某车型控制臂断裂分析
某电动轻卡转向节臂断裂失效分析及优化
310.16638/ki.1671-7988.2019.13.001某电动轻卡转向节臂断裂失效分析及优化朱金宝1,宋小伟1,肖聪1,王涛1,范学群2(1.东风汽车股份有限公司,湖北 武汉 430057;2.航天重型工程装备有限公司,湖北 孝感 432000) 摘 要:文章就某电动轻卡转向节臂出现断裂问题,通过材质、力学性能检测及CAE 结构强度分析,得出断裂主要原因在于节臂转弯处薄弱,发生疲劳断裂;对薄弱处进行加强优化,表面进行喷丸强化处理,疲劳寿命得到极大提升。
经过疲劳试验及可靠性路试验证,优化措施切实有效。
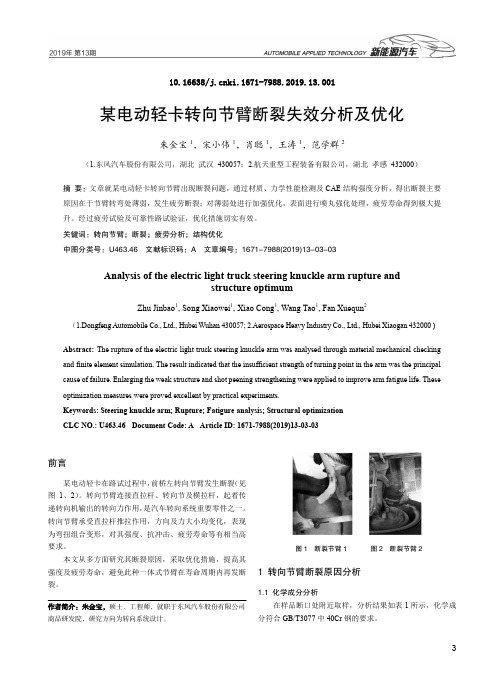
关键词:转向节臂;断裂;疲劳分析;结构优化中图分类号:U463.46 文献标识码:A 文章编号:1671-7988(2019)13-03-03Analysis of the electric light truck steering knuckle arm rupture andstructure optimumZhu Jinbao 1, Song Xiaowei 1, Xiao Cong 1, Wang Tao 1, Fan Xuequn 2(1.Dongfeng Automobile Co., Ltd., Hubei Wuhan 430057; 2.Aerospace Heavy Industry Co., Ltd., Hubei Xiaogan 432000 ) Abstract: The rupture of the electric light truck steering knuckle arm was analysed through material mechanical checking and finite element simulation. The result indicated that the insufficient strength of turning point in the arm was the principal cause of failure. Enlarging the weak structure and shot peening strengthening were applied to improve arm fatigue life. These optimization measures were proved excellent by practical experiments.Keywords: Steering knuckle arm; Rupture; Fatigure analysis; Structural optimization CLC NO.: U463.46 Document Code: A Article ID: 1671-7988(2019)13-03-03前言某电动轻卡在路试过程中,前桥左转向节臂发生断裂(见图1、2)。
某型汽车转向节臂断裂原因分析

机 械 设 计 与 制 造
— —
第 6期 20 0 7年 6月
1 6- 2
Ma h ne y De i n c i r sg
&
Ma u a t r n fcu e
文章编号 :0 1 3 9 (0 70 — 16 0 10 — 9 72 0 )6 0 2 — 2
W ANG n q a g , ANG o pn I u Ya - in W Ru - ig ,L N J n
Байду номын сангаас
(A t t e c ol fins nvr t, h ni g 10 3 C ia uo i ho o J guU i s y Z e j n 2 1 , hn ) mo v S a ei a 2 ( h qa m ay f aj g uo oi ru , aj g 1 0 8 C ia e io o p n N ni tm t eG o p N ni 0 2 , hn ) C c o na v n2
ift u u tr. memesrssc nagn u c l a d ip oig aem c iigq ai ee s ai erpue o aue u ha e lrigk n ken rvn f c a hnn u t w r g s s m ly m d oip oete ai es egh o erp uesc o A t t a to n ers l n ia d a et m r h t g t n t t u tr et n. e s oka d t eut idc e v f u r f h i sW h s t ta te aiu t n ho te u tr et nW p oe ral h t e r g h p uesci a i rv dge y t h f g s et f r o s m t .
