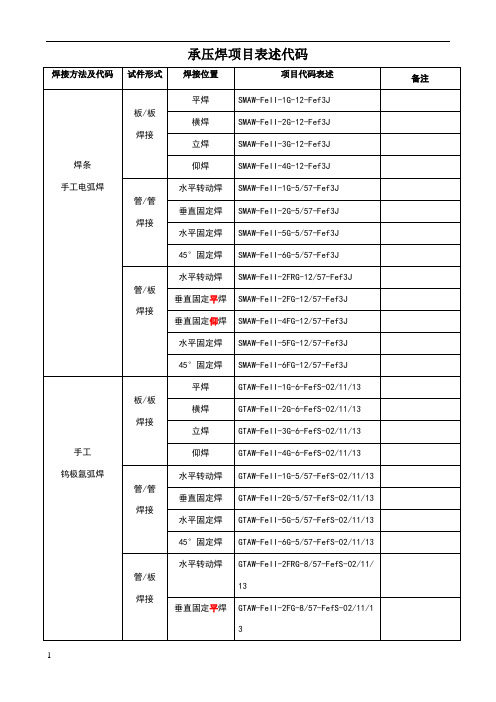
承压焊(结构焊)项目表述代码
2022年特种设备焊接作业(承压焊)考试题库(完整版)
2022年特种设备焊接作业(承压焊)考试题库(完整版)一、单选题1.钨极氩弧焊采用同一直径的钨极时,()允许使用的焊接电流最大。
A、直流正接B、直流反接C、交流答案:A2.制定《中华人民共和国特种设备安全法》是为了加强特种设备安全工作,预防特种设备()保障人身和财产安全,促进经济社会发展。
A、生产安全事故B、重特大事故C、事故答案:C3.焊工施焊前的准备工作不包括()。
A、焊接工艺卡的编审B、坡口的制备与清洁C、焊件的组对D、查阅对应的焊接工艺卡答案:A4.焊工操作技能考试不合格者,允许在()个月内补考一次。
A、1B、3C、6答案:B5.在带压置换动火焊补作业点()米内停止其它用火作业。
A、10米B、5米C、30米D、15米答案:A6.防止未熔合的措施有()。
A、提高焊接速度;焊条、焊炬保持适当的倾角B、提高焊接速度;认真清理坡口及焊道表面C、焊条、焊炬保持适当的倾角;认真清理坡口及焊道表面答案:C7.焊接材料影响焊缝的化学成分及其组织,因此也影响焊缝的()。
A、性能B、成形C、尺寸答案:A8.连续驱动摩擦焊机加压系统的加压方式主要采用(),这种机构调整简便、范围大,当与电控系统配合时,很容易得到不同的压力循环,实现过程自动化。
A、机械(螺母-丝杠、凸轮)式B、气压式C、液压式D、气液压式答案:C9.若室内电线或设备着火,不应采用()灭火。
A、干砂土B、二氧化碳C、四氯化碳D、泡沫灭火器答案:D10.特种设备作业人员证每()复审一次。
A、2B、3C、4D、5答案:C11.通常将焊接方法分为三大类,摩擦焊属于()。
A、熔化焊B、压焊C、钎焊答案:B12.《中华人民共和国特种设备安全法》规定:特种设备使用单位在检验合格有限期届满前()向特种设备检验机构提出定期检验的要求。
A、15天B、一个月C、一个星期D、三个月答案:B13.焊接时,氢能引起焊缝产生()缺陷。
A、夹渣B、热裂纹C、咬边D、冷裂纹答案:D14.()将使焊接接头中产生较大的焊接应力。
承压焊(结构焊)项目表述代码

承压焊项目表述代码金属材料:焊条:焊丝:焊接工艺因素与代号结构焊项目表述代码项目代号应用举例:(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工接焊,试件全焊透,项目为SMAW—FeⅡ-1G(K)—14— Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm.然后采用J427焊条手工焊填满坡口,项目代号为GTAW— FeⅠ-5G-3/60— FefS-02/11/13和SMAW — FeⅠ—5G(K)—5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充物为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透,项目编号为FCAW— FeⅡ—3G—10—FefS-11/15;(4)管材对接焊缝无衬垫水平固定试件,壁厚为8 mm,外径为70 mm,钢号为16M n,采用机动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,实施遥控,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW—5G—06/09/20;(5)壁厚为10 mm、外径为86 mm的16 M n钢制管材垂直固定试件,使用A312焊条沿圆周方向手工堆焊,项目代号为SMAW(N10)- FeⅡ—2G—86— Fef4;(6)管板角接头无衬垫水平固定试件,管材壁厚为3 mm,外径为25 mm,材质为20号钢,板材厚度为8 mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2 mm,然后采用机动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW— FeⅠ/ FeⅡ-5FG-2/25-01/11/13和GTAW—5FG(K)-05/07/09/19;(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝机动向上焊,无自动跟踪系统,遥控施焊过程,进行多道多层焊填满坡口,项目代号为SMAW—FeⅡ—5GX—4/320— Fef2和FCAW—5G(K)-07/09/20;(8)板厚为16 mm的06Cr19Ni10钢板,采用埋弧焊(机动)平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08 Cr21Ni10Ti,焊剂为HJ260,目视观察控制,单面施焊2层,填满坡口,项目代号为SAW-1G(K)-07/09/19;(9)厚度为12 mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用ER4043焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体,项目代号为GMAW-A1I-1G—12—A1fS3-10-15;(10)板厚为10mm的Q345R钢板角焊缝试件,立焊.采用半自动CO2气体保护焊,背面无气体保护,填充金属为药芯焊丝,喷射弧过渡,完成试件的焊接,项目代号为FCAW- FeⅡ—3F-10— FefS—11/15。
特种设备焊工考核细则特种设备焊工考核细则
特种设备焊工考核细则特种设备焊工 考核细则
n 附件A
n 特种设备金属材料焊工考试范围、内容、方法 和结果评定
n A1 适用范围
n 本附件规定了特种设备金属材料焊工考试范围 、内容、方法、结果评定与项目代号。适用于 特种设备用金属材料的1.气焊、2.焊条电弧焊 、3.钨极气体保护焊、4.熔化极气体保护焊、 5.埋弧焊、6.等离子弧焊、7.气电立焊、8.电渣 焊、9.摩擦焊、10.螺柱焊和11.耐蚀堆焊的焊 工考试。
12Cr1MoVG
S360 10MnDG
12Cr2Mo
S385
08MnNiCrMoVD
S415
12Cr2Mo1
S450
12Cr2Mo1R
S480
12Cr2MoG
12CrMoWVTiB
12Cr3MoVSiTiB
09MnD 09MnNiD 09MnNiDR 16MnD 16MnDR 16MnDG 15MnNiDR 15MnNiNbDR 20MnMoD 07MnNiMoVDR 10Ni3MoVD 06Ni3MoDG ZG230-450 ZG20CrMo ZG15Cr1Mo1V ZG12Cr2Mo
n (2)主任(或者副主任)、技术负责人具有工程师职称 ;
n (3)主任(或者副主任)、技术负责人和焊接操作技能 教师从事焊接工作5年;
n 2.无损检测人员;
特种设备焊工考核细则特种设备焊工 考核细则
n (1)Ⅱ级资格射线检测人员2名; n (2)承担堆焊项目考试,有Ⅱ级表面检测人员1名 n 3.场地: n (1)焊接操作技能考试固定场所满足焊工考试要求,考
n 第三条 从事下列焊缝焊接工作的焊工,应 当按照本细则考核合格,持有《特种设备作 业人员证》:
承压焊(结构焊)项目表述代码
承压焊项目表述代码金属材料:焊条:焊丝:焊接工艺因素与代号结构焊项目表述代码项目代号应用举例:(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工接焊,试件全焊透,项目为SMAW-FeⅡ-1G(K)-14- Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口,项目代号为GTAW- FeⅠ-5G-3/60- FefS-02/11/13和SMAW- FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充物为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透,项目编号为FCAW- FeⅡ-3G-10- FefS-11/15;(4)管材对接焊缝无衬垫水平固定试件,壁厚为8 mm,外径为70 mm,钢号为16M n,采用机动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,实施遥控,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09/20;(5)壁厚为10 