非PVC软袋大输液生产工艺浅析
非PVC软包装输液灭菌工艺研究

注 :P > 0 05 .
宫产率 。 间 苯 三 酚 扩 张 官 颈 , 解 子 宫 平 滑 肌 痉 挛 性 收 缩 , 少 缓 减
不 良 反应 ; 用 问 苯 三 酚 观 察 组 没 有 发 现 明 显 不 良 反 应 应 ; 用 地 西 泮 + 山茛 菪 碱 对 照 组 患 者 出现 口 干 、 应 口渴 、 便 大 干燥 等不 适 。
验 证 确 定 灭 菌效 果 。方 法 使 用 P MVR R S - C一8 T型 大输 液水 浴灭 菌 器 , 用 可 编 程 自动控 制 系统进 行 控 制 灭 茵 的 全过 程 。 采
粟 用 XZP- 1 - 6型 l 6路 巡 检 仪 与 l 6支 P i 0温度 探 头 , 照 预 先 制 定 的 验 证 方 案 进 行 灭 菌 器的 性 能 验 证 。 结 果 采 用 1 1C t0 按 2  ̄
非P VC软包 装 输 液灭菌 工 艺研 究
王 新 刚 , 美 丽 , 水 莲 周 王
( 东 齐都 药业 有 限公 司 , 东 淄 博 2 5 0 ) 山 山 54 0
摘要 : 的 目
通 过 对 非 P C软 包 装输 液 灭 菌的 温 度 、 力 、 间 、 0值 考 察研 究 , 定 灭 菌标 准 通 过 进 行 灭 菌 器 的性 能 V 压 时 F 制
c t n o h t rl e . E a i ft e s e i z M THODS Th MVR- RC- 8 t p t ri o i r ePS - - T y e wa e mme sn t rl a in c b n to r n f s n wa t’ r i g se i z t a ie fta s u i s u i i o o l e 。h rg a i d t e p o r mme n u o c n r l n y t m fs e i z t n wa d p e a d mo e v rt e XZ - 1 y eo 6 c a n l z d a d a t - o to l g s s e o t r ia i sa o td, n r o e h P- 6 t p f h n e s i l o 1
非PVC软袋大输液生产工艺分析

非PVC软袋大输液生产工艺分析发布时间:2022-12-13T05:39:29.799Z 来源:《中国医学人文》2022年24期作者:张强杨华[导读] 医疗行业当中对输液袋的需求一直居高不下,非PVC软袋比起普通的PVC软袋更加安全,也更环保,张强杨华瑞阳制药股份有限公司山东淄博 256100摘要:医疗行业当中对输液袋的需求一直居高不下,非PVC软袋比起普通的PVC软袋更加安全,也更环保,是我国医疗器械生产行业未来的重点发展对象。
但是我国的非PVC软袋生产起步较晚,很多技术不如其他国家。
本文从非PVC软袋的结构分类、模具设计以及具体的生产工序三个方面具体介绍了非PVC软袋的生产工艺,为非PVC软袋的生产方向提供参考。
关键词:非PVC软袋;生产工艺;焊接模具引言:输液容器目前实现了从玻璃瓶、塑料瓶、PVC软袋到非PVC软袋的发展过程,也证明我国的医疗行业对于安全、便捷、环保等方面越来越重视。