某汽车换档摇臂断裂失效分析

某汽车换档摇臂断裂失效分析厉晓航【摘要】By means of macroscopic inspection,chemical composition analysis,metallographic examination, hardness test,scanning electron microscope analysis and energy spectrum analysis,the fracture reasons of an automobile lever in transmission were analyzed.The results show that the fracture of the lever was caused by too much stamping force from stamping process which would result in micro cracks around the stamping hole.When shifting the gear in transmission,the lever would be forced and the micro cracks would propagate,which finally induced fracture of the lever.%通过宏观分析、化学成分分析、金相检验、硬度测试、扫描电镜观察以及能谱分析等手段,对某汽车变速箱上的换档摇臂断裂原因进行了失效分析.结果表明:摇臂断裂是由于铆接时过大的冲压力导致摇臂铆接内孔四周产生微裂纹;当变速箱换档时摇臂受到外力作用,微裂纹扩展并引发最终断裂失效.【期刊名称】《理化检验-物理分册》【年(卷),期】2016(052)002【总页数】4页(P133-135,138)【关键词】摇臂;断裂;冲压力;铆接;微裂纹;失效分析【作者】厉晓航【作者单位】杭州依维柯汽车传动有限公司,杭州 311231【正文语种】中文【中图分类】TG386.1;TG115换档摇臂是汽车变速箱中的重要零件,主要起到换档的作用.某型号轿车在行驶停车时发现驻车档位无法挂档,经拆解检查后发现其内的换档摇臂发生断裂.该摇臂为国外进口零件,其制造工艺如下:原材料→冲压→渗碳淬火→检验→清洗→压入铆接[1]→激光打标→检验→清洗→成品检验→包装→入库等.图纸要求该摇臂材料为16MnCr5钢,渗碳层深度为0.3~0.5 mm,表面硬度不小于75 HR30N.笔者通过对断裂摇臂进行检验和分析,查明了其断裂原因.1.1 宏观分析图1中左边为正常未断裂摇臂的宏观形貌,右边为断裂摇臂的宏观形貌.断裂发生在板和轴套的铆接处,断口宏观形貌见图2.整个断面可分为两部分,分别从图2中A,B 两处开始,其中A处断面有磨损,晶面呈无光泽的暗灰色;B处断面新鲜,晶粒完整呈有光泽的金属色.整个断面未见明显的冶金缺陷及腐蚀产物.对比断裂摇臂和正常未断裂摇臂铆接外圆,发现断裂摇臂铆接处的轴套外圆比正常零件的偏大、偏薄,如图3所示.肉眼观察拆解后的摇臂铆接处,发现有多处疑似裂纹,如图4所示.然后将该试样在放大50倍光学显微镜下观察,发现明显的多处裂纹存在于铆接内孔周围[2],见图5,裂纹有着同样的特征,均垂直于内孔表面,头部刚直,尾部尖细.1.2 化学成分分析图纸要求该摇臂材料为16MnCr5钢.通过火花直读光谱仪对断裂件进行化学成分分析,结果见表1.从表1中数据可以判定,断裂摇臂材料化学成分符合DIN 17210-1986 Case Hardning Steels技术要求.1.3 金相检验和硬度测试摇臂进行了渗碳淬火热处理,图纸要求渗碳层深度为0.3~0.5 mm,实测值为0.483 mm;表面硬度不低于75 HR30N,实测值为76 HR30N[3],均满足图纸技术要求.