mm、外径为86 mm的16 M n钢制管材垂直固定试件,使用A312焊条沿圆周方向手工堆焊,项目代号为SMAW(N10)- FeⅡ-2G-86- Fef4;(6)管板角接头无衬垫水平固定试件,管材壁厚为3 mm,外径为25 mm,材质为20号钢,板材厚度为8 mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2 mm,然后采用机动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW- FeⅠ/ FeⅡ-5FG-2/25-01/11/13和GTAW-5FG (K)-05/07/09/19;(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝机动向上焊,无自动跟踪系统,遥控施焊过程,进行多道多层焊填满坡口,项目代号为SMAW-FeⅡ-5GX-4/320- Fef2和FCAW-5G(K)-07/09/20;(8)板厚为16 mm的06Cr19Ni10钢板,采用埋弧焊(机动)平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08 Cr21Ni10Ti,焊剂为HJ260,目视观察控制,单面施焊2层,填满坡口,项目代号为SAW-1G(K)-07/09/19;(9)厚度为12 mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用ER4043焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体,项目代号为GMAW-A1I-1G-12-A1fS3-10-15;(10)板厚为10mm的Q345R钢板角焊缝试件,立焊。
138特种设备焊工考核细则

06Cr17Ni12Mo2 06Cr17Ni12Mo2Ti 06Cr19Ni13Mo3 022Cr17Ni12Mo2 022Cr19Ni13Mo3 022Cr19Ni5Mo3Si2N
06Cr23Ni13 06Cr25Ni20 12Cr18Ni9
种类 类别
铜 纯铜
与 铜锌合金、铜
铜 锌锡合金
合 金
铜硅合金
(七)焊工考试实行计算机管理与视频管理。
1.主要人员:
(1)主任(或者副主任)、技术负责人、焊接操作技能 教师(2名)应为本单位正式人员;
(2)主任(或者副主任)、技术负责人具有工程师职称 ;
(3)主任(或者副主任)、技术负责人和焊接操作技能 教师从事焊接工作5年;
2.无损检测人员:
(1)Ⅱ级资格射线检测人员2名; (2)承担堆焊项目考试,有Ⅱ级表面检测人员1名 3.场地: (1)焊接操作技能考试固定场所满足焊工考试要求,考
A3 基本知识考试范围
(1)特种设备的分类、特点和焊接要求;
(2)金属材料的分类、牌号、化学成分、使用性能、焊 接特点和焊后热处理;
(3)焊接材料(包Байду номын сангаас焊条,焊丝,焊剂和气体等)类型、 型号、牌号、性能、使用和保管;
(4)焊接设备、工具和测量仪表的种类、名称、使用和 维护;
(5)常用焊接方法的特点、焊接工艺参数、焊接顺序、 操作方法与焊接质量的影响因素;
16MnDR 16MnDG
Q390 L485 13MnNiMoR 15CrMoG
15MnNiDR
低合 金钢
FeⅡ
Q420
L555 S240 S290
20MnMoNb 14Cr1Mo 07MnCrMoVR 14Cr1MoR 12MnNiVR 12Cr1MoV
合格项目代号-描述对照表
低合金钢 低合金钢 碱性焊条
21 SMAW-FeⅡ-3G-8- Fef2J
√
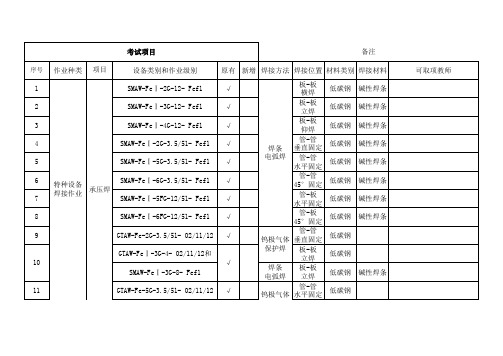
考试项目
序号
备注 原有 新增 焊接方法 焊接位置 材料类别 焊接材料 √ √ 管-管 低合金钢 钨极气体 水平固定 保护焊 管-管 低合金钢 45°固定 钨极气体 保护焊+ 管-板 低合金钢 焊条电弧 水平固定 焊 板-板 奥氏体不 立焊 锈钢 板-板 奥氏体不 仰焊 锈钢 焊条 管-管 奥氏体不 电弧焊 水平固定 锈钢 管-管 奥氏体不 45°固定 锈钢 管-板 奥氏体不 水平固定 锈钢 钨极气体 板-板 奥氏体不 保护焊 立焊 锈钢 焊条 板-板 奥氏体不 电弧焊 立焊 锈钢 管-管 垂直固定 钨极气体 保护焊 可取项教师
