铣削刀片型号规格简介(通用型)
燕尾槽铣刀标准

燕尾槽铣刀是一种切削工具,用于在工作件表面切削出燕尾槽。
其规格可以根据不同的参数进行分类,如刀片宽度、切削深度、形
状等。
常见的燕尾槽铣刀规格包括:刀片宽度为3mm、5mm、8mm、
10mm等;切削深度为10mm、15mm、20mm等;形状分为V型、U型、
平底型等。
此外,燕尾槽铣刀的规格也可以根据其材料、硬度和精密度等
进行分类。
一般来说,燕尾槽铣刀的材料应该具有较高的硬度和耐
磨性,以承受切削过程中的高温和高压力。
同时,其精度和稳定性
也要达到一定的标准,以确保切削质量和效率。
总之,燕尾槽铣刀的规格需要根据具体的应用场景和加工需求
进行选择,以确保切削质量和效率。
铣刀直径长度规格对照表【免费下载】
50
75
200
4
刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。而铣刀作为数控加工中广泛应用的切削工具,铣刀直径长度有哪些规格型号呢?
铣刀直径长度规格对照表如下:
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
12
26
82
9/16
1—3/8
3—3/8
14
26
82
5/8
1—5/8
3—3/4
16
32
90
11/16
1—5/8
3—3/4
18
32
90
7/8
1—7/8
4—1/8
20
38
100
1
2
4—1/2
产品名称
产品规格
产品材料
锯片铣刀
Ф60—Ф200
高速工具钢
切口铣刀
Ф40—Ф80
高速工具钢
直齿三面刃铣刀
Ф50—Ф130
Milling铣削山特维克重要刀具参数.
通过使铣刀移动偏离中央,就会得到 恒定的和有利的切削力方向。(通俗的 理解,使刀片从厚吃刀点切入,从薄 吃刀点切出,如后页)
29
铣削原理 –铣屑厚度
30
刀具进入和退出时需考虑的要点
1.
2.
3.
刀具的中心线完全位于工件 刀具的中心线与工件边缘处 刀具的中心线完全位于工件
立铣刀(Ф50以下)
4
铣削原理 -- 铣刀分类
5
铣削原理 -- 铣刀分类
•工件材料不同 •切削力不同 •非等齿距用于消振 •铣刀代号的最后一个字母
6
选择铣削时的刀具-齿距
首选
低
操作稳定性
高
刀具齿距
疏齿距(-L)
L
M
密齿距(-M)
H
超密齿(-H)
轻型铣削(-L) 耐磨性
中等铣削(-M)
切削工况/牌号
宽度之外。
于同一条直线。(最差,最 宽度之内。
不好)
点击上图
31
铣削原理 – 铣屑厚度
切屑宽度与进给值
32
铣削原理 –铣屑厚度
主偏角与切屑厚度
33
切削力和主偏角
90°主偏角
重载铣削 (-H) 韧性
良好工况
正常工况
恶劣工况
7
齿距选择
首选
低
操作稳定性
高
L
疏齿距 (-L)用于切 削刀小,悬伸较长的情
况
8
M
密齿距(-M)大多数 都能用
H
超密齿(-H)(用于工况较 好,机床刚性好的情况)
疏齿距 (-L)
L
疏齿距 (-L)
常见刀具型号及用途
1、常用合金刀片牌号、性能及用途:YD05专用于加工各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金材料。
YT726红硬性高,耐磨性好。
适于冷硬铸铁、合金铸铁、淬火钢的车削、铣削。
YT767耐磨性高、抗塑性变形能力好。
适于高锰钢、不锈钢的连续或部断切削。
YT758高温硬度好,耐磨性好。
适于超高强度钢的连续或间断切削。
YT798韧性好,具有很高的抗热震裂和抗塑性变形能力。
适于铣削合金结构钢、合金工具钢,也适于高锰钢、不锈钢的加工。
YT535耐磨性、红硬性高于YT540并有较高的使用强度。
适于铸、锻钢的连续粗车、粗铣。
ZP10耐磨性及使用强度较高,红硬性好,适合于钢铸钢、可锻铸铁、连续球墨铸铁的精加工和音精加工,还可用于仿形、螺纹车削及铣削加工。
ZP20使用强度和抗冲击性较高,适合于钢、铸钢可锻铁和球墨铸铁的半精加工和浅粗加工。
ZK10SF结晶粒合金,具有较高耐磨性,强度高,抗冲击性好,适合各种铸铁、有色金属及非金属材料的加工,是整体硬质合金孔加工刀具的理想材料。
ZK10SF-1具有良好的耐磨,适合于铸铁、有色金属、非金属材料及淬火钢的精加工,是整体硬直金孔加工刀具的理想材料。
ZK30SF强度高,抗冲击性好,适合于各种铸铁的粗加工和强力切削。
ZK30SF-1结晶粒合金,耐磨性好,使用强度高,通用性好。
适用于在较高速度下粗,精加工各种钢、铸铁、碳钢,高速和快速进给更佳。