摇臂表层显微组织为针状马氏体,心部为板条马氏体,为正常的渗碳淬火热处理组织[4],见图6和图7.断口周围显微组织和铆接内孔微裂纹附近显微组织分别见图8和图9,可见裂纹周围为正常的针状马氏体组织,裂纹两侧无氧化和脱碳现象.再者该批零件热处理后经100%探伤检验,未发现裂纹,说明裂纹产生于热处理后[5].1.4 断口分析使用日立S3700扫描电镜对断口微观形貌进行观察.图2中A处和B处断口微观形貌分别见图10和图11,可见A处呈典型的沿晶形貌,晶面有磨损;B处同样呈典型的沿晶形貌,但晶面完整,未见磨损.断口心部快速断裂区微观形貌如图12所示,呈典型的韧窝形貌.从断口微观形貌分析可得出,A处先于B处形成裂纹,B处是最后一次性断裂处[6].1.5 能谱分析对图2中A处断面进行能谱分析,没有发现异常元素成分(图13),说明裂纹形成于热处理之后,也推断A处裂纹形成之后没有再进行工序中加工.由以上分析可知,摇臂的化学成分、热处理和显微组织均符合标准技术要求.从探伤检测结果看,裂纹不是形成于渗碳淬火热处理过程中.从金相分析、断口分析和能谱分析结果看,裂纹周围无氧化和脱碳现象,断口表面无氧化物和冶金缺陷,均说明裂纹形成于热处理之后.断口分析结果也显示裂纹不是一次形成断裂,在断裂之前已有先期裂纹存在,从铆接内孔观察到的多处裂纹也验证了该点.再通过观察对比摇臂上的轴套臂变形情况,可以推断出该断裂摇臂在进行冲压铆接时承受了大于正常值的冲压力.从裂纹的形态看,裂纹均是头部刚直、尾部尖细.由此可以推测,该摇臂在铆接冲压轴套这道工序时受到过大的冲压力,而摇臂铆接内孔由于经过渗碳淬火热处理,表层的渗碳层硬而脆,在受到过大的冲击力时极易产生微裂纹,这些微裂纹在换档时受到再次的外力作用,从而发生扩展,并引起最终断裂.该摇臂的断裂是由于铆接时过大的冲压力导致摇臂铆接内孔四周产生微裂纹,当换档时摇臂受到外力的作用使微裂纹进一步扩展而发生最终断裂.建议厂家在进行摇臂铆接冲压这道工序时要及时监控和调整冲压力,以避免该类问题再次发生.【相关文献】[1] 赵如福.金属机械加工工艺人员手册[M].上海:上海科技出版社,1990:1235-1236.[2] 李大东,邱晓刚,刘锦燕.汽车加油管翻边开裂原因分析[J].理化检验-物理分册,2013,49(4):274-278.[3] 韩德伟.金属硬度检测技术手册[M].长沙:中南大学出版社,2003:46-51.[4] 李炯辉,林德成.金属材料金相图谱[M].北京:机械工业出版社,2006:1321-1322.[5] 吕拴录,李元斌,冯春,等.某井油管接箍开裂原因分析[J].理化检验-物理分册,2014,50(2):149-154.[6] 桂立丰,唐汝钧.机械工程材料测试手册[M].辽宁:科学技术出版社,1999:816-823.。
汽车右后拖曳臂轴断裂原因分析

汽车右后拖曳臂轴断裂原因分析徐小红【摘要】某汽车仅使用2 d(天)、行驶56 km,其右后拖曳臂轴即发生断裂.采用断口宏观和微观检验、硬度测试、金相检验、化学成分分析等方法,对该右后拖曳臂轴断裂的原因进行了分析.结果表明:该轴断裂性质为沿晶脆性断裂,断裂的主要原因是其锻造组织存在缺陷及未经调质处理,使轴的强度大大降低;次要原因是轴表面因磨削加工过热形成了表面磨削淬火层,增加了轴表面的脆性及拉应力,使微裂纹在轴表面产生.