插入式垂直仰位水平固定焊实作
电子课件-《焊工实训(中级模块)》-A02-2263 课题三 子课题二 管板V坡口水平固定焊

课题三 管板单面焊双面成形焊接 子课题二 管板V形坡口水平固定焊
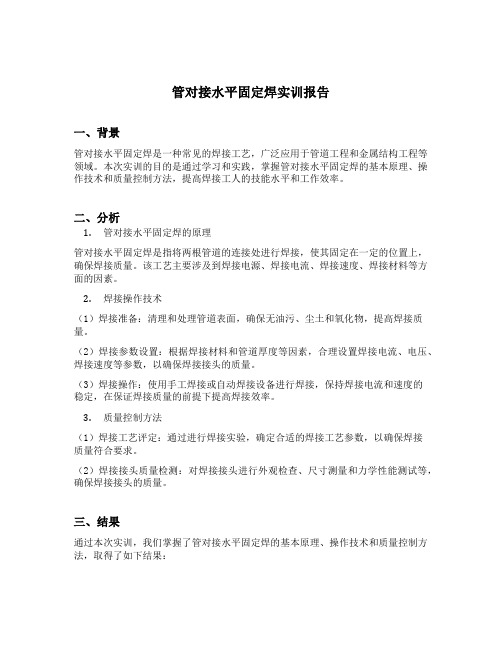
2)运条轨迹
a)
b)
管板焊件斜仰位及斜平位处的运条轨迹 a)斜仰位 b)斜平位
课题三 管板单面焊双面成形焊接 子课题二 管板V形坡口水平固定焊
3)焊接方向:管板水平固定焊缝施焊时分前半圈(左)和后半圈(右 )两个半圈,每半圈都存在仰、立、平三种不同位置的焊接。
课题三 管板单面焊双面成形焊接 子课题二 管板V形坡口水平固定焊
子课题二 600V坡口管板水平固定焊
一、管板V坡口管板水平固定焊的特点
1.管件的空间焊接位置沿环形接缝连续不断地发生变化。焊接过程中,焊 条角度、给送液态金属的速度、间断灭弧的节奏、熔池倾斜的状态,都将随焊接 位置的改变而改变。
2.由于焊工不易控制熔池形状,在焊接过程中,常出现打底层根部焊透程 度不均匀焊道表面凹凸不平的情况。
4)运条方法:采用灭弧焊时,灭弧动作要快,不要拉长电弧,同时灭 弧与接弧时间间隔要短,灭弧频率为50~60次/分钟。每次重新引燃电弧时 ,焊条中心要对准熔池前沿焊接方向的2/3处,每接触一次,焊缝增长2 mm左 右
5)焊接:焊接过程中,要使熔池的形状和大小保持一致,使熔池中的 熔液清晰明亮,熔孔始终深入每侧母材0.5~1mm。同时应始终伴有电弧击穿 根部所发出的“噗噗”声,以保根部焊透。
课题三 管板单面焊双面成形焊接 子课题二 板V形坡口水平固定焊
(3)盖面层焊 1)前半部分的焊接,前半部分的起焊处7点至6点的焊接,以直线形运条法 施焊,焊道要尽可能地细且薄,为后半部分获得平整的接头做准备。 2)后半部分的仰位接头,后半部分始焊端仰位接头时,在8点处引弧,将电 弧拉到接头处(6点附近),长弧预热,当出现熔化状态时,将焊条缓缓地送到 较细焊道的接头点,借助电弧的喷射,熔滴均匀地落在始焊端,然后,采用直线 运条与前半部分留出的接头平整熔合,再转入斜锯齿形运条的正常盖面焊。 3)斜平位至平位处焊接,盖面层斜平位至平位处(2点至12点)的焊接,熔 敷金属易于向管壁侧堆聚而使孔板侧形成咬边缺陷。为此,在焊接过程中由立位 采用锯齿形运条过渡到斜平位2点处采用斜锯齿形运条,要控制熔池温度,保持 熔池成水平状。当焊至12点处时,将焊条端部靠在填充焊的管壁夹角处,以直线 运条至12点与11点之间处收弧,为后半部分末端接头打基础。 4)后半部分末端平位收尾,当后半部分末端平位接头时,从10点至12点采 用斜锯齿形运条法,施焊到12点处采用小锯卤形运条法,与前半部分留出的斜坡 接头熔合,做几次挑弧动作,将熔池填满即可收弧。
管对接水平固定焊实训报告