ZK10UF适用于各种铸铁及有色金属的精加工和半精加工,也是制作整体硬质合金孔加工工具的理想材料。
ZK10UF-1适合于铸铁的精加工和半精加工,亦可用于合金铸铁、青铜、黄铜、铝及其合金的加工。
ZK20适合于铸铁、冷硬铸铁、低合金铸铁,有色金属及非金属材料的半精加工和浅粗加工。
ZK30UF具有特别优越的韧性,硬度也比较高,适于各种铸铁,有色金属的精加工和强力铣削,特别是作为孔加工刀具十分理想。
ZK30适合于铸铁、铜、铝等有色金属及大理石、塑料等非金属材料的粗加工。
铣铰刀及合金刀具篇

4.后角α:12°±2°。
机用铰刀
• 图片
机用铰刀
• 主要参数及用途:机用铰刀分为直柄(φ3-20)、锥柄 (φ5.5-50)、套式(φ25-100)三种形式,按国家标准 GB1132-84、GB1133-84及GB1135-84生产,该铰刀适用于 铰削一定精度的配合孔,精度等级有H7、H8、H9。 • 前角γ:0°-4°; • 后角α:直柄: φ3.0-4.5 α=14°±2° φ5.0-10 α=12°±2° φ11-18 α=10°±2° φ19-20 α=8°±2° 锥柄: φ5.5-18 α=12°±2° φ19-50 α=8°±2° 套式: 8°±2°
关工牌铣刀类产品介绍
高速钢铣、铰刀 硬质合金铣刀
引
言
根据安排我们利用今天这个时间概要介绍一下我公司
铣、铰刀和合金刀具的分类,刀具的选用,使用注意事项
和常见问题的解决。不妥之处敬请大家指正。
提
纲——铣、铰刀篇
一、铣刀、铰刀产品介绍 二、铣削切削用量 三、铰削切削用量 四、铣削中常见问题的解决 五、铰削中常见问题的解决
往往不能把前道工序的加工痕迹去除。余量
过大,因切削余量大容易破坏铰刀工作的稳
定性,引起振动,将孔扩大,并使刀具耐用
度下降。通常粗铰余量(直径上的)为0.2~
0.6mm,精度余量为0.05~0.2mm。
铰刀的使用及常见问题的解决
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度。因此使用前必 须对铰刀进行研磨。研磨时要注意切削部分、倒锥和圆柱校准部分的交 界处,因为内孔最后在这里成形,刀具的粗糙度在该处被反映到铰孔的 内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细地研磨, 并使交界成圆滑过渡,要求倒圆处后刀面上的表面粗糙度Ra0.2~0.1, 倒圆半径R的大小没有严格要求,但要求各点上的R值对应均匀一致。以 后注意,倒圆时不允许破坏刃口的锋利性。 铰刀退刀时,常会在孔中产生划痕,破坏内孔粗糙度。故铰削质量 要求高的孔,在孔铰完后,最好将主运动停止,然后把铰刀从孔内沿进 给方向拉出孔外。 铰孔时,正确选用切削锥十分重要。它不但能提高刀具耐用度和改 善表面粗糙度,而且还能起到抑制振动的作用。所以,高速钢铰刀无论 是铰削钢件还是铸铁,一般都使用切削液。铰削钢件时,通常用 10%~ 15%乳化液或硫化油,铰铸铁孔时,常用湿润性较好,粘性较小的煤油。 用煤油作润滑剂铰削铸铁时,与不用煤油相比,嘈声小,振动也小,还 能延长刀具寿命。
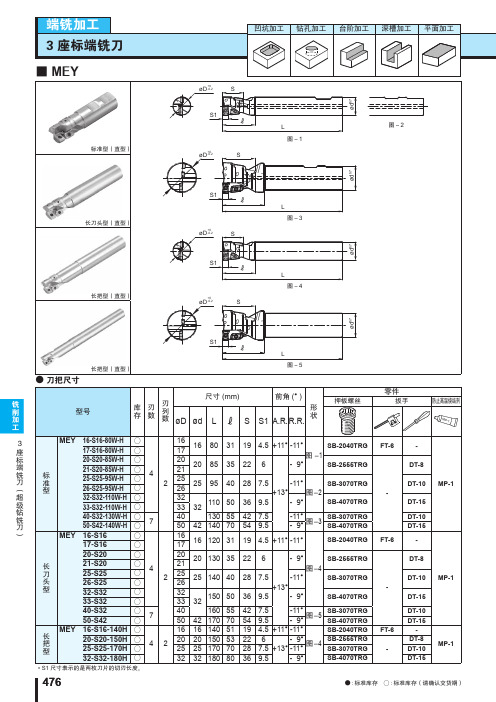
端铣加工刀具选择
MEY50-S42
478
超级钻铣刀
■ 钻孔深度 ( 标准 . 长头 . 长把:S50C)
MEY16-S16 MEY17-S16
MEY20-S20 MEY21-S20
d (mm) 25
20
钻 15 孔 深 10 度5
0
0.05
0.1
0.15
0.2
进刀量f(mm/刃)
MEY32-S32 MEY33-S32
端铣加工 3 座标端铣刀 ■ MEY
标准型(直型)
凹坑加工 钻孔加工 台阶加工 深槽加工 平面加工
+0
øD -0.2
S
S1 Ὑ
+0
øD -0.2
S
L 图-1
ødh7
图-2
ødh7
ødh7
长刀头型(直型) 长把型(直型)
S1 Ὑ
+0
øD -0.2
S
S1 Ὑ
+0
øD -0.2
S
L 图-3
L 图-4
ødh7
d (mm) 25
20
钻 15 孔 深 10 度5
0
0.05
0.1
0.15
0.2
进刀量f(mm/刃)
MEY40-S32
d (mm) 50
40
钻 30 孔 深 20 度 10
0
0.05
0.1
0.15
0.2
进刀量f(mm/刃)
d (mm) 50
40
钻 30 孔 深 20 度 10
0
0.05
0.1
0.15
库 存
刃 数
刃 列 数
尺寸 (mm)
前角 (° )
