管电极微细电火花铣削加工
毕业设计_电火花成型中的电极设计

南京信息职业技术学院毕业设计论文作者学号系部机电学院专业数控技术题目模具制造中的电火花成型的应用指导教师李新华评阅教师完成时间:年月日毕业设计中文摘要毕业设计外文摘要目录引言模具工业的迅速发展,推动了模具制造技术的进步。
电火花加工作为模具制造技术的一个重要分支,被赋予越来越高的加工要求。
同时在数控加工技术发展新形势的影响下,促使电火花加工技术朝着更深层次、更高水平的数控化方向快速发展。
虽然模具高速加工技术的迅猛发展使电加工面临着严峻的挑战,目前放电加工技术部分工序已被高速加工中心代替,但电火花加工仍旧有广阔的前景。
如在模具的复杂、精密小型腔、窄缝、沟槽、拐角、冒孔、深度切削等加工领域仍被广泛应用。
电火花机床的基本知识电火花原理通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。
在放电的微细通道中瞬时集中大量的热能,温度可高达万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走。
这时在工件表面上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。
紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。
这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。
在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状来。
因此,只要改变工具电极的形状和工具电极与工件之间的相对运动方式,就能加工出各种复杂的型面。
电火花的优点与缺点优点()适合于难切削材料的加工。
电火花加工中,材料的加工性能主要取决于材料的热学性能,而几乎与力学性能(硬度、韧性、抗拉强度)无关,突破传统切削加工对刀具的限制。
高速铣削与电火花加工相辅相成趋向高精、高效、智能化
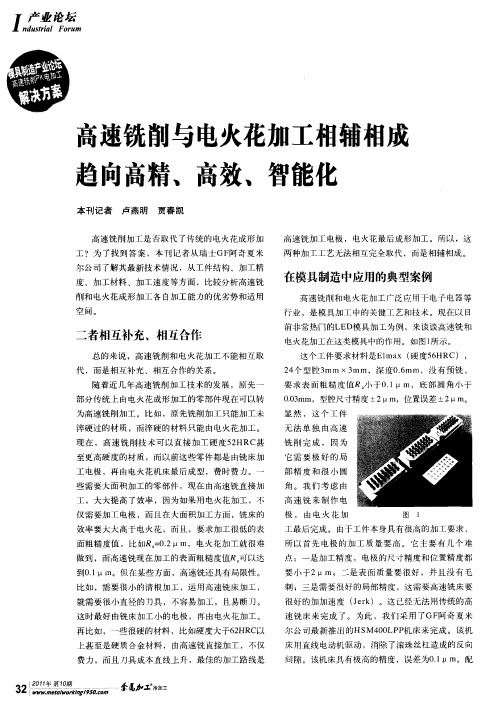
要 求 表 面 粗 糙 度 值 小 于 01 m,底 部 圆 . 0 3 m,型腔 尺寸精 度 ±2 m,位置误 差 ± .m 0
显 然 ,这 个 工 件
无 法 单 独 由高 速 铣 削 完 成 , 因 为 它 需 要 极 好 的 局 部 精 度 和 很 小 圆
至更高硬度的材质 ,而 以前这些零件都是由铣床加 工 电极 ,再 由电火花机床最后成型,费时费力。一 些需要大面积加工的零部件 ,现在 由高速铣直接加 工,大大提高 了效率 ,因为如果用电火花加工,不
尔公司最新推出的HS 0 L P M4 0 P 机床来完威
床 用直 线 电动 机 驱 动 ,消除 了滚珠 丝杠 造
费力 ,而且 刀具成本直线上升 ,最佳的加工路线是
间隙。该机床具有极高的精度 ,误差为01 .I
3 2
, 晓
参磊
棚工
I
备4 0 r n 高速 电主 轴 。 由该 机 床加 工 一 个 电 2O 0/ 的 mi 极 的时 间是 19 n 电火 花加 工 则 由阿奇 夏 米 尔 的 6 mi。 F 3 0 S 床 来 完 成 。该 机 床 整 体 床 身 配 备 热 恒 O 5M 机 定 系 统 ,四 大 智 能 模 块 ,仅 用 3 电 极 就 完 成 全 部 个
工最后完 成。由于工件本身具有很高的加
所 以首先 电极的加 工质量要 高。它主要 有 点 :一是 加 工 精 度 , 电极 的尺 寸 精 度和 位 置
做到 ,而高速铣现在加 工的表面粗糙度值尺 可以达 到01 m。但在某些方面 ,高速铣还具有局限性 。 .