管对接水平固定焊实训报告一、背景管对接水平固定焊是一种常见的焊接工艺,广泛应用于管道工程和金属结构工程等领域。
本次实训的目的是通过学习和实践,掌握管对接水平固定焊的基本原理、操作技术和质量控制方法,提高焊接工人的技能水平和工作效率。
二、分析1.管对接水平固定焊的原理管对接水平固定焊是指将两根管道的连接处进行焊接,使其固定在一定的位置上,确保焊接质量。
该工艺主要涉及到焊接电源、焊接电流、焊接速度、焊接材料等方面的因素。
2.焊接操作技术(1)焊接准备:清理和处理管道表面,确保无油污、尘土和氧化物,提高焊接质量。
(2)焊接参数设置:根据焊接材料和管道厚度等因素,合理设置焊接电流、电压、焊接速度等参数,以确保焊接接头的质量。
(3)焊接操作:使用手工焊接或自动焊接设备进行焊接,保持焊接电流和速度的稳定,在保证焊接质量的前提下提高焊接效率。
3.质量控制方法(1)焊接工艺评定:通过进行焊接实验,确定合适的焊接工艺参数,以确保焊接质量符合要求。
(2)焊接接头质量检测:对焊接接头进行外观检查、尺寸测量和力学性能测试等,确保焊接接头的质量。
三、结果通过本次实训,我们掌握了管对接水平固定焊的基本原理、操作技术和质量控制方法,取得了如下结果:1.理论知识掌握:我们了解了管对接水平固定焊的原理,能够根据不同的焊接要求,合理设置焊接参数。
2.操作技术提升:我们经过实践操作,掌握了焊接准备、焊接参数设置和焊接操作等关键技术,提高了焊接工作的效率和质量。
3.质量控制能力增强:我们学会了进行焊接工艺评定和焊接接头的质量检测,能够及时发现和纠正焊接质量问题,提高了焊接接头的质量稳定性。
四、建议针对实训中的问题和不足,我们提出了以下建议:1.加强理论学习:继续深入学习焊接原理和相关知识,提高对焊接工艺的理解和掌握程度。
2.多做实践训练:通过参与更多的实际项目和实训,不断积累经验,熟练掌握各种焊接操作技术。
3.持续改进质量控制:加强对焊接接头质量的检测和评估,及时调整焊接工艺参数,提高焊接接头的合格率和质量稳定性。
任务9 垂直固定管焊

任务9 垂直固定管焊
学习目标 1.了解垂直固定管焊的概念。 2.掌握垂直固定管焊的焊接参数和焊接操作技术
工作任务 本任务要求完成如图1-89所示的垂直固定管焊训练。
相关知识 一、 垂直固定管焊的概念 使两同径管中心线重合,开坡口一侧相对,且垂直于
水平面叠放在一起,均不许倾斜、转动的固定位置的焊接 称为垂直固定管焊。
模块一 焊条电弧焊
任务9 垂直固定管焊
三、 焊接参数(表1-27)
模块一 焊条电弧焊
任务9 垂直固定管焊
四、焊接操作过程
1.熟悉图样,清理坡口表面并修磨钝边0.5~1mm。 按要 求进行装配,定位焊装配间隙为2.5~3.2mm, 沿试件圆周均 匀定位焊三处。定位焊缝端部修磨成斜坡。
2.在两定位焊缝中间选定起焊处,用击穿灭弧法进行打底层 焊接。