机械制造装备介绍-第31章 铣刀-247
第31章铣刀铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。
主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
常见的铣刀产品型式包括:圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T 形铣刀如图31-1所示。
图31-1常见铣刀铣刀的规格和材料如表31-1,直柄立铣刀规格值如表31-2,铣刀生产厂家及产品如下。
表31-1铣刀的规格和材料产品名称产品规格产品材料产品名称产品规格产品材料锯片铣刀Ф60~Ф200高速工具钢直齿三面刃铣刀Ф50—Ф130高速工具钢切口铣刀Ф40~Ф80高速工具钢齿轮滚刀M1—M10高速工具钢表31-2铣刀的规格和材料规格刃部长度全长规格刃部长度全长规格刃部长度全长规格刃部长度全长27401/83/82~5/161022721/21~1/43~1/4 38403/161/22~5/161226829/161~3/83~3/8 411431/45/82~7/161426825/81~5/83~3/4 512475/163/42~1/216329011/161~5/83~3/4 613573/83/42~1/21832907/81~7/84~1/8 819637/1612~11/162038100124~1/231.1铣刀系列产品之一1.厂家概述公司名称:常州市创华工具有限公司网址:/index.php常州市创华工具有限公司是国家工具名镇——西夏墅镇所在地,公司是生产整体硬质合、金刀具、数控刀具及焊接、成型、非标刀具的专业厂家。
公司主要产品有整体合金铣刀、铰刀、钻头、中心钻、螺旋立铣刀、T型刀、阶梯钻、复合钻、可转位刀具、数控刀具等;并为用户设计各种奇难刀具。
产品适用于合金钢、不锈钢、调质淬火钢、有色金属等;公司为生产汽车、摩托车发动机、空调压缩机、柴油机、缝纫机、模具行业等厂家提供各种成形刀具。
产品主要配套加工中心,数控机床专机等高精度机床使用。
山特维克铣刀刀片代码含义
ISO
K 铸铁
Light 轻载 Medium中载 Heavy 重载
工件材料 应用类型 加工工况
加工工况
好 一般 恶劣
4
fz 每齿进给量
(mm, inch)
vc 切削速度
(m/min, feet/min)
切削参数起始值
CoroMill® 刀片
槽型
工况
Light 轻载
中 中载
Heavy 重载
L
M
H
P钢
山特维克可乐满 铣削刀具和刀片代码含义
1
CoroMill® 刀体编号规则
R = 右手型 L = 左手型 A = Nhomakorabea英制 产品家族
刀片大小 IC
R 390 - 125 Q 40 - 17 M
主偏角
直径: Dc
安装: Q 公制心轴 R 英制心轴 J CIS心轴
安装型号
齿距 L = 疏齿 M = 密齿 H = 超密齿
CoroPak 06.1 Training – CoroMill 365 / Technical information 2
CoroMill® 刀片编号规则
R = 右手型 L = 左手型
产品家族
R 390 – 170408M - PM 4230
IC
刀片厚度
刀尖类型 08等 – 半径 ZN 等 – 倒角
PL
PM
PH
M 不锈钢
ML
MM
MH
K 铸铁
KL
KM
KH
5
公差
牌号
槽形 PM,PL,KM, KL等 W – wiper(修光)
CoroPak 06.1 Training – CoroMill 365 / Technical information 3
通用铝合金系列刀具参数
0.4 0.5 0.6 0.8 1 1.2
S8000,F800 S8000,F1000 S8000,F1200 S6000,F1200 S6000,F1400 S5000,F1500
铝合金系列刀具参数