%When an automobile used for two days and traveled 56 km,it was found that the shaft of the right rear trailing arm fractured.The fracture reasons of the shaft of the right rear trailing arm were analyzed by macro and micro fracture examination,hardness testing,metallographic examination,chemical composition analysis and so on.The results show that:the main reasons for the fracture of the shaft were that the defects existed in the forging structure and the quenching and tempering heat treatment didn't carry out,which greatly reduced the strength of the shaft;the secondary reason was that the surface grinding hardening layer formed on the surface of the shaft due to the overheating grinding,which increased the brittleness and tensile stress of the shaft surface,and made the micro cracks appear on the shaft surface.【期刊名称】《理化检验-物理分册》【年(卷),期】2018(054)001【总页数】6页(P55-59,73)【关键词】拖曳臂轴;断裂;组织缺陷;调质热处理;磨削加工【作者】徐小红【作者单位】福建省农业机械化研究所,福州 350005【正文语种】中文【中图分类】TG115.2后拖曳臂是汽车拖曳臂式悬挂系统的重要组成部分,拖曳臂式悬挂系统是专为汽车后轮设计的悬挂系统,其作用是将车轮所受的各种力和力矩传递给车架和车身,并能吸收、缓和路面传来的振动和冲击。
前下控制臂总成常见失效模式探析

前下控制臂总成常见失效模式探析作者:赵娟付志辉来源:《中国科技纵横》2015年第07期【摘要】汽车前下控制臂是汽车悬挂系统的重要组成部件,是悬挂系统的导向与支撑元件,其将作用在车轮上的各种力传递到车身上,并保证车轮沿一定的轨迹运动。
前下控制臂失效直接影响车轮的定位,降低行车的稳定性与安全性。
本文就目前微型商用车及部分轿车前下控制臂常见的失效模式进行分析,以便能及时采取对策,减少问题发生,使汽车用户获得更好的安全性、舒适性与稳定性。
【关键词】前下控制臂悬挂系统失效模式安全舒适性稳定性目前常见的前下控制臂有如下两种结构,横臂式结构(如图1)与三角臂结构(如图2)。
其整车装配环境:横臂式结构一端是球铰结构与前悬挂连接,一端是橡胶衬套结构与前轴连接,中间有与支撑杆连接的两个安装孔;三角臂结构是双衬套、单球较结构,球铰结构与前悬挂连接,双衬套结构与副车架连接(或一端与前轴连接,一端与车架大梁连接)。
前下控制臂涉及的工艺有锻压、热处理、机加工、塑料注塑、橡胶硫化、冲压、焊接、电泳、装配等。
臂体、球销、轴套合件为前下控制臂的三大部件,基本的工艺流程如下图3所示:了解了前下控制臂在整车上的作用、整车装配环境与加工工艺流程,对我们理解其失效模式及失效机理就有了很大的帮助。