非PVC软袋的推广与普及有利于推动我国医疗发展与环境保护的深度融合,能够积极响应节能减排的主旋律,越来越多的人认识到了非PVC软袋的优势,非PVC软袋的生产前景广阔。
一、非PVC软袋大输液概述非PVC软袋是继玻璃瓶、塑料瓶和PVC软袋之后的第四代大输液容器,拥有非常大的优势和发展潜力,比起传统的玻璃瓶,非PVC软袋质量轻、不易坏;比起塑料瓶,非PVC软袋透明度更高,灯检效果更好;比起PVC软袋,非PVC软袋更加绿色环保,也更加耐高温,是一种新型的绿色环保医疗器械。
非PVC软袋的生产流程较为复杂,但整条生产线路都实现了全封闭化,生产过程当中的密闭性更好,能在很大程度上避免非PVC软袋受到二次污染,能够在最大程度上保证非PVC软袋成品的安全、无菌。
二、非PVC软袋大输液生产工艺(一)结构分类非PVC软袋是一种多层共挤型输液袋,按照使用的多层共挤输液膜不同,一般分为三层式结构和五层式结构。
三层式结构软袋使用的非PVC多层共挤输液膜种类不同,外层通常是聚酯材料或聚丙烯材料制成的,这种材料隔绝空气的性能优秀,能够有效保证药剂效果不流失,同时也能兼备印刷性能,方便在生产过程当中的各种印刷需求;中间层使用的材料一般是聚丙烯以及其他比例的弹性材料,也有一部分制造商会采用SEBS聚合物,这种材料制成的非PVC多层共挤输液膜具备更好的抗渗透性和弹性,能够有效隔绝液体;内部膜的材料主要是聚丙烯以及SEBS聚合物的混合材料,在处理过后不具毒性,弹性与热封性能好。
非PVC薄膜用于输液袋介绍
、概述在众多的医用产品中,输液制品是其中用量最大的类别之一,其中又以葡萄糖注射液、氯化钠注射液和葡萄糖(氯化钠)注射液为基本的输液用药的载体(简称大输液或普液)。
在欧、美及经济发达的国家中输液产品的软袋化率普遍达到95%以上,而我国的使用率尚不足6%。
非PVC医用膜做为输液产品的软包装用膜料,近几年获得了飞速的发展,其能够满足医药包装安全性、功能性、无菌和易处理的基本条件,且具有易用性、经济性和绿色环保的特点。
克服了玻璃瓶易碎、体积和重量大、回流空气污染、运输和回收费用高等缺点;避免了PVC膜有害成分污染药液,危害人体健康,且深埋和焚烧均产生有害物质污染环境和空气的缺陷;是一种理想的医用包装材料。
二、国内输液产品包装市场现状和发展趋势由于国家在药品生产企业中强制推行GMP认证管理,使用原来使用玻璃瓶的300多家输液产品生产企业必须为环境和生产场地的改造付出相当高的技改费用。
而采用非PVC软袋灌装生产线则可以节约大量的环境和场地装修改造费用,且自动化程度和生产效率得到极大的提高,产品的档次和附加值有较大幅度的提升。
特别是近几年由于山东新华和湖南千山、北京双鹤、长沙楚天科技等国内药机生产厂家已经能够生产出高品质的集印刷、制袋、灌装、封口为一体的全自动化输液软袋灌装生产线后,各大药厂均将非PVC软袋(灌装生产线)做为输液产品包装的首选。
目前,我国输液产品软袋灌装生产线所需使用的非PVC医用薄膜仍基本上依赖进口。
主要是美国希悦尔公司的M312、M712,德国玻利西尼的APP114、德国率格沃的PP6080及韩国利生公司的EM304等。
国内有安徽双津、宁波华丰、上海双鸽、中山长健、连云港中金公司、南京泰邦等企业均已取得了药包材注册证,但产量较低且产品质量尚未得到各大制药企业的认可,与进口产品比较仍有差距。
三、生产工艺简介非PVC医用包装膜主要应用在大输液产品的软袋包装上,其它如无菌粉、原料药及用于出口的食品、精细化工产品和军事上也有少量的应用。