比如 ,需 要 很小 的 清 根加 工 ,运 用高 速 铣 床加 工 , 就 需要 很 小 直 径的 刀具 ,不容 易加 工 ,且 易 断 刀 。
微细电火花三维加工中电极损耗补偿新方法

微细电火花三维加工中电极损耗补偿新方法李剑忠;栾纪杰;虞慧岚;张余升;余祖元【摘要】为解决微细电火花三维加工中存在的电极损耗问题,提出了一种使线性补偿法与均匀损耗法相结合的新的补偿方法.加工实验结果表明,使用这一新补偿方法可明显提高三维微细电火花加工的加工效率和底面粗糙度,并且减少电极损耗.与均匀损耗法相比,电极损耗长度可减少17.8%,表面粗糙度可降低9.9%,材料去除速率可提高10.1%.%To solve the electrode wear problem in three-dimensional micro-electrical discharge machining(3D micro-EDM),a new compensation method of combination of linear compensation method (LCM) with uniform wear method(UWM) is presented.The experimental results show that the machining efficiency and the roughness on the bottom surface are improved obviously in 3D micro-EDM,and the electrode wear is reduced using this new pared with the UWM,the length of electrode wear decreases by 17.8%,the surface roughness reduces by 9.9% and the material removal rate increases by 10.1%.【期刊名称】《大连理工大学学报》【年(卷),期】2011(051)004【总页数】4页(P525-528)【关键词】三维微细电火花加工;电极损耗;均匀损耗法;线性补偿法【作者】李剑忠;栾纪杰;虞慧岚;张余升;余祖元【作者单位】大连理工大学机械工程学院,辽宁大连116024;无锡微研有限公司,江苏无锡214072;大连理工大学机械工程学院,辽宁大连116024;上海航天设备制造总厂,上海200245;大连理工大学机械工程学院,辽宁大连116024【正文语种】中文【中图分类】TG6610 引言近年来微型机械、微型传感器、微型机器人等技术的研究与进步,推动了三维微型零件加工制造技术的深入发展.微细电火花作为微细加工技术中的一种,可以加工任何导电材料,特别是近年来微细电极在线放电研削(wire electrical discharge grinding,WEDG)方法的发明,使得微细电火花加工技术结合CAD/CAM系统,利用简单形状的电极进行逐层铣削,成功制作出各种微三维结构,获得了明显的发展优势.微细电火花加工过程中,电极损耗会直接影响加工精度.微细电火花实现微三维结构精准加工的困难也主要来自于加工过程中对电极损耗的及时准确补偿.世界各国的专家学者为此进行了大量的研究,先后提出了均匀损耗法、线性补偿法以及在线监测电极损耗并加以补偿等方法.均匀损耗法(uniform wear method,UWM)是一种在微细电火花三维加工中,采用简单形状电极进行逐层铣削,通过电极微量进给将放电过程仅限于电极端部,同时通过合理规划铣削路径,使每层加工完成后除电极长度的损耗外电极端部无形状改变,进而在加工过程中根据工件去除体积确定电极损耗长度,并在每层加工的初始点对本层加工中的电极损耗长度进行一次性补偿的方法.20世纪90年代,Yu 等利用均匀损耗法成功制作了长0.5 mm、宽0.2 mm、深0.2 mm的微型汽车模型以及各种三维微细型腔结构[1].线性补偿法(linear compensation method,LCM)是在微细电火花加工过程中,随电极加工的轨迹距离而对电极损耗长度进行线性补偿的一种方法.这种方法最早由日本三菱公司的一个研究小组在1995年提出.该小组使用该方法成功进行了三维微小形状的加工.除此之外,Kaneko等还研究了利用光学系统在线检测电极形状并对电极损耗进行实时补偿的方法[2];Bleys等[3]以及赵万生等[4]还分别研究了基于放电状态的统计数据进行在线补偿的方法等.所有这些方法均在不同程度上解决了电极损耗的补偿问题,促进了微细电火花三维精准加工技术的研究与发展.但这些方法又都具有各自的局限性.均匀损耗法只在每层加工的轨迹起点进行一次性补偿,导致加工的初始阶段加工深度最大,加工过程不稳定,以后则随着加工过程中电极不断损耗,加工深度越来越小,最终使加工轨迹的起点处最深而终点处最浅,特别是当加工层的面积较大、路径轨迹较长时,往往得不到理想的轮廓形状,致使加工质量不够理想[5、6].