序号 1 2 3 4 5 6 7 8 9 10 11 12 12 13 14 15 16 17 18 19 20 21 22 23 24 25 25 26 27 28 29 刀具参数 刃径 刃长 柄径 总长 R角 刃数 侧铣最大切深 铝合金平底铣刀 BAL-3E-D1.0-50 1 3 4 50 0 3 1.5 铝合金平底铣刀 BAL-3E-D1.5-50 1.5 4 4 50 0 3 2.25 铝合金平底铣刀 BAL-3E-D2.0-50 2 6 4 50 0 3 3 铝合金平底铣刀 BAL-3E-D2.5-50 2.5 7 4 50 0 3 3.75 铝合金平底铣刀 BAL-3E-D3.0-50 3 9 4 50 0 3 4.5 铝合金平底铣刀 BAL-3E-D4.0-50 4 12 6 50 0 3 6 铝合金平底铣刀 BAL-3E-D5.0-50 5 15 6 50 0 3 7.5 铝合金平底铣刀 BAL-3E-D6.0-50 6 18 6 50 0 3 9 铝合金平底铣刀 BAL-3E-D8.0-60 8 20 8 60 0 3 12 铝合金平底铣刀 BAL-3E-D10.0-75 10 30 10 75 0 3 15 铝合金平底铣刀 BAL-3E-D12.0-75 12 32 12 75 0 3 18 铝合金平底铣刀 BAL-3E-D16.0-100 16 45 16 100 0 3 24 铝合金平底铣刀 BAL-3E-D20.0-100 20 45 20 100 0 3 30 名称 型号 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 铝合金平底铣刀 BAL-2E-D1.0-50 BAL-2E-D1.5-50 BAL-2E-D2.0-50 BAL-2E-D2.5-50 BAL-2E-D3.0-50 BAL-2E-D4.0-50 BAL-2E-D5.0-50 BAL-2E-D6.0-50 BAL-2E-D8.0-60 BAL-2E-D10.0-75 BAL-2E-D12.0-75 BAL-2E-D16.0-100 BAL-2E-D20.0-100 1 1.5 2 2.5 3 4 5 6 8 10 12 16 20 1 2 3 3 4 6 7 9 12 15 18 20 30 32 45 45 2.5 4 5 4 4 4 4 4 6 6 6 8 10 12 16 20 4 4 4 50 50 50 50 50 50 50 50 60 75 75 100 100 50 50 50 0 0 0 0 0 0 0 0 0 0 0 0 0 0.5 1 1.5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1.5 2.25 3 3.75 4.5 6 7.5 9 12 15 18 24 30 0.1 0.2 0.3 侧铣最大切宽 0.1 0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 1 1.2 1.6 2 0.1 0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 1 1.2 1.6 2 0.1 0.2 0.3 切削参数推荐 切削参数 槽铣最大切深 S10000,F300 0.5 S10000,F450 0.75 S10000,F450 1 S10000,F600 1.25 S10000,F800 1.5 S8000,F1200 2 S8000,F1500 2.5 S8000,F1600 3 S6000,F1800 4 S6000,F1800 5 S5000,F2000 6 S4000,F2000 8 S3500,F2000 10 S10000,F200 S10000,F300 S10000,F300 S10000,F400 S10000,F600 S8000,F800 S8000,F1000 S8000,F1200 S6000,F1200 S6000,F1400 S5000,F1500 S4000,F1500 S3500,F1500 S10000,F200 S10000,F300 S10000,F600 0.5 0.75 1 1.25 1.5 2 2.5 3 4 5 6 8 10 0.1 0.2 0.3
常用铣刀种类及规格选用
铳刀,是用于铳削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铳刀主要用于在铳床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铳刀按用途区分有多种常用的型式。
①圆柱形铳刀:用于卧式铳床上加工平面。
刀齿分布在铳刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铳刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铳刀适用于精加工。