非PVC软袋大输液的生产工艺及市场前景
非PVC软袋大输液的生产工艺及市场前景非PVC软袋大输液的生产工艺及市场前景摘要目前国内软袋包装大部分仍是以玻璃瓶为主,只有少数大型制药企业有能力生产非PVC 软袋输液,因此非PVC软袋大输液的生产技术将成为今后国家鼓励发展和使用的高新技术产品之一。
非PVC软袋技术在发达国家临床应用已十余年,而在我国则是刚刚起步。
与传统玻璃瓶及塑料瓶输液相比,非PVC 多层共挤膜输液工艺设计中的关键生产工序实现全密闭,有效避免了二次污染。
在使用过程中,非PVC 多层共挤膜包装输液能够依*自身的张力将药液压迫滴出,无需形成空气回路,是一种全新概念的全密闭静脉输液产品。
而且该种产品具有重量轻、密闭强度高、不易破碎、不怕冷冻及便于运输、节省空间等优点。
非PVC新型输液包装材质机械强度高、表面光滑,而且能够阻止水气渗透,不含任何对人体有害的增塑剂、填充剂、润滑剂,无热源、无溶出物、无不溶性微粒,这些指标均达到或超过了发达国家药典的标准。
可以说,非PVC 软袋输液是输液生产工艺和技术的一场革命。
本文对非PVC在药品输液剂包装中的使用进行了分析,对我国及FDA对药品内包材料的要求作了简要的阐述,分析了目前输液剂包装存在的不足,阐述了非PVC膜的特点及在国内输液剂中使用的可能性和在国际上使用的发展趋势。
关键词输液剂;非PVC;生产工艺;应用目录引言 (3)1研究背景与目的 (3)1.1研究背景 (3)1.2研究目的 (3)2我国非PVC软袋大输液的现状 (4)2.1当前软袋大输液发展情况 (4)2.2我国非PVC软袋大输液的应用情况 (4)3非PVC软袋大输液的可行性 (5)3.1目前其它类输液剂包装存在的不足 (5)3.2应用非PVC软袋大输液的可行性 (6)3.3非PVC软袋大输液的优点 (6)4非PVC软袋大输液生产的工艺 (8)4.1基本工艺流程 (8)4.2非PVC软袋大输液大输液生产工艺 (9)5非PVC软袋大输液的市场前景 (9)结语 (11)致谢 (11)参考文献 (12)引言输液是由静脉滴注输入人体内的大容量注射液,在临床上使用很广泛,它们的质量直接影响着医院患者及医护人员的安全,而且也是影响药剂质量的重要因素之一。
非PVC膜软袋大容量注射剂探讨

非PVC膜软袋大容量注射剂项目探讨一、大输液产品介绍:大输液是指容量在50ml 或以上的大容量注射剂。
大输液治疗是通过静脉把液体输入到体内的一种治疗方法,其主要作用包括:(1)补充人体的水分和电解质的需要,维持人体酸碱平衡的正常;(2)作为静脉给药的载体,将各种适宜静脉给药的药品品种通过输液方式注射;从临床效果而言,静脉给药的药效一般快于口服或者肌肉注射等给药方式;(3)在抢救各种休克病人时,可以起到一种扩充血容量的作用;(4)对于长期不能口服、饮食或危重病人,通过营养性输液补充能量,有利于患者身体康复。
二、大输液的包装种类:在大输液行业近百年的发展历史中,大输液的包装技术经历了几次重大的改革,主要有玻璃瓶包装(玻瓶输液),PE、PP 塑料瓶包装(塑瓶输液),PVC 单层塑料袋(PVC 软袋输液)和PE、PP 等非PVC 多层复合共挤膜包装(非PVC 软袋输液)四种类型。
三、输液市场容量:统计数据显示,2012年全国大输液销售约为110亿瓶/袋,2013年将达到115亿瓶/袋。