由于三维加工中每层的截面变化,线性补偿法也已从理论上被证明不适用于任意三维形状的加工[6].裴景玉等研究了根据线性补偿法和加工路径的距离进行电极损耗补偿的定长补偿方法[7],但没有对三维微结构进行加工验证.其他各种在线监测电极损耗并加以补偿的方法,则或者由于难以兼顾加工效率和加工精度,频繁测量电极损耗中断加工降低了加工效率,或者由于电火花放电加工过程的随机性影响了统计数据的可信程度,从而限制了实际加工中电极损耗的补偿效果.本文在上述研究工作的基础上,提出一种新的电极损耗补偿方法——均匀损耗微量补偿法(combination of LCM with UWM,CLU),并通过将该补偿方法集成到CAD/CAM系统中,在相同的加工条件下对同样的三维微型腔结构进行对比实验加工.1 电极均匀损耗微量补偿法本文提出的新方法在均匀损耗法的基础上借鉴了线性补偿法的原理,即在加工轨迹设计和层间电极损耗总补偿量的确定方面采用均匀损耗法,而在每一层内的加工则根据加工设备的精度将该层的总补偿量均匀地分配到该层内的加工轨迹上,从而不仅兼顾了两者的长处,而且避免了两者的不足,使加工效率和加工精度获得了显著的提高.新的电极损耗补偿方法CLU包括层内加工轨迹设计、层间补偿量的确定和层内补偿量的实施3个环节.层内加工轨迹设计完全采用了均匀损耗法的原理.即在微细电火花三维加工中,采用简单形状电极在深度方向微量进给逐层进行铣削,电极加工轨迹往复扫描并适当重叠,型腔中心与边缘交替加工,从而将加工时的放电过程仅限于电极端部,避免电极侧面损耗和加工后电极形状发生改变,进而确保所形成的微小加工形状是电极端部轨迹的包络面.层间补偿量即每层加工时的电极损耗长度,由预先经实验确定的电极损耗体积与工件去除体积的比值以及本层欲去除的工件体积确定.若设Lw为加工层深,Se为电极端部面积,Sw为欲加工层的加工面积,ν为经实验确定的电极损耗体积与工件去除体积的比值,即相对体积损耗率,则加工该层时电极总进给量(包括补偿长度)可由下式求出:其中加工该层时需要补偿的电极总的损耗长度,即层间补偿量为在均匀损耗法中,层间补偿量是在该层加工轨迹的起点一次进行补偿.本文所述方法与之不同,采用了将层间补偿量在层内多次微量线性实施的方法进行补偿,每次补偿的电极长度由加工装置的运动控制精度(进给分辨率)限定.因此,加工装置在深度方向的运动控制精度越高,则补偿效果越好,加工的准确性与精密程度也就越高.设加工装置在深度方向的运动控制精度即每次补偿的电极长度为l,则加工该层时电极长度的实际补偿次数式(3)表示对实际补偿次数进行四舍五入后取整运算,以便最大限度提高加工后的精准程度.设L为该层加工的路径总长度,则电极每次补偿后可以进行加工的路径长度即每次电极长度补偿l后,完成加工路径长度为s,如此重复N次,直至完成本层的加工.2 对比实验的加工过程加工实验在图1所示的自主开发的微细电火花数控加工装置上利用均匀损耗法和本文提出的新方法分别进行.图1中,X、Y、Z三轴高精度工作台的运动控制精度均为0.1μm;主轴回转控制精度为0.09°,转速连续可调;工具电极夹持在主轴上,工件固定于大理石基座上.加工对象均为正四方台凹坑型腔.型腔的上表面为边长400μm的正方形,底面为边长200 μm的正方形,型腔深度为100μm,侧面与底面的夹角均为135°.工件材料均为304不锈钢.加工电源采用RC脉冲电源,加工液采用煤油,电极材料采用钨丝经线电极放电研削单元WEDG在线制作成圆柱形,直径为50μm.实际加工中,首先利用PRO/ENGINEER的CAD模块将零件模型从上表面到底面共分割200层,每层的厚度为0.5μm,并计算每层的面积.然后在CAM模块中,取刀具直径为50μm、轨迹重叠30μm、切深为0.5μm,分别生成需要的刀具加工轨迹.图1 实验设备简图Fig.1 Schematic diagram of experimental equipment使用均匀损耗法UWM进行补偿加工时,利用式(1)根据面积数据生成每层的电极总进给量(包括补偿长度),同时根据均匀损耗法的轨迹规划,分别生成不同方向和切削角度的刀具加工轨迹数控指令代码,最终整理生成数控执行代码输入到图1所示的数控装置中进行加工.采用本文所述的CLU进行补偿加工时,利用式(2)根据面积数据生成每层的层间补偿量,同时根据均匀损耗法的轨迹规划分别生成不同方向和切削角度的刀具加工轨迹数控指令代码后,再通过独立开发的一套程序根据式(3)与(4)计算出每层的轨迹路径总长、补偿次数以及电极补偿位置,并调整生成的刀具加工轨迹数控指令代码,最终整理生成数控执行代码输入到图1所示的数控装置中进行加工. 以型腔加工的第1层为例,该层的加工面积为159 201μm2,电极端部的面积为1 963.5 μm2,经预先实验测定的电极相对体积损耗率为0.02,加工层深lw=0.5μm.