②面铳刀:用于立式铳床、端面铳床或龙门铳床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铳刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铳刀上有通过中心的端齿时可轴向进给。
④三面刃铳刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铳刀:用于铳削成一定角度的沟槽,有单角和双角铳刀两种。
⑥锯片铳刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铳切时的摩擦刀齿两侧有15 '~1。
的副偏角。
此外还有键槽铳刀、燕尾槽铳刀、T形槽铳刀和各种成形铳刀等。
铳刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铳刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铳刀、立铳刀和三面刃铳刀等。
直柄立铣刀规格表20 38 100 1 2 4 —1/2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
记号 H O P R S T C D E M F V L A B K W 90° 60° 80° 55° 75° 86° 50° 35° 90° 85° 82° 55° 80° 1.刀片形状 六角形 平行四边形 长方形 菱形 顶角 120° 135° 108° 形状 正六角形 正八角形 正五角星 圆形 正方形 正三角形 记号 A B C D E F G N P 后角 3° 5° 7° 15° 20° 25° 30° 0° 11° 记号 A F C H E G J K※ L※ M※ N※ U※
08 10 13
31 38
25 31 32
用刀片型号(通用性)
刀尖高度允差 ±0.005 ±0.005 ±0.013 ±0.013 ±0.025 ±0.025 ±0.05 ±0.013 ±0.025 厚度允差 ±0.025 ±0.025 ±0.025 ±0.025 ±0.025 ±0.13 ±0.025 ±0.025 ±0.025 内接圆允差 ±0.025 ±0.013 ±0.025 ±0.013 ±0.025 ±0.025 ±0.05―±0.13 ±0.05-±0.13 ±0.05-±0.13 ±0.05-±0.13 ±0.05-±0.13 ±0.08-±0.25 记号 N R F A M G W T Q U B H C 刀具未经磨制的误差依刀片大小而定 3.精度记号 J X ― 有孔 单面40°― 60° 两面40°―60° 单面70°- 90° 两面70°- 90° ― 4.孔.槽形状 圆柱面 无 ― 孔 孔的形状
±0.08-±0.18 ±0.13 ±0.08-±0.18 ±0.025 ±0.13-±0.38T
N
6.厚度 厚度 1.59 2.38 2.78 3.18 3.97 4.76 5.56 记号 01 02 T2 03 T3 04 05
7.0带刀尖倒角/圆角的刀片 A=45° D=60° E=75° F=85° 第一位 P=90° Z=特殊 A=3° B=5° C=7° R L N
F
E
T
S
非强制信息
断屑槽 无 单面 两面 无 单面 两面 无 单面 无 两面 无 单面 无 两面 ―
切削刃标示
非强制信息
9.切削方向 右旋 左旋 中性
切削刃标示
6.35 7.94 9.52
06 07 09
D=15° E=20° F=25° G=30° N=0° 第二位 P=11° Z=特殊 MO=圆刀片 00=尖刀 01=0.1mm 02=0.2mm 圆弧半径 公制形式 04=0.2mm 08=0.8mm 12=1.2mm etc
9.525 10 12 12.7 15.875 16 19.05 20 22.225 25 25.4 31.75
16
09
09
11
16
09 10 12
06
22 27 33 38 44 53
12 15 19 22 25 31
12 16 19 22 25 32
15 19 23 27
19
12 15 16 19 20 25
O 其他 2.刀片后角
记号
S
E
K
T
12
内接圆 mm 3.97 4.76 5.56 6.0 6.35 7.94 8.0 11 13 06 07 T 06 08 09 S 03 04 05
5.切削刃长度 C 03 04 05 06 08 D 04 05 05 06 06 07 09 08 04 05 03 V R W