全国人口按13.6亿计算,中国平均每年每人要“挂8瓶水”,远远高于国际上2.5瓶-3.3瓶的水平,我国俨然已成“吊瓶大国”。
目前全国生产大输液的厂家约有390多家,而生产和销售软袋的厂家已达100多家,占整个输液生产厂家的25%左右。
2006年全国市场上软袋输液(PVC软袋输液和非PVC软袋输液)的销量约为5亿袋,2007年的销量是7.7亿袋,2008年的销量达到9.7亿袋,预计到2012 年全国市场上软袋输液的销量将超过21 亿袋。
四、主要生产厂家情况:根据数字医药网的调研统计,目前国内拥有非PVC软袋输液生产能力的厂商有100多家,2006年至2008年非PVC软袋输液市场总销量分别为42,000万袋、65,000万袋和85,000万袋,前十名单体厂商的合计市场占有率分别为36.71%、41.76%和42.27%。
主要生产厂家的简要情况:1、双鹤药业北京双鹤药业股份有限公司国内最主要的大输液生产商之一,是首家通过GMP认证的国有输液企业。
非PVC膜软袋大输液产品漏液原因分析及其解决方案
摘要:对非PVC膜软袋大输液产品袋身周边渗漏及接口与袋身衔接处渗漏的原因进行了详细分析∙,并制定了相应的解决方案,为有效减少产品漏液风险提供参考。
关键词:非PVC膜;漏液;接口;预热模具;接口焊接模具O引言非PVC膜软袋大输液产品与传统玻璃瓶及塑料瓶输液产品相比,其关键生产工序实现全密闭,有效避免了二次污染。
在使用过程中,非PVC膜软袋大输液能够依靠自身的张力将药液压迫滴出,无需形成空气回路,是一种全新概念的全密闭静脉输液产品。
由于非PVC膜软袋大输液能够更加有效地保证患者的用药安全,因此在输液市场占有一定的比例。
非PVC膜软袋大输液袋使用非PVC膜材料,是在净化条件下经塑化热合而成的一次性使用的大输液包装材料。
由于非PVC膜材料自身的理化特性,在输液生产环节会出现袋破损、变形现象,漏液已成为各软袋大输液产品生产企业普遍存在的问题。
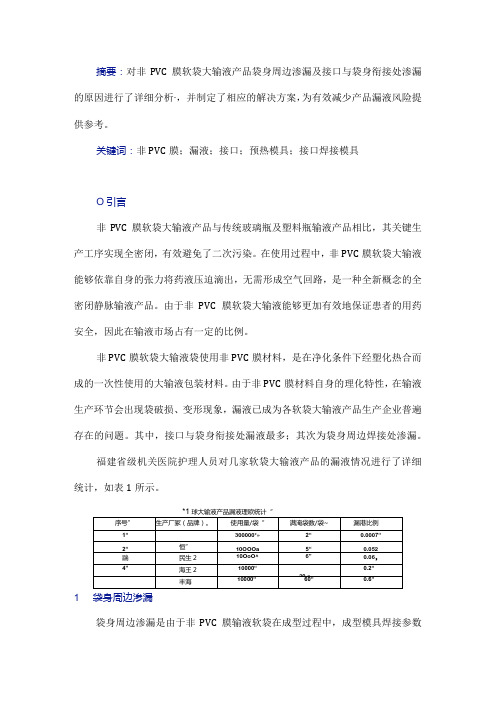
其中,接口与袋身衔接处漏液最多;其次为袋身周边焊接处渗漏。
福建省级机关医院护理人员对几家软袋大输液产品的漏液情况进行了详细统计,如表1所示。
1 袋身周边渗漏袋身周边渗漏是由于非PVC膜输液软袋在成型过程中,成型模具焊接参数改变,焊接温度达不到设定要求所致的焊接不良(即虚焊),导致渗漏。
影响焊接参数发生变化的主要因素有:加热管工作故障、感温探头检测数据出现偏差、模具间隙调整较大、焊接温度及时间设置不合理等。
图1年题拉力测试点示意图一针对上述故障原因,笔者建议:(1)购买精度较高、性能稳定的温控元件,并定期检查更换。
(2)根据膜材料性能,调整合理的焊接温度和焊接时间。
其中,三层共挤膜制袋过程的温度控制要求在128〜140℃,温度调节范围仅为12℃;五层共挤膜制袋过程的温度控制要求在128〜205°C。
(3)调整合理的成型模具间隙,合模间隙误差应不大于0.03mmo对应不同的焊接参数及调整间隙分别试制几组空袋,对袋成型周边焊接质量进行检查,检查时按照软袋撕拉力测试点示意图(图1)所示的几点位置,剪成宽ICnI、长5cm的条状,测试各点的撕拉力。
非PVC软袋大输液生产工艺及应用前景分析