采用均匀损耗法UWM进行补偿加工时,电极在该层起点处一次进给,进给量根据式(1)确定为采用CLU进行补偿加工时,加工该层需要补偿的电极损耗长度,即层间补偿量为由于该层的加工路径总长为6 980μm,加工装置的运动控制精度为0.1μm,一次进给量l=0.1μm,故根据式(3)和(4),加工该层的补偿次数N和每次补偿以后可以加工的路径长度s分别为实际加工时,电极在该层加工起点的进给量仅为0.5μm+0.1μm=0.6μm,其后每加工完成872.5μm的路径长度,再进给0.1μm,直至完成本层的加工.把均匀损耗法在该层起点处的一次补偿变为层内的多次补偿,从而使加工效果获得改善.3 实验加工的结果与分析实验加工结果的显微照片如图2、3所示.图2为采用本文所述的方法CLU所加工的型腔,图3为采用均匀损耗法UWM所加工的型腔.图2中加工痕迹明显是拍摄时调焦更为准确所致.图2 用均匀损耗微量补偿法加工的型腔Fig.2 The cavity generated by CLU图3 用均匀损耗法加工的型腔Fig.3 The cavity generated by UWM表1为采用UWM与CLU加工后的实际测量结果.其中,电极损耗长度采用电接触法,由加工前与加工完成后在工件上某一固定点测量电极的长度差值确定;加工型腔的深度也采用电接触法,通过在型腔上部的四角点的外沿所测得的高度平均值与型腔底面中心高度的差值确定;表面粗糙度采用粗糙度仪测量获得;加工去除体积与材料去除速率则通过计算确定.表1 采用UWM与CLU的实际加工结果比较Tab.1 Comparison of the experiments results by UWM and CLU实验加工方法电极损耗长度/μm型腔实际深度/μm底平面粗糙度/nm加工去除体积/μm3材料去除速率/(μm3·s -1)UWM 107.9 86.2 176.0 8 094 053.67 90.0 CLU 88.7 97.2 158.5 8 679 424.82 99.1对比表1中的数据结果可见,相比于均匀损耗法UWM,用本文所述的CLU加工同样型腔,电极损耗长度由107.9μm减少到88.7μm,减少了17.8%;底面粗糙度降低了9.9%;材料去除速率提高了10.1%.即在同样的工艺条件下加工同样的三维型腔,加工的效率和表面加工质量均得到了明显提高,电极损耗率降低.4 结论均匀损耗微量补偿法在加工层内实现了多次微量补偿,每次补偿量由加工装置的运动控制精度(进给分辨率)限定.加工装置在深度方向的运动控制精度越高,补偿效果越好,加工的准确与精密程度也就越高.在同样的工艺条件下加工同样的微型三维型腔,本文所述方法与均匀损耗法相比,不仅能够降低电极损耗率,更主要的是能够明显提高三维加工的准确与精密程度、表面质量以及实际加工效率.【相关文献】[1]YU Zu-yuan,MASUZAWA T,FUJINO M.Micro-EDM for three-dimensional cavities─Development of uniform wear method[J].Annals of the CIRP,1998,47(1):169-172[2]KANEKO T,TSUCHIYA M,KAZAMA A.The Improvement of 3D NC contouring EDM using cylindrical electrodes-optical measurement of electrode deformation and machining of free-curves[C]//Proceedings of the 10th International Symposium for Electromachining.Pittsburgh:ISEM,1989:364-367[3]BLEYS P,KRUTH J P,LAUWERS B,etal.Realtime tool wear compensation in milling EDM[J].Annals of the CIRP,2002,51(1):157-160[4]赵万生,李志勇,王振龙,等.微三维结构电火花铣削关键技术研究[J].微细加工技术,2003(3):49-55[5]NARASIMHAN J,YU Zu-yuan,RAJURKAR K P.Tool wear compensation and path generation in micro and macro EDM[J].Journal of Manufacturing Processes,2005,7(1):75-82[6]YU Zu-yuan,KOZAK J,RAJURKAR K P.Modelling and simulation of micro EDM process[J].Annals of the CIRP,2003,52(1):143-146[7]裴景玉,邓容,胡德金.微细电火花加工的底面轮廓模型及定长补偿方法[J].上海交通大学学报,2009,43(1):42-46。
