备安装,河北钢铁邯钢公司负责后期的生产组织和设备维护。
伊拉克MASS 炼钢厂120吨电弧炉于2014年12月建成投产,前期采用的是全废钢冶炼。
电炉炉龄是电炉炼钢生产的主要技术经济指标之一,是电炉工艺操作水平最直观的体现。
由于MASS 钢厂废钢加工条件差,只是对废钢进行简单切割,并未分类,而是掺杂在一起,废钢成分波动大;并且
MASS 钢厂因为电力供应问题不能连续生产,每天冶炼10炉
钢停炉。
上述问题客观存在,并且短期内得不到解决,使得电
炉渣线砖在250炉左右时已吃尽,后期渣线靠喷补料维持。
由于伊拉克本土工业基础较薄弱,生产所需耐材全部是从国
外进口,耐材成本高,这使得提高电炉炉龄尤为迫切。
MASS 炼钢厂这座120吨超高功率配置较为先进,配有5支集束氧枪,3支烧嘴,3支喷碳枪,炉盖分大小炉盖,大炉
盖采用全水冷设计,小炉盖外圈设计有水冷管道包裹。
电炉上炉壳由12个水冷块组成,属水冷炉壁。
电炉下炉壳炉壁由镁碳砖砌筑,炉坡和炉底永久层采用耐火砖砌筑,工作层由耐火料打结。
投产前期,为了提高炉龄,对这一区域渣线砖采用过挖补,炉役后期基本每炉次间都进行喷补,使炉龄能坚持到300炉左右。
后期在提高炉龄攻关中,针对此电炉设计特点,主要
通过采用优化渣线砖砌筑工艺、强化泡沫渣操作、优化终点温度及终点碳控制以及碳氧枪的投用优化等措施,在12小时生产,12小时停产的生产模式下,目前炉龄已基本稳定在了450炉左右,攻关措施采取后,最高炉龄已一次性达到了
479炉。
二、电炉炉衬侵蚀机理
电炉下炉壳工作层耐材由熔池渣线镁碳砖、炉底捣打
料、偏心区出钢口砖三大部分组成。
炉龄主要由渣线镁碳砖
残余长度所决定。
1.渣线镁碳砖侵蚀机理。
(1)物理作用。
加废钢、熔池受氧气超音速射流作用产生
的剧烈反应、快速波动等操作都会对耐材产生强烈的冲击、磨损、冲刷,钢液高温使耐材受热膨胀、剥落,每炉的第一、二次料化完后,炉内钢液面较低,泡沫渣状态不良,埋弧不好时弧光对炉壁的高温辐射。
(2)化学作用。
电炉吹炼在一个强氧化性气氛中进行,高温氧化会脱除砖中部分碳,致使砖体工作面显微结构松动脆化,在烟气、钢液冲刷下剥落而被蚀损。
镁碳砖首先受炉渣中FeO 、供入的O 2、炉气中的CO 等氧化物氧化,使镁碳砖表面形成了12mm 厚的脱碳层而蚀损,同时,砖中碳被氧化后形成孔隙,熔渣从孔隙或裂纹处渗
邯钢伊拉克M ASS 炼钢厂提高电炉炉龄的工艺实践
朱开军
梅元槟
摘要:本文介绍了邯钢伊拉克MASS 钢厂在提高电炉炉龄过程中的探索和实践,对喷碳、拉碳以及炉衬砌筑等进行了分析
和探讨。
针对MASS 钢厂现状采取相关措施后,炉龄不断提高,取得了很好的经济效益和社会效益。
关键词:电炉炉龄;工艺实践
中图分类号:TF748
文献标识码:B
作者单位:伊拉克MASS 钢厂邯钢项目部
出钢方式出钢角度排渣角度总容积出钢量留钢量炉壳直径炉壳外径料篮尺寸
电极环(极心圆)直径
电极直径电极快速提升速度电极慢速提升速度
炉盖抬速炉盖旋速横臂行程供电方式变压器炉底耐材厚度炉壁耐材厚度
4支炉壁集束氧枪1支E BT 集束氧枪3支炉壁烧嘴3支炉壁喷碳枪
E BT
20°-15°131m 3120t
20~40吨(全废钢:20t ,全D RI :40t )
6500mm
6600mm 110m 31350mm
660mm 350mm/s 200mm/s 7.3s 18s 5.5m
交流
130+20%MVA
652mm 476mm O2=4×2200Nm 3/h O 2=1×2200Nm 3/h
天然气=3×2200Nm 3/h
C =3×(15-45)kg/m in
表1
EAF (Electricarc furnace)的主要工艺设计参数
技术创新
161
2019年第4期
炉龄
喷补料消耗
热补料消耗
冶炼周期
出钢口寿命
钢包寿命
采取措施前
250炉
1.121kg/ton
1.401kg/ton
69.89分钟
87炉
34炉
采取措施后
450炉
0.714kg/ton
1.112kg/ton
63.39分钟
121炉
51炉
入,与Mg O反应生成(CaO·Mg O·SiO2)、(3CaO·Mg O·2SiO2)