技术与市场技术应用2021年第28卷第5期非PVC软袋大输液生产工艺及应用前景分析闫 皙1,刘 悦2(1.河北中科永和检测技术服务有限公司,河北石家庄050000;2.河北化工医药职业技术学院,河北石家庄050026)摘 要:大输液生产产品经历了由玻璃瓶到塑料瓶,再到PVC软袋的过程,如今由于安全实用、绿色环保和经济因素制约,非PVC软袋大输液包装逐渐增加了在市场所占据的份额,但这一过程起步较晚,与发达国家相比有一定差距。
结合实际生产中的非PVC软袋大输液包装生产线,根据生产中出现的具体问题和积累的具体经验,对非PVC软袋大输液的生产工艺进行了概述,并对主要工序进行了具体的论述与分析。
从技术与市场方面分析非PVC软袋大输液在我国的应用前景,结合实际生产中出现的具体问题和现状,为本生产线提出了一些具体的技术建议,给出了相应的前景展望。
关键词:非PVC;软袋;大输液;生产工艺;前景doi:10.3969/j.issn.1006-8554.2021.05.042! 引言输液,就是人们常说的打点滴亦或是挂水,主要是通过静脉注射的方式将较大剂量的药剂注入人体的过程。
输液的历史最早开始于17世纪,20世纪是巨大的发展时期。
大剂量药剂一般至少在100mL之上,这就需要玻璃瓶、塑料瓶或输液袋等容器来盛装此类药剂。
大输液是相对于小于50mL的小针剂输液产品而言的,因此其学名又被称作大容量注射液(LargeVolumeParenteral,简称为LVP)。
关系到输液包装产品安全与质量方面的最重要因素首当其冲是包装容器所用材质的选择。
当前临床应用上针对输液用容器材质的选择主要有安全实用、绿色环保,以及最为关键的经济性原则。
" 研究背景及意义输液产品所选择的包装容器在距今不到200年的历史中,从曾经的完全开放式到后来的半开放式,最后再到全封闭式这3个阶段。
在我国市面上现有的且较为常见的输液包装容器主要有玻璃瓶(Glass)、塑料瓶(Polypropylene和Polythylene2种)、聚氯乙烯软袋(Polyvinylchlorid,简称PVC)、非PVC软袋等产品形式。
非PVC软袋大输液的生产工艺及市场前景(1)
非PVC软袋大输液的生产工艺及市场前景非PVC软袋大输液的生产工艺及市场前景摘要目前国内软袋包装大部分仍是以玻璃瓶为主,只有少数大型制药企业有能力生产非PVC 软袋输液,因此非PVC软袋大输液的生产技术将成为今后国家鼓励发展和使用的高新技术产品之一。
非PVC 软袋技术在发达国家临床应用已十余年,而在我国则是刚刚起步。
与传统玻璃瓶及塑料瓶输液相比,非PVC 多层共挤膜输液工艺设计中的关键生产工序实现全密闭,有效避免了二次污染。
在使用过程中,非PVC 多层共挤膜包装输液能够依*自身的张力将药液压迫滴出,无需形成空气回路,是一种全新概念的全密闭静脉输液产品。
而且该种产品具有重量轻、密闭强度高、不易破碎、不怕冷冻及便于运输、节省空间等优点。
非PVC新型输液包装材质机械强度高、表面光滑,而且能够阻止水气渗透,不含任何对人体有害的增塑剂、填充剂、润滑剂,无热源、无溶出物、无不溶性微粒,这些指标均达到或超过了发达国家药典的标准。
可以说,非PVC 软袋输液是输液生产工艺和技术的一场革命。
本文对非PVC在药品输液剂包装中的使用进行了分析,对我国及FDA对药品内包材料的要求作了简要的阐述,分析了目前输液剂包装存在的不足,阐述了非PVC膜的特点及在国内输液剂中使用的可能性和在国际上使用的发展趋势。