分层去除微细电火花铣削技术的实验研究

率, 因此 提 高微 细 电火 花铣 削 的 加 工 效 率 和 稳 定 性 、
基 金 项 目 :国 家 自然 科 学 基 金 资 助 项 目 ( 9 3 l 0 595 l)
收 稿 日 期 :2 0 0 2—0 3—2 2
,
护
, 护
, 护
, 护
, 护
, 护
, 护
pr v he ma h ni g e fce c n h s ha ge s a e i c ni g g p e f c i e y. o e t c i n fii n y a d t e dic r t t n ma hi n a fe tv l
维普资讯
设 计 - 究 研
《 电加工与模具)0 2 20 年第 4 期
分 层 去 除 微 细 电 火 花 铣 削 技 术 的 实 验 研 究
哈 尔 滨 工程 大学 哈 尔 滨 工业 大 学 摘 要 关 键 词
Ab ta t s r c
王振 龙 孟 庆 鑫 赵万生 狄 士春
系统 地 研 究 了微 细 电 火 花 铣 削的 工 艺规 律 , 出 了超 声 辅 助 微 细 电 火 花 铣 削 加 工 技 术 : 该 提 微 细 电 火 花 铣 削 超 声 振 动 工 艺 实 验
Thsp p rsu ist emir lcrc l ic a g l n ( E M i ig e h oo ys se t— i a e t d e h co ee tia s h r emi ig M D— ln )tc n lg y tma i d l l
, 护
, 护
, , 护 护
, 护
, 护
, , 护 护
电火花加工技术
电火花加工技术第一章绪论1.1 电火花加工技术的的发展历程电火花加工是利用两极见脉冲放电时产生的电腐蚀现象,对材料进行加工的方法。
早在十九世纪,人们就发现了电器开关的触点开闭时,因为放电,使接触部位烧蚀,造成接触面的损坏。
这种放电引起的电极烧蚀现象叫做电腐蚀。
起初,电腐蚀被认为是有害的,为减少和避免这种有害的电腐蚀,人们一直在研究电腐蚀产生的原因和防止的办法。
当人们掌握了它的规律之后,便创造条件,转害为益,把电腐蚀用于生产中。
研究结果表明,当两极产生放电的过程中,放电通道瞬时产生大量的热,足以使电极材料表面局部熔化或汽化,并在一定条件下,熔化或汽化的部分能抛离电极表面,形成放电腐蚀的坑穴。
二十世纪四十年代初,人们进一步认识到,在液体介质中进行重复性脉冲放电时,能够对导电材料进行尺寸加工,因此,创立了“电火花加工法”。
电火花加工技术作为特种加工领域的重要技术之一,最早应用于二战时期折断丝锥取出时的加工。
随着人类进入信息化时代,电加工技术取得了突飞猛进的发展,可控性更高,数字化程度更好。
电火花加工技术经历了手动电火花加工、液压伺服、直流电机、步进电机、交流伺服电机等一系列过程。
控制系统也越来越复杂,从单轴数控到轴数控、再到多轴联动。
20世纪90年代初期,3轴电火花机在国内还是空白,主要是从日本和瑞士引进。
直到90年代中期,北京市电加工研究所才和日本沙迪克公司合作开始制造3轴电火花加工机,也可以说开始步入国内电火花加工机的真正快速发展轨道,后来在此基础上又生产研发了4轴4联动电火花加工机。
以该合作为例,可以看出北京市电加工研究所的消化吸收再创新的道路大概经历了以下几个阶段:首先制造主机,也就是机械部分,相对较为简单;此后是数控系统部分,可以理解为引进;之后是整个电源,是消化阶段。
经历这三个阶段之后是吸收,最后是再创新。
对电火花加工而言电火花成形机下一步的发展空间在精密微细和特殊材料两个方面。
特殊材料(如航空航天领域用的材料)专机,窄槽窄缝、异型腔的加工,精密模具等领域都是发展重点。
微细丝数控电火花线切割加工机床的设计

Designing of the Micro WEDM Machine Tools LIU Bin袁WU Qiang袁CHENG Zhe
渊 Suzhou Electromachining Machine Tool Research Institute Co., Ltd.袁Suzhou 215011袁China 冤 Abstract院The goal is to process small and complex parts袁developed a micro-WEDM equipment characterized with micro wire winding system袁micro wire guide and micro finishing machining power. Research on the process of using 准0.02 mm electrode wire for micro -WEDM processing technology. Developed the micro WEDM machine tool with non -resistance anti electrolytic power supply袁high efficiency袁high precision and high surface quality. Key words院WEDM曰unidirectional traveling曰wire winding system曰micro wire guide曰micro finish machining power