任务9 垂直固定管焊
(2) 打底层的接头 当焊条运到定位焊缝根部或焊到封闭接头时,不能灭弧,而是 电弧向内压,向前顶,听到“ 噗噗”击穿声后,稍停1~2s, 焊条略加摆Байду номын сангаас填满弧坑后将电弧拉向一侧灭弧。 2.填充焊 填充层焊接采用多层焊或多层多道焊,多层焊应用斜锯齿形运 条法运条,生产率高,但操作难度大,如图1-92所示。 3.盖面焊 先采用短弧焊方法, 焊接下边的焊道。 中间焊道焊接速度要慢,
模块一 焊条电弧焊
任务9 垂直固定管焊
使盖面层焊缝呈凸形。 焊最后一条焊道时,应适当提高焊 接速度或减小焊接电流,焊条倾角要小,如图1-93所示
模块一 焊条电弧焊
任务9 垂直固定管焊
一、 焊前准备 1.试件材料 试件材料为20钢。 2.试件尺寸 ϕ133mm×100mm×8mm 钢管两根, 开60°±2°V 形坡口,如图 1-89所示。 3.焊接材料采用 E4303型焊条,烘焙温度为100~ 150℃ ,恒温 2h,随用随取。 4.焊机BX3- 300 型或 ZX5- 400型焊机
水平固定管对接手工电弧焊操作业指导书
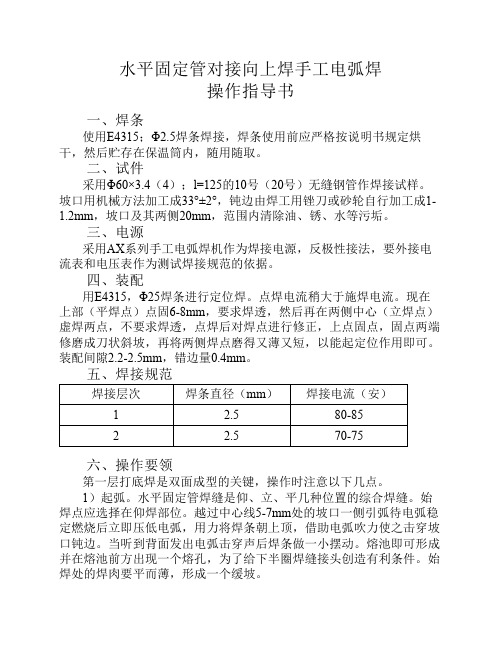
水平固定管对接向上焊手工电弧焊操作指导书一、焊条使用E4315;Φ2.5焊条焊接,焊条使用前应严格按说明书规定烘干,然后贮存在保温筒内,随用随取。
二、试件采用Φ60×3.4(4);l=125的10号(20号)无缝钢管作焊接试样。
坡口用机械方法加工成33°±2°,钝边由焊工用锉刀或砂轮自行加工成1-1.2mm,坡口及其两侧20mm,范围内清除油、锈、水等污垢。
三、电源采用AX系列手工电弧焊机作为焊接电源,反极性接法,要外接电流表和电压表作为测试焊接规范的依据。
四、装配用E4315,Φ25焊条进行定位焊。
点焊电流稍大于施焊电流。
现在上部(平焊点)点固6-8mm,要求焊透,然后再在两侧中心(立焊点)虚焊两点,不要求焊透,点焊后对焊点进行修正,上点固点,固点两端修磨成刀状斜坡,再将两侧焊点磨得又薄又短,以能起定位作用即可。
装配间隙2.2-2.5mm,错边量0.4mm。
五、焊接规范焊接层次焊条直径(mm)焊接电流(安)1 2.580-852 2.570-75六、操作要领第一层打底焊是双面成型的关键,操作时注意以下几点。
1)起弧。
水平固定管焊缝是仰、立、平几种位置的综合焊缝。
始焊点应选择在仰焊部位。
越过中心线5-7mm处的坡口一侧引弧待电弧稳定燃烧后立即压低电弧,用力将焊条朝上顶,借助电弧吹力使之击穿坡口钝边。
当听到背面发出电弧击穿声后焊条做一小摆动。
熔池即可形成并在熔池前方出现一个熔孔,为了给下半圈焊缝接头创造有利条件。
始焊处的焊肉要平而薄,形成一个缓坡。
2)运条。
可采取直线往复法运条,也可采用月牙形运条。