下面就根据以往的经验探讨分析前下控制臂的三大失效模式:前下控制臂断裂,前下控制臂球球销松脱、异响,前下控制臂轴套滑移。
1前下控制臂断裂,前下控制断裂有多种模式(1)摆臂轴套断裂,失效模式如图4 所示,导致该失效模式出现在以上工艺流程图中焊接球销座/外刚套工序。
该工序一般是先点焊定位、后气体保护焊加固,也有通过工装保证定位,直接气体保护焊。
失效的原因有两种:一、只点焊,没有气体保护焊,焊接强度不足,这种失效模式承受力小,整车装配完成后一旦下地,就无法承受整车子重量而断裂,这种失效模式一般在整车装配工厂就能发现,影响不到我们最终的汽车用户。
这种问题出现在先点焊、后加固焊的焊接设置工序中。
重卡汽车手动调整臂壳体断裂质量改进

目前 国内载重 汽车严重超载现象普遍存在 ,特别是 矿 区内的载重 汽车 ,都是几倍的超载行驶且路 面工况较 差 。国内载重汽车 的发动机功率大 , 行驶速度又较快 , 当 这种 超载车辆制动 时 ,巨大惯性使其制动力矩在瞬 间急
成 型, 不可加工 。 在蜗杆轴孔处断裂考虑是因为强度不足 断裂 , 考虑将 此孔结构 改为盲孔 , 需要做 C A E分 析后 才
蜻油 嘴
/ , — — — — 一
限 位 套
/ , — — — —一
图3 蜗 杆 轴 孔 处 断 裂 调 整 臂
三、 手 动 调 整 臂 壳体 断 裂原 因分 析 及 改 进 方 法
1 . 符 合 性 分 析 图 1 手 动 调 整 臂 主 要 组 成 部 件
根据产 品零部件 尺寸检测和材料性能检测均 符合 罔
i l J 李I 东 , 张 毅. 聚 乙烯 醇缩 丁醛 的研 究 与应用 【 J 】 . 中 国
4 6 2 0 1 7年 第 4期
安 徽科 技
、 \l l I I ( ’ I l N( 、 l & . r l ( 、 I I \O I ( ) ( ; 、
蜗杆 、 蜗杆轴 和限位套等部件组成 ( 见图 1 ) 。国内重卡手 动调 整臂 内部结构组 成基本相 同 ,均参照原斯 太尔手 动 调整 臂结构进行改进设计 ,区别 只是个 别小组件 和主要 组成部件 的尺寸和公差存 在差异 。
汽车 手动调整臂结构 比较简 单 , 主要 南壳 体 、 蜗轮 、
投 资大 我 闰 P V B行业起步晚 , 加上 国外对 P V B相关技
术 的封锁 . 内P V B行业长期处 在探索 阶段 。随着多功 能安 全玻璃 在世 界范围内的应用 越来 越广 ,国外 已经开 发f H 高技 术含量 、 高 附加值 的 P V B树脂 。对于 国内 P V B
左转向节臂断裂失效分析
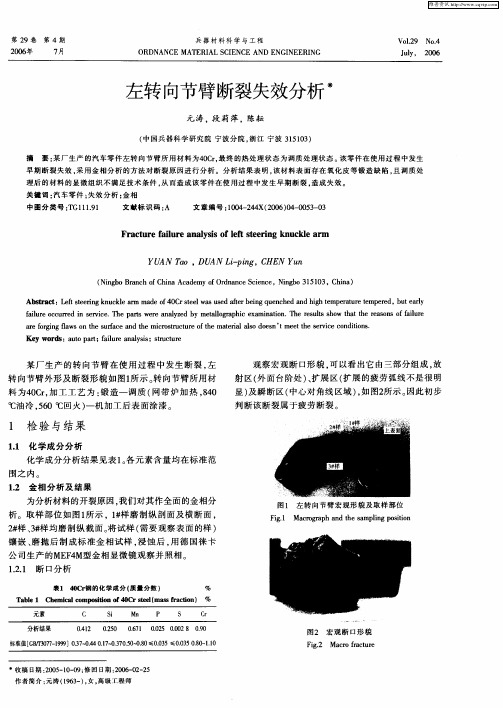
观察宏 观 断 口形 貌 , 以看 出它 由三部分 组成 , 可 放 射 区( 面台 阶处 ) 扩展 区 ( 展 的疲劳 弧线 不是很 明 外 、 扩
显 ) 瞬 断区 ( 及 中心对 角线 区域 )如 图2 示 。 , 所 因此初 步
判断 该断 裂属 于疲 劳断 裂 。
1 检 验 与结 果
1 . 断 口分 析 .1 2
裹 1 4 Ct 的 化 学 成 分 ( 量 分 数 ) O 钢 质 %
T be1 C e c l o oio f 0 rselmasfa t n % a l h mia mp sino C te( s ci 】 c t 4 r o
维普资讯
第 2 9卷 第 4期 20 0 6年
7月
兵器 材 料科 学 与工 程
0RDN ANCE MA n£ AL S I NC RI C E E AND ENGI ER NG NE I
V0.9 No4 1 2 .