微细电火花加工的实验研究

o 2 0Fm, 法满 足需求 。基 于微细 电 火花精 密 加 .3 i 无 l
工 系 统 I D 一0 针 对 所 需 加 工 的 微 小 孔 , 先 加  ̄ M 5, E 首 工 出 了微 细 工 具 电 极 , 后 在 零 件 上 加 工 出 了 6个 然 均 匀 的微 小 孔 , 径 为 0 1 5mm( 3 。 小 孔 的 边 直 .5 图 ) 缘 均 很 规 整 , 径 一 致 性 也 很 高 , 全 满 足 了 需 求 方 直 完
微 细 电 火 花 加 工 技 术 作 为 一 种 实 现 金 属 零 件 微
小 特 征 精 密 加 工 的 重 要 _ 艺 手 段 , 引 了 国 内 外 众 T 吸 多 学 者 进 行 卓 有 成 效 的研 究 。 微 细 电 火 花 加 工 系统
与实验研究 是其 中重要 的研究 内容 。哈尔滨 工业 大
《 电加工与模具》2 I 年第 2 01 期
工 艺・ 备 装
微 细 电火 花 加 工 的 实 验 研 究
张 勇 斌 ,吉 方 ,刘 广 民 ,张 连 新 ,吴 祉 群
(中 国工程 物理研 究 院机械制 造工艺 研究所 , 四川绵 阳 6 1 0 2 9 0)
摘 要 : 于 新 研 发 的 一 套 微 细 电 火花 精 密加 工 系统 E M一0 在 金 属 材 料 上 进 行 了 一 些 典 型 的 基 D 5, 微 小特 征 精 密 加 工 实验 及 电 火花 放 电 沉 积 实验 。 该 系统 已作 为加 工 特 征 尺 寸 介 于数 十 微 米 到 数 毫
的要 求 。
件, 要求 在 围绕 其 中心 、 直 径 为 1 3 且 . 5mm 的 圆周
上 均 匀 加 工 出 6个 直 径 0 1 'n的 微 小 孔 。 用 微 . 5 DI l
微细电火花加工的实验研究

微细电火花加工的实验研究张勇斌;吉方;刘广民;张连新;吴祉群【摘要】Some t ypical experiments of micro-electrical discharge machining are described based on a set of new developed micro-eiectrical discharge machining equipment typed μEDM-50 in the paper.The resuhs about micro-character precise machining and discharging deposition are given. The size of the rnachining character varies mainly from a few decades of micrometers to a few millimeters.%基于新研发的一套微细电火花精密加工系统EDM-50,在金属材料上进行了一些典型的微小特征精密加工实验及电火花放电沉积实验.该系统已作为加工特征尺寸介于数十微米到数毫米范围的重要工艺手段.【期刊名称】《电加工与模具》【年(卷),期】2011(000)002【总页数】3页(P54-56)【关键词】微细电火花加工;工具电极;放电沉积【作者】张勇斌;吉方;刘广民;张连新;吴祉群【作者单位】中国工程物理研究院机械制造工艺研究所,四川绵阳,621900;中国工程物理研究院机械制造工艺研究所,四川绵阳,621900;中国工程物理研究院机械制造工艺研究所,四川绵阳,621900;中国工程物理研究院机械制造工艺研究所,四川绵阳,621900;中国工程物理研究院机械制造工艺研究所,四川绵阳,621900【正文语种】中文【中图分类】TG661微细电火花加工技术作为一种实现金属零件微小特征精密加工的重要工艺手段,吸引了国内外众多学者进行卓有成效的研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第41卷 增刊1吉林大学学报(工学版) Vol.41 Sup.1
2011年7月Journal of Jilin University(Engineering and Technology Edition) July 2011
收稿日期:2010-04-16.
基金项目:国家自然科学基金重点项目(50835002).