焊条角度随焊接位置而变化,仰焊时焊条前倾0-15°,下爬坡焊时后倾0-15°,上爬坡焊时又逐渐转为前倾0-15°,当运条至立焊位置时可采取灭弧焊接法,但一定要注意压低电弧,不可挑弧。
3)收弧。
由于上定固焊点两端是刀状的,在电弧焊到该处时能自动熔合完好,当焊到点固焊中心时即可收弧,一般应采用回焊法填满弧坑后在坡口一侧熄弧。
管水平固定焊法实习教学教案

1、集中指导学生正确的装配及定位焊。
2、集中指导学生文明生产实习。
3、针对个别学生的差异进行个别指导。
3、及时发现安全隐患并排除解决。
1、关闭实习电器设备并打扫实习场地卫生。
2、验收学生工件并点评。
3、总结实习中学生出现的问题及解决方法。
焊接电流
电弧电压
打底焊
2.5mm
75~80A
22~26V
盖面焊
2.5mm
70~75A
22~26V
1、集中指导学生正确的装配及定位焊。
2、集中指导学生文明生产实习。
3、针对个别学生的差异进行分别指导。
4、及时发现安全隐患并排除解决。
1、关闭实习电器设备并打扫实习场地卫生。
2、验收学生工件并点评。
3、总结实习中学生出现的问题及解决方法。
1、集中指导学生正确的打底焊技法。
2、集中指导学生文明生产实习。
3、针对个别学生的差异进行个别指导。
4、及时发现安全隐患并排除解决。
1、关闭实习电器设备并打扫实习场地卫生。
2、验收学生工件并点评。
3、总结实习中学生出现的问题及解决方法。
4、布置作业。
管水平固定焊( 3 )
1、检查学生出勤情况并பைடு நூலகம்录。
一、课前准备:
二、训练目的:
☆
☆
三、入门指导:
四、巡回指导:
五、课后总结:
一、课前准备:
二、训练目的:
☆
☆
三、入门指导:
四、巡回指导:
五、课后总结:
一、课前准备:
二、训练目的:
☆
任务八 固定管板焊
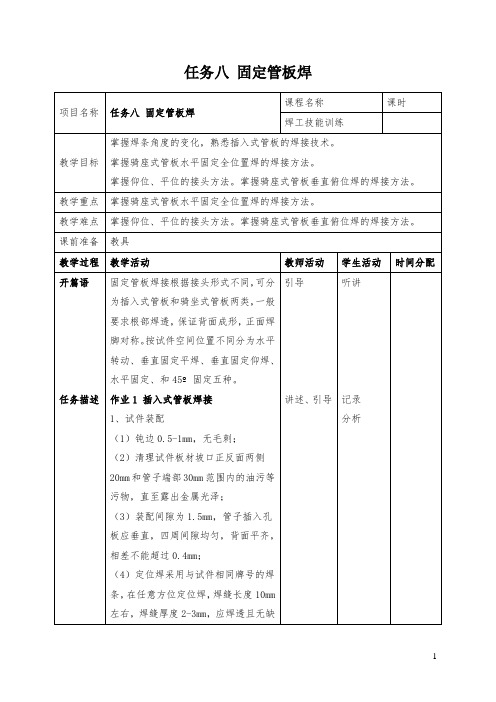
任务八固定管板焊(4)定位焊采用与试件相同牌号的焊条,在2点和10点定位焊,焊缝长度10mm左右,焊缝两端为斜坡状,焊缝厚度2-3mm。
2、焊接工艺参数3、操作要点及注意事项管板水平固定焊缝施焊时分前半圈(右)和后半圈(左)两个半圈,每个半圈都存在仰、立、平三种不同同位置的焊接。
将焊接位置处于焊件接口的某部位用12点钟的方式表示,焊条角度随焊接位置的改变而改变。
(1)打底层焊接:打底层的焊接可以采取连弧焊手法,也可以采取灭弧焊法进行。
1)前半圈焊接(左侧)时,在仰焊6点钟位置前5-10mm处的坡口内引弧,焊条在坡口根部管与板之间做微小横向摆动,当母材熔液与焊条熔滴连在一起后,第一个熔池形成,然后沿顺时针方向进行正常焊接,直至焊道超过12点钟5-10mm处熄弧。
2)连弧焊采用月牙形或锯齿形运条法;灭弧法焊接时,灭弧动作要快,不要拉长电弧,同时灭弧与接弧时间间隔要短,灭弧频率为50-60次/分钟。