等低熔点固溶体,加速了炉衬的熔损。
因此,炉渣中FeO是渣线镁碳砖侵蚀的主要原因。
2.炉底捣打料。
电炉炉底捣打料经烧结成形后形成一个
致密的整体,一直处于废钢冲击、钢水冲刷、高温钢液(渣)浸
泡的恶劣条件下,因此要求捣打料具有良好的抗氧化、抗冲
刷、抗热震性。
三、目前现状
由于MASS方原因,所有废钢混杂在一起,无法合理布
料;由于电力供应问题,每天只能冶炼10炉,无法连续生产。
这些问题严重损害炉衬耐材使用寿命。
四、提高炉龄工艺措施
主要采取了如下措施来提高电炉炉龄:
1.在砌筑下炉壳时,在渣线上增铺一层旧渣线砖,以减
缓氧枪环氧对渣线的侵蚀,减少炉役后期渣线砖和熔池砖的
差距。
2.拉碳操作,降低钢水氧化性,减少FeO对耐材的侵蚀。
目前主要冶炼美标螺纹钢,电炉要求尽量高拉碳,并且拉碳
率达到了65%以上。
结合现场生产钢种情况,通过后期保终
点碳操作模式,既能防止钢水过氧化现象而导致脱氧合金的
消耗,降低合金成本,同时也能有效地减少对炉衬的侵蚀,对
提高炉龄能起到较明显的效果。
3.泡沫渣操作。
为了更好地保护炉衬,在冶炼每一篮料
熔化过程中,需要保证较好的泡沫渣状态。
在操作上主要是
通过造渣全部加入炉内后,采用降低供氧强度和同时采用点
吹喷碳枪的方式迅速达到较良好的泡沫渣状态。
通过炉门口
溢出少量炉渣后,观察炉渣的状态,并在炉渣达到良好泡沫
渣状态后,组织装入下一篮废钢。
4.造渣护炉。
在冶炼过程中,使用喷碳枪,并且分批向炉
内中加入轻烧白云石(主要含Mg O)和石灰,造出高碱度低氧
化铁的电炉渣。
这一方法也基本上充分利用了DANIELI设
计的较为先进的喷碳枪的功能,能快速形成一定高度的泡沫
渣,随着泡沫渣高度的缓慢降低,具有足够黏度的渣液也能
够充分地挂在炉壁上,形成一层炉衬的保护层,从而达到提
高炉龄的目的。
5.严格控制温度。
根据DANIELI提供的资料,出钢温度
要求在1640℃以下。
同时我们认为温度控制主要分为两方
面,一方面是通常比较看重的出钢温度;另一方面就是控制
过程温度。
由于整个冶炼周期里基本有75%的时间是处在熔
化期,把熔化期温度控制好,同样也对炉衬保护能起到至关
重要的保护作用。
根据每篮料型、料重,及时调整过程供量,
通过实践,在全废无预热冶炼模式下,将熔化期每篮料供电
量控制在0.3~0.32MVA/吨,在全熔后的第一个温度基本能控
制在1560~1580℃,从而较好地避免了过程高温侵蚀炉衬。
五、各种耐材消耗直接分析
由于商业保密等各种因素,无法得到MASS公司的内部
具体耐材价格,无法进行直接经济分析。
现只对各种耐材消
耗及主要指标进行分析,具体如表2所示:
在采取措施后,由于减少冶炼过程中喷补时间,直接降
低了电炉冶炼周期,进而加快生产节奏,减少钢水在钢包中
的浸泡时间,以及拉碳操作降低了钢水氧化性,在提高炉龄
的同时,还使得钢包寿命得到提高。
从目前生产实践来看,以
上措施效果显著。
六、总结
1.增砌一层渣线砖,能较有效地防止上下炉壳间缝间的
钻渣现象,同时能对原渣线第一层砖起到较好的防护作用。
2.在冶炼过程控制中,在向炉内添加造渣时,通过分批
向炉内加入石灰和轻烧白云石进行造渣护炉,在每炉的第
一、三次料分别配100~200kg碳块,同时在每篮料熔化结束
后,采用点喷20秒左右的碳粉枪,既可以保证冶炼全程炉渣
的泡沫化,也可有效地降低渣中氧化铁含量。
3.针对当地废钢泥土夹带量较大这一特点,根据渣况适
当提高石灰用量,确保冶炼过程中保持高碱度、高黏度的炉
渣,可实现在炉壁上挂渣护炉的作用。
4.冶炼采用拉碳操作,能有效降低钢渣的氧化性,并通
过提高炉渣的黏度,能有效保护渣线炉衬。
5.冶炼过程温度控制在1560℃以下,终点温度控制在
1640℃以内,对炉衬的保护效果较好。
参考文献:
[1]董中奇,时彦林.电弧炉炼钢工[M].北京:化学工业出
版社,2012.
[2]陈家祥.钢铁冶金学[M].北京:冶金工业出版社,1990.
[3]胡世平,等.短流程炼钢用耐火材料[M].北京:冶金工
业出版社,2000.
技术创新
表2耐材消耗及主要指标162。