作者简介:迟关心(1968-),男,副教授.研究方向:电火花加工.E-mail:chigx@hit.edu.cn
通信作者:禇旭阳(1981-),男,讲师.研究方向:微细电火花加工.E-mail:chuxuyang7@126.com
管电极微细电火花铣削加工迟关心1,褚旭阳2,狄士春1,王振龙1
(1.哈尔滨工业大学机电工程学院,哈尔滨150002;2.厦门大学物理与机电工程学院,厦门361005)摘 要:提出了采用对轴向损耗不敏感的微细管电极进行微细电火花分层铣削的加工方法,并对管电极在加工过程中的损耗特性进行了理论分析。在此基础上,分别采用铜管电极和实心电极进行了微细电火花铣削加工实验。结果表明:采用中空结构的管电极不仅减小了铣削过程中电极端部的损耗半径,提高了加工精度,而且简化了微细电火花铣削的分层策略和电极损耗补偿策略。关键词:材料合成与加工工艺;微细电火花;铣削;管电极中图分类号:TG661 文献标志码:A 文章编号:1671-5497(2011)Sup.1-0121-06
Micro-EDM milling with tube electrodeCHI Guan-xin1,CHU Xu-yang2,DI Shi-chun1,WANG Zhen-long
1
(1.Department of Mechanical Engineering,Harbin Institute of Technology,Harbin 150001,China;2.Department of
Physics and Mechanical &Electrical Engineering,Xiamen University,Xiamen361005,China)
Abstract:The axial wear-loss insensitive tube electrodes was applied to substitute solid electrodesduring micro-EDM milling process,and the tube electrode wear-loss characteristics during thisprocessing was analyzed.The comparative experiments using both copper tube electrodes and solidelectrodes were carried out on the convention micro-EDM milling system.Results indicate that tubeelectrode reduces wear-loss radius of the electrode end,improves machining accuracy,and simplifiesthe compensation method in micro-EDM milling process.Key words:materials synthesis and processing technology;micro-EDM;milling;tube electrode
0 引
言
微细电火花铣削加工[1]采用简单形状的电极,按照类似于机械铣削的成型运动,通过火花放电来蚀除多余材料,获得所需的零件形状。该技术具有工具电极简单、工具与工件之间无宏观作用力等特点,可实现微细复杂三维结构的加工。国内外学者利用开发出的微细电火花加工装置,相继制造出了微小球冠[2]、微型涡轮盘[3]、微型齿轮[4]、微传感器[5]等具有复杂结构的微三维零件。同时,微细电火花加工具有非接触式的特点,使其在硬质合金、镍合金及钛合金等难加工材料的加工上具有独特的优势[6]。目前,微细电火花铣削加工在微机械、微型模具制造等领域取得了广泛的应用,成为一种不可或缺的微细加工技术。目前,微细电火花铣削加工技术也存在着一定的问题。相比于常规的电火花加工,微细电火花加工中放电间隙较小,加工条件较恶劣,微细工吉林大学学报(工学版)第41卷具在加工过程中极易损耗。电极端部的尖角、棱边处的损耗,将直接影响到微细电火花铣削的加工精度。虽然,许多学者通过使用直径更小的微细工具[4]、规划更复杂的铣削路径[7]以及采取多种电极损耗补偿策略[6,8-9]等方法来提高铣削精度,但是依然无法避免电极损耗对加工精度的影响。更为重要的是,这些方法都是以牺牲铣削效率和增加铣削系统复杂性为代价的,限制了微细电火花铣削加工技术在微小零件加工中的进一步应用。因此,如何降低电极损耗对加工精度及加工效率的影响,一直是微细电火花加工技术需要解决的问题。本文将对微细电火花铣削中电极的损耗问题进行研究,以寻求更为有效的提高铣削精度和效率的方法。1 微细电极的损耗1.1 电极损耗对铣削精度的影响微细电火花铣削通常采用分层去除的方式进行,如图1所示。为了提高铣削精度,工件的分层厚度通常取值较小(1~4μm),使工具电极在加工完每一层后,端部可以自动恢复平整,实现所谓的“等损耗加工”。事实上,在微细电火花分层铣削过程中出现电极等损耗的条件较为苛刻,还受到其他条件的制约。