Jl uy, 2 0 06
F a t r a l r n l ss o f t e i g k u k e a m r c u e f i e a a y i fl tse rn n c l r u e
YUAN a ,DUAN - n To Li pi g,CHEN n Yu ( n b rn ho iaAc d myo d a c ce c ,Nig o3 5 0 Nig oB a c f n a e f n n eS in e Ch Or n b 1 1 3,C ia hn )
F g 1 Ma r g a h a d t es mp i g p st n i. c o r p n h a l o i o n i
2 样 、# # 3 样均 磨制 纵截 面 。 试样 ( 要 观察表 面 的样 ) 将 需 镶嵌 、 磨抛 后 制 成标 准 金相 试 样 , 蚀 后 , 德 国徕 卡 浸 用 公 司生产 的ME 4 F M型 金相 显微 镜 观察并 照相 。
某国六柴油机排气摇臂断裂分析及改进

30前言重型卡车对发动机的经济性、可靠性要求高,摇臂作为发动机的关键零部件,其性能尤为重要。
摇臂主要是将凸轮传来的运动和作用力改变方向传递给气门,使其开启;同时,根据凸轮的相位控制气门的开启和关闭。
摇臂在摆动过程中承受很大的弯矩,因此,应有足够的强度和刚度以及较小的质量。
如果摇臂断裂,发动机不仅功率下降,严重的会导致发动机无法工作,影响发动机的性能和可靠性。
针对某国六柴油机在耐久实验中出现功率下降、异响,拆解柴油机零部件,发现排气摇臂断裂。
随查找分析排气摇臂断裂的根本原因,并对其优化改进。
1 故障描述某型国六柴油机在254 h 额定功率台架耐久试验中,出现功率下降,发动机噪音增大。
经过断缸检测,发现第五缸不工作,对故障发动机给予拆机检查。
第五缸排气摇臂轴孔处出现断裂,见图1,摇臂轴状态良好,其它缸摇臂未发现异常。
通过以上情况分析,排气摇臂断裂导致第五缸排气摇臂无法打开气门,从而使此缸无法工作,最终导致功率下降,布置图见图2。
图1 第五缸排气摇臂断裂图2 排气摇臂布置2 原因分析2.1 排气摇臂质量分析为查明原因,查验装机时5#排气摇臂关键尺寸测量报告,均满足要求。
2.1.1 破断部位及分布形态分析失效零件断口一位于滚轮槽支撑结构与轴孔薄壁交界处,呈分离状,断口与上端面交界的边缘有“R 状”塑性变形的剪切唇,而与下端面交界处边缘平整,无变形唇光感。
断口二位于摇臂前端下部关键R 圆弧处,即臂身下加强筋与孔薄壁交界部位,由上端向另一端面扩展延伸,但未贯穿整个轴向长度,见图3。
图3 排气摇臂断面2.1.2 断口宏观形态分析滚轮支撑根部处的断口为一次主破断部,此处破断后,零件在承受往复载荷时,在摇臂前端下部加强筋的关键R 弧与薄孔壁交界处发生二次破裂。
主破断口“黄色”圈区域部分断面为较平滑的细瓷状,在“红色”圈区域的断面上有多条放射状人字形条纹,条纹均指向黄色圈区域,见图4。
主断口与一侧端面交界处有明显的收缩痕,应属于终破断时的类似于“缩颈”类的变形所形成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某车型控制臂断裂分析
2
———————————————————————————————— 作者:
———————————————————————————————— 日期:
3
某车型控制臂断裂分析-企业管理论文
某车型控制臂断裂分析
程振兴孙春光
长城汽车股份有限公司技术中心;河北省汽车工程技术研究中心河北保定
071000
摘要:某款车型在路试试验过程中控制臂发生断裂,通过对故障件电镜分
析、化学元素分析及板材力学性能分析,确定控制臂制造缺陷造成疲劳断裂。