每次详见表格重新引燃电弧时,焊条中心要对准熔池前沿焊接方向的2/3处,每接触一次,焊缝增长2mm。
3)因管与板厚度相差较大,焊接电弧应偏向孔板,并保证孔板边缘熔合良好。
一般焊条与孔板的夹角为30-35º,与焊接方向的夹角随着焊接位置的改变而改变。
另外在管板试件的6点钟至4点钟及2点钟至12点钟处,要保持熔池液面趋于水平,不使熔池金属下淌。
运条轨迹见下图。
4)焊接过程中,要使熔池的形状和大小保持一致,使熔池中的熔液清晰明亮,熔孔始终深入每侧母材0.5-1mm。
同时应始终伴有电弧击穿根部所发出的“噗噗”声,以确保根部焊透。
5)当运条到定位焊根部时,焊条要向1.焊接工艺参数2.操作要点及注意事项(1)打底焊1)基本操作打底焊采用连弧法焊接,在与定位焊点相对称的位置起焊,并在坡口内的孔板上引弧,进行预热,当孔板上形成熔池时,向管子一侧移动,待与孔板熔池相连后,压低电弧使管子坡口击穿并形成熔孔,然后采用小锯齿形或直线运条法进行正常焊接,焊条角度如图所示。
浅谈板件对接仰位水平固定单面焊双面成形技术
西安技师学院10届焊接预备技师班毕业论文题目:浅谈板件对接仰位水平固定单面焊双面成形技术焊条电弧焊与CO2气体保护焊方法对比姓名:杨向东专业:焊接技术及自动化学号: 10JHG113指导教师:马江涛时间: 2010年4月目录摘要 (1)1课题背景 (1)2操作方法概述 (2)2。
1焊前准备 (2)2.2焊接工艺参数 (3)2.3焊接操作: (4)2。
3—1 打底层的焊接: (4)2。
3-2填充层的焊接 (6)2。
3—3盖面层的焊接: (7)3易产生的缺陷及克服方法: (7)3。
1气孔 (7)3。
2夹渣 (8)3。
3咬边 (8)4结论: (8)参考文献 (9)致谢 (10)摘要板状试件仰位手工电弧单面焊接与CO2气体保护焊接,操作难度较大,焊接时由于液态金属和溶渣受重力的作用,容易下坠,从而使正面焊缝形成焊瘤、夹渣,背面焊缝形成凹陷、未焊透等缺陷。
本文阐述了其打底、填充以及盖面的焊接方法,焊接工艺参数、操作要领和注意事项。
近几年二氧化碳气体保护焊由单一的CO2气体实芯焊丝,发展到混合气体药芯焊丝。
被广泛应用于航天、航空、造船、机械制造等行业。
关键词:焊条电弧焊、CO2气体保护焊、仰位、焊接1课题背景随着科学技术的快速发展,为了保证焊接质量、提高工作效率、减小劳动强度、节约施工成本,出现了一系列高质量、高效能的焊接设备和焊接方法,但是,手工焊条电弧焊单面焊双面成形技术是每一个焊接操作者都应掌握的基本技能。
在各类焊工技术考核、等级考试、技能竞赛中,板件对接手工电弧焊一直作为必考的重要项目之一.它是对焊工操作技术水平的考核,同时也是保证锅炉、压力容器及管道焊接质量的一个重要环节,在手弧焊操作技能中难度较大,特别是板材对接仰位的焊接,对每名焊工来说,是走向成熟、深层次发展的基础.CO2气体保护焊俗称:二保焊、气保焊,是利用CO2气体作为电弧介质并保护焊接区电弧焊,属于熔化极气体保护焊,英文缩写(MAG或GMAW)1953年前苏联研发。