图1 电火花分层铣削示意图Fig.1 Diagram of layered milling in micro-EDM首先,铣削中电极轨迹需要合理的规划才能保证层与层之间电极的等损耗[7]。这是由于在加工轮廓的侧壁时,轮廓面的存在使得电极底面的棱边处产生较大的导钝圆角,即使采用旋转的圆柱形电极,这种现象也不能避免。因此,为获得高精度的加工表面,需要对电极轨迹进行合理规划,使电极在加工轮廓边缘时产生的导钝现象在层面中央部位加工时予以消除,以保持进入下一层加工面时,电极具有平整的端面。其次,在每一层加工面内电极也并非均匀损耗。图2所示为等损耗加工中电极端部形状的变化情况。在加工初始阶段,由于尖端放电的作用,电极底面的锐边处首先出现导钝现象,随着扫描运动的继续,放电间隙逐渐拉大,放电点逐渐减少并发生在极间距离最近处,导钝圆角将逐渐减小直到消失,进而恢复电极的理想形状。上述过程表明,在分层铣削过程中,电极端部的形状并非一直保持平整,而是经历着“平整—导钝—平整”的周期性变化。在周期内部,电极实际上一直处于尖端磨损的状态,这对高精度的微细加工极为不利。
图2 电极平动时端部的损耗过程Fig.2 Wear process of electrode end
从上面的分析可以看出,在微细电火花铣削过程中,电极的损耗,特别是电极端部形状的改变是影响铣削精度的一个重要原因。尽管采用了等损耗的加工策略,加工过程中电极端部也很难一直保持平整状态。1.2
管电极的损耗特性
减小加工过程中电极端部的损耗可通过两个途径来实现:①采用低损耗的加工条件,减少电极材料在加工中的剥落速度;②使用一些对损耗不敏感的结构,以达到减小加工误差,提高加工精度的目的。具有中空结构的管状电极恰恰具备了这种特性。管电极作为电火花加工工具由来已久,其首先在电火花小孔加工中使用。通过向管电极中通入高压工作液,电火花小孔加工可制作出深径比为100的小孔。近年来,管电极被越来越多的应用于电火花铣削加工中,管电极中喷出的工作液的类型也扩展为煤油[10]、空气[11]、水雾[12-13]等多种绝缘介质。但是,这些管电极铣削均应用在粗加工场合,加工电流在10A以上,管电极的直径也都大于5mm
。管电极在加工过程中只起到了
强迫冲液的作用,其主要以获得较高的铣削速度为主要目的,而非提高加工精度。事实上,管电极
·221·增刊1迟关心,等:管电极微细电火花铣削加工还具有对损耗不敏感的结构,有助于对提高微细电火花铣削加工精度。图3所示为理论上相同直径的实心电极和管电极在电火花加工中电极端面所能产生的最大损耗。其中D为电极外径;t为管电极厚度;L为加工深度;Rs、Rt分别为实心电极和管电极在加工中产生的最大端部损耗半径值;αs、αt分别为实心电极和管电极沿轴线方向所能产生的最大锥角值。根据相应的几何关系,对实心电极有:Rs=D/2,αs=arctan(D/(2L));对管电极有:Rt=t,αt=arctan(h/L)。可见,在相同的外径下,管电极在铣削过程中端部的最大损耗半径和轴向最大损耗锥角均小于实心电极。其损耗值主要由管壁厚度来决定,而不像实心电极那样与整个轴的半径有关。在电火花铣削加工过程中,当管电极外部的电极材料损耗到一定程度后,中空的结构会使损耗表现在轴向长度上,而避免了径向误差的增加。这样保证了加工中的电极具有较小的端部损耗半径和锥度,减小了工件上的残留误差。因此,与实心电极相比,管电极在铣削过程中电极端部产生的变化更小,理论上可以获得较小的加工误差。图3 管电极与实心电极损耗的比较Fig.3 Wear comparison between tube and solid electrodes2 管电极微细电火花铣削实验为验证管电极的损耗特性,研究管电极在微细电火花分层铣削中的加工效果,本文将对管电极微细电火花铣削进行相关的实验研究。实验装置采用哈尔滨工业大学自行研制的微细电火花加工机床。该装置具有三轴联动功能,Z轴上安装有回转跳动小于1μm的旋转主轴,转速在1000~25000r/min连续可调,可实现微细电火花铣削加工。铣削用电极为中空的铜管电极。在铣削过程中,主轴带动电极作高速旋转,并同时进行分层铣削运动,如图4所示。与其他管电极电火花加工不同,在铣削过程中工作液并未从管电极中喷出,而是采取外部冲液的方式进行排屑,因此并没有增加铣削系统的复杂性。
图4 管电极与实心电极损耗的比较Fig.4 Wear-loss comparison between tube and solid electrodes2.1
铣削的分层厚度
为验证管电极铣削对分层厚度的影响,进行如下实验。分别采用直径100μm的实心电极和外径300μm、内径240μm的管电极进行侧壁结构(直径200μm、高250μm的微轴)的铣削。实验条件如下:加工电压110V,脉宽20μs
,占空比
50%,主轴转速2000r/min,铣削分层厚度10μm,机床进给速度50μm/s。铣削过后实心电极
和管电极端部的扫描电镜图片如图5所示。可以看出,由于采用了较大的分层厚度连续进行侧壁结构的铣削,实心电极端部无法恢复平整,而且沿轴线方向存在锥度。相反,管电极在铣削过后仍然具有平整的端面,侧面的锥度也较小。端面外侧的最大圆角半径仅为22μm