作业种类
项目
设备类别和作业级别 SMAW-FeⅠ-2G-12- Fef1 SMAW-FeⅠ-3G-12- Fef1 SMAW-FeⅠ-4G-12- Fef1 SMAW-FeⅠ-2G-3.5/51- Fef1 SMAW-FeⅠ-5G-3.5/51- Fef1
1 2 3 4 5 6 7 8 9 特种设备 承压焊 焊接作业
SMAW- FeⅠ/FeⅡ-5FG-12/51- Fef3J
√ √ √ √ √ √ √
低合金钢 碱性焊条 低合金钢 碱性焊条 低合金钢 碱性焊条 低合金钢 碱性焊条 低碳钢/ 碱性焊条 低合金钢 低合金钢
SMAW-FeⅡ-5FG-12/51- Fef3J SAW-1G(K)-07/09/19 GTAW-FeⅡ-3G-4- 02/11/12和
作业种类
项目
设备类别和作业级别 GTAW-Fe-5G-3.5/51- 02/11/12 GTAW-Fe-5FG-12/42- 02/11/12
32 33 承压焊 34 特种设备 焊接作业
特种设备作业人员作业种类与项目代码
特种设备作业人员作业种类与项目代码 140号令规定的作业项目和代号 对应原70号令中的作业项目作业项目项目代号特种设备安全管理负责人A1特种设备质量管理负责人A2锅炉压力容器压力管道安全管理 A3锅炉安全管理压力容器安全管理压力管道安全管理气瓶充装安全管理电梯安全管理 A4 电梯安全管理 起重机械安全管理 A5 起重机械安全管理 客运索道安全管理 A6 客运索道安全管理大型游乐设施安全管理 A7大型游乐设施安全管理场(厂)内专用机动车辆安全管理A8一级锅炉司炉 G1 锅炉操作 二级锅炉司炉 G2 三级锅炉司炉 G3 一级锅炉水质处理 G4水处理作业二级锅炉水质处理 G5 锅炉能效作业 G6固定式压力容器操作 R1 压力容器操作移动式压力容器充装 R2压力容器操作中的罐车充装氧舱维护保养 R3 氧舱维护 永久气体气瓶充装 P1 气瓶充装 液化气体气瓶充装 P2 溶解乙炔气瓶充装 P3 液化石油气瓶充装 P4 车用气瓶充装 P5 压力管道巡检维护 D1 压力管道操作 带压封堵 D2带压密封 D3压力容器操作中和压力管道操作中的带压密封电梯机械安装维修 T1 机械安装维修电梯电气安装维修 T2 电气安装、电气维修 电梯司机 T3 电梯司机起重机械机械安装维修 Q1 机械安装维修起重机械电气安装维修 Q2 电气安装、电气维修 起重机械指挥 Q3 指挥桥门式起重机司机 Q4 司机塔式起重机司机 Q5 门座式起重机司机 Q6 缆索式起重机司机 Q7 流动式起重机司机 Q8 升降机司机 Q9 机械式停车设备司机 Q10 客运索道安装 S1 安装 客运索道维修 S2 维修 客运索道司机 S3 司机 客运索道编索 S4 编索 大型游乐设施安装 Y1 安装 大型游乐设施维修 Y2 维修 大型游乐设施操作 Y3操作水上游乐设施操作与维修Y4 操作车辆维修 N1 维修叉车司机 N2司机搬运车牵引车推顶车司机 N3内燃观光车司机 N4 蓄电池观光车司机 N5 安全阀校验 F1安全阀维修 安全阀维修 F2金属焊接操作 代号按照《特种设备焊接操作人员考核细则》的规定执行承压焊、结构焊 非金属焊接操作承压焊中的非金属焊接 特种设备作业人员考核法规依据:1、TSG Z6001-2013《特种设备作业人员考核规则》;2、国质检特函〔2013〕84号《场(厂)内专用机动车辆作业人员考核大纲》;3、TSG T6001-2007《电梯安全管理人员和作业人员考核大纲》;4、TSG Q6001-2009《起重机械安全管理人员和作业人员考核大纲》;5、TSG Y6001-2008《大型游乐设施安全管理人员和作业人员考核大纲》;6、TSG G6001-2009《锅炉安全管理人员和操作人员考核大纲》;7、TSG G6003-2008《锅炉水处理作业人员考核大纲》;8、TSG D6001-2006《压力管道安全管理人员和操作人员考核大纲》;9、TSG R6001-2011《压力容器安全管理人员和操作人员考核大纲》;10、TSG R6004-2006《气瓶充装人员考核大纲》;11、TSG Z6002-2010《特种设备焊接操作人员考核细则》;。
承压焊(结构焊)项目表述代码