任务8 水平固定管焊
任务8 水平固定管焊
学习目标 1.了解水平固定管焊的概念, 掌握水平固定管焊的方
法。 2.合理选择水平固定管焊的焊接参数。 3.掌握连弧焊和灭弧焊的操作方法。 4.掌握运用月牙形或横向锯齿形运条法进行盖面焊的
操作方法 工作任务
本任务要求完成如图1-83 所示的水平固定管焊训练。
模块一 焊条电弧焊
模块一 焊条电弧焊
任务8 水平固定管焊
4.清理熔渣并修磨仰、平焊位接头成缓坡形。
5.变换焊接位置,焊接后半圈,在仰焊位缓坡处起头或 用电弧切割成缓斜坡再起头,用与前半圈同样的操作方法 完成打底层焊接。
6.清理熔渣及飞溅物,焊接盖面层。仍采用两半周焊法, 施焊时均采用月牙形或横向锯齿形运条法。
7.焊接后,清理管件内外焊缝的熔渣和飞溅物,检查正 反两面焊缝, 分析问题, 总结经验。
2) 仰焊及下爬坡部位的焊接。压住电弧做横向摆动运条, 焊条与管子切线倾斜角为80°~85°。随着焊接向上进行,在时钟
模块一 焊条电弧焊
任务8 水平固定管焊
7点位置时,焊条端部离坡口底边 1mm,焊条角度为 100°~150°,到达立焊位置时,焊条与管子切线的倾斜角 为90°。
模块一 焊条电弧焊
2.盖面焊 (1) 清除打底焊熔渣及飞溅物, 修整局部凸起接头。 (2) 在打底焊道上引弧, 采用月牙形或横向锯齿形运条法 焊接。 (3) 焊条角度比相同位置打底焊大 5°左右。 (4) 焊条摆动到坡口两侧时, 要稍作停留,以防咬边。 (5) 前半圈收弧时,使弧坑呈斜坡状,以利于后半圈接头。 在后半圈焊接前,需将前半圈两端接头部ห้องสมุดไป่ตู้用砂轮打磨成斜坡。
位焊后需逐个将“ 卡马”割掉。
三、 焊接参数 水平固定管焊焊接参数见表 1-25。
任务7 水平固定管焊
模块二 CO2气体保护焊 任务7 水平固定管焊
三、焊接参数(表2-25)
模块二 CO2气体保护焊
任务7 水平固定管焊
四、焊接操作过程 1.打底焊 将焊件水平固定在距地面800~900mm的高度上,从时钟6点 焊至9点或 3点处; 间隙小的一侧放在仰焊位置,先按顺时针方 向焊接管子前半部。焊枪与焊件的角度如图2-67所示。 注意 CO2为便于清除飞溅物和防止堵塞喷嘴,焊接前,可在接缝两 侧100~150mm 范围内涂一层飞溅防粘剂,在喷嘴内壁和导电嘴 端面上涂一层喷嘴防堵剂,也可在喷嘴上涂一些硅油,以消除飞溅 带来的不利影响。
模块二 CO2气体保护焊
任务7 水平固定管焊
提示 进行水平固定管焊操作时,焊接位置由仰位到平位会不断发生
变化,当焊枪的角度不便施焊时,要中止焊接来调整焊工身体位置, 此时熄弧,不必填满弧坑,焊枪暂时不能离开熔池,应迅速地转动 身体到达最佳位置后,马上继续操作。