关键词 :疲劳断裂;断裂;制造缺陷;断口分析
在经济飞速发展的今天,不少人已经有了自己的爱车,我们在享受它给我
们带来便利的同时,也不得不面对它给我们带来的一系列问题。比如,行车异响、
漏油、断裂,NVH 等这通常是典型的制造过程中的缺陷所引起,而最终引起顾
客的抱怨和汽车市场上的负面影响;下面我们介绍一种汽车上的控制臂由于制造
过程中的缺陷导致的失效,而进行的具体原因分析和过程控制整改的经验。控制
臂一侧通过螺纹连接与副车架或车架连接,另一侧通过球销连接,承受着簧上质
量及来自路面的冲击。同时控制臂控制着车轮的行驶轨迹及运动姿态,为整车关
键零部件,失效后整车行驶过程中操稳性下降,行车异响,甚至无法控制车轮按
照驾驶人员意愿行驶,造成交通事故。
针对某款车型控制臂断裂分析如下:
1 化学元素分析
从失效件本体上取样进行化学元素分析,分析结果见表1,根据分析结果
可知,控制臂所用材料化学元素满足标准要求。
4
2 力学性能分析
由于摆臂结构导致无法在失效件本体上取样进行拉伸试验,在与失效件同
批次板材上取样,进行拉伸试验,试验结果见表2,根据试验数据可知,板材性
能满足标准要求。
3 断口宏观分析
通过宏观断口(如图1)观察发现,部分断口存在锈蚀,且两端断面及孔
断面较为平齐,其他部分断面呈高低不平的曲面,其中摆臂直边部位的断裂曲面
成45毅方向,主要受到弯曲与上下跳动的剪切力产生,此位置为控制臂断裂的
源区,仔细观察源区可以发现,控制臂翻边根部已有裂纹存在(如图2),并与断
口垂直,从裂纹发展的规律可以知道,次裂纹先于断裂形成,为成型时产生。
4 断口微观分析
断裂源区的微观形貌如图3、图4 所示,可以看到源区较为平坦,有疲
劳辉纹,图5 为裂纹扩展区形貌。由于摆臂在运动时受到拉力、压力、剪切力,
弯曲扭转等,受力较复杂,裂纹扩展也较为复杂,图6 为裂纹以扭转的形式形
5
成的断口形貌,断面存在轻微腐蚀,裂纹以穿晶形式发展,原始裂纹内充满疑似
电泳液物体,材料内存在针孔。
5 金相分析
在断裂源区横截面制成金相试样在显微镜下观察,轴套安装孔根部及控制
臂翻边根部均存在裂纹,基体组织为铁素体及少量珠光体,孔根部角度接近直角,
翻边的根部出现褶皱,且材料存在较多的球状类氧化物夹杂与针孔。
6 分析结论
材料化学元素及力学性能满足标准要求,但从金相分析结果可以看出,材
料的夹杂物严重,且存在针孔,对板材的性能势必会产生影响。由于控制臂轴套
安装孔根部及控制臂翻边根部接近90毅,成型时此处过度变形而形成裂纹,导
致此位置应力集中,汽车行驶过程中,控制臂产生的应力值超过了材料本身的许
用应力,在长期的载荷作用下,裂纹沿控制臂原始裂纹扩展,直至控制臂发生疲
劳断裂。
7 经验总结
6
汽车上的任何一个零部件的失效问题都会给整车的品质和市场上的顾客
带来负面的影响,因此需要我们在产品设计和制作过程中的工艺规划,一定要以
整车高品质为目的的造车理念,去生产和制造每一个产品,才能更好的把握市场;
因此通过分析以上控制臂的断裂失效,总结出以下几点经验进行分享:淤造成控
制臂断裂的主要原因为其本身存在制造缺陷,导致缺陷位置应力集中,所以需要
加大缺陷位置的R 角,不但可以消除缺陷,还可以降低产品本身的应力值。于
产品结构上增加断面的截面面积,增加产品的强度。盂加强原材料的检验与库存
防护要求,提高板材的质量。
参考文献:
[1]杨学桐.金相检验[M].上海:上海科学普及出版社,2003.
[2]刘鸿文.材料力学[M].北京:高等教育出版社,1992.
[3]孙智.失效分析基础与应用[M].北京:机械工业出版社,2005.
作者简介:程振兴,男,供职于长城汽车股份有限公司底盘研究院。
7