承压焊项目表述代码金属材料:焊条:焊丝:焊接工艺因素与代号结构焊项目表述代码项目代号应用举例:(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工接焊,试件全焊透,项目为SMAW-FeⅡ-1G(K)-14- Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口,项目代号为GTAW- FeⅠ-5G-3/60- FefS-02/11/13和SMAW- FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充物为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透,项目编号为FCAW- FeⅡ-3G-10- FefS-11/15;(4)管材对接焊缝无衬垫水平固定试件,壁厚为8 mm,外径为70 mm,钢号为16M n,采用机动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,实施遥控,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09/20;(5)壁厚为10 mm、外径为86 mm的16 M n钢制管材垂直固定试件,使用A312焊条沿圆周方向手工堆焊,项目代号为SMAW(N10)- FeⅡ-2G-86- Fef4;(6)管板角接头无衬垫水平固定试件,管材壁厚为3 mm,外径为25 mm,材质为20号钢,板材厚度为8 mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2 mm,然后采用机动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW- FeⅠ/ FeⅡ-5FG-2/25-01/11/13和GTAW-5FG(K)-05/07/09/19;(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝机动向上焊,无自动跟踪系统,遥控施焊过程,进行多道多层焊填满坡口,项目代号为SMAW-FeⅡ-5GX-4/320- Fef2和FCAW-5G(K)-07/09/20;(8)板厚为16 mm的06Cr19Ni10钢板,采用埋弧焊(机动)平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08 Cr21Ni10Ti,焊剂为HJ260,目视观察控制,单面施焊2层,填满坡口,项目代号为SAW-1G(K)-07/09/19;(9)厚度为12 mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用ER4043焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体,项目代号为GMAW-A1I-1G-12-A1fS3-10-15;(10)板厚为10mm的Q345R钢板角焊缝试件,立焊。
如何理解tsg z6002第三十七条
如何理解tsg z6002第三十七条
TSG Z6002第三十七条主要涉及焊工用《特种设备作业人员证》的填写方法。
首先,特种设备焊接作业分为“承压焊”(指承压设备的焊接)和“结构焊”(指机电类设备的焊接)。
焊工考试合格的项目必须明确是“承压焊”或者“结构焊”,或者两者都有。
如果《特种设备作业人员证》需同时包括“承压焊,结构焊”,则其“作业种类”栏需注明“特种设备焊接作业(承压焊,结构焊)”,并且在批准项目页中填写的合格项目代号前注明“承压焊”或者“结构焊”(分别用代号“Y”和“J”表示)。
如果结构焊焊工考试中有特殊要求,《特种设备作业人员证》不同时包括“(承压焊)”时,则其“作业种类”栏注明“特种设备焊接作业(结构焊)”,在批准项目页中直接填写合格项目代号。
如果结构焊焊工考试中没有特殊要求,《特种设备作业人员证》中的“作业种类”栏注明“特种设备焊接作业(承压焊,结构焊)”,在批准项目页中直接填写合格项目代号,不必注明“承压焊”或者“结构焊”。
以上信息仅供参考,如需获取更准确的信息,建议查阅《特种设备安全技术规范》原文件第四章“人员管理和培训”。
高压焊工证项目代号含义【建筑工程类独家文档首发】