五、任务考核 完成水平固定管焊操作后,结合表2-26进行测评。
模块二 CO2气体保护焊 任务7 水平固定管焊
模块二 CO2气体保护焊
任务7 水平固定管焊
2.填充焊 焊前将打底层表面的飞溅物清理干净,打磨平整接头凸起处, 清理喷嘴飞溅物,调试焊接参数, 即可引弧焊接。焊枪角度与打 底焊基本相同,但焊枪锯齿形摆动幅度要大些,并注意在坡口两侧 适当停顿,保证焊道与母材良好熔合,控制填充量,使其焊道表面 低于管子表面1.5~2mm。 3.盖面焊 盖面层焊接的操作方法与填充焊相同, 焊枪的摆动幅度稍大, 控制焊枪在坡口两侧稍作停顿, 回摆速度放缓,使熔池边缘熔化 棱边1mm左右。 运丝速度要均匀,才能保证焊缝表面平整、美观。
模块二 CO2气体保护焊 任务7 水平固定管焊
焊接实训——板对接仰焊的操作要点
编辑 靳 静PRACTICE实习实训文 / 乔立志焊接实训——板对接仰焊的操作要点摘 要:仰焊是焊条位于焊件下方,焊工仰视焊件所进行的焊接。
在装备制造焊接过程中,由于受空间的限制,大量的焊缝需要在仰焊位置进行焊接。
在焊工技能鉴定考核和各类焊工技能竞赛中,板对接仰焊操作是必不可少的项目。
能否熟练掌握板对接仰焊操作技能,是衡量焊接技术专业人员技能水平的重要指标。
关键词:焊接 焊条电弧焊 实训 仰焊 操作要点在焊接加工专业实训教学中,仰焊位是各种焊接位置中操作难度最大的焊接位置。
因为熔池倒悬在焊件下面,受重力作用而下坠,同时熔滴自身的重力不利于熔滴过渡,并且熔池温度越高,表面张力越小,所以在仰焊时焊缝背面易产生凹陷,正面易出现焊瘤,焊缝成形较为困难。
目前在实际生产和各种技焊接技能大赛实际操作过程中,为达到更好的焊接质量和效果,各类常规焊工培训教材里介绍的操作方法并不一致。
笔者结合实训教学及竞赛操作中的经验,以焊条电弧焊V 形坡口仰对接焊为例,谈谈如何规范操作,保证仰焊位置的焊缝质量。
一、焊前准备(一)试件准备准备长300mm 、宽125mm 、厚12mm ,材质为低碳钢或低合金钢标准试件两块。
加工出单边30°V 形坡口。
将坡口面及坡口两侧各20mm 内用角向磨光机清理至露出金属光泽,并去除毛刺,以免在焊接过程中,油污、铁锈、水分等进入焊缝,影响焊缝质量。
坡口根部打磨出0.5~1mm 的钝边,如果钝边太薄,易造成烧穿;钝边太厚,则易造成未焊透。
(二)焊条准备选用E 5015直径3.2mm 焊条若干(有的参考资料里采用直径3.2mm 焊条进行打底焊,采用直径4.0mm 焊条进行填充和盖面焊,这里不建议采用,因为大直径的焊条导致熔池体积过大,易造成焊瘤和咬边,还会造成焊缝表面成形纹路粗糙),焊条在使用前放入红外线焊条烘干炉里,经350°C 烘干1.5小时,以充分去除焊条药皮中的水分,保温待用。