关键词输液剂;非PVC;生产工艺;应用目录引言 (3)1研究背景与目的 (3)1.1研究背景 (3)1.2研究目的 (3)2我国非PVC软袋大输液的现状 (4)2.1当前软袋大输液发展情况 (4)2.2我国非PVC软袋大输液的应用情况 (4)3非PVC软袋大输液的可行性 (5)3.1目前其它类输液剂包装存在的不足 (5)3.2应用非PVC软袋大输液的可行性 (6)3.3非PVC软袋大输液的优点 (6)4非PVC软袋大输液生产的工艺 (8)4.1基本工艺流程 (8)4.2非PVC软袋大输液大输液生产工艺 (9)5非PVC软袋大输液的市场前景 (9)结语 (11)致谢 (11)参考文献 (12)引言输液是由静脉滴注输入人体内的大容量注射液,在临床上使用很广泛,它们的质量直接影响着医院患者及医护人员的安全,而且也是影响药剂质量的重要因素之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非PVC软袋大输液生产工艺浅析
【摘要】随着药用包装材料的发展,非pvc软袋大输液已经逐步取代传统玻璃瓶、塑料瓶到塑料软袋包装大输液进入临床上,产品的质量直接影响着医院患者及医护人员的安全。
非pvc 多层共挤膜软袋输液更以其安全、方便、环保彻底的改变了传统的输液方式,本文就我公司使用的湖南千山srd5000型非pvc膜软袋输液生产自动线生产、调试过程中积累的经验进行分析探讨。
【关键词】非pvc软袋大输液;生产工艺;调试
【中图分类号】tq320.725 【文献标识码】a 【文章编号】1004-7484(2012)14-0002-02
与传统玻璃瓶及塑料瓶输液相比,非pvc膜软袋输液工艺的关键生产工序实现全密闭,有效避免了二次污染。
在使用过程中,非pvc 软袋输液能够依靠自身的张力将药液压迫滴出,无需形成空气回路,是一种全新概念的全密闭静脉输液产品。
非pvc多层共挤膜安全环保,机械强度较高、表面透明光滑,能够有效阻止水气渗透,不含任何对人体有害的增塑剂、填充剂、润滑剂等等。
可以说,非pvc 软袋输液是输液生产工艺和技术的巨大的革新。
我公司于2007年由湖南千山制药机械股份有限公司引进二条srd5000型非pvc膜软袋生产线,可生产50ml-1000ml输液产品,经过三年多的调试、使用、磨合,现将生产、调试过程中积累的经验进行分析与探讨。
1 预热工位:
预热工位分为“预热一”和“预热二”工位,其中“预热一”是非
接触式预热,“预热二”是接触式预热。
在制袋制型之前,需对口管进行充分的预热,“预热一”的作用是对整组接口统一进行预热,使之口管软化。
“预热二”是对每个口管单独的进行接触式加热,以抵消由于接口本身尺寸、表面不平而带来的影响。
使之预热充分,在成型处与非pvc膜能够充分的“点焊”在一起。
再通过后工位的“焊袋口”工位将口管与膜充分的焊接在一起。
从而减少最终产品漏袋的风险。
预热效果的好坏对焊袋口工位的影响很大,预热温度过高,会导致口管与预热模具粘连在一起,从而会导致拉丝现象,丝状物易混入药液中去,从而影响到后工序灯检的合格率。
温度低则易导致预热不充分,在焊袋口处无法将口管与膜焊接在一起,造成“虚焊”,非常容易导致漏液。
不同的口管厂家,有不同的工艺参数,摸索需要有充分的时间和准备。
我公司通过与膜厂家技术人员交流,采取贴膜技术,是指在“预热二”每个工位模具上贴上有一层耐高温的特富龙胶带(asf-110fr),提高“预热二”的温度,并适当缩短时间,这样既保证了口管能够充分的预热,又不至于产生拉丝现象,并且也不影响生产效率。