高压焊工证项目代号含义【建筑工程类独家文档首发】从事锅炉管道压力容器等承压类焊接的焊工需要持有质量技术监督局颁发的特种设备作业人员证(高压证)下面高升焊接工程学校为大家介绍一下证书项目代号的含义:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm 然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
⑺S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝自动焊,焊机无自动跟踪,进行多层多道焊填满坡口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
承压焊项目表述代码
金属材料:
焊条:
焊丝:
焊接工艺因素与代号
结构焊项目表述代码
项目代号应用举例:
(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工接焊,试件全焊透,项目为SMAW-FeⅡ-1G(K)-14- Fef3J;
(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口,项目代号为GTAW- FeⅠ-5G-3/60- FefS-02/11/13和SMAW- FeⅠ-5G(K)-5/60- Fef3J;
(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充物为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透,项目编号为FCAW- FeⅡ-3G-10- FefS-11/15;
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8 mm,外径为70 mm,钢号为16M n,采用机动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,实施遥控,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09/20;
(5)壁厚为10 mm、外径为86 mm的16 M n钢制管材垂直固定试件,使用A312焊条沿圆周方向手工
堆焊,项目代号为SMAW(N10)- FeⅡ-2G-86- Fef4;
(6)管板角接头无衬垫水平固定试件,管材壁厚为3 mm,外径为25 mm,材质为20号钢,板材厚度为8 mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2 mm,然后采用机动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW- FeⅠ/ FeⅡ-5FG-2/25-01/11/13和GTAW-5FG (K)-05/07/09/19;
(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝机动向上焊,无自动跟踪系统,遥控施焊过程,进行多道多层焊填满坡口,项目代号为SMAW-FeⅡ-5GX-4/320- Fef2和FCAW-5G(K)-07/09/20;
(8)板厚为16 mm的06Cr19Ni10钢板,采用埋弧焊(机动)平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08 Cr21Ni10Ti,焊剂为HJ260,目视观察控制,单面施焊2层,填满坡口,项目代号为SAW-1G(K)-07/09/19;
(9)厚度为12 mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用ER4043焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体,项目代号为GMAW-A1I-1G-12-A1fS3-10-15;
(10)板厚为10mm的Q345R钢板角焊缝试件,立焊。
采用半自动CO2气体保护焊,背面无气体保护,填充金属为药芯焊丝,喷射弧过渡,完成试件的焊接,项目代号为FCAW- FeⅡ-3F-10- FefS-11/15。