从实践的效果来看,制袋成型美观,膜与口管焊接紧密。
大大降低了产品因为为微渗而造成的质量风险。
2 成型工位:
成型工位是影响到制袋本身一个很关键的工位,成型上下模具的清洁、成型的温度、时间、成型的压力控制是保证制好袋很重要的因素。
成型的温度与膜材因素影响较大,三层膜比五层膜对成型温度
要求较高,因其焊接窗口较窄。
还有一个很关键的因素,就是调节好成型模具间的间隙。
上模具与下模具之间需要有适当的间隙,较好的是在320um左右。
在每次更换模具之后,在正式生产之前,需要对上下模具进行仔细的调整。
成型模具间的间隙需小于两层膜的厚度。
3 焊袋口工位:
焊袋口工位是影响到产品漏液一个很关键的工位,口管经预热
后,在成型工位与非pvc膜“点焊”,此时在焊袋口工位对口管进行焊接,焊接质量好坏,直接决定了产品的质量,特别是漏液。
焊接温度与时间的选择,一是要充分考虑膜材本身的耐热性能,二是要现场充分评估焊接质量带来的漏液风险,根据具体情况,来适时调整焊接工艺参数。
包装焊接模具上下间的间隙。
焊袋口模具间隙一般要在320um-360um之间。
判断的标准是“三线合一”,系指口管、膜材以及二间之间形成的三线,在交叉处完全熔合,形成“三线合一”。
待温度降下来后,通过剪刀将袋身剪成二公分条状,通过手工拉扯的方法进行判断。
4 冷切工位
又称“整形工位”,袋子经成型、焊袋口后,在此工位将焊袋口进行快速冷却,使膜与口管能快速的粘联,溶合在一起,并快速恢复膜材自身的物理性能。
5 焊盖工位
制袋机经成型、焊袋口、冷却后的袋通过同步带,转移至灌装机后,
经过同步带,转移至药液灌装工位,药液经灌装充填以后,转移至焊接工位,这是本设备生产的最后一道工位。
此工位主要是将组合盖与接口进行高温加热,并进行组合焊接。
影响到此工位一个很关键的因素就是加热片要伸缩到位,二是接口与组合盖与加热片间的间隙不宜太大,太大加热效果不好,太小了容易撞到加热片,易造成损失。
该设备是采用低电压,高电流的方面对加热片进行加热。
控制好加热的时间可以很好的保证焊盖的质量。
不至于因温度过高,焊盖变形,影响产品美观。
也不至于因温度过低,组合盖与接口焊接不紧密,有漏液的风险。
以上几个工位是本设备影响到软袋输液生产产品质量的几个控制点。
此外本设备还有送膜工位、印字工位、开膜工位、灌装工位、出袋工位等,本设备采用全自动化生产技术,集制袋、灌封于一体,自动化程度高。
一边是原辅料、包材、一边是成品已经灌封完毕。
但一面在享受自动化带来便利的同时,也有故障率较高给企业带来的实际的困扰。
这需要平时对设备做好维护保养,并培养高素质的掌握机电一体化专业知识的员工,不断的摸索和总结。
该生产效率较高,正常生产时,可达到3500-3800袋/小时。
6 小结
非pvc膜软袋输液生产自动线在生产过程中,要随时观察成型制袋、焊袋口、焊接质量,同时针对不同厂家的膜、口管、组合盖所不同的工艺参数进行现场调整,多与售后维修人员交流沟通,多积累经验。
参考文献
[1]冯雅琳.pvc软袋双管双塞输液包装的先进性、合理性[j].现代中西医结合杂志.2008 aug,17(22). 3496—3497.
[2]郭绍科.浅议非pvc双腔软袋大输液生产线的意义与技术.机电